甲醇回收塔工艺课程设计
化工原理课程设计甲醇填料吸收塔设计

投资估算及经济效益分析
投资估算
根据甲醇填料吸收塔的设计方案,对设备、材料、安装、调试等各方面的费用进行详细估算,以确保投资预算的 准确性。
经济效益分析
通过对比不同设计方案的经济效益,包括投资回报率、净现值、内部收益率等指标,评估甲醇填料吸收塔的经济 效益,为决策提供依据。
环保法规遵守情况说明
在甲醇吸收塔周围设置防火墙或 防火带,防止火灾蔓延。同时, 塔体上应设置明显的安全警示标 志和灭火器材。
防爆措施
对于可能存在爆炸危险的区域, 应采取相应的防爆措施,如设置 防爆门、防爆窗等。此外,还应 对塔体进行定期检查和维修,确 保设备完好无损。
防毒措施
甲醇具有一定的毒性,因此在设 计过程中应采取相应的防毒措施 。例如,在塔体上设置排风口和 通风设备,确保空气流通;工作 人员在操作时应佩戴防毒面具和 防护服等个人防护用品。
化工原理课程设计甲 醇填料吸收塔设计
目录
• 课程设计背景与目的 • 甲醇填料吸收塔基本原理 • 设计方案制定与参数选择
目录
• 工艺流程设计与优化 • 设备布置与管道设计 • 控制系统设计与实现 • 经济评价与环保考虑
01
课程设计背景与目的
化工原理课程设计意义
01 02
理论与实践结合
化工原理课程设计是连接化工理论学习与工程实践的重要桥梁,通过课 程设计,学生可以将所学的化工原理知识应用于实际工程问题中,加深 对理论知识的理解和掌握。
塔内件设计与优化
通过对塔内件(如分布器、收集器、再分布器等)的设计和优化,实现气液均匀分布、减少返混和降低压降等目标, 从而提高吸收效率和降低能耗。
操作条件优化
通过对操作条件(如温度、压力、流量等)的优化,使吸收塔在最佳工况下运行,提高吸收效率和产品 质量,降低能耗和废弃物排放。
填料塔毕业设计--甲醇回收填料精馏塔设计(含外文翻译)

目录摘要 (Ⅲ)Abstract (Ⅳ)第1章前言 (1)第2章流程确定和说明 (2)2.1加料方式 (2)2.2进料状况 (2)2.3塔顶冷凝方式 (2)2.4回流方式 (2)2.5加热方式 (2)2.6加热器 (3)第3章精馏塔设计计算 (4)3.1操作条件与基础数据 (4)3.2精馏塔工艺计算 (6)3.3精馏塔主要工艺设计 (11)3.4填料的选择 (15)3.5塔径设计计算 (16)3.6填料层高度计算 (17)第4章塔附件的选型与设计 (19)4.1冷凝器 (19)4.2加热器 (19)4.3塔内管径的计算及选择 (19)4.4液体分布器 (20)4.5填料支承板的选择 (21)4.6塔釜设计 (21)4.7裙座设计 (22)4.8吊柱 (22)4.9人孔 (22)4.10法兰 (22)4.11除沫器 (23)第5章塔总体高度设计 (25)5.1塔顶部空间高度 (25)5.2进料部位空间高度 (25)5.3塔立体高度 (25)第6章塔设备的机械设计 (26)6.1设计条件 (26)6.2按压力计算筒体和封头厚度 (26)6.3塔的质量计算 (27)6.4塔的自振周期计算 (28)6.5地震载荷计算 (29)6.6风载荷计算 (30)6.7各种载荷引起的轴向应力 (32)6.8筒体和裙座危险截面的强度与稳定性校核 (34)6.9筒体和裙座水压试验应力校核 (35)6.10基础环设计 (37)6.11地脚螺栓计算 (38)6.12开孔补强 (40)参考文献 (42)致谢 (43)附录1 (44)附录2 (47)甲醇回收填料精馏塔设计摘要精馏是借助回流技术来实现高纯度和高回收率的分离操作,在抗生素药物生产中,需要用甲醇溶媒洗涤晶体,洗涤过滤后产生废甲醇溶媒,然后对甲醇溶媒进行精馏,从而将甲醇进行回收利用。
精馏操作一般在塔设备中进行,塔设备分为两种,板式塔和填料塔。
填料塔结构简单、装置灵活、压降小、持液量少、生产能力大、分离效率高、耐腐蚀,且易于处理易起泡、易热敏、易结垢物系。
化工原理课程设计甲醇丙醇精馏塔完美排版

目录化工原理课程设计任务书 0一、设计方案与工艺流程图 (1)1、设计方案 (1)2、工艺流程图 (1)二、基础数据 (1)1、主要物性数据 (1)2、进料流量及组成 (1)3、分离要求 (2)4、原料热力学状态 (2)5、冷却介质及其温度,加热介质及其温度 (2)三、物料衡算 (2)四、确定操作条件 (2)1、确定操作压力 (2)2、确定操作温度 (2)五、回流比 (3)六、理论板数与实际板数 (4)七、塔径、塔高的计算及板间距的确定 (5)1.汽液相流率 (5)2.将上述求得的流率转换成体积流率 (5)3.塔径的计算 (6)4.塔高的确定 (8)八.堰及降液管的设计 (8)1.塔堰长 (8)2.取堰宽及降液管面积 (8)3.停留时间 (8)4.堰高 (9)5.降液管底端与塔板之间的距离,即降液管底隙 (9)九.塔板布置极其筛板塔的主要结构参数 (9)2.筛孔直径d0,孔中心距离,板厚 (9)3.开孔率 (9)4.孔数 (10)十.水力学计算 (10)1.塔板阻力 (10)2、漏液点 (11)3.雾沫夹带 (11)4.液泛的校核 (12)十一.负荷性能图 (13)1、精馏段 (13)2、提馏段 (15)十二、冷凝器的设计 (18)1.估算传热面积,初选换热器型号 (18)2.核算压降 (19)3.核算总传热系数 (21)4、确定换热器型号 (22)设计感想与总结..........................................错误!未定义书签。
参考文献 (24)化工原理课程设计任务书一、设计题目:筛板塔的设计二、设计任务:甲醇—丙醇精馏塔的设计三、设计条件四、设计内容与要求一、设计方案与工艺流程图1、设计方案本次课程设计的任务是甲醇—丙醇精馏塔,塔型为筛板塔,二组分进料(甲醇、丙醇)。
二组分在常压下均为液相,为节约材料,采用常压精馏,无需预热器,塔顶设置冷凝器,塔底设置再沸器。
甲醇回收塔工艺流程
甲醇回收塔工艺流程嘿,朋友们!今天咱就来讲讲甲醇回收塔工艺流程这档子事儿。
你想啊,这甲醇回收塔就好比是一个神奇的大魔法师,它能把那些混杂在一起的甲醇给变出来,还能让它变得纯净又好用。
咱先说说这原料是怎么进去的吧。
就好像是一群小伙伴排着队走进一个神秘的城堡,它们带着各种各样的东西,有甲醇,还有其他的一些杂质啥的。
然后呢,这些原料就顺着管道,一路欢快地流进了甲醇回收塔这个大城堡里面。
在塔里面啊,可就热闹了。
温度和压力就像是两个指挥家,它们指挥着甲醇和杂质们开始跳舞。
甲醇比较轻,就像是个灵活的小精灵,一下子就往上飘,而那些杂质呢,就比较笨重啦,只能慢慢往下沉。
这就像是一场精彩的舞蹈比赛,甲醇精灵脱颖而出。
接着呢,经过层层的分离和纯化,纯净的甲醇就从塔顶跑出来啦,就像是冠军戴上了闪亮的王冠。
这纯净的甲醇啊,那可真是宝贝呀,用处可大着呢!可以用来做各种各样的东西,给我们的生活带来便利。
这时候你可能会问啦,那那些杂质怎么办呢?哈哈,它们就被留在塔里面啦,或者从塔底排出去,就像是被淘汰的选手,虽然也努力过,但没办法,只能乖乖退场咯。
这整个过程就像是一场奇妙的冒险,原料们走进塔中,经历了各种挑战和考验,最后出来的就是我们需要的宝贝甲醇。
你说神奇不神奇?咱再想想,生活中不也有很多这样类似的事情吗?就像我们努力去追求自己的梦想,会遇到各种困难和挫折,但只要我们坚持不懈,就像甲醇在回收塔中不断纯化一样,最终也能收获属于我们自己的成功呀!甲醇回收塔工艺流程虽然看似复杂,但只要我们用心去理解,就会发现它其实充满了趣味和奥秘。
它就像是一个默默工作的大力士,为我们的生活和工业生产贡献着自己的力量。
所以啊,可别小看了这个家伙哦!这就是甲醇回收塔工艺流程啦,是不是挺有意思的呀?希望大家都能像了解这个工艺流程一样,去发现生活中那些看似平凡却又无比神奇的事情,让我们的生活变得更加丰富多彩!。
回收甲醇精制塔(TQ-503)HAZOP分析

回收工段甲醇精制系统(TQ-503塔)HAZOP分析
1、工艺流程
物料经回收TQ-502釜和聚合TQ-302釜用泵输送,从塔中部进入TQ-503,经精馏塔再沸器加热后,返回精馏塔,气态甲醇经冷凝器冷凝后,进入回流槽,一部分由回流泵送至精馏塔顶作为塔顶回流液,另一部分送至甲醇储罐。
在这个过程中,由于再沸器内甲醇沸点较低不断蒸发,一些蒸发能力较低或不蒸发的物质则留在再沸器中,形成焦化物,成为发生事故最大的隐患。
2、HAZOP 分析
应用HAZOP 对精馏过程进行分析,找出事故潜在原因,采取有效措施为甲醇精制的安全生产做出保障。
以精馏塔作为分析节点,确定工艺参数偏差见表1,分析步骤见表2。
表1 工艺参数偏差
表2 HAZOP 分析步骤
以冷凝器作为分析节点,确定工艺参数偏差见表3,分析步骤见表4。
表3 工艺参数偏差
表4 HAZOP 分析步骤
2.2.3 以馏出槽作为分析节点,确定工艺参数偏差见表5 ,分析步骤见表6。
表5 工艺参数偏差
表6 HAZOP 分析步骤
2.2.4 以送出泵作为分析节点,确定工艺参数偏差见表7 ,分析步骤见表8。
表7 工艺参数偏差
表8 HAZOP 分析步骤。
化工原理课程设计甲醇回收精馏塔

化工原理课程设计甲醇回收精馏塔在化工原理课程设计中,甲醇回收精馏塔被广泛应用于甲醇生产过程中,用于从甲醇废气中回收甲醇。
本文将介绍甲醇回收精馏塔的工作原理、组成和操作流程。
甲醇回收精馏塔是一种重要的设备,主要用于从甲醇废气中分离和回收甲醇。
甲醇是一种常见的有机化合物,在工业生产和实验室中广泛应用。
然而,甲醇废气中的甲醇含量较低,需要通过有效的分离和回收方式进行处理。
精馏塔通常由塔体、塔盘和内部装置组成。
塔体是一个高筒形的容器,内部装有塔盘。
塔盘是一种分离设备,可以将混合物分解成不同成分。
它由塔盘板、塔盘气孔和盘下的液面组成。
塔盘板上还有一个圆形液态通道,用于将液体层分成多个互不相干的层。
甲醇回收精馏塔的操作流程包括进料、蒸汽加热、塔盘分离和回收。
首先,甲醇废气进入塔体底部,并通过塔盘板均匀分布到各个塔盘上。
然后,通过加热方式,如蒸汽加热,提高塔体内的温度,以便使甲醇汽化。
在加热过程中,甲醇在塔盘上蒸发,形成甲醇蒸汽,并上升到上部塔体。
同时,底部的液体逐渐减少,形成醇液池。
蒸汽在塔盘上经过密排气孔,使醇液池的液位保持平稳。
当蒸汽上升到上部塔体时,经过冷凝器冷却后,甲醇再次凝结成液体。
凝结后的液体通过管道流回塔盘,与上升的蒸汽再次接触。
在通过多个塔盘的反复操作后,逐渐提高了甲醇的回收率。
底部的甲醇液体通过下部的塔盘板排出,形成甲醇回收产品。
甲醇回收精馏塔的设计和操作需要考虑多个因素,如塔盘数量、换热器的选择和温度控制等。
合理的设计可以提高甲醇的回收效率,并降低能源消耗。
总之,甲醇回收精馏塔在甲醇生产过程中起到了至关重要的作用。
通过适当的设计和操作,可以实现高效的甲醇回收,减少废气和资源的浪费,对环境保护和可持续发展具有积极作用。
甲醇回收塔结构设计说明

甲醇回收塔结构设计第一章概述1.1前言在化工、炼油、医药、食品及环境保护等工业部门,塔设备是一种重要的单元操作设备。
它的应用面广、量大。
塔设备广泛用于蒸馏、吸收(气提)、萃取、气体的洗涤、增湿及冷却等单元操作中,它的操作性能好坏,对整个装置生产,产品产量、质量、成本以及环境保护、“三废”处理等都有较大的影响。
因此对塔设备的研究一直是工程界所关注的热点。
塔器按其结构可分为两大类:板式塔和填料塔。
板式塔的研究起步较早,其流体力学和传质模型比较成熟,数据可靠,因而70年代以前的很长一段时间里,板式塔的研究处于领先地位。
70年代,由于性能优良的新型填料相继问世,特别是规整填料及新型塔内件的不断开发应用和基础理论研究的不断深入,使填料塔的放大技术有了新的突破,改变了以板式塔为主的局面,填料塔也进入了一个崭新的时期。
本次设计任务是分离甲醇水的混合液,以回收甲醇,塔径DN400已定,且处理量不算很大,故采用填料塔。
1.2甲醇回收塔的设计背景本次任务设计的甲醇回收塔是针对工厂废液等的进行甲醇提纯回收,不仅能有效的保护环境,还能回收有用产品,节约能源,是一件大有裨益的事。
二十多年来,填料塔以其优良的综合性能不断推广应用于工业生产中,改变了板式塔长期占据统治地位的局面。
与板式塔相比,新型的填料塔性能具有如下特点:(1)生产能力大板式塔与填料塔的流体流动和传质机理不同。
板式塔的传质通过上升的蒸汽穿过板上的液池来实现。
塔板的开孔率一般占塔板截面积的8~15%,其优化设计要考虑塔板面积与降液管面积的平衡,否则即使开孔率大也不会使生产能力提高。
填料塔的传质是通过上升蒸汽的与靠重力沿填料表面下降的液体逆流接触实现。
填料塔的开孔率通常在50%以上,其空隙率则超过90%,一般液泛点都较高,其优化设计主要考虑与塔内件的匹配,若塔设计合理,填料塔的生产能力一般均高于板式塔。
(2)分离效率高塔的分离效率决定于分离物系的性质、操作状态(压力、温度、流量等)以及塔的类型及性能。
甲醇回收成套装置之甲醇填料回收塔设计

甲醇回收成套装置之甲醇填料回收塔设计甲醇回收装置⼯艺流程⽅框图信阳市某制药⼚酸性废⽔回收甲醇之填料精馏塔设计1 设计条件:1.1 设计压⼒: 1.0MPa;1.2 设计温度:200℃;1.3 设计处理能⼒:5000(6000;8000)kg/h;1.4 要求达到技术指标:塔顶产品: 回收甲醇≥99% ,⽔份≤0.4%;塔底稀酸中含甲醇≤100ppm(wt)。
1.6 蒸汽:压⼒0.4~0.7Mpa温度151℃~170℃2 技术要求:2.1 进料量:5000(6000;8000)kg/h2.2 回收甲醇≥99% ,⽔份≤0.4%;稀酸中含甲醇≤100ppm(wt)。
2.3 系统蒸汽消耗保证值:每⼩时处理吨酸性废⽔消耗0.6Mpa压⼒的饱和蒸汽1.28吨。
2.4 装置负荷可调范围为30% 120%,并装置确保蒸汽在0.4Mpa压⼒、151℃的⼯况下,满⾜上述装置能⼒与负荷可调范围。
3 设计内容:3.1.设计⽅案的确定及流程说明3.2.塔的⼯艺计算3.3.塔和填料主要⼯艺尺⼨的设计计算3.4.设计结果概要或设计⼀览表3.5.塔附属设备的选型与计算3.6.图纸及技术资料的提供:带控制节点的⽣产⼯艺流程图、回收塔⼯艺条件图3.7.对设计的评述或有关问题的分析讨论3.8.编制设计说明书信阳市某制药⼚酸性废⽔回收甲醇之板式精馏塔设计。
1 设计条件:1.1 设计压⼒: 1.0MPa;1.2 设计温度:200℃;1.3 设计处理能⼒: 5000(6000;8000)kg/h;1.4 要求达到技术指标:塔顶产品: 回收甲醇≥99% ,⽔份≤0.4%;塔底稀酸中含甲醇≤100ppm(wt)。
1.6 蒸汽:压⼒0.4~0.7Mpa温度151℃~170℃2技术要求:2.1 进料量:5000(6000;8000)kg/h 。
2.2 回收甲醇≥99% ,⽔份≤0.4%;稀酸中含甲醇≤100ppm(wt)。
2.3 系统蒸汽消耗保证值:每⼩时处理吨酸性废⽔消耗0.6Mpa压⼒的饱和蒸汽1.28吨。
甲醇回收课程设计

甲醇回收课程设计一、教学目标本课程的教学目标是使学生掌握甲醇回收的基本原理、方法和工艺流程。
通过本课程的学习,学生应能够:1.描述甲醇的物理和化学性质,理解甲醇回收的必要性。
2.解释甲醇回收的基本原理,包括吸附、萃取、蒸馏等方法。
3.分析甲醇回收工艺流程,包括原料预处理、回收单元的选择和操作条件优化。
4.评估甲醇回收的经济性和环境影响,提出改进措施。
二、教学内容本课程的教学内容主要包括甲醇的性质和回收方法、工艺流程及其优化。
具体内容包括:1.甲醇的物理和化学性质,甲醇回收的意义和挑战。
2.甲醇回收的基本原理,包括吸附、萃取、蒸馏等方法的原理和应用。
3.甲醇回收工艺流程,包括原料预处理、回收单元的选择和操作条件优化。
4.甲醇回收的经济性和环境影响评价,改进措施及案例分析。
三、教学方法本课程的教学方法包括讲授法、案例分析法和实验法。
具体方法如下:1.讲授法:通过课堂讲授,使学生掌握甲醇回收的基本原理、方法和工艺流程。
2.案例分析法:分析实际案例,使学生更好地理解甲醇回收的工程应用和优化方法。
3.实验法:进行甲醇回收实验,培养学生动手能力和实际操作技能,加深对回收工艺的理解。
四、教学资源本课程的教学资源包括教材、参考书、多媒体资料和实验设备。
具体资源如下:1.教材:选用权威、实用的甲醇回收教材,为学生提供系统的理论知识。
2.参考书:提供相关领域的参考书籍,丰富学生的知识体系。
3.多媒体资料:制作精美的PPT、视频等多媒体资料,增强课堂教学的趣味性和生动性。
4.实验设备:配置齐全的实验室设备,为学生提供实际操作的机会,提高实践能力。
五、教学评估本课程的评估方式包括平时表现、作业、考试等,以全面、客观、公正地评价学生的学习成果。
具体评估方式如下:1.平时表现:通过课堂参与、提问、讨论等环节,评估学生的学习态度和积极性。
2.作业:布置适量的作业,评估学生的理解和应用能力。
3.考试:进行期中和期末考试,评估学生对课程知识的掌握程度。
甲醇回收塔工艺课程设计

一前言甲醇用途广泛,是基础的有机化工原料和优质燃料。
主要应用于精细化工,塑料等领域,用来制造甲醛、醋酸、氯甲烷、甲氨、硫酸二甲脂等多种有机产品,也是农药、医药的重要原料之一。
塔设备是化工,制药,环保等生产中广泛应用的气液传质设备。
根据塔内气液接触部件的形式,可以分为填料塔和板式塔。
板式塔属于逐级接触逆流操作,填料塔属于微分接触操作。
工业上对塔设备的主要要求:(1)生产能力大(2)分离效率高(3)操作弹性大(4)气体阻力小结构简单、设备取材面广等。
塔型的合理选择是做好塔设备设计的首要环节,选择时应考虑物料的性质、操作的条件、塔设备的性能以及塔设备的制造、安装、运转和维修等方面的因素。
板式塔的研究起步较早,其流体力学和传质模型比较成熟,数据可靠。
尽管与填料塔相比效率较低、通量较小、压降较高、持液量较大,但由于结构简单、造价较低、适应性强、易于放大等特点,因而在70年代以前的很长一段时间内,塔板的研究一直处于领先地位。
然而,70年代初期出现的世界能源危机迫使填料塔技术在近20年来取得了长足进展。
由于性能优良的新填料相继问世,特别是规整填料和新型塔内件的不断开发应用和基础理论研究的不断深入,使填料的放大技术有了新的突破,改变了以板式塔为主的局面。
在我国,随着石油化工的不断发展,传质分离工程学的研究不断深入,使填料塔技术及其应用进入了一个崭新的时期,其工业应用与发达国家并驾齐驱,进入世界先进行列。
评价塔设备的基本性能的指标主要有:1、产量和通量:前者指单位时间处理物料量,而后者指单位塔截面上的单位时间的物料处理量。
2、分离效率:对板式塔是指每层塔板所能达到的分离程度。
填料塔则是单位填料层高度的分离能力。
3、适应能力及操作弹性:对各种物料性质的适应性及在负荷波动时维持操作稳定而保持较高分离效率的能力。
4、流体阻力:气相通过每层塔板或单位高度填料层的压降。
除上述几项主要性能外,塔的造价高低、安装、维修的难易以及长期运转的可靠性等因素,也是必须考虑的实际问题。
甲醇精馏塔毕业设计(优.选)

目录1精馏塔工艺计算 (5)1.1任务书 (5)1.2物料衡算 (5)1.2.2进料液、馏出液、塔釜残液的摩尔分数 (5)1.2.3平均相对分子质量 (6)1.2.4物料衡算方程 (6)1.2.5塔顶、塔釜摩尔质量 (6)1.2.6馏出液、塔釜残液的流量 (6)1.2.7物料衡算结果 (6)1.3理论塔板数的确定 (7)1.3.1甲醇水气液平衡关系及平衡数据 (7)1.3.2塔顶气相温度(VD t )、液相温度(LD t )、进料温度(F t )和塔釜温度(W t ) (7)1.3.3回流比确定 (8)1.3.4理论塔板数(作图法) (8)1.4热量衡算 (9)1.4.1冷凝器的热负荷 (9)1.4.2冷却水的消耗量 (10)1.4.3加热器热负荷 (10)1.4.4全塔热量衡算 (11)1.4.5热量衡算结果 (11)1.5物性参数 (12)1.5.1塔顶条件下的流量及物性参数 (12)1.5.2塔底条件下的流量及物性参数 (13)1.5.3进料条件下的流量及物性参数 (13)1.5.4精馏段的流量及物性参数 (14)1.5.5提馏段的流量及物性参数 (15)1.6填料 (15)1.6.1填料的选择 (15)1.6.2塔径确定 (16)1.6.3填料层高度计算 (17)1.6.4压降和持液量 (18)2精馏塔结构计算 (18)2.1附属设备及主要附件 (19)2.1.1液体分布器 (19)2.1.2填料支撑装置 (19)2.1.3液体再分布器 (20)2.1.4填料压板及床层限制器 (21)2.1.5除沫器 (22)2.2冷凝器 (22)2.3再沸器 (23)2.4塔管径的计算以及法兰的选择 (23)2.4.1进料管 (24)2.4.2回流管 (25)2.4.3塔顶蒸汽接管 (26)2.4.4再沸器出料接管 (27)2.5筒体连接法兰 (27)2.5.1精馏段筒体与封头连接法兰 (28)2.5.2再沸器与封头连接法兰 (29)2.6手孔 (29)2.6.1精馏段筒体手孔 (29)2.6.2再沸器手孔 (32)2.7裙座 (32)2.8塔总体高度设计 (33)2.8.1塔顶部空间高度 (33)2.8.2进料部位空间高度 (33)2.8.3塔的总体高度 (33)3精馏塔的强度计算 (34)3.1厚度计算 (34)3.1.1材料选择 (34)3.1.2厚度计算 (34)3.2塔的各部分质量 (35)3.2.1圆筒质量 (35)3.2.2封头质量 (35)3.2.3裙座质量 (35)3.2.4塔内件质量 (36)3.2.5人孔、法兰、接管质量 (36)3.2.6保温层材料质量 (36)3.2.7平台扶梯质量 (36)3.2.8操作时塔内物料质量 (36)3.2.9冲水质量 (36)3.2.10全塔操作质量 (37)3.2.12全塔最大质量 (37)3.4风载荷 (38)3.4.1每段水平风力 (38)3.4.2风弯矩 (39)3.5地震载荷 (40)3.5.1水平地震力 (40)3.5.2垂直地震力 (41)3.5.3地震弯矩 (41)3.5.4最大弯矩 (42)3.6应力校核 (42)3.6.1筒体轴向应力 (42)3.7圆筒的稳定性、拉应力校核 (43)3.7.1圆筒轴向许用压应力按下式求取 (43)3.7.2圆筒最大组合压应力 (43)3.7.3圆筒拉应力校核 (44)3.8塔设备应力试验时的应力校核 (44)3.9裙座的设计 (45)3.10开孔补强 (46)3.10.1塔顶出气管补强 (46)3.10.2手孔补强 (47)3.10.3人孔开孔补强 (48)3.1.1基础环设计 (49)3.1.2螺栓座的设计 (50)3.1.3裙座与塔体连接焊缝 (50)第一阶段计算(纯计算内容)1精馏塔工艺计算1.1任务书设计一套甲醇回收装置,进料温度86℃,回流液温度63℃,进料中含甲醇76.39%(质量),进料流量2000kg/h ,塔顶出料中含甲醇99.5%,经精馏后残液含甲醇1%。
化工原理课程设计甲醇回收精馏塔
化工原理课程设计甲醇回收精馏塔
甲醇回收精馏塔的设计需要考虑以下几个方面:
1. 塔的选择:根据甲醇回收的要求,选择适当的精馏塔类型,如板式塔、填料塔等。
不同类型的塔有不同的塔板布局、内部结构和操作特点。
2. 塔的尺寸:根据甲醇回收过程的工艺参数,计算出塔的理论塔板数、有效塔高和塔径。
可以使用常用的塔设计方法,如McCabe-Thiele图、Ponchon-Savarit图等。
3. 塔的操作条件:确定塔的操作压力和温度。
根据甲醇的汽化温度和精馏过程中的相平衡关系,选择适当的操作条件,以实现甲醇的有效回收。
4. 塔的内部构造:根据甲醇回收的工艺要求,在塔内合理布置塔板或填料。
塔板类型可以选择常规塔板、增强塔板或特殊塔板。
填料类型可以选择合适的填料,如网片填料、环形填料等。
5. 塔的附件设备:为了提高塔的操作效果,还需合理配置塔的附件设备,如塔顶冷凝器、塔底再沸器、进料加热器等。
这些设备可以提供所需的冷热量,帮助实现甲醇回收的目标。
6. 塔的材质选择:选择适用的材质来制造塔体和塔内构件,以满足工艺要求和耐腐蚀性能。
在设计过程中还需要进行流程模拟和优化,通过计算和模拟,
确定塔的最佳操作参数和结构参数,以实现甲醇回收的高效、稳定和可靠运行。
同时,还要考虑经济性,通过综合考虑设备成本、能耗和维护费用等因素,选择最适合的设计方案。
甲醇回收塔

浦江学院《化工原理》课程设计设计题目甲醇回收塔学生姓名班级、学号指导教师姓名课程设计时间2013年6月17日-2013年6月28日课程设计成绩指导教师签字南京工业大学化工原理课程设计任务书专业:班级:姓名:设计日期:2013 年 6 月17 日至2013 年 6 月28 日设计题目:甲醇回收塔设计条件:进料量:F = 150 吨/天进料组成:X f = 9.5% (w%)进料状态:25℃回收率: η= 99%操作条件:直接蒸汽加热指导教师:年月日目录一、前言---------------------------------------------------------------------3二、设计说明书符号表---------------------------------------------------5三、流程设计---------------------------------------------------------------7四、物性参数---------------------------------------------------------------8五、工艺计算--------------------------------------------------------------11六、塔径的计算-----------------------------------------------------------13七、填料层高度计算-----------------------------------------------------14八、填料塔的流体力学性能--------------------------------------------15九、塔设计计算参数总汇-----------------------------------------------21十、辅助设备的选择-----------------------------------------------------21 十一、参考资料-------------------------------------------------------------24一前言甲醇用途广泛,是基础的有机化工原料和优质燃料。
甲醇回收操作规程
第一章甲醇回收工艺原理1.甲醇萃取原理及工艺流程从共沸蒸馏塔顶或催化蒸馏塔顶流出的C4组分中含有与C4形成共沸物的1%—3%的甲醇。
含甲醇的C4混合物既不能用作烷基化原料,也不能做民用液化气燃料,必须将二者分离。
一般蒸馏的方法对已形成的共沸物是不能分离的,因此选择萃取的方法。
水与C4不互溶,却能与甲醇完全互溶,因此能把C4共沸物中的甲醇萃取出来,使C4中的甲醇质量残余量小于0.01%,含甲醇的水溶液的相对密度大于C4的相对密度,很容易沉降分离,用一个萃取塔完成这一过程。
作为萃取剂的纯水从塔(T001)的上部进入,C4和甲醇共沸物从塔的底部进入,水为连续相,C4为分散相,二者逆向流动,在塔内填料(或筛板塔盘)作用下,两相充分接触并完成传质萃取过程,使C4中的甲醇进入水相。
水相经塔釜沉降后从釜底排出,C4相经萃取塔顶扩大段的减速沉降,使C4相不含游离水后,从萃取塔顶部排出进入一个C4缓冲罐,经再一次沉降脱水后即可出装置。
萃取塔排出的甲醇水溶液进入一个换热器,预热到一定温度后进甲醇回收塔(T002),回收其中的甲醇。
2.甲醇回收原理及工艺流程甲醇回收塔进料是含甲醇8%的水溶液,经分离,将甲醇和水分开,塔顶得含甲醇99%以上的甲醇,塔釜得含99.9%以上的水,从而达到回收甲醇的目的。
甲醇回收塔分离甲醇的工作原理是依据组分挥发度不同而达到分离的目的。
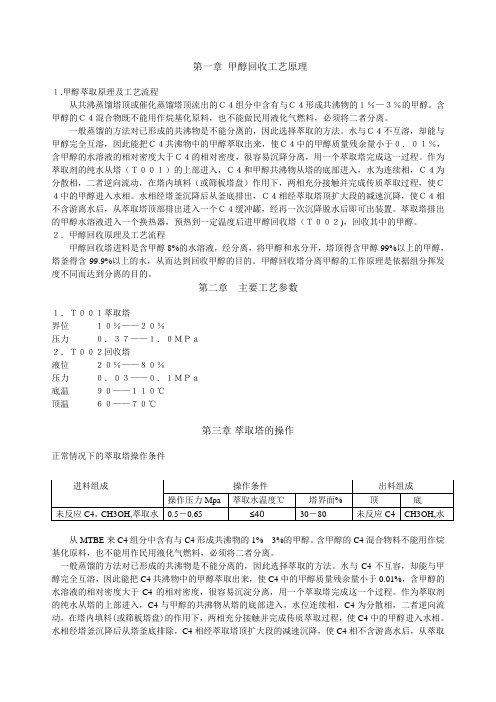
第二章主要工艺参数1.T001萃取塔界位10%——20%压力0.37——1.0MPa2.T002回收塔液位20%——80%压力0.03——0.1MPa底温90——110℃顶温60——70℃第三章萃取塔的操作正常情况下的萃取塔操作条件从MTBE来C4组分中含有与C4形成共沸物的1%---3%的甲醇。
含甲醇的C4混合物料不能用作烷基化原料,也不能用作民用液化气燃料,必须将二者分离。
一般蒸馏的方法对已形成的共沸物是不能分离的,因此选择萃取的方法。
水与C4不互容,却能与甲醇完全互溶,因此能把C4共沸物中的甲醇萃取出来,使C4中的甲醇质量残余量小于0.01%,含甲醇的水溶液的相对密度大于C4的相对密度,很容易沉淀分离,用一个萃取塔完成这一个过程。
合成甲醇回收塔操作规程
合成甲醇回收塔操作规程600#合成甲醇回收塔操作规程一岗位(设备)简述:1、岗位任务:本甲醇回收塔是用以回收甲醇分离器设有冷凝分离下来的甲醇气体(含1.0%左右)。
2、工艺原理:利用甲醇极易溶于水的原理,用除盐水从顶部进,循环气从下部进,通过规整填料增大传质面积,逆流接触达到回收循环气中的甲醇,达到增产、节能、降耗,提高经济效益的目的。
水吸收甲醇是一个混溶的物理过程。
甲醇属低级醇,低级醇易溶于水,主要是因为水分子和醇分子间也能形成氢键的缘故:H-O………H-O………H-O 或 H-O……H-O……H-OCH3 H CH3 H CH3 H甲醇水甲醇水甲醇水随着碳链的增长,醇的羟基(OH)在整个分子中的影响减弱,在水中的溶解度减低以至不溶于水。
二、工艺流程:(见附图)三、工艺指标1、回收塔压力≤5.3MPa。
2、泵出口压力≤5.4MPa3、回收塔液位40~60%4、甲醇水溶液浓度40~50%(暂定)5、除盐水压力3.5~4.5MPa(满足系统需要)6、除盐水加水量≤2.5吨/时(泵一开一备)7、泵电机温升≤45℃+室温四、正常操作要点:1、严格控制各项工艺指标,将压力、液位、浓度控制在指标范围内。
2、保证往复式水泵的正常运转,用“看、听、摸、闻”的方法,注意电机、机器响声,温度是否正常。
注意克服跑冒滴漏,尤其是柱塞填料的泄漏要经济检查(一小时一次)。
3、注意调节流量:根据负荷的大小,调节甲醇水溶液浓度,如负荷降低,甲分出口气体中CH3OH含量低,回收浓度低,可部份打循环或全打循环。
即关小(或关死)溶液出口调节阀,开(或开大),回收塔出口至泵进口阀门循环,在一般正常生产,为保证足够的喷啉密度,应部份打循环。
即一边进水,一边循环一边放料(甲醇水溶液)入闪蒸槽。
保证水溶液的浓度,保证精馏系统水不过剩(水平衡)。
即回收塔加入水量不得超过(最好相等)在相同负荷下精馏加的萃取水量。
4、注意泵的压力在正常生产中,不必人为控制,泵的压力是随回收塔或系统压力的升降而升降。
甲醇回收塔设计
题目: DN400甲醇回收塔设计摘要甲醇作为重要的基本有机化工原料之一 ,在世界经济中起着十分重要的作用。
随着世界能源的日趋紧缺 ,甲醇又逐步发展成为重要的能源替代品 ,以甲醇为原料合成二甲醚、烯烃等化工产业也得到了迅速的发展。
甲醇回收塔是针对工厂废液等的进行甲醇提纯回收,不仅能更有效的保护环境,还能回收有用产品,节约能源,是一件大有裨益的事。
本次设计的甲醇回收装置采用的是填料塔结构,主要内容可分为四个部分:第一部分为概述,主要阐述了塔的设计背景,基本知识及原始数据;第二部分为塔的工艺计算,主要对其进行物料衡算、热量衡算以及理论塔板数的确定等;第三部分为塔的结构设计,对塔的各零部件尺寸,总体结构进行设计;第四部分为强度计算,根据已有数据,对塔在一些不同环境下的强度计算。
另外,采用AutoCAD软件绘制了总装配图和部分零件图等施工图。
关键词:甲醇回收塔;填料;工艺计算;结构设计;强度The design of DN400 methanol recovery tower College of Mechanical Engineering ,Zhejiang University of TechnologyAbstractMethanol as one of the important basic organic chemical raw materials, plays an important role in the world economy. As the world's energy becomes more scarce, methanol developed into important energy alternatives gradually ,chemical industry used methanol as raw materials for the synthesis of dimethyl ether, olefins and so on, has also been a rapid development. The methanol recovery column purification for factory waste to have a methanol recovery, not only can give more effective protection to the environment, but also can recover useful products, energy conservation, it is a great benefit.The design of methanol recovery is packed tower structure. The main contant can be divided into four parts. The first part is a overview about the designing background of tower, basic information and original data; The second part is parameter calculation on material, heat, the number of theoretical tray etc.; The third part is about the construction of column which mainly including the size of different components and the whole size of tower construction; The fourth part involves testifying the strength of each part.In addition, draw with AutoCAD, including the assembly drawing and several component drawings, just intending to add integrity on this whole task.Keyword: methanol recovery tower; filler; calculation of parameter; constructional design; intensity目录摘要 (i)Abstract (ii)第一章概述 (1)1.1前言 (1)1.2甲醇回收塔的设计背景 (1)1.3回收塔主要工艺流程 (2)1.4基础数据及设计内容 (2)第二章精馏塔工艺计算 (4)2.1精馏塔的物料衡算 (4)2.2理论塔板数 (5)2.3实际塔板数 (7)2.4精馏塔的工艺条件及物性数据 (9)2.5热量衡算 (13)2.6填料 (16)第三章精馏塔的结构设计 (19)3.1附属设备及主要附件 (20)3.2塔内件设计 (20)3.3筒体连接法兰 (24)3.4塔管径的计算及其法兰的选择 (26)3.5手孔 (30)3.6裙座 (34)第四章精馏塔的强度计算 (37)4.1厚度计算 (37)4.2开孔补强 (38)4.3自振周期 (40)4.4风载荷及地震载荷 (44)4.5应力校核 (50)4.6裙座的机械设计 (52)第五章结论 ................................................................................................. 错误!未定义书签。
甲醇-水系统甲醇回收精流塔设计
化工原理课程设计说明书设计题目:甲醇-水系统甲醇回收精流塔设计设计者:专业:化学工程和工艺学号:指导老师:2013 年12 月27 日目录一前言---------------------------------------------------------4二.工艺流程确定和说明------------------------------------------5三.工艺计算和主体设备设计--------------------------------------61.工艺条件----------------------------------------------------62.汽液平衡关系及平衡数据--------------------------------------63.塔的物料衡算------------------------------------------------7 4.物料性质计算----------------------------------------------105.气液负荷计算-----------------------------------------------156.塔和塔板主要工艺尺寸计算-----------------------------------16四.配套设备选型-----------------------------------------------191.换热器-----------------------------------------------------192.储槽计算---------------------------------------------------213.接管的选型-------------------------------------------------224.泵---------------------------------------------------------245.温度计-----------------------------------------------------266.压力计-----------------------------------------------------267.液位计-----------------------------------------------------268.流量计-----------------------------------------------------269.设备一览表-------------------------------------------------27五.选用符号说明-----------------------------------------------28六.参考文献---------------------------------------------------29七.后记-------------------------------------------------------29八.附录(工艺流程简图)-----------------------------------------30 一.前言甲醇,又名木醇,分子式为CH3OH,分子量:32.04.本品为有特殊气味的易挥发、易燃烧的液体.有毒,人饮后能致盲.比重0.791(20℃),沸点64.50℃,能和水和多数有机溶剂混溶.三.工艺计算及主体设备设计1.工艺条件系统进料:25ºC处理量:15,000吨/年进料浓度:20%(质量)处理要求:塔顶浓度≧98%(质量)塔底浓度≦0.2%(质量)塔顶压强:109.5kPa(绝压)塔釜压强:115kPa塔顶冷凝全凝器.塔底再沸器间壁加热.进塔物料状态:泡点进料冷却水温:28ºC加热蒸汽:0.2 Mpa年工作:7200小时年工作日:300天,连续操作2.汽液平衡关系及平衡数据温度t/℃液相中甲醇摩尔分数x A汽相中甲醇摩尔分数y A100 0.0 0.0 96.4 0.02 0.134 93.5 0.04 0.23491.2 0.06 0.304 89.3 0.08 0.365 87.7 0.10 0.418 84.4 0.15 0.517 81.7 0.20 0.579 78.0 0.30 0.665 75.3 0.40 0.729 73.1 0.50 0.779 71.2 0.60 0.825 69.3 0.70 0.870 67.6 0.80 0.915 66.0 0.90 0.958 65.0 0.95 0.979 64.5 1.0 1.0 表1:甲醇-水汽液平衡数据Tx/y C E图2:甲醇-水体系t-x-y相平衡曲线图3.塔的物料衡算3.1由质量分率求甲醇水溶液的摩尔分率:()()/0.20/32.040.1233/1/0.20/32.0410.20/18.02F A F F A F B a M x a M a M ===+-+-()()/0.98/32.040.9650/1/0.98/32.0410.98/18.02D A D D A D B a M x a M a M ===+-+-()()/0.002/32.040.001126/1/0.002/32.0410.002/18.02W A W W A W B a M x a M a M ===+-+-3.2.全塔物料衡算 F=平均分子量总生产时间年处理量1⨯15000100017200606032.040.123318.020.8767s ⨯=⨯⨯⨯⨯+⨯ =29.3s mol /则有:F D W F D W D W 29.3Fx Dx Wx 0.9650D 0.001126W 29.30.1233=++=⎧⎧⎨⎨=+⨯+⨯=⨯⎩⎩ 解得 W=25.58s mol / D=3.71s mol / 3.3求解R Min ,R,N Min ,N T采用图解法求解最小理论塔板数,作图(a)图解法求解最小理论塔板数-全图(b)图解法求解最小理论塔板数-局部放大图图3:图解法求解最小理论板数由图读知Nmin=6.9-1=5.9原料泡点进料,故x q=x F=0.1233,从图可知y q=0.4653,故有:D q Min q q 0.96500.46531.41680.46530.1126x y R y x -=--==-对于指定的物系,R Min 只取决于分离要求,即设计型计算中达到一定分离程度所需回流比的最小值,实际操作回流比应大于最小回流比.但增大回流比,起初显著降底所需塔板层数,设备费用明显下降.再增加回流比,虽然塔板层数仍可继续减少,但下降的非常慢.和此同时,随着回流比的加大,塔内上升蒸气量也随之增加,致使塔径、塔板面积、再沸器、冷凝器等设备尺寸相应增大.因此,回流比增至某一数值时,设备费用和操作费用同时上升,回流比的采用原则是使设备费用和操作费用的总费用最小.通常,适宜回流比的数值范围为R=(1.1~2.0)R Min .本设计取R=1.4116 R Min =1.4116R Min =2所以精馏段操作线方程方程为1121×0.96501133n n D n R y x x x R R +=+=+++因为泡点进料,所以q 线方程为f x x ==0.1233 采用图解法求解理论塔板数(a)图解法求解理论塔板数-全图(b)图解法求解理论塔板数-局部放大图4:图解法求解理论塔板数由图可得,理论塔板数为N T =13.3-1=12.3 或采用吉利兰图(R-Rmin)/(R+1)=(2-1.4168)/3=0.1944在0.1到0.9范围内 X=(R-Rmin)/(R+1) Y=(N-Nmin)/(N+2)Y=0.545827-0.591422X+0.002743/X=0.445 Nmin=5.9N=12.2和图解法近似,证明计算无误. 4.物料性质计算 4.1平均温度m t 由安托尼方程;lg CT BA P +-=︒(︒P 5,10;Pa T ⨯,K )查表得: 表2:安托尼方程参数)1(D BD D AD D x P x P P -⋅︒+⋅︒=列方程式得0.965*Exp[11.9643-3626.55/(T-34.29)]+0.035*Exp[11.6834-3816.44/(T-46.13)=1.095由mathmatic 解得塔顶温度D t =67.2℃⋅︒=AW W P P (1)w BW w x P x +︒⋅-列方程式得0.001126*Exp[11.9643-3626.55/(T-34.29)]+0.998874*Exp[11.6834-3816.44/(T -46.13)]=1.15参数物种ABC甲醇 11.9673 3626.55 -34.29 水11.68343816.44-46.13由mathmatic 由解得塔釜温度W t =103.5℃F AF P P =︒⋅(1)F BF F x P x +︒⋅-列方程式得0.1123*Exp[11.9643-3626.55/(T-34.29)]+0.8877*Exp[11.6834-3816.44/(T-46.13)]=(1.095+1.15)*6.2/12.2 由mathmatic 解得进料温度F t =96℃(9667.2)/281.6t =+=精馏段℃(96103.5)/299.5t =+=提馏段℃4.2平均分子量 塔顶 x =0.917y =0.965M l =0.917*32.04+0.083*18.02=30.88kg/kmol M v =0.965*32.04+0.035*18.02=31.55kg/kmol进料板 x =0.1233y =0.0986M l =0.1233*32.04+0.8767*18.02=19.75kg/kmol M v =0.0986*32.04+0.9014*19.02=20.30kg/kmol塔釜 x =0.000282 y =0.001126M l =18.02kg/mol M v =18.02kg/mol精馏段 x =(0.1233+0.917)/2=0.520y =(0.0986+0.9650)/2=0.531M l =0.520*32.04+0.480*18.02=25.31kg/kmol M v =0.531*32.04+0.469*18.02=25.46kg/kmol提馏段 x =0.061y =0.049M l =0.061*32.04+0.939*18.02=18.88kg/kmol M v =0.049*32.04+0.951*18.02=18.71kg/kmol4.3平均液相密度 塔顶0.98D a = 进料板0.2F a = 塔釜0.002a = 精馏段0.59a = 提馏段0.101a =查得81.6℃下甲醇3744/kg m ρ= 水3970.8/kg m ρ= 由1ABLm LA LBa a ρρρ=+10.5910.59744970.5Lmρ-=+ 得: 精馏段液体平均密度Lm ρ=823kg/m 3查得99.5℃下甲醇3716/A Kg m ρ= 水3958.4/B Kg m ρ= 由10.10110.101716958.4LFmρ-=+ 得: 提馏段液体平均密度LFm ρ=927kg/m 3 4.4塔的压力塔顶的压力:109.5 kPa塔釜的压力:101.3kPa+13.7kPa=115.0kPa 所以精馏塔的压力降为:D W P P P -=∆=5.5kPa 塔顶压力D P =109.5kPa,取每层塔板压力降P ∆=5.512=0.46kPa 精馏塔平均压强P=111.1kPa 提馏塔平均压强P=113.85kPa 4.5平均气相密度3m Vm Vm P M 111.125.460.976/RT 8.31475.5273.2kg m ρ⨯⨯(精馏)(精馏)(精馏)===(精馏)(+)3m Vm Vm P M 113.8518.71/RT 8.31493273.2kg m ρ⨯⨯(提馏)(提馏)(提馏)===0.700(提馏)(+)4.6液体粘度L A ALn T Bμ=- 查得A B 甲醇 555.30 260.64 水658.25283.16塔顶: 67.2℃时555.30555.300.499267.2273.15260.64LA Log μ=-=-+658.25658.250.390967.2273.15283.16LB Log μ=-=-+ln ln (1)ln LD A LA A LB x x μμμ⨯+-=0.6094LD cp μ= 进料板: 96℃时 555.30555.300.626596273.15260.64LA Log μ=-=-+658.25658.250.541796273.15283.16LBLog μ=-=-+ ln ln (1)ln LF A LA A LB x x μμμ⨯+-=0.5362LF cp μ= 塔釜: 103.5℃时 555.30555.300.6564103.5273.15260.64LA Log μ=-=-+658.25658.250.5772103.5273.15283.16LB Log μ=-=-+ln ln (1)ln LW A LA A LB x x μμμ⨯+-=0.5202LW cp μ=精馏段平均液相粘度 0.53620.6094(0.5728cp 2Lm μ+精馏)==提馏段平均液相粘度 0.53620.5202(0.5282cp 2Lm μ+精馏)==4.7液体表面张力计算t=67.2℃,查甲醇表面张力16.0mN/m 水表面张力0.65mN/m, 塔顶液体表面张力160.9650.6530.03515.46/D mN m σ=⨯+⨯= t=81.6℃, 查甲醇表面张力17.2mN/m 水表面张力0.64mN/m, 进料板液体表面张力17.20.12330.640.8767 2.682/F mN m σ=⨯+⨯= t=103.5℃, 查甲醇表面张力14.6mN/m 水表面张力0.59mN/m, 进料板液体表面张力0.59/F mN m σ=精馏段液体表面张力15.46 2.689.07/2mN m σ+== 提馏段液体表面张力0.59 2.681.65/2mN m σ+==4.8塔的工艺条件和物料性质列表系统进料: 25ºC 处理量: 15000吨/年 进料浓度: 20%(质量)处理要求: 塔顶浓度≧98%(质量) 塔底浓度≦0.2%(质量) 塔顶冷凝 全凝器. 塔底再沸器 间壁加热. 进塔物料状态: 泡点进料 回流比: 2 冷却水温: 28ºC 加热蒸汽: 0.2 Mpa 年工作: 7200小时 年工作日:300天连续操作 表3:工艺条件列表物料性质 提馏段 精馏段 平均温度 81.6℃ 99.5℃ 平均液相分子量 18.88kg/kmol 25.31kg/kmol 平均气相分子量 18.71kg/kmol 25.46kg/kmol 平均液相密度 927kg/m 3 823kg/m 3 平均气相密度 0.700kg/m 3 0.976 kg/m 3 液体粘度0.5728cp0.5282cp液体表面张力 9.07mN/m 1.65mN/m 平均压力 111.1kPa 113.85kPa(a)物料性质 塔顶 进料 塔釜 平均温度 67.2℃96℃ 103.5℃ 平均液相分子量 30.88 kg/mol 19.75 kg/mol 18.02kg/mol 平均气相分子量 31.55 kg/mol 20.30 kg/mol 18.02 kg/mol 平均压力 109.5kPa 112.7kPa 115.0kPa 液体粘度 0.6094cp 0.5362cp 0.5202cp 液体表面张力15.46mN/m2.682mN/m 0.590mN/m(b)表4:物料性质列表5.气液负荷计算 5.1精馏段汽相负荷计算(1)(21) 3.7111.1/V L D R D mol s =+=+=+⨯=3(11.125.46100.283/V Vm W V M kg s -=⨯⨯⨯精馏)==5.2精馏段液相负荷计算2 3.717.42/L RD mol s ==⨯=3(7.4225.31100.188/L Lm W L M kg s -=⨯⨯⨯精馏)== 5.3提馏段汽相负荷计算'11.1/V V mol s =='3(11.118.71100.208/V Vm W V M kg s -=⨯⨯⨯提馏)==5.4提馏段液相负荷计算 '36.57/L L F mol s =+=''3(36.5718.88100.690/L Lm W L M kg s -=⨯⨯⨯提馏)== 6.塔和塔板主要工艺尺寸计算 6.1填料选择甲醇-水不属于难分离系统,腐蚀性较小,采用金属阶梯环DN38填料,查表得填料因子=Φ160. 6.2塔径计算 6.2.1精馏段塔径计算横坐标0.50.50.1880.976()0.0230.283823V L V L W W ρρ=⨯()= 查埃克特通用关联图得 纵坐标20.2()0.205V F Lu g ρψμρΦ= L 974.5826.8ρψρ===水 1.179 20.2*160*1.1790.976()0.57280.2059.81823u =f u =3.169m/s对于不同填料,所采用的泛点率(操作空塔和泛点气速之比)不同.对于散装填料: U/U f =0.6~0.85 对于规整填料: U/U f =0.6~0.95因设计的填料塔采用的是散装填料,加压操作应取较高泛点率,故取泛点率为0.85即 u=0.85f u =2.693m/s Vs=nRT/P=11.1*8.3145*348.7/167500=0.1929m 3/s 440.19290.3022.693S V m u ππ⨯==⨯ 6.2.2提馏段塔径计算 横坐标0.50.5''0.6900.700()0.091''0.208927V L V L W W ρρ=⨯()= 纵坐标20.2()0.149V F Lu g ρψμρΦ=L 963.2 1.028937.0ρψρ===水 20.2*160*1.0280.700()0.52820.1499.81927.0u =f u =3.624m/su=0.85f u =3.080m/sVs=nRT/P=7.428*8.3145*348.7/167500=0.1286m 3/s 440.19290.2823.080S V m u ππ⨯==⨯ 6.2.3圆整计算圆整,取D=0.32m224'40.193' 2.400/3.140.32' 2.4000.7573.169'0.50.85S F FV u m s D u u u u π⨯===⨯==<< 6.3塔高H 计算等板高度法,取HETP =0.4m Z=HETP*N T =12.2*0.4=4.88m对于计算出的填料层高度,还应留出一定的安全系数.根据设计经验,填料层的设计高度一般为()Z Z 5.1~3.1=',取 1.385 6.759Z Z m '== 6.4压降P ∆的计算 6.4.1精馏段220.20.22.4160 1.1790.976()()0.57280.1189.81823V F L L u g ρψμρΦ⨯⨯=⨯⨯= 0.50.50.1880.976()0.0230.283823V L V L W W ρρ=⨯()= 查埃克特通用关联图得:1009.81/PPa m Z∆=⨯ (09.8170.554P Pa ∆⨯⨯⨯精馏)=10=3804.36.4.2提馏段220.20.22.4160 1.0280.700()()0.52820.0669.81927.0V F L L u g ρψμρΦ⨯⨯=⨯⨯= 0.50.5''0.6900.700()0.091''0.208927.0V L V L W W ρρ=⨯()= 查埃克特通用关联图得:609.81/PPa m Z∆=⨯ (609.81 5.20.5541695.6P Pa ∆⨯⨯⨯提馏)==6.4.3P P '∆∆与检验:'()()P P P ∆=∆+∆精馏提馏=3804.3+1695.6=5499.9kPa'55005499.90.000020.055500P P P ∆-∆-==<∆所以假设成立,D =0.32m 6.5计算结果列表进料口F 塔顶D 塔釜W 进料量(mol/s ) 29.29 3.71 25.58 浓度(摩尔分率) 0.1233 0.9650 0.001126 压力(KPa ) 112.3 109.5 115 温度(℃) 9667.2 103.5 表5:物料衡算表 塔径D N 塔高H 填料层压降P ∆ 误差分析E ∆ 0.32m6.759m5.499KPa0.002%表6: 填料塔参数表1.1原料液换热器根据《化工设计》书可知K 的取值范围一般在400-600W/m 2℃,由于换热器在使用过程中会形成污垢,导致K 的减小, 故取K=450 W/m 2℃ 查《化学工程手册》可得:原料液25C ︒,进料温度96C ︒,原料液的质量分率为=F a 0.2 25C ︒时,)/(2.4),/(5.211K kg kJ C K kg kJ C PB PA ⋅=⋅= 96C ︒时, 222.85/(), 4.24/()PA PB C kJ kg K C kJ kg K =⋅=⋅原料液于25C ︒预热至87C ︒的平均热容12122.5 2.852.67/()2.5ln ln2.85PA PA PA PA PA C C C kJ kg k C C --===⋅ 12124.2 4.24 4.22/()4.2ln ln42.4(1)0.2 2.67(10.2) 4.22 3.91/()PB PB PB PB PB P F PA F PB C C C kJ kg k C C C a C a C kJ kg k --===⋅=+-=⨯+-⨯=⋅15000000/7200/36000.579/F m kg s ==则预热器原料液吸收的热量为:Q=0.579 3.9171160.74/F P m C t kJ s ⋅⋅∆=⨯⨯= 预热器采用120℃的过热蒸汽预热 水蒸气 120℃ → 120℃ 甲醇水 25℃ ← 96℃Δt 95℃ 24℃ 平均温差2121952451.695ln ln24m t t t C t t ∆-∆-∆===︒∆∆ 传热面积A=32160.7410 6.9245051.6m Q m K t ⨯==∆⨯选用浮头式换热器,选用型号为:F B 325-5-40-2,公称直径325mm,公称压力402/cm kgf ,2管程,排管数32根,管子为5.225⨯Φ,换热面积为5m,计算传热面积7.4m.标准图号为:JF001.计算值大于所需的实际传热面积,故符合要求.1.2塔顶冷凝器假设冷流体从25℃升至40℃,热流体从气体冷凝为液体 甲醇的沸点在60摄氏度度左右, 67℃时,查得甲醇、水的汽化潜热:1074/107432.041634412.7/A r KJ Kg KJ Kmol ==⨯= 1850/185018.014833327.4/B r KJ Kg KJ Kmol ==⨯=KmolKJ x r x r r D B D A /34375)9650.01(4.333279650.07.34412)1(=-⨯+⨯=-+=⨯⨯逆流换热,采用水冷却(6725)(6740)33.956725ln6740m t ---∆==--℃取2400/()K W m K =⋅ 11.1/V mol s = 据热量衡算可得: 211.13437528.0940033.95m V r S m K t ⨯⨯===∆⨯ 查《化工工艺设计手册》上册(第一版) 选取U 型管式换热器 型号为YA 325-25-64/64-4图号为JY006 1.3塔底再沸器103℃时 查得甲醇、水的汽化潜热:998/99832.041631977.5/A r KJ Kg KJ Kmol ==⨯= 2250/225018.014840533.3/B r KJ Kg KJ Kmol==⨯=KmolKJ x r x r r w B w A /66.40523001127.013.40533001127.05.31977)1)=(-(-⨯+⨯=⨯+⨯=逆流换热, 采用130℃的水蒸气加热130********W t t ∆=-=-=℃取2400/()K W m K =⋅ s mol V V /03.8'==2''11.140531.441.6640027V r S m K t ⨯⨯===⨯∆⨯ 查《化工工艺设计手册》上册(第一版),选用立式虹吸式重沸器,型号为:GCH600-16-30,公称直径600mm,公称压力162/cm kgf ,管子数32根,标准图号为:JB1146-71.计算值大于所需的实际传热面积,故符合要求. 2 储槽选型在本设计任务中的储槽有原料液储槽和中间槽两种,而储槽的存储量是储槽设计及选型的主要参数.故应从储槽的存储量来设计. 2.1原料液储槽原料液的存储量是要保证生产能正常进行,主要根据原料生产情况及供应周期而定的.一般说来,应保证在储槽装液60%~80%,如不进料仍能维持运作24小时.取装料60%~80%是因为在工业中为了安全,储槽一般要流出一定的空间.该设计任务中,取储槽装料70%,即装填系数为0.7.原料液温度为t=25℃,此时进料液中各物料的物性是:甲醇:3/3.797m kg A =ρ 质量浓度0.2A a = 水: 3/9.996m kg B =ρ 质量浓度0.8B a =进料液体积流量:BBA A S a a V ρρ⨯⨯+⨯=7200100010000720010001000031000010000.21000010000.81.463/7200797.37200996.9m h ⨯⨯⨯⨯=+=⨯⨯所需的储槽体积:32424 1.46350.0750.70.7S V V m ⨯===进料槽原料储槽工作于常温、常压下,甲醇是一级防爆品, 综合以上因素,最终选用选用卧式椭圆形封头容器(JB1422-74),选图号为:R28-2.5-32的卧式椭圆形封头容器, 公称容积Vg=63m 3,计算计算值V=63.9m 3,筒体公称直径Dg=3000mm,筒体壁厚S=8mm,筒体长度L=8000mm,封头厚度S 1=12mm,材质A 3F,允许腐蚀裕度1.5,设备重量8150Kg.4.2.2 中间槽:中间槽是储存回流量及出料的储罐.甲醇精馏过程为连续生产,中间槽的设计依据是中间槽装液60%~80%能保持至少1~2个小时的流量,该设计任务中,槽装液70%,即取安全系数为0.7,保持流量2小时. 进料槽的体积流量:()31(21) 3.71 3.631.55 1.623/777.434D S D R DM V m h ρ++⨯⨯⨯'===中间槽实际体积322 1.6234.6370.70.7S S V V m '⨯===中间槽的工作压力取常压,根据文献,可用立式平底锥盖容器系列(JB1422-74).选取图号为:R23A-00-16公称容积,43m V g =计算体积309.4m V =计,工作体积384.3m V =工,筒体公称直径g D =1400mm,壁厚5mm,高度2400mm,材质F A 3,设备重量672Kg. 3.接管的选型管径的设计是根据流体的特性、工艺要求及基建费用和运转、维修费用的经济比较确定,因为管径大,则壁厚,重量增加,阀门、管件尺寸也增加,使基建费用增加;管径小,则管内流速增加,流体阻力增加,动力消耗即运转费用增加.在设计过程中,对所有的管道都进行这样的经济比较是不可能的,一般用常用流速的经验值来计算管径.初步选定流体的流速后,通过计算或查管径算图来确定管径,最后圆整到符合公称直径的要求. 3.1 进料管的设计 进料量流量 731.510/72000.000609/950.6023600FS LFmm V m s ρ⨯===⨯ 一般液体流速经验值为1.5~31-⋅s m ,现取进料管中流速13u m s -=⋅, 则进料口管径D 为:440.0006090.016116.13SV D m mm uππ⨯====⨯选用为管道为冷扎无缝钢管(YB231—64),外径20mm,壁厚2.2mm,管内径15.6mm 大于D,满足要求. 3.2 塔顶气体出口管 塔顶气体摩尔流量为 V=(R+1)D=11.1mol/s31.55g/VD M k kmol =3109.531.551.103/D VD VD D DP M kg m RT RT ρ⨯=== 311.131.550.317/1.103VMVD Vs m s VDρ⨯=== 管内气体流速的经验值u=15 1-⋅s m 管径440.0003175.1915SV d mm uππ⨯===⨯选用管道为冷扎无缝钢管(YB231-64),外径6mm,壁厚0.25mm,管内5.5mm, 大于d 满足要求 3.3回流进口管回流液的摩尔流量为L=RD=7.42mol/s 回流液的平均密度3/434.777m kg LDm =ρ 回流液的体积流量37.4231.550.000301/777.434LDLDmLM Vs m s ρ⨯===取回流液流速为u=1.5m/s,回流管内径为 440.0003010.016016.01.5Vsd m mm uππ⨯====选用管道为冷扎无缝钢管(YB231-64),外径20mm,壁厚0.5mm,管内16mm 大于d,满足要求. 3.4 再沸器出口管V '=V=11.1mol/skmolkg M VWm /0385.18=311518.03850.902/8.314(103.5273.15)W VWmVW W P M kg m RT ρ⨯===⨯+ 311.118.03850.222/0.902VWmVmV M Vs m s ρ'⨯===取管内气体流速u=15 1-⋅s m ,则再沸器所需管内径:440.2220.1373137.315SV d m mm uππ⨯====⨯选用管道为热扎无缝钢管(YB231-64),外径150mm,壁厚6mm,管内径138 mm大于d,满足要求. 3.5 釜液输出管h kmol L /5921.86='336.5718.020.0006897/955.537LWmLWmL M Vs m s ρ'⨯===取釜液流速u=1.5m/s,则釜液输出管所需内径为:440.00068970.024224.21.5Vsd m mm uππ⨯====选用管道为冷扎无缝钢管(YB231-64),外径28mm,壁厚1mm,管内径26mm 大于d,满足要求. 4.泵 4.1 进料泵进料液在25℃下,各物料的密度为:甲醇:39.795-⋅=m Kg A ρ 水: 395.996-⋅=m Kg B ρ 进料液的平均密度3602.95085.996193.0189.795193.0111-⋅=-+=-+=m kg a a LBF LA FL ρρρ 进料液的流量 731.510/72000.000609/950.6023600L FQ m s ρ⨯===⨯取泵的安全系数为1.1,进料泵的设计流量31.10.00067/Q Q m s '===2.4123/m h进料液由进料泵打到进料板处,提馏段理论板数5.2,提馏段填料层高度:5.2 1.3850.4 2.88TZ N HETP m ''=⨯=⨯⨯= 进料泵最小扬程=提馏段填料层高度+塔底预留空间及裙座高,本次设计任务中,塔底预留空间及裙座高可取1.5m.进料泵扬程 H=2(提馏段填料层高度+1.5m )=2(2.88 1.5)⨯+=8.76m 选用IS65-50-125,转速1450r/min, 流量15m 3/h,扬程8.8m,轴功率0.21kw,泵重50kg,效率53%. 4.2回流泵料液在67℃下冷凝回流,前已算得 3/434.777m kg LDm =ρ回流流量30.1880.8712/777.434LLDmW Q m s ρ===取安全系数为1.2,则回料泵的设计流量311.10.9583Q Q m h -'==⋅ 回流泵扬程 H=2(总填料层高度+1.5m )=)5.19.6(2+⨯=16.6m选用IS50-32-125离心泵,转速2900r/min,流量15m 3/h,扬程18.5m,轴功率1.26kw,泵重32kg,效率55%. 5 温度计根据该设计任务,温度范围在150℃内.根据文献(4),可选用镍铬-铜镍(WRKK)型热电偶,分度号为E,套管材料1Cr18Ni9Ti,外径d=2mm,测量范围0~300℃,允差值±3℃.最高使用温度700℃,公称压力P ≤500kgf/cm 2.也可选用WRK -240型隔爆镍铬-铜镍热电偶,分度号E,结构特征:固定螺纹安装,测温范围0~600℃,公称压力P100kgf/cm 2. 6 压力计选用压力测量仪表时,要考虑其量程、精度及介质性质和使用条件因素,该设计任务压力不高,变动不大,工业用精度要求为1.5至2.5级,介质无腐蚀性不易堵塞.压力表安装的地方,应力求避免振动和高温的影响.取压管的内墙面和设备或管道的内壁应平整.无凸出物或毛刺以保证正确取得静压力.被测介质温度超过60℃时,取压口至阀门见或阀门至压力表间应有冷凝管.根据该设计任务,查阅文献(4),选用电接点压力表.电接点压力表有触点装置,在被测压力逾出上下限时能实现自动控制,发讯和报警.适合在周围环境适度为-40~60℃,相对湿度不大于80%下使用.根据该设计任务,查阅文献(1)选用防爆型电接点压力表YX -160-B 3C,精度等级 1.5级,测温范围2.5kgf/cm 2. 7 液位计 7.1 原料槽液位计该设计任务中,原料槽采用卧式椭球形封头容器,筒体公称直径3m,故所选液位计测量范围大致在0~3m,希望实现自动控制, 查阅文献(4),可选用ULF-2型电远传翻板式液位计,该液位计能就地指示和远传液位,可和ULFX-2型液位数字显示报警仪配套使用.ULF-2-H ⅢC 防爆远传翻板液位计和ULF-2-H ⅢC 防爆液位数字显示报警仪配套使用,可用于爆炸危险场合的液位测量.ULFX-2,ULF-2-H ⅢC 适合在环境温度-10℃~40℃和相对湿度不大于80%下使用,电源电压为220V,50Hz. 8.1进料管流量计根据该设计任务,选用LZJ-40A型,测量比1:10,测量范围250~2500(L/h),单机精度1.5,互换精度2.5,转子材料不锈钢,允许被测介质状况:-20~120℃,压力≤6kgf/cm2.8.2 回流管流量计根据该设计任务,选用LZJ-25A型,测量比1:10,测量范围100~1000(L/h),单机精度1.5,互换精度2.5,转子材料不锈钢,允许被测介质状况:-20~120℃,压力≤6kgf/cm2.9.设备一览表五.选用符号说明英文希腊文A 安托尼方程系数ρ密度 kg/m3B 安托尼方程系数μ粘度 Pa·sC 安托尼方程系数热容 kJ/(kg.℃)Φ填料因子 m-1D 直径 m塔顶产品摩尔流量kmol/h Ψ液体密度校正系数上下标说明F 进料摩尔流量 kmol/h A 甲醇g 重力加速度 m/s2 B 水HETP 填料层等板高度 m D 塔顶产品K 传热系数 w/(m2·℃) F 进料M 物料质量流量 kg/h摩尔质量 kg/kmolf 泛点N 理论板数i 纯组分P 压力 Pa L 液体Q 传热量 kJ/h Min 最小量r 汽化潜热 kJ/kg m 平均值S 换热器面积 m2 s 饱和蒸汽T 绝对温度 K V 气体或蒸汽t 摄氏温度℃平均u 流体流速 m/s '提馏段V 容器体积 m塔内蒸汽量 mol/s体积流量 m3/sW 塔釜产品摩尔流量kmol/hx 物料摩尔分率Z 理论填料层高度 m六.参考文献1.《化工传质和分离过程》贾绍义,柴诚敬化学工业出版社2.《化工流体流动和传热》柴诚敬,张国亮化学工业出版社3.《化工热力学》陈钟秀,顾飞燕,胡望明化学工业出版社4.《化工设计》黄璐,王保国化学工业出版社5.《化工工艺设计手册》国家医药管理局上海医药设计院化学工业出版社7.《中国化工机械设备大全》蔡源众,成都科技大学出版社8.《甲醇工学》房鼎立,宋维端,肖任坚,朱炳辰审定化学工业出版社9.《化工设备机械基础》董大勤化学工业出版社10.《化工设备机械基础课程设计指导书》詹长福机械工业出版社11.《化工设备机械基础课程设计指导书》蔡纪宁,张秋翔化学工业出版社七.后记。
化工原理课程设计甲醇填料吸收塔设计
目录第一节前言1.1设计方案简介 (3)1.1.1设计项目 (3)1.1.2 设计条件 (3)1.1.3 设计内容 (3)1.2填料塔的主体结构与特点 (3)1.2.1 结构 (3)1.2.2 特点 (4)1.3 吸收剂选择 (4)1.4 填料的选择........................................................ ..5 1.5 工艺流程说明.. (6)第二节平衡关系及物料衡算2.1 平衡关系 (7)2.2 物料衡算 (9)第三节填料塔工艺尺寸计算3.1 塔径的计算 (10)3.1.1填料层噴啉密度核算 (12)3.2 填料层高度计算 (12)3.2.1传质单元高度计算 (15)3.2.2 传质单元数计算 (16)3.3 填料层压降的计算 (16)第四节填料塔内件的选型和计算4.1 支承装置 (17)4.2 分布装置 (18)4.3 进出口管的计算 (18)4.4 泵的选取 (18)注:1计算结果总表 (20)2填料塔设计主要符号一览 (21)3参考文献 (23)4后记 (24)5 附录 (25)附件一:塔设备流程图 (25)附件二:X-Y相图 (25)附件三:塔设备设计图 (25)第一节前言1.1设计方案简介1,1,1 设计项目回收甲醇的填料吸收塔1.1.2 设计条件①混合气体流量3800m3(标).h-1②混合气体组分含甲醇6%,空气94%(体积比)③混合气体温度40℃④吸收率96%⑤吸收剂温度25℃⑥操作压强1atm1.1.3 设计内容①确定操作流程,绘制流程图②选择吸收剂、填料③确定吸收平衡关系,绘制X-Y图、进行物料衡算④计算塔径、填料层高度⑤填料层压降核算、喷啉密度核算⑥附属设备选型和计算⑦绘制设备图1.2填料塔的主体结构和特点1.2.1 结构:1.2.2 特点:填料塔【1】的塔身是一个直立式圆筒,底部有填料支承板,填料以乱堆或整砌的方式放置在支承板上。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
一前言甲醇用途广泛,是基础的有机化工原料和优质燃料。
主要应用于精细化工,塑料等领域,用来制造甲醛、醋酸、氯甲烷、甲氨、硫酸二甲脂等多种有机产品,也是农药、医药的重要原料之一。
塔设备是化工,制药,环保等生产中广泛应用的气液传质设备。
根据塔内气液接触部件的形式,可以分为填料塔和板式塔。
板式塔属于逐级接触逆流操作,填料塔属于微分接触操作。
工业上对塔设备的主要要求:(1)生产能力大(2)分离效率高(3)操作弹性大(4)气体阻力小结构简单、设备取材面广等。
塔型的合理选择是做好塔设备设计的首要环节,选择时应考虑物料的性质、操作的条件、塔设备的性能以及塔设备的制造、安装、运转和维修等方面的因素。
板式塔的研究起步较早,其流体力学和传质模型比较成熟,数据可靠。
尽管与填料塔相比效率较低、通量较小、压降较高、持液量较大,但由于结构简单、造价较低、适应性强、易于放大等特点,因而在70年代以前的很长一段时间内,塔板的研究一直处于领先地位。
然而,70年代初期出现的世界能源危机迫使填料塔技术在近20年来取得了长足进展。
由于性能优良的新填料相继问世,特别是规整填料和新型塔内件的不断开发应用和基础理论研究的不断深入,使填料的放大技术有了新的突破,改变了以板式塔为主的局面。
在我国,随着石油化工的不断发展,传质分离工程学的研究不断深入,使填料塔技术及其应用进入了一个崭新的时期,其工业应用与发达国家并驾齐驱,进入世界先进行列。
评价塔设备的基本性能的指标主要有:1、产量和通量:前者指单位时间处理物料量,而后者指单位塔截面上的单位时间的物料处理量。
2、分离效率:对板式塔是指每层塔板所能达到的分离程度。
填料塔则是单位填料层高度的分离能力。
3、适应能力及操作弹性:对各种物料性质的适应性及在负荷波动时维持操作稳定而保持较高分离效率的能力。
4、流体阻力:气相通过每层塔板或单位高度填料层的压降。
除上述几项主要性能外,塔的造价高低、安装、维修的难易以及长期运转的可靠性等因素,也是必须考虑的实际问题。
填料塔由填料、塔内件及筒体构成。
填料分规整填料和散装填料两大类。
塔内件有不同形式的液体分布装置、填料固定装置或填料压紧装置、填料支承装置、液体收集再分布装置及气体分布装置等。
与板式塔相比,新型的填料塔性能具有如下特点:生产能力大、分离效率高、压力降小、操作弹性大、持液量小等优点。
本设计综合考虑流程,产量,分离要求,操作控制等因素,采用填料塔实现甲醇回收目标。
二设计题目设计甲醇回收塔及附属设备,可按水—甲醇二元物系设计。
原料量为60吨/天,原料含甲醇为13 % (质量百分数),其余为水。
原料温度为25℃。
常压操作,塔釜用直接蒸汽加热。
要求甲醇回收率不小于98%。
三设计说明书符号表四 流程设计图4.1 精馏流程图对于给定的低浓度甲醇水溶液,采用两塔流程回收甲醇,如图4.1所示。
流程概述如下:原料为浓度很低的甲醇水溶液,经预热器加热到泡点进入回收塔;经回收塔将原料中大量的水和杂质从塔底排出,塔顶得到浓度较高的甲醇蒸汽;甲醇蒸气直接引入精馏塔精馏,精馏塔顶可获得高纯度的甲醇。
回收塔塔底产品为甲醇含量极低的水,可直接排放。
回收塔的目的是初步提纯甲醇并除去大量的水,这样在精馏塔中可减少处理量,相比单塔精馏,能耗更低,操作弹性也更大。
针对回收塔要求有很高的甲醇回收率,但不要求塔顶浓度很高。
本设计采用提馏塔的形式,原料从塔顶直接加入,不设回流装置。
此外考虑到塔底浓度已经接近水,本设计采用直接蒸汽加热,省去了再沸器简化了附属设备。
采用直接蒸汽的另一个好处是对蒸汽压要求更低,这是因为省去了间接加热的温度差。
本流程在回收塔前设置原料预热器,这样可减少原料温度的波动对塔分离性能的影响。
加热介质采用低压蒸汽,通过蒸汽压很容易调节加热效果稳定流程工况。
塔底产品再沸器考虑到塔釜排放液中杂质较多,故不利用回收塔塔底排放液的热能。
综合前述考虑,本设计确定甲醇回收塔的工况如下:将25℃下质量百分数为13%的甲醇水溶液预热到泡点;经回收塔浓缩,塔顶产品甲醇回收率不小于98%,塔顶产品浓度和流量将通过优选确定; 回收塔用直接蒸汽加热。
五 物性参数水的物性参数:M 水 = 18.02 kg/kmol表5.1 水的物性参数甲醇的物性参数:M 甲醇 = 32.04 kg/kmol表5.2 甲醇的物性参数水蒸汽的物性参数:M 水蒸汽 = 18.02 kg/kmol表5.3 水蒸汽的物性参数六 工艺计算6.1汽液平衡数据和汽液平衡(t-x-y )图由[6]的水—甲醇体系平衡数据:表6.1 水—甲醇体系平衡数据可得t-x-y 平衡图:图6.1 水-甲醇平衡体系t-x-y 图6.2 物料衡算6.2.1 数据换算M 甲醇 = 32.04 kg/kmol M 水 = 18.02 kg/kmol F = 60吨/天 = 126 kmol/h原料液甲醇的摩尔分率:x F =0.0775 6.2.2 物料衡算F = D + W W = F = 126 kmol/h198%WFWx Fx η=-= 塔釜产品甲醇的摩尔分率:x W =0.00155图6.2 x-y平衡图图6.3 局部放大的x-y平衡图6.3 理论板数的计算本设计采用图解法初步确定理论板数和加热蒸汽量。
最后采用化工模拟软件ASPEN进行严格法计算验算。
由图6.4可见,进料板为提馏线第一块板,进料组成x f=0.0775。
在回收率确定的情况下,加热蒸汽量改变将改变提馏线斜率,进而影响塔顶产量,浓度和所需的理论板数。
加热蒸汽量加大,斜率小,所需理论板数少,设备投资小。
但塔顶产品量大,浓度低,能耗大。
并且会给后续精馏塔操作增大负担。
反之,减小气量设备投资变大。
由提馏线方程可知,当蒸汽进量V0= V’=26.84kmol/h,直线的斜率=F/V’=4.673。
x w= 0.00155,y w=0,x F= 0.0775,y F= 0.3565时,所需理论板数N T→∞。
因此必须根据理论塔板数,选择最适宜的蒸汽用量。
对两组分非理想体系,采用图解法确定理论板数是方便而有效的方法,本设计用计算机图解分析了加热气量对理论板数的影响。
图6.4至图6.7.为全塔和局部放大图解结果。
图6.5 局部放大的气相组成为y13、y15、y17的图解法图6.7 局部放大的气相组成为y12、y14、y16、y18的图解法由图解法得到的进气量与塔顶产品浓度的关系如表6.2所示,进气量与理论板数的关系如表6.3和图6.8所示。
其规律和前面分析一致。
表6.2 进气量变化对应y1的不同取值表6.3 进气量的变化与理论板数的关系图6.8 进气量的变化与理论板数的关系由图6.4可见,在流量达到43.50 kmol/h后,增加气量对理论板数影响不大,且进气量越大,塔顶汽相组成越小,塔径越大,因此选择理论塔板数N T = 5,进气量V0 = 43.50 kmol/h。
提馏线方程:y=2.897x-0.00448986.4 ASPEN模拟软件验算ASPEN PLUS模拟软件是国际著名的化工模拟软件,并被很多著名企业定为企业标准[10]。
考虑到本设计处理的体系是非理想物系,且前述图解法采用了恒摩尔流假设等近似。
本节对回收塔应用ASPEN PLUS软件进行模拟,采用塔器模拟中的RADFRC方法进行了验算。
这种方法是按严格的热力学模型和精馏分离算法模拟过程。
图6.9为回收塔模型图。
给定条件来自上节选定的结果,即:理论板数为5块,原料进塔温度90℃,蒸汽用量43.5kmol/h , 进塔蒸汽1.5atm(绝压)。
图 6.9 aspen甲醇回收塔图表6.4 aspen计算结果流股数据F V0 D W进塔进塔出塔出塔LIQUID VAPOR VAPOR LIQUID Substream: MIXEDMole Flow kmol/hr由表6.4可见,甲醇回收率=10.058/10.143=99%. 满足给定的设计指标。
表6.5 aspen 计算结果塔内各板参数根据ASPEN 验算选定蒸汽量V 0 = 43.50 kmol/h ,理论板数为5时,可满足工艺要求。
经过回收塔进入精馏塔的气量减小为原料量的1/3。
七 塔的主要工艺尺寸计算7.1塔内物性确定7.1.1 平均分子量的计算 7.1.1.1 进料板的平均分子量1110.2232.04(10.22)18.0221.01/VFM M y M y M kg kmol=⨯+-⨯=⨯+-⨯=轻组分重组分()1110.0379232.04(10.03792)18.0218.55/LFM M x M x M kg kmol =⨯+-⨯=⨯+-⨯=轻组分重组分()7.1.1.2塔底的平均分子量1032.04(10)18.0218.02/VWM W W M y M y M kg kmol=⨯+-⨯=⨯+-⨯=轻组分重组分()10.0015532.04(10.00155)18.0218.04/LWM W W M x M x M kg kmol=⨯+-⨯=⨯+-⨯=轻组分重组分() 7.1.1.3 提馏段的平均分子量3310.0407332.04(10.04073)18.0218.59/VM M y M y M kg kmol=⨯+-⨯=⨯+-⨯=轻组分重组分()3310.00603732.04(10.006037)18.0218.10/LM M x M x M kg kmol=⨯+-⨯=⨯+-⨯=轻组分重组分()7.1.2平均密度的计算7.1.2.1 液相平均密度根据进料板组成查水-甲醇平衡体系t-x-y 图,得进料板温度t F = 89.54℃,塔底温度t W = 99.72℃,第三块理论板温度t 3 = 98.91℃利用物性数据参数表查得:在89.54℃下,甲醇的密度与水的密度:3725.5/kg m ρ=甲醇 3965.6/kg m ρ=水 在98.91℃下,甲醇的密度与水的密度:3715.2/kg m ρ=甲醇 3959.2/kg m ρ=水 在99.72℃下,甲醇的密度与水的密度:3714.0/kg m ρ=甲醇 3958.6/kg m ρ=水因此,甲醇的平均密度、水的平均密度取t 3 = 98.91℃温度下的甲醇的密度与水的密度, 3715.2/kg m ρ=甲醇 3959.2/kg m ρ=水其中进料甲醇质量百分比 a 1 = 0.13 塔底甲醇质量百分比 a 2 = 0.00275 第三块理论板甲醇质量百分比 a 3 = 0.01069进料液相密度: 3111//(1)/961.3/LF a a kg m ρρρ=+-=⎡⎤⎣⎦甲醇水 塔底液相密度: 3221//(1)/961.9/LW a a kg m ρρρ=+-=⎡⎤⎣⎦甲醇水提馏段液相平均密度:3331//(1)/961.5/LM a a kg m ρρρ=+-=⎡⎤⎣⎦甲醇水7.1.2.2气相平均密度进料板压力:101.325F p kPa =进料板气相平均密度:3101.32521.03/()0.6233/8.315(89.54273.15)VF F V FM F p M RT kg m ρ⨯===⨯+塔釜气相平均密度: 3101.32518.04/()0.5896/8.315(99.72273.15)VW F V WM W p M RT kg m ρ⨯===⨯+提馏段气相平均密度:398.91M t t ==℃3101.32518.59/()0.6089/8.315(98.91273.15)VM F V M p M RT kg m ρ⨯===⨯+7.2 塔径的计算甲醇回收操作,为防止堵塞选择散装填料。