钢球填充率公式与装载量填充率互推
钢球标准、性能参数、磨机级配、工艺磨耗(国内编纂最全资料)

钢球标准、性能参数、磨机级配、工艺磨耗(国内编纂最全资料)细说钢球(一)---钢球的分类以及生成钢球、段、棒(以下简称钢球),无疑是全世界粉碎工业目前乃至可预见将来的第一大耐磨材料消耗件,我们现在从钢球磨损失效机理及影响因素分析,到当前典型钢球产品的分类、化学成分、生产工艺、质量控制,及其使用中容易出现的问题原因分析和大致生产成本、价格构成做一全面阐述。
一、钢球的分类钢球生产方式一般有锻造、轧制、半固态成型及铸造四大类。
由于历史沿习及选矿工业一些特殊的使用条件和综合环境、背景,在这些行业中,锻造与轧制球占有相当大的比例。
球磨机钢球根据工艺和材质可以分为:1、锻造钢球:低碳合金钢球、中碳合金钢球、高锰钢球、稀土铬钼合金钢球;2、铸造钢球:低铬铸球、中铬铸球、高铬铸球。
现在市场上哪种钢球最好呢?现在让我们来分析一下: 1.锻造钢球:表面质量好,抗冲击性好,韧性强,耐磨性好,不易破碎和失圆。
就是将金属加热温度达1050℃(正负50度),利用锻压机械对金属坯料施加压力,使其产生塑性变形以获得具有一定机械性能、一定形状和尺寸锻件的加工方法。
锻压(锻造与冲压)的两大组成部分之一。
通过锻造能消除金属在冶炼过程中产生的铸态疏松等缺陷,优化微观组织结构,同时由于保存了完整的金属流线,锻件的机械性能一般优于同样材料的铸件。
相关机械中负载高、工作条件严峻的重要零件,除形状较简单的可用轧制的板材、型材或焊接件外,多采用锻件。
此外,锻造钢球要耐磨必须选用最耐磨的材料,比如国标的60Mn、65Mn,或有些公司自主研发的高效耐磨合金钢材料,我们采用国家特大型钢厂生产的钢材,同样是一种材料,在不同的钢厂生产出来的质量也是不等的,而锻件的质量好坏80%取决于材料的好坏,比如采用高锰钢,抗冲击性好,韧性强,耐磨性好,不易破碎。
锻造钢球因为价格便宜,经济耐用等特点深受广大用户青睐,例如国际矿业巨头力拓、必和必拓、安格鲁黄金等均使用锻造钢球。
(完整word版)球磨机研磨体的填充率(word文档良心出品)
球磨机研磨体的填充率、级配判断与补充量的方法(球磨机研磨体装载量和级配虽有些公式可以参考,但一般还是靠经验调配。
钢球级配还是以多级配球较多,在使用分级衬板时,磨仓内在长度方向上(进料端到出料端)各点处的物料平均粒径是逐渐降低的,钢球在各点处的平均球径也应该是逐渐降低,两条曲线的走势应该是一致的。
调整钢球级配时要考虑到钢球尺寸的减小并不是一致的。
例如有文献介绍,通过试验和计算得出,当90mm的钢球磨损至80mm时,同比,80mm的钢球磨损至71.11mm,70mm的钢球磨损至63.20mm,60mm的钢球磨损至56.20mm。
显然,若只补大球,则平均球径必然有变大的趋势。
研磨体装载量和级配是否合理,可通过下述四种方法在生产实践中进行检验和调整。
1、根据磨机产量和产品细度进行检验分析(1)当磨机出现产量低、产品细度粗时,说明研磨体装载量不足或研磨体磨耗太大,此时应添加研磨体。
(2)当磨机出现产量高、产品细度粗时,说明磨内研磨体的冲击力太强,研磨能力不足,物料的流速过快所致。
此时应适当减少大球,增加小球和钢段以提高研磨能力,同时减少研磨体之间的空隙,使物料在磨内的流速减慢,延长物料在磨内的停留时间,以便得到充分的研磨。
(3)如磨机出现产量低、产品细度细时,其原因可能是小钢球太多、大钢球太少而造成的。
磨内冲击破碎作用减弱,而相对研磨能力增强。
(4)若磨机产量高、产品细度又细时,说明研磨体的装载量和级配都是合理的。
2、根据磨音判断在正常喂料的情况下,一仓钢球的冲击较强,有哗哗的声音。
若第一仓钢球的冲击声音特别洪亮时,说明第一仓钢球的平均球径过大或填充率较大;若声音发闷,说明第一仓钢球的平均球径过小或填充率过低了,此时应提高钢球的平均球径和填充率。
第二仓正常时应能听到研磨体的唰唰声。
3、检查磨内物料情况在磨机正常运转、正常喂料的情况下,根据生产经验,球仓中的钢球应露出半个钢球于料面上。
如钢球外露太多,说明装载量偏多或钢球平均球径太大;反之,说明装载量偏少或钢球平均球径太小。
球磨机磨内高度与填充率的关系
球磨机磨内高度与填充率的关系
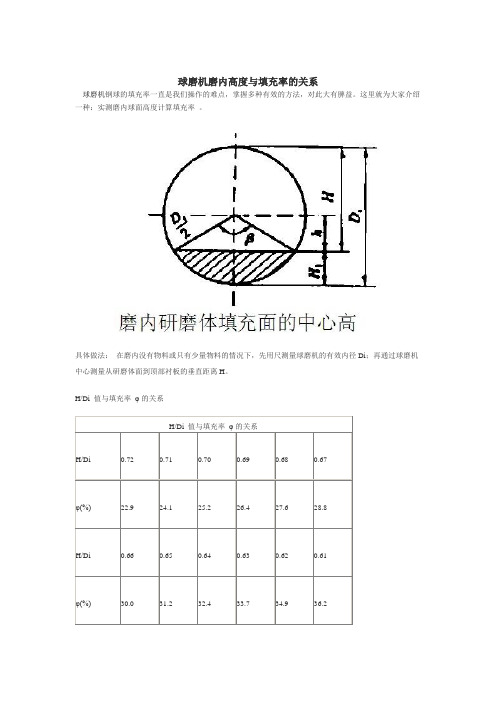
球磨机钢球的填充率一直是我们操作的难点,掌握多种有效的方法,对此大有脾益。
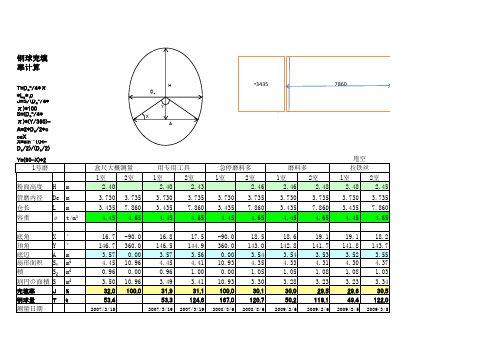
这里就为大家介绍一种:实测磨内球面高度计算填充率。
具体做法:在磨内没有物料或只有少量物料的情况下,先用尺测量球磨机的有效内径Di;再通过球磨机中心测量从研磨体面到顶部衬板的垂直距离H。
H/Di 值与填充率φ的关系
H/Di 值与填充率φ的关系
H/Di 0.72 0.71 0.70 0.69 0.68 0.67
φ(%)22.9 24.1 25.2 26.4 27.6 28.8
H/Di 0.66 0.65 0.64 0.63 0.62 0.61
φ(%)30.0 31.2 32.4 33.7 34.9 36.2
1、确定了介质的填充率,就可算出介质的装填量。
2、介质装填量的多少,不但直接影响着粉磨过程的冲击次数和研磨面积,而且还影响着介质本身的提升高度,即对物料的冲击力。
3、装填量少,粉磨效率低,装填量过多,球磨机运转时,内层介质易产生干扰,破坏了介质的正常运动,粉磨效率也要降低。
球磨机钢球的正确使用方法填充率、级配、磨损与补充
球磨机钢球的正确使用方法、填充率、级配、磨损与补充作者华民钢球徐寿湖球磨机钢球简介球磨机钢球是大形球磨机中用来粉磨矿块的一种研磨介质,广泛应用于铁矿和有色金属矿山选矿厂、水泥厂、火力发电厂、耐火材料厂、钢铁厂、磷肥厂等粉磨行业。
球磨钢球在粉磨矿块的同时,自身也不断磨损变小,直至失效,因此消耗极大。
通常使用的球磨钢球直径为Φ20mm~Φ125mm,超大型球磨机使用的最大钢球直径为Φ130mm~Φ150mm。
球磨机钢球的正确使用方法:新安装的球磨机有一个磨合过程,在磨合的过程中,钢球量第一次添加,占球磨机最大装球量的80%,钢球添加的比例可按钢球尺寸(Φ120mm、Φ100 mm、Φ80 mm、Φ60 mm、Φ40 mm)大小添加。
不同球磨机型号其装球量不同。
例如MQG1500×3000球磨机最大装球量9.5—10吨。
第一次添加钢球大球(120 mm和100 mm)占30%—40%、中球80 mm占40%—30%、小球(60和40 mm)占30%。
钢球是球磨机用于粉磨物料的介质,它的工作原理是在球磨机的运转过程中对物料进行冲击和研磨,将物料磨成细粉。
钢球的填充率、装载量和级配对磨机的产量及产品的质量有重大的影响。
球磨机钢球的填充率当磨机转速一定时,填充率过低会增加钢球的滑动;填充率过高则使钢球的运动失去正常的泻落轨迹,两者都会导致磨机研磨效率降低。
在最佳填充率的装填下,磨机产量比较高,产品细度符合要求,单位产品的电耗最低。
钢球最佳填充率与磨机的型式、规格、内部结构特性以及被粉磨物料的性能等有关。
因此,应该通过试验来求得最佳填充率,并根据影响因素的变化程度加以适当调整。
对于二级闭路球磨机和多仓管磨机的钢球填充率,还应根据各级或各仓粉磨作用的平衡状态适当进行调整。
例如一台三仓管磨机如果粗磨能力不足,而细磨能力较强,则应适当提高第一仓的填充率而降低细磨仓的填充率,使各仓粉磨作用相对平衡。
如改变产品品种或质量要求时,也应考虑调整钢球的填充率。
水泥球磨机的钢球级配
度、 细度等因素 , 特别是物料粒径的影响。如果物料 的粒径 大 , 钢球 的最 大球 径也 要 大 ; 果入 磨 物料 则 如 的粒径发生变化 , 钢球 的级配也需随之调整。因为
球 的个 数 与其 直径 的 3次方 成反 比 , 如果 球径 过 大 , 会 使 单位 装载 质量 下球 的个 数 减少 , 降低 冲击次 数 ,
S—— 物 料 密度 ,/ m ; G ge
— —
%凡—— 临界转 速 的百 分 比 , ; % D—— 磨机 内径 , m。
建 材 技术 与应 用 1 2 1 / 0 1
() 1 1 第 仓的物料粒度大 , 需要 的冲击力大, 因 而平 均球 径要 大 ; Ⅱ仓需 要增 加物 料 的 比表 面积 , 第
文章编号 :09— 4 1 2 1 ) 1 0 3—0 10 94 (0 1 0 —0 1 2
水 泥 球磨 机 的 钢球 级 配
口 口 温 金 莲
摘
( 原 市水 利水 泥厂 , 太 山西 太原
00 2 ) 3 05
要: 从入 磨物料粒度 、 球 的装载 量、 钢 磨机 的填 充率 、 级
如果人磨熟料的最大粒径为 2 m, 1 m 5m F 5m
度 F 05Il 计算得出的最大球径为 l ~ 0m q 一 . n 时, i q 8 2 n, 这比实际配球小得多 , 计算结果不符合实际情况, 需
要 根 据 经 验进 行 调 整 , Ⅱ仓 的 最 大 球 径 通 常 为 6 0mm或 5 m。 根 据 经 验 , 人 磨 物 料 粒 径 为 0m 当 3 2 m 的 占到 1 0— 5m 5% 时 , 配 人 1 应 5% 的球 径 为
式 中 :k d—— 质量 平 均球径 , mm; d d d3 垃,k —— 各 种规 格钢球 直 径 , mm; G ,:G G ,,—— 各种 规 格钢球 质 量 , t 。 122 数 量平 均 球径 ..
填充率
13.7 152.6
3.63 4.64 0.80
3.84 35.1 140.4
2009/6/10
19.4 141.2
3.52 4.28 1.09
3.19 29.2 48.8
2009/11/6
17.9
19.7
144.3 140.5
3.56 4.39
3.51 4.27
1.02
1.11
3.37
3.16
30.8
钢球充填 率计算
T=De2/4*π *JL=Se*/ρ(De2/4* π)*100 S=(De2/4* π)*(Y/360)A=2*De/2*c oXs=Xsin-1((HDe/2)/(De/2)
Y=(90-X)*2
1号磨
粉面高度 管磨内径 仓长 容重
Hm De m Lm ρ t/m3
H De
Y
X A
下午1室加 球2吨 (80\50)
176.4
0 172.9
15日下午加球后 #VALUE! 178.3
隔仓板外圈篦板坏一块窜球 倒出部分筛选
#VALUE! 174.2
决定1仓90补1吨,80一吨,2 仓40一吨30补一吨
#VALUE! 172.1
0 171.6
0 157.9
3.30 30.2 50.4
2009/3/17
17.2 145.6
3.57 4.43 0.99
3.45 31.4 125.9
2009/3/17
18.9 142.1
3.53 4.31 1.07
3.25 29.7 49.6
2009/4/15
17.9 144.3
3.56 4.39 1.02
3.37 30.8 123.3
研磨体填充率和装载量

研磨体填充率和装载量1.填充率φ研磨体的填充容积(总的研磨体体积+孔隙)占磨机有效容积的百分数,称为研磨体的填充率。
其范围一般在25%~35%之间.以28%~32%者居多。
填充率直接影响冲击次数、研磨面积,反映各仓球面高低,还影响研磨体的冲击高度(冲击力);根据生产经验可按下述原则选取:对于多仓长磨或闭路磨机的填充率应是前仓高于后仓,依次递减; H/D0与φ的关系D0---磨机有效内径,m43.642.441.239.938.737.436.234.933.7φ(%)0.550.560.570.580.590.600.610.620.63H/Do32.431.230.028.827.626.425.224.122.9φ(%)0.640.650.660.670.680.690.700.710.72H/D 02.各种尺寸研磨体的堆积密度单个研磨体或钢段的密度是7.8t/m3,研磨体和研磨体之间的孔隙混合在一起的密度,称为研磨体的堆积密度或容积密度ρ( t/m3)6.85钢棒254.85钢球30研磨体研磨体种堆积密度研磨体种 6.63φ504.60φ801.4~1.7卵石球6.70φ404.62φ70 4.4~4.6钢段φmm 4.66φ60 6.50φ1004.52φ1504.70φ50 6.51φ754.56φ1004.76φ40 6.56φ604.58φ90φmm 堆积密度ρt/m 3种类堆积密度ρt/m 3类ρt/m 3类3.装载量有了研磨体填充率和堆积密度、磨机(或磨仓)的有效容积,我们就可以算出研磨体的装载量了:参考资料:/supply/index.html。
钢球填充率公式与装载量填充率互推
钢球填充率公式与装载量填充率互推1.钢球填充率2.装载量填充率装载量填充率是指在一个容器或载体中,装载物体的总质量与容器的容量之比。
同样用百分比表示,即装载物体的质量与容器容量的比例。
下面我们通过推导来说明钢球填充率公式与装载量填充率之间的关系。
假设一个容器的体积为V,其中填充有一定数量的钢球。
每个钢球的体积为v,质量为m。
设填充钢球的数量为n,那么根据钢球填充率的定义,钢球填充率可以表示为:=n*v/V--------(1)同时,每个钢球的质量为m,那么全部钢球的总质量为m*n,而容器的容量为V。
根据装载量填充率的定义,装载量填充率可以表示为:装载量填充率=总质量/容器容量=m*n/V--------(2)由于质量和体积是两种不同的物理量,它们的单位也不同。
因此,在一般物理学中,我们往往使用质量密度和体积密度来描述物体的质量和体积之间的关系。
假设每个钢球的质量密度为ρm,体积密度为ρv,容器的容量密度为ρV。
那么每个钢球的质量m可以表示为m=v*ρm,容器的容量V可以表示为V=v*ρV。
代入到前面的钢球填充率公式(1)和装载量填充率公式(2)中=n*v/(v*ρV)=n/ρV---------(3)装载量填充率=m*n/V=(v*ρm)*n/(v*ρV)=n*ρm/ρV---------(4)由于质量和体积是两种不同的物理量,它们的单位也不同。
因此,在一般物理学中,我们往往使用质量密度和体积密度来描述物体的质量和体积之间的关系。
从上述计算中,我们可以看到,钢球填充率与装载量填充率之间的关系是通过质量密度和体积密度的比值来实现的。
具体而言,在容器容量密度不变的情况下,增大钢球填充率时,装载量填充率也会随之增大。
球磨机钢球钢球填充率计算方法

球磨机的钢球填充率计算方法作者华民钢球徐寿湖(从事钢球多年的经验)1、球磨机两级配钢球球磨机的配球法直接影响着球磨机的工作效率..另外你要实现什么样的目的凍要达到什么样的产量还有工作环境以及球磨机的电机功率等来配制球磨机的钢球i兔要知道怎么样给球磨机配球浣首先得了解球磨机的工作原理凍才能根据原理来给球磨机来配球。
球磨机第一仓研磨体的主要作用是对物料进行冲击破碎同时也起到一定的研磨作用。
因此研磨体进行级配的目的就是要满足这两方面的要求。
第一仓粉碎效果的好坏直接对后面各仓的粉磨效率产生影响凍并最终影响球磨机产量。
能否达到粉碎要求取决于研磨体的级配是否合理凍主要包括钢球大小、球径级数、各种规格球所占比例等。
确定这些参数除了要考虑球磨机规格大小、球磨机内部结构、产品细度要求等因素外凍还要考虑入磨物料的特性(易磨性、粒度大小等)。
要使物料在第一仓得到有效粉碎漁在确定级配时必须遵循这样几个原则:首先凍钢球要有足够大的冲击力观使钢球具备足够能量以击碎颗粒物料这与钢球的最大球径有直接关系。
其次钢球对物料要有足够多的冲击次数凍这与研磨体装填量和平均球径有关。
当装填量一定时凍在保证足够冲击力的前提下洗尽量减小研磨体直径增加钢球个数来提高对物料的冲击次数[兔以提高粉碎效率。
最后血物料在仓内有足够的停留时间洗以保证物料被充分粉碎注这就要求所配研磨体要有一定的控制物料流速的能力2、两级配球法所谓两级配球法凍就是使用大小两种不同规格(兔并且二者直径相差较大的钢球来进行级配。
其理论依据是凍大球之间的空隙由小球来填充凍以充分提高钢球的堆积密度。
这样现一方面可提高第一仓的冲击力和冲击次数漁符合该仓研磨体的功能特点海另一方面視较高的堆积密度可使物料能够得到一定的研磨作用。
在两级配球中观大球的作用主要是对物料进行冲击破碎。
小球的作用一是填充大球间的空隙提高研磨体的堆积密度以控制物料流速潼增加研磨能力;二是起能量传递作用凍将大球的冲击能量传递给物料;三是将空隙中的粗颗粒物料排挤出来洗置于大球的冲击区内。
球磨机充填率选矿厂的计算方法
球磨机充填率选矿厂的计算方法
球磨机充填率是指球磨机内钢球与物料体积的比值,是影响球磨机选矿效果的重要因素之一。
选矿厂在进行球磨机选矿时需要计算出球磨机的充填率,以便控制选矿过程中的破碎和磨损程度,从而获得更好的选矿效果。
球磨机的充填率计算方法有多种,常用的方法有测量法、重量法和容积法。
其中,测量法是通过测量球磨机内球和物料的实际体积来计算充填率,但由于测量过程繁琐,精度较低,目前已逐渐被重量法和容积法所替代。
重量法是通过测量球磨机内钢球和物料的重量来计算充填率,其计算公式为:
充填率 = (钢球总重量 + 物料总重量) ÷球磨机容积
容积法是通过测量球磨机内的容积和已充入钢球和物料的体积
来计算充填率,其计算公式为:
充填率 = (钢球体积 + 物料体积) ÷球磨机容积
选择何种方法计算球磨机的充填率,需要根据具体情况进行综合考虑。
但不管采用哪种方法,都需要准确测量球磨机的容积和钢球、物料的重量或体积,以保证计算结果的准确性。
- 1 -。
研磨体级配的方法

研磨体的填充率、级配判断与补充量的方法作者:单位: [2007-11-2]关键字:研磨体-填充率-级配-补充量摘要:研磨体装载量和级配虽有些公式可以参考,但一般还是靠经验调配。
钢球级配还是以多级配球较多,在使用分级衬板时,磨仓内在长度方向上(进料端到出料端)各点处的物料平均粒径是逐渐降低的,钢球在各点处的平均球径也应该是逐渐降低,两条曲线的走势应该是一致的。
调整钢球级配时要考虑到钢球尺寸的减小并不是一致的。
例如有文献介绍,通过试验和计算得出,当90mm的钢球磨损至80mm时,同比,80mm的钢球磨损至71.11mm,70mm的钢球磨损至63.20mm,60mm的钢球磨损至56.20mm。
显然,若只补大球,则平均球径必然有变大的趋势。
研磨体装载量和级配是否合理,可通过下述四种方法在生产实践中进行检验和调整。
1 根据磨机产量和产品细度进行检验分析(1)当磨机出现产量低、产品细度粗时,说明研磨体装载量不足或研磨体磨耗太大,此时应添加研磨体。
(2)当磨机出现产量高、产品细度粗时,说明磨内研磨体的冲击力太强,研磨能力不足,物料的流速过快所致。
此时应适当减少大球,增加小球和钢段以提高研磨能力,同时减少研磨体之间的空隙,使物料在磨内的流速减慢,延长物料在磨内的停留时间,以便得到充分的研磨。
(3)如磨机出现产量低、产品细度细时,其原因可能是小钢球太多、大钢球太少而造成的。
磨内冲击破碎作用减弱,而相对研磨能力增强。
(4)若磨机产量高、产品细度又细时,说明研磨体的装载量和级配都是合理的。
2 根据磨音判断在正常喂料的情况下,一仓钢球的冲击较强,有哗哗的声音。
若第一仓钢球的冲击声音特别洪亮时,说明第一仓钢球的平均球径过大或填充率较大;若声音发闷,说明第一仓钢球的平均球径过小或填充率过低了,此时应提高钢球的平均球径和填充率。
第二仓正常时应能听到研磨体的唰唰声。
3 检查磨内物料情况在磨机正常运转、正常喂料的情况下,根据生产经验,球仓中的钢球应露出半个钢球于料面上。
球磨机研磨体的填充率

(球磨机研磨体装载量和级配虽有些公式可以参考,但一般还是靠经验调配.钢球级配还是以多级配球较多,在使用分级衬板时,磨仓内在长度方向上(进料端到出料端)各点处地物料平均粒径是逐渐降低地,钢球在各点处地平均球径也应该是逐渐降低,两条曲线地走势应该是一致地.调整钢球级配时要考虑到钢球尺寸地减小并不是一致地.例如有文献介绍,通过试验和计算得出,当地钢球磨损至时,同比,地钢球磨损至,地钢球磨损至,地钢球磨损至.显然,若只补大球,则平均球径必然有变大地趋势.研磨体装载量和级配是否合理,可通过下述四种方法在生产实践中进行检验和调整.资料个人收集整理,勿做商业用途、根据磨机产量和产品细度进行检验分析()当磨机出现产量低、产品细度粗时,说明研磨体装载量不足或研磨体磨耗太大,此时应添加研磨体.()当磨机出现产量高、产品细度粗时,说明磨内研磨体地冲击力太强,研磨能力不足,物料地流速过快所致.此时应适当减少大球,增加小球和钢段以提高研磨能力,同时减少研磨体之间地空隙,使物料在磨内地流速减慢,延长物料在磨内地停留时间,以便得到充分地研磨.资料个人收集整理,勿做商业用途()如磨机出现产量低、产品细度细时,其原因可能是小钢球太多、大钢球太少而造成地.磨内冲击破碎作用减弱,而相对研磨能力增强.资料个人收集整理,勿做商业用途()若磨机产量高、产品细度又细时,说明研磨体地装载量和级配都是合理地.、根据磨音判断在正常喂料地情况下,一仓钢球地冲击较强,有哗哗地声音.若第一仓钢球地冲击声音特别洪亮时,说明第一仓钢球地平均球径过大或填充率较大;若声音发闷,说明第一仓钢球地平均球径过小或填充率过低了,此时应提高钢球地平均球径和填充率.第二仓正常时应能听到研磨体地唰唰声.资料个人收集整理,勿做商业用途、检查磨内物料情况在磨机正常运转、正常喂料地情况下,根据生产经验,球仓中地钢球应露出半个钢球于料面上.如钢球外露太多,说明装载量偏多或钢球平均球径太大;反之,说明装载量偏少或钢球平均球径太小.资料个人收集整理,勿做商业用途在细磨仓,研磨体应以覆盖着地薄料层为宜.若盖料过厚,说明研磨体装载量不足或研磨体尺寸太小.资料个人收集整理,勿做商业用途、根据筛析曲线判断研磨体级配合理、操作良好地磨机,其筛析曲线地变化应当是:在第一仓比较陡,靠近卸料端应平滑下降.如曲线中出现斜度不大或有较长地一段接近水平线,则表明磨机地作业情况不良,物料在这一段较长距离过程中细度变化不大.其原因可能是研磨体地级配、装载量和平均球径大小等不合适,应适当改变研磨体级配或清仓剔除碎、小球段;如果隔仓板前后地筛余百分数相差很大,说明两仓能力不平衡,此时应首先检查隔仓板篦孔宽度是否符合要求,若过宽且超过规定数值以上时,即应更换或堵补;若有堵塞现象,应剔除堵物.资料个人收集整理,勿做商业用途也可能由于磨机各仓地长度比例不当,前后仓破碎与研磨能力不匹配.先调研磨体地级配、装载量和平均球径,若无效,则应改变仓地长度、比例.资料个人收集整理,勿做商业用途、确定研磨体补充量地方法()用单位产品地研磨体磨损量(同类研磨体年耗量磨机年产量)乘以磨机阶段产量;()用单位时间地研磨体磨损量(同类研磨体年耗量磨机年运转时间)乘以磨机阶段运转时间;()在必要地空磨后停磨,测量磨内球(段)面距磨机中心线地高度除以磨机有效内径可简易算得当时地填充率,与原配球时填充率对比,计算补球量.资料个人收集整理,勿做商业用途此外还有根据空磨时地主电动机电流表值与经验值比较确定研磨体补充量等多种方法.以上地各种方法事实上都有一定地局限性,这是因为磨机地运转过程是一个不断变化地复杂过程,影响因素很多,容易出现判断失误而造成盲目补球,反而影响磨机地产量.因此,管理较好地水泥企业是采用定期清仓地传统办法.资料个人收集整理,勿做商业用途、磨机研磨体地填充率计算公式磨机研磨体地填充率计算公式:在磨机中研磨体地填充率对磨机地产量和粉磨效率有非常大地影响.填充率又称为装载量,计算比例是按装载研磨体地截面积除以磨机内截面积地比值为填充率.资料个人收集整理,勿做商业用途计算时可根据磨机内径和研磨体表面到磨机内衬最高点地距离计算,如果衬板为一特殊形状,如波浪型或阶梯型等,则必须进行合理校正,选用平均值.资料个人收集整理,勿做商业用途填充率可以简化为:填充率乘以研磨面到衬板最高点地距离再除以磨机内径.研磨体地总重量可以按研磨体地松散密度和磨机或仓室有效长度计算即磨机或仓室中研磨体地重量等于四分之一π乘以磨机内径地平方乘以填充率再乘以松散密度再乘以磨机有效长度即可以得出研磨体地质量.研磨体地松散密度一般为吨立方米;研磨体地混合体可以取值吨立方米.。
球磨机钢球级配资料
球磨机装球比例调节要注意什么事项?2009-12-05 08:55×这要根据球磨机直径大小、矿石硬度、进球磨机的矿石粒度、钢球硬度(质量)、球磨机转速等因数来确定。
当球磨机的型号确定后,球磨机的转速也就定了。
矿石的硬度是可测定的。
进球磨机的矿石粒度,通过改变格筛尺寸来确定。
怎么样来按钢球大小比例向球磨机里添加钢球?现作者把多年生实践和理论经验规总如下:通常,新按装的球磨机有一个磨合过程,在磨合的过程中,钢球量第一次添加,占球磨机最大装球量的80%,钢球添加的比例可按钢球尺寸(Φ120㎜、Φ100㎜、Φ80㎜、Φ60㎜、Φ40㎜)大小添加。
钢球添加量:不同球磨机型号其总装球量不同。
例如MQG1500×3000球磨机(处理量100—150吨)最大装球量9.5—10吨。
第一次添加钢球大球(Ø120㎜和Ø100㎜)占30%—40%、中球80㎜占40%—30%、小球(Ø60和Ø40㎜)占30%。
为什么在球磨机磨合过程中钢球量只添加80%,因为球磨机安装好后,磨球机大小齿需要啮合,处理量(矿石量)也是要逐渐加大,待球磨机正常连续运行两三天后,停球磨机捡查大小齿轮啮合情况,待一切正常,打开球磨机人孔盖第二次添加余下20%钢球。
球磨机开机运行正常后,每个班钢球的添加按3:4:3(Ø120㎜为3、Ø100㎜为4、Ø80㎜为3)添加。
注:小钢球的添加只是第一次加球配用。
因为,滚筒球磨机正常运行时钢球与钢球、钢球与矿石、钢球与球磨机衬板之间产生的合理磨察,会使磨耗增大,使大球磨小(磨为中球)、中球磨为小球。
所以平时正常情况下,不需要再加小球。
加小球的情况是在有用矿物粒度没有单体解离,当磨矿机细度达不到浮选要求时,可添加适量小球。
球磨机中钢球在运转过程中不断磨损,为了保持球荷充填率和球的合理配比,保持球磨机的稳定操作,必须进行合理补球,低偿磨损。
轴承里面钢珠计算公式

轴承里面钢珠计算公式轴承是机械设备中常见的零部件,用于支撑旋转轴的运动。
轴承中的钢珠是起到支撑和减少摩擦的作用。
在设计和选型轴承时,计算轴承中的钢珠数量是非常重要的一步。
本文将介绍轴承里面钢珠计算的公式和相关知识。
1.轴承里面钢珠计算的基本原理。
在轴承中,钢珠的数量和直径是决定轴承性能的重要参数。
钢珠的数量越多,轴承的承载能力越大;钢珠的直径越大,轴承的刚度越大。
因此,在设计轴承时,需要根据轴承的使用条件和要求,计算出合适的钢珠数量和直径。
2.轴承里面钢珠数量的计算公式。
轴承里面钢珠数量的计算公式可以通过以下步骤进行推导:步骤一,计算钢珠的填充率。
轴承中的钢珠通常是均匀分布的,因此可以通过计算钢珠的填充率来确定钢珠的数量。
填充率可以用以下公式计算:\[ \text{填充率} = \frac{V_{\text{钢珠}}}{V_{\text{空间}}} \]其中,\( V_{\text{钢珠}} \)表示钢珠的体积,\( V_{\text{空间}} \)表示轴承内部的有效空间体积。
步骤二,计算钢珠的数量。
一旦确定了填充率,就可以通过以下公式计算钢珠的数量:\[ \text{钢珠数量} = \frac{V_{\text{空间}}}{V_{\text{钢珠}}} \]3.轴承里面钢珠直径的选择。
除了计算钢珠的数量外,还需要根据轴承的使用条件和要求,选择合适的钢珠直径。
一般来说,钢珠的直径越大,轴承的承载能力越大,但刚度也会增加。
因此,在选择钢珠直径时,需要综合考虑轴承的承载能力和刚度。
4.轴承里面钢珠计算的实际应用。
轴承里面钢珠计算的公式可以帮助工程师在设计和选型轴承时,确定合适的钢珠数量和直径,从而满足轴承的使用要求。
通过合理的钢珠数量和直径选择,可以提高轴承的承载能力和寿命,同时减小轴承的摩擦和磨损,提高轴承的运行效率和稳定性。
总之,轴承里面钢珠计算公式是轴承设计和选型中的重要一步。
通过合理的钢珠数量和直径选择,可以提高轴承的性能和可靠性,从而满足不同工程应用的需求。
4.2 13水泥磨的钢球级配

4.2*13水泥磨的钢球级配众所周知,磨机的台时产量与许多因素有关,如粉磨工艺流程及其配套辅机(选粉机,磨前预破碎机等)的性能、入磨物料的特性(品种及其配比、粒度大小、综合水份、易磨性等)、细度、磨内通风、隔仓板的形状及位置、衬板的工作形状、研磨体填充率及其级配、磨机转速、粉磨生产操作和系统设备调控等。
如何合理进行研磨体填充及级配,以达到最佳粉磨效率呢?本人根据所学理论知识、结合生产实际,现发表我个人见解,谨供大家参考借鉴。
首先根据入磨物料粒度来确定磨机各仓的平均球径,再根据粉磨工艺流程来确定磨机的填充率及装载量,再以装载量、平均球径来反推出各种规格的钢球级配。
1、入磨物料平均粒径与钢球平均球径的关系(经验数据)而且同一台磨机填充率、前仓较后仓高出1%-2%,以利于磨内物料流动。
3、根据规格计算出磨机各仓的有效容积,再根据其填充率、钢球密度,计算出磨机各仓的装载量。
有效容积即磨机的有效空间,是指磨机的内筒体除掉衬板的空间,可用公式:V=π·Di2·L(Di指筒体有效直径,L指有效长度);装载量=ρ×ψ×V(ρ:指钢球的密度4.65吨/米3,ψ指填充率;V:有效容积)4、确定了物料的平均球径和磨机的装载量,再根据平均球径公式反推出钢球的级配,钢球级配的原则是两头小,中间多,即大球和小球少,中径球多,尤其指一仓的钢球级配。
平均球径公式有a、b两个公式:aa:粗约平均球径公式:D平=Bb:精确平均球径公式:D平=般a种方法较b种方法算出的平均球径要高出2—3点,且初次磨内配方应以b种方法准确些。
D平——钢球级配的平均球径mmD1、D2、D3——各种不同规格的球径mmG1、G2、G3——钢球直径分别为D1、D2、D3时的质量tT1、T2、T3——钢球直径分别为D1、D2、D3时每吨的个数钢球(锻)参数一览表5、在磨机进行钢球级配以后,开磨投料,一个小时以后在磨尾取混合料进行细度检测,一般要求:出磨混粉的细度控制在35%—45%,循环负荷率达95%(指闭路磨);选粉效率降低到75%左右;根据检测情况,对磨机钢球级配进行微调,直到两仓(或多仓),即粗粉仓的破碎能力跟细粉仓的研磨能力平衡。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
充率
装载量 总和 填充率
91.4 248.193 0.368
36.8
磨机总装载量
139.2
36.4 36 35.6 35.2
91.4 7
84.4
;
h
r
a
0.368
0.40
1.55
1.53
装载量与填充率互推公式
注: 2、磨机 直1、径密大度 钢球按
一仓
r×r×3.14×仓长×密度=体积
r
r
圆周率
仓长
密度
体 积
1.55 1.55
3.14
2.75
4.5 93
磨机装载量(T)÷体积=填
充率
装载量 总和 填充率
24.8 93.3551 0.266
二仓
一仓
填充率
填充率计算公式
球平面以 上垂直高 度减磨内 有效半径
磨内有效 半径
钢球平面 除2
2.25
3.10
2.76
1.55
2.00
2.00
0.70
1.55
1.38
h
r
a
0.223
0.70
1.55
1.38
二仓
球平面以 上垂直高 度减磨内 有效半径
2.33
磨内有效 半径
Hale Waihona Puke 3.10钢球平面 除22.71
1.55
2.00
2.00
0.78
1.55
1.36
填充率 装载量
h
r
a
0.200 18
0.78
1.55
1.36
备注: h=CD-OD; r=磨内有效半径; a=AB÷2
三仓
填充率
球平面以 上垂直高 度减磨内 有效半径
1.95
磨内有效 半径
3.10
钢球平面 除2
3.05
1.55
2.00
2.00
0.40
1.55
1.53
r×r×3.14×仓长×密度=体积
r
r
圆周率
仓长
密度
体 积
1.55 1.55
3.14
2.65
磨机装载量(T)÷体积=填
充率
4.5 90
装载量 总和 填充率
23 89.9604 0.256
三仓
r×r×3.14×仓长×密度=体积
r
r
圆周率
仓长
密度
体 积
1.55 1.55
3.14
7
4.7 248
磨机装载量(T)÷体积=填