卡尺的使用培训教材共25页
卡尺的使用培训教材

感谢观看
汇报人:XX
测量面磨损
故障现象:测量面出现划痕、凹坑等磨损现象,影响测量精度。 原因分析:长时间使用或使用不当导致测量面磨损。 排除方法:轻微磨损可用油石或细砂纸轻轻打磨,严重磨损需更换测量面。
测量杆不灵活
故障原因:测量 杆与测微螺杆之 间有污垢或杂物
排除方法:清洁 测量杆与测微螺 杆,并确保其接 触良好
故障原因:测微 螺杆与测微螺母 之间松动或磨损
02
卡尺的正确使用方法
测量前的准备工作
ห้องสมุดไป่ตู้
清洁卡尺:使 用前应先清洁 卡尺的测量面 和测量爪,确 保无污渍和异
物。
检查零位:使 用前应检查卡 尺的零位是否 准确,以确保 测量结果的准
确性。
选择量程:根 据测量需求选 择合适的量程, 避免因量程过 大或过小导致
测量误差。
稳定放置:将 卡尺放置在稳 定的平面上, 确保测量过程 中不会出现晃 动或移位现象。
卡尺的存放和使用环境要求
存放环境:避免潮湿、 阳光直射和磁场干扰
使用环境:温度适宜, 无强烈震动和灰尘
卡尺的定期校准和维护
定期校准:确保卡尺的准确性和可靠性,通常建议每6个月进行一次校准 清洁:使用干燥的布定期清洁卡尺的表面和测量面,以防止污垢和磨损 润滑:使用专用的润滑剂对卡尺的移动部分进行润滑,以保持其顺畅移动 检查:定期检查卡尺的外观和功能,如有异常应及时处理或联系专业人员进行维修
延长卡尺使用寿命的注意事项
定期清洁卡尺,保持干净整洁 使用时避免剧烈碰撞和刮蹭 轻拿轻放,避免损坏测量刀和测量齿 定期检查卡尺的测量刀和测量齿是否磨损或松动 避免在高温、潮湿的环境中使用卡尺 正确使用卡尺,避免过载或超载
05
常用量具使用培训课件

2.5 读数方法
1、先读固定刻度 2、再读半刻度,若半刻度线已露出,记作 0.5mm;若半刻度线未露出,记作 0.0mm; 3、再读可动刻度(注意估读)。记作 n×0.01mm; 4、最终读数结果为固定刻度+半刻度+可动刻度
第20页/共54页
2.6 注意事项
①测量时,注意要在测微螺杆快靠近被测物体时应停止使用旋钮,而改用微调旋钮, 避免产生过大的压力,既可使测量结果精确,又能保护螺旋测微器。
的尺寸高 第30页/共54页
3.5 使用时的注意事项
使用高度尺测量零件尺寸时,必须注意以下几点:
1.测量前,用干净清洁的布反复擦拭保护膜表面,清净 底座和测量爪的工作面,检查测量爪是否磨损;
2.清净平台工作面,将高度尺置于其上,松开紧固螺钉, 移动尺框,检查显示屏和各按键工作是否正常;
3.移动尺框时,活动要自如,不应有过松或过紧,更不能 有晃动现象;
②在读数时,要注意固定刻度尺上表示半毫 米的刻线是否已经露出。
第21页/共54页
③读数时,千分位有一位估读数字,不能随便扔掉,即使固定刻度的零点正好与可 动刻度的某一刻度线对齐,千分位上也应读取为“0”。
④当小砧和测微螺杆并拢时,可动刻度的零 点与固定刻度的零点不相重合,将出现零误 差,应加以修正,即在最后测长度的读数上 去掉零误差的数值。
第14页/共54页
③深孔内径千分尺
④壁厚千分尺
第15页/共54页
⑤板厚千分尺
⑥大尺寸千分尺
第16页/共54页
⑦内径千分尺
. . . 等等
第17页/共54页
2.3 千分尺的结构
第18页/共54页
2.4 操作方法
1)使用前应先检查零点: 缓缓转动微调旋钮,使测杆和测砧接触,到棘轮 发出声音为止,此时可动尺(活动套筒)上的零 刻线应当和固定套筒上的基准线(长横线)对正, 否则有零误差。 2)左手持尺架,右手转动粗调旋钮,使测杆与测砧 间距稍大于被测物,放入被测物,转动保护旋钮到 夹住被测物,直到棘轮发出声音为止,拨动固定旋 钮使测杆固定后读数。
游标卡尺的使用方法(全)课件

量不准确,并容易损坏卡尺。 卡尺测量不宜在工件上随意滑动,防止量爪面磨 损。 b、卡尺使用完毕,要擦干净后,将两尺零线对 齐, 检查零点误差有否变化,再小心放入卡尺专用盒 内,存放在干燥的地方。
2024/6/27
二、游标卡尺的刻度原理:
游标卡尺的使用及读数
2024/6/27
我们用什么仪器精确测量以下工件的 内径外径和深度?
2024/6/27
一、游标卡尺的构造及用法
尺
内侧量爪
身 紧固螺
钉
深度尺
游标尺
2024/6/27
外测量爪
主尺
归纳用法:
①、握尺方法: 用手握住主尺,四个手指抓紧,大姆指按在 游标尺 的右下侧半圆轮上,并用大姆指轻轻移动游 标使活 动量爪能卡紧被测物体,略旋紧固定螺钉,再进行 读数。
0
10
20
0
5
10
2024/6/27
二、游标卡尺的刻度原理:
0
10
20
0
5
10
2024/6/27
二、游标卡尺的刻度原理:
0
10
20
0
5
10
2024/6/27
二、游标卡尺的刻度原理:
0
10
20
0
5
10
2024/6/27
二、游标卡尺的刻度原理:
0
10
20
0
5
10
2024/6/27
二、游标卡尺的刻度原理:
小号
三、实际测量:
用50分度的游标卡尺测量工件, 并完成下表:
单位:mm
螺母型号 内径
卡尺的使用培训教材2019
卡尺的使用——培训教材
数显卡尺种类构造
1台阶测量面、2外径量爪、3内径量爪、4公英制转换按键、 5紧固螺丝、6液晶显示器、7尺身、8限位卡、9深度测量杆、 10推动滚轮、11电池盖、12清零键、13 开关键、14主尺刻 度、15防滑推手、16外框
卡尺的使用——培训教材
四、 一般测量用途
1、测量外径:选取外爪,将被测对象夹在靠近主尺的根部,使整个 测定面紧挨着(垂直)被测对象。
2、测量范围:150mm、200mm、300mm、500mm等。
3、游标卡尺:最小读数(精度)分为0.02mm及0.05mm;读数=主尺 读数+游标尺读数。 4、表盘卡尺:最小读数(精度)0.02mm;读数=主尺读数+表盘上的 读数。
5、数显卡尺(电子卡尺、数字卡尺),其长度单位有公制及英制 两种,公制单位最小读数(精度)为0.01mm。
例1: 游标卡尺刻度尺读数图示
卡尺的使用 —— 培训教材 6、卡尺读数(以游标卡尺、表盘卡尺、数显卡尺为例):
例1: 游标卡尺 1、游标卡尺的构造如前面5、6、7页介绍: 2、如果所用的是50分度的游标卡尺,卡尺的准确度为0.02mm。游标卡尺的读数方法以游标零 刻度线为准在主尺上读出整毫米数,再看游标尺上哪条刻度线与主尺上某刻度线对齐, 由游标上读出毫米以下的小数。 3、实例测量读数如: 主尺刻度值(20mm)+游标刻度值(0.84mm)=20.84mm。
1 L A ( D1 D2 ) 2
图11 测量两孔的中心距
另一种测量方法,也是先分别量出两孔的内径D1和 D2,然后用刀口形量爪量出两孔内表面之间的最小距离B, 则两孔的中心距 :
1 L B ( D1 D2 ) 2
卡尺的使用——培训教材
卡尺培训教材

品管部培训教材
图一:游标卡尺
图二:表盘卡尺
品管部培训教材
图三:数显卡尺
★ 数显卡尺使用前注意事项:
1、松开固定螺丝,检查卡尺是否正常移动,各按钮是否灵活有效。
2、检查数显窗口之数字,应显示稳定清晰。
3、使尺寸两测量爪紧密贴合,观察两测量爪之间应无明显光隙。
4、应将被测物件表面的灰尘及油污擦拭干净,以免影响测量精度。
品管部培训教材
★ 数显卡尺维护和保养:
1、卡尺应保持清洁,避免碰触水等液态物质。 2、卡尺表面可用干净的软布做清洁,但不得使用有机溶济。 3、卡尺数字显示较淡,或出现闪动及无显示时,可能是电池电量不足, 应及更换电池,注意按电池盒内的指示安置电池正负极。 4、不可将卡尺放在不稳定的台面上,防止掉落造成损坏。
品管部培训教材
★ 数显卡尺测量步骤:
1、调零:使用干净光滑的白纸清洁测量爪,清洁完后将卡尺游标推至卡 尺最左端并稍稍用力按紧,打开卡尺电源开关(ON按钮),再按ZERO按钮, 使显示屏归零。
2、公制/英制选择:根据实际需要,按in/mm按 钮,每控一次公制和英制交替显示。当窗口显示 为mm时,表示公制;而in表示英制。
1.测量产品时,卡尺的测量面不可倾斜; 2.测量时,用力要均匀,产品保持要掉不掉的状态; 3.卡尺的液晶显示处不可碰油、碰水; 4.测量零件时,零件上不能有异物,并在常温下测量; 5.使用时,必须轻拿轻放,不可掉到地上。 6、不能用卡尺测量运动中的物件,以免测量爪损伤。 7、测量完成后,要先将游标尺拉开,然后才能与被测物件分离,以免测量爪 损伤。 8、测量爪与被测物件接触即可,不可用卡尺紧压被测物件,以免被测物件产 生形变,影响测量准确性。
品部培训教材
◆外爪测量
卡尺内部培训教材
1
1.确认量具最大量程能够满足被测物的尺寸要求,并合理选用适当量程的量具.
『例』测量2mm尺寸,我们可优先选用150mm/200mm卡尺,次而选用500mm/1000mm卡尺.
2.确认量具分辨率是否满足尺寸精度要求.
『例』某尺寸要求误差允许误差范围为±0.01mm,此时使用卡尺就无法满足要求,必须选用千分尺等可精确到 0.001mm或精度更高的量具测量.
1.精度 = 0.02 (mm) ; 2.主尺读数 = 5 (mm) ; 3.表盘读数 = 47 * 0.02 = 0.94 (mm) .
→ 测量值 = 主尺读数 + 表盘读数 → = 5 + 0.94 → = 5.94 (mm) 『0.02mm精度的卡尺,如果指针在两个刻度中间位置,可估读为半格即0.01mm』
→ 测量值 = 主尺读数 + 游标尺读数 → = 3 + 0.44 → = 3.44 (mm)
游标尺对齐格数:22格
6
4.带表卡尺读数:
带表卡尺读数 = 主尺读数 + 表盘格数 * 精度
步骤:⑴确认精度: 以表盘标示为准,一般为0.02mm、0.01mm. ⑵读出主尺上读数,单位mm; ⑶读出表盘上读数 = 格数 * 精度.
5.确认量具测量面没有变形、损坏(如图4、5、6). 6.确认量具刻度无磨损、电子屏幕显示正常. 7.用酒精将测定面、滑动面的油迹及污垢. 8.确认滑块等可活动组件的移动是否顺畅.
2
紧固 螺丝
图1
紧固螺丝
图2
图3
测量外径时将外量 爪合拢时,透过光线 看看有无间隙.
图4
图5
图6
3
1.测量时尽可能使用量爪根部(如图5). 2.量测时的力度以卡尺与物件水平接触即可(如图6).
卡尺测量操作培训教材
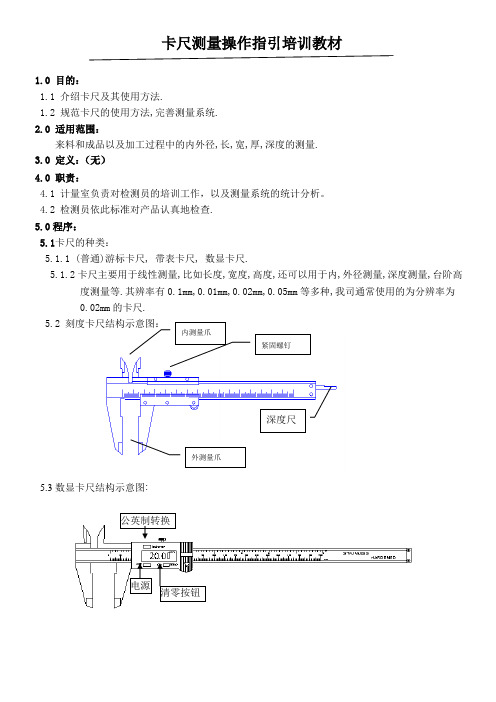
卡尺测量操作指引培训教材1.0 目的:1.1 介绍卡尺及其使用方法.1.2 规范卡尺的使用方法,完善测量系统.2.0 适用范围:来料和成品以及加工过程中的内外径,长,宽,厚,深度的测量.3.0 定义:(无)4.0 职责:4.1 计量室负责对检测员的培训工作,以及测量系统的统计分析。
4.2 检测员依此标准对产品认真地检查.5.0程序:5.1卡尺的种类:5.1.1 (普通)游标卡尺, 带表卡尺, 数显卡尺.5.1.2卡尺主要用于线性测量,比如长度,宽度,高度,还可以用于内,外径测量,深度测量,台阶高度测量等.其辨率有0.1mm,0.01mm,0.02mm,0.05mm等多种,我司通常使用的为分辨率为0.02mm的卡尺.5.25.3数显卡尺结构示意图:紧固螺钉外测量爪深度尺清零按钮电源公英制转换5.4 带表卡尺结构示意图:5.5 测量前的检查工作:5.5.1卡尺是否在检定的有效使用期内. 5.5.2卡尺的分辨率达到公差带的十分之一,精度达到公差带的十分之一到三分之一.5.5.3卡尺打开和合上灵活,用布清除尺面上的污渍,合上卡尺检查是否对零,若使用的为刻度卡尺或带表卡尺不对零则要申请计量,若使用的是数显卡尺则可按清零键对零,但必须先清除尺面上的污渍和两外量爪间的污渍.5.6卡尺的使用:5.6.1右手握卡尺,保持尺身水平,张于两测量爪使其间的距离大于被测长度.5.6.2将被测件卡入两爪间,使被测直线与尺身平行,被测件在测量时不能有变形或弯曲.5.6.3读数时应卡着被测件读数而不能松于被测件后再读数.5.6.4读数:如图示:主尺上每一格为1mm,而游标上50格为49mm,每格为0.98mm,即游标上的一格比主尺上的一格小0.02mm.光标上第几(n)格与主尺上的刻度对齐,则不足一毫米的读数为n*0.02mm.5.6.5读数方法:A: 10mm B: 15*0.02=0.30mm读数: 10.30mmA. 从卡尺的主尺上读出毫米整数. 注意观察指针转动一周几毫米B. 看光标上第几(n)格与主尺上的刻度对齐,则不足一毫米的小数部分为n*0.02mm.C. a,b两部分相加即为测量的读数.5.7注意:5.7.1保持各测量面和其它表面的清洁。
游标卡尺使用培训教材

游标卡尺使用培训教材
一、用途说明:
游标卡尺广泛用于诸多行业在机械制造、零件加工过程中对各种外径、长度、深度和厚度规格尺寸的检测。
它主要由两大部分组成,即是由主尺和标尺。
目前大体可分为刻度游标直读式、带表深度游标式、电子游标显示式三种。
适用于品质、计量等方面的人员在制造、检测过程中衡量产品尺寸及其零件、物品和修理等方面中不可缺少的重要工具之一。
二、结构说明:
1、主要参数:
①主尺长度150mm, 标尺精度0.01, 0.02,0.05
②主尺长度200mm, 标尺精度0.01, 0.02,0.05
③主尺长度300mm, 标尺精度0.02,0.05
④主尺长度500mm, 标尺精度0.02,0.05
⑤主尺长度1000mm, 标尺精度0.02,0.05
2、主要结构:
①主尺:用于读取游标尺刻度线对应的整毫米数;
②游标尺:用于读取对准主尺上某一条刻度线的游标尺上的刻度数;
③内测量爪:用于测量内径;
④外测量爪:用于测量外径;
⑤深度尺:用于测量深度;
⑥紧固螺母:用于固定游标尺
⑦紫铜楔子:用来调整标尺间隙用精度。
⑧微调附件:用来读取数据前的精度调整。
三、附件说明:
①电子式游标副尺
②带表式游标副尺。
卡尺的使用培训共27页文档

6、最大的骄傲于最大的自卑都表示心灵的最软弱无力。——斯宾诺莎 7、自知之明是最难得的知识。——西班牙 8、勇气通往天堂,怯懦通往地狱。——塞内加 9、有时候读书是一种巧妙地避开思考的方法。——赫尔普斯 10、阅读一切好书如同和过去最杰出的人谈话。——笛卡儿
卡尺的使用培训
36、“不可能”这个字(法语是一个字 ),只 在愚人 的字典 中找得 到。--拿 破仑。 37、不要生气要争气,不要看破要突 破,不 要嫉妒 要欣赏 ,不要 托延要 积极, 不要心 动要行 动。 38、勤奋,机会,乐观是成功的三要 素。(注 意:传 统观念 认为勤 奋和机 会是成 功的要 素,但 是经过 统计学 和成功 人士的 分析得 出,乐 观是成 功的第 三要
卡尺操作培训教材
卡尺是一种常用于测量长度、内外直径、厚
度等尺寸的工具。
在各个行业中都有广泛的
应用,例如机械加工、模具制造、汽车制造
等领域。
正确的卡尺操作是保证产品尺寸精
度的重要保证。
因此,对于需要使用卡尺进
行测量的职业人员来说,进行卡尺操作的培
训十分必要。
以下是一些卡尺操作的规范和步骤,供需要
进行卡尺操作培训的相关人员参考:
1. 卡尺的组成
卡尺通常由两个夹钳组成,一个是钳子夹头,另一个是测头,测头通常有内部和外部两种
形式。
钳子夹头用于夹住被测物体,测头用于测量其直径、长度、厚度等尺寸。
2. 卡尺的选择
选择卡尺需要考虑被测物体的尺寸和形状。
如被测量的物体为圆柱形,则应选用具有内外测头的卡尺,以便同时测量直径和长度。
3. 卡尺的使用
在操作卡尺之前,需要先进行校准,以确保卡尺的测量准确性。
校准方法一般有静态校准和动态校准两种。
静态校准:夹住同一物体的两端(例如:滑板),测量其长度并记录下来,然后再夹住
待测物体,根据两次测量结果进行校准。
动态校准:将卡尺钳住转子或其他物体,开
关转子或移动物体,观察卡尺指向是否稳定,如不稳定,则需进行动态校准。
在测量过程中,需要注意以下几点:
(1)被测物体应放置平稳,以保证测量准确性。
(2)应根据被测物体的形状和尺寸选择合适的测头,并使其与被测物体接触贴合。
(3)读数时要准确,需根据卡尺的标度值逐个测量。
(4)测量结束后,应将卡尺正确擦拭干净,以便下次使用。
卡尺基本知识培训
卡尺基础知识培训
1、卡尺种类
1)游标卡尺;表盘卡尺;电子数显卡尺
2、卡尺测量的精确度分别为0.02mm(表盘卡尺)、0.01 mm(电子
数显卡尺)
3、卡尺的用途
1)测量外径、长度(用卡尺下类端部分,较常用)
2)测量内径、各种槽度(用卡尺上类端部分,较常用)
3)测量柱子高度、孔深度(用卡尺尾部)
4)测量面与面之间距离(用卡尺头部)
4、测量时的注意情况
1)卡尺与被测物要保持自然接触,不可用力压,
2)卡尺与被测尺寸要保持平行,
3)测量外径时要转动几个方向测量,取其最大值;测量内径时要取最小值;测量高度、孔深、面与面之间距离时要
保持卡尺与被测物垂直.
5、测量基本步骤
6、卡尺日常维护
7、公英制转换公式
1in=25.4mm。
卡尺的使用(检验员培训用)
卡尺的使用方法一 . 卡尺的基本知识卡尺是一种用来测量外尺寸和内尺寸 . 肓孔 . 阶梯, 高度差及凹槽等相关尺寸或距离的量具 . 具有多种测量功能, 根据其结构与功能可分为: 游标卡尺, 数显卡尺, 带表卡尺, 深度卡尺, 高度卡尺和特种卡尺1. 游标卡尺是利用游标原理对两测量面相对移动分隔的距离进行读数的丈量用具 . 简称卡尺或普通卡尺 . 具有四个功能:1. 外尺寸测量2. 内尺寸测量3. 深度和高度尺寸测量4. 用於划直线和平行线, 有时也称四用卡尺.其结构部件主要有内量爪, 外量爪, 深度丈量杆, 紧固镙丝, 主尺框和游标尺框等 .2. 带表卡尺: 利用机械传动系统, 将两测量面的相对移动转变为指示表指针的回转运动, 并借助尺身标尺和指示表对两测量面相对移动所分隔的距离进行读数的丈量用具 . 与游标卡尺比较只有主标尺没有副标尺, 其副标尺所显示的数字通过指示表盘表示出来,3. 数显卡尺: 利用电子丈量, 数字显示的原理, 对两测量面相对移动分隔的距离进行读数测量的用具, 机- 电- 光一体化的产品 . 尺身上已经没有刻度值作为读数的依据, 有三部份组成, 1. 机械尺身 2. 定栅尺3. 电子部件, 机械尺身是利用游标尺的尺身结构 .4. 高度卡尺, 简称高度尺, 由於其机理与卡尺类同, 均分为高度游标尺, 带表高度尺和电子数显高度尺三类5. 深度卡尺是一种测量部品台阶或台阶差的卡尺 .6. 特殊卡尺是为了满足特殊的要求进行设计的专用卡尺, 没有特别的样式和结构下面是一些特殊用途的卡尺二.使用方法一) . 使用卡尺之前需要清理外量爪和内量爪表面的杂质和异物, 从而确保丈量的准确性 .二) . 确认是否已经归零, 闭合卡尺的外量爪为零值状态, 观察示值是否为零, 是否测量面存在间隙 . 如没有置零需手动归零, 当然也可以永久设定为原点, 不间断电源的条件之下 .三) . 卡尺的内量爪的有效深度为12mm, 如超过此深度应采用其它方法进行丈量四) . 丈量外径时应把丈量面拉大且超过被测体, 测内径时应将丈量面置小於被测体然后再进行测量五) . 进行深度丈量时, 先把丈量杆拉出超过被测体深度, 然后缓慢压至被测体上测量面, 丈量时应保证测量杆垂直被测面,"六) . 使用卡尺时, 右手的大拇指应放在微调轮上用来控制测量时的小距离调节, 丈量时所用的力度一般为3N 或正常接触七) . 进行内孔测量时, 应保证卡尺两内丈量面连线穿过孔中央圆且垂直於上下孔中央连线或水平移动, 以保证所测的值为该孔径穿过中央点的最大值八) . 数显卡尺在进行长距离的丈量时, 应保持匀速和缓慢移动, 过快会引起跳数三 . 卡尺的使用留意事项1. 跟大多数仪器一样, 数显卡尺应避开高温, 油脂和水, 也应避开强磁场使用和存放 . 这些物质不只影响使用和测量精度, 也会影响卡尺的寿命2. 所有卡尺都是线性丈量仪器, 尺身的线形要求十分重要, 随意的丢置与敲击都会有影响, 特别是内量爪的尖部3. 使用卡尺时, 内量爪, 外量爪和深度尺都只能用於正常的丈量, 不可用於其它用途4. 随时坚持尺身有清洁, 清洁外表所用的物质需符合要求( 工业酒精, 丝绒布, 专用毛刷等5. 留意数值显示情况, 是否有跳数, 或在使用过程中自动归零等现象, 以免影响丈量结果, 严禁强光照射显示器, 以防液晶显示器老化6. 不要用电刻笔在数显卡尺上刻字, 以防把电子线路击穿 .7. 对游标卡尺读数时, 目力应垂直於游标刻度值从上往下, 不可从侧面或斜视读数四,读数是利用主尺上的刻线间距(简称线距)和游标尺上的线距之差来读出小数部分,例如:主尺上的线距为1毫米,游标尺上有10格,其线距为0.9毫米。