【流程管理】丰田海外工厂内物流基本流程
丰田物流模式之生产物流

丰田物流模式之生产物流1引言物流成本作为“第三利润源”日益受到人们的重视,而生产型企业的最主要关注的的就是生产物流。
通过研究丰田生产物流模式,了解生产物流模式的基本概念以及运作特点,掌握JIT生产模式的核心理念和对物流控制的基本原理和方法与目标,最后通过对JIT模式下的生产物流的研究,找出JIT生产的不足之处和存在问题,为企业建立和改善生产物流系统提供理论基础,从而找出自身存在的不足和缺点,逐步改进和优化。
2生产物流的概念及其特点2.1生产物流的概念企业的生产物流是指企业生产过程中发生的涉及原材料、在制品、半成品、产成品等所进行的物流活动。
企业生产物流是企业物流的关键环节,从生产过程来看,生产物流是企业生产过程中的一个组成部分,它和生产工艺过程是密不可分的。
从物流的范围角度来看,企业生产系统中物流的边界起源于原材料、外购件的投入,止于成品仓库。
2.2生产物流的基本要求:(1)物流过程的连续性。
物料总是处于不停的流动之中,包括空间上的连续性和时间上的流畅性。
空间上的连续性要求生产过程各个环节在空间布置上合理紧凑,使物料的流程尽可能短,没有迂回往返现象。
时间上的流畅性要求物料在生产过程的各个环节的运动,自始至终处于连续流畅状态,不能发生不正常的阻塞,没有或很少有不必要的停顿与等待现象。
每个工序的不正常停工都会造成不同程度的物流阻塞,影响整个企业生产的进行。
(2)物流过程的平行性。
物料在生产过程中应实行平行交叉流动。
平行指相同的在制品同时在数道相同的工作地(机床)上加工流动;交叉指一批在制品在上道工序还未加工完时,将己完成的部分在制品转到下道工序加工。
平行交叉流动可以大大减少产品的生产周期。
因此,要求各个支流的平行流动,如果一个支流发生问题,整个物流会受到影响。
(3)物流过程的比例性。
生产过程的各个工艺阶段之间、各工序之间在生产能力上要保持一定的比例以适应产品制造的要求。
因此,形成了物流过程的比例性。
海外仓客户服务流程

海外仓客户服务流程1.订购阶段:-海外仓根据客户需求确认订单,并提供相关报价和交货期等信息。
-客户确认订单,并支付货款。
2.收货阶段:-海外仓根据客户要求采购产品,并进行质量检查。
-产品到达海外仓后,海外仓核对货物数量和品质,并将货物入库。
3.仓储阶段:-海外仓根据客户需求,将货物进行分类存储,并建立相应的库位管理系统。
-海外仓会定期进行库存盘点,并向客户提供库存报告。
4.发货阶段:-客户下单后,海外仓根据订单要求进行拣货和包装。
-海外仓会为每个订单生成相应的发货清单,并安排物流运输。
-海外仓与物流公司合作,确保货物安全地运送至目的地。
5.售后服务:-对于产品质量问题,海外仓会与供应商进行沟通,并主动为客户提供解决方案。
-海外仓会定期与客户进行反馈沟通,了解客户需求和满意度。
6.退换货处理:-对于客户要求退换货的情况,海外仓会根据客户的要求进行处理,例如进行退货退款或换货处理。
-海外仓会核对货物的品质和数量,并在收到退换货后进行入库管理。
7.费用结算:-海外仓会根据客户订单和存储周期等因素,生成相应的费用明细。
-客户在规定的时间内支付相应的仓储费用和物流费用。
8.数据统计和分析:-海外仓会定期生成报表,对客户的订单和库存情况进行统计和分析,为客户提供相关数据支持。
-海外仓会根据客户的需求,提供定制化的统计和分析报告。
上述是一个常规的海外仓客户服务流程,具体操作可能因不同海外仓的规模、发展阶段和客户需求而有所不同。
在实际运作中,海外仓还需要与供应商、物流公司和其他相关方进行有效的协作,确保客户的需求得到满足,提高服务质量和客户满意度。
同时,海外仓还需要不断改进和优化服务流程,适应市场需求的变化,提升客户体验和竞争力。
海外仓库流程操作
出口易,提供专业海外仓储及配送服务产品型号、入库订单、出库订单的操作流程客户采购产品存进我们公司的仓库,最终的目的就是为了客户售出产品之后我们会及时将产品发往目的地。
这样客户就可以免除配备大量的仓储设施所带来的费用和管理问题。
然而在仓库管理系统操作中,客户经常使用建立产品型号、填写入库单并提交审批和填写出库单等三大功能。
1、建立产品型号建立产品型号是所有工作的第一步,就是客户把将要入库的产品型号输入仓库以便客户及我们公司对仓库进行管理。
大致流程如下: YN建立产品型号导入有两种方式:逐项添加和批量导入。
首先,用户点击产品型号一栏后出现已下图:然后在左下角点击新添栏目,图如下:是否批量 选择输入产品添加成功产品资料输入产品资料结束 出口易,提供专业海外仓储及配送服务(1)逐项添加:直接在上图所示的新添产品型号中输入自有的产品信息(注意:必须填的一定要填,其中产品名称Title必须唯一,可以是产品真正的名称,也可以用字母或者数字代替,而且产品名称title和产品备注custom必须保持一致,这样方便客户、仓库管理及入、出库管理,包装规格信息在系统常用设置模块中可以查询),如下图: 出口易,提供专业海外仓储及配送服务温馨提示:请把产品名称和产品备注的填写保持一致(2)批量添加:直接点击批量添加并下载产品格式表输入相关产品信息上传导入即可。
首先是点击“格式下载”下载表格,填写表格结束点击浏览选择表格,最后点击开始导入完成。
导出来的表格,打开表格,里面的内容就是跟上面添加单个产品的内容是一样的,操作就跟上面逐项添加产品型号的一样,按要求填写并保存,图如下:温馨提示:表格数据中Packing的填写必须是代码,而代码可以在系统常用设置中包装规格查询得到代码注意:表格中的Packing包装规格必须用指定的代码,代码可以在系统常用设置模块中查询 出口易,提供专业海外仓储及配送服务包装规格代码。
输入产品相关信息填写结束保存,一开始保存类型是上面的那个,但是就必须把表格的保存类型调整到下面的保存类型EXCLE工作簿格式,否则无法导入,这是系统的对应要求规定。
广汽丰田的三种物流

广州丰田物流模式广汽丰田的对总装线的参观路线设置的非常好。
路线是在半空中,刁东平老师从空中可以清楚地俯视总装线。
看来丰田对自己的丰田生产方式(TPS)充满了自信,也希望社会了解它、甚至模仿它!最大的看点就是雅力士和凯美瑞可以同时生产。
同时生产的目的就是为了实现均衡化生产。
过去大批量制造,由于设备和模具的专用性极强,更换车型需要很长的时间,所以为了提高效率,大批量生产的工厂无一例外地避免不同型号的汽车同时生产。
大野耐一和他的同事们创造的丰田生产方式则正好相反。
比如,一天的订单需要生产600辆凯美瑞,300辆雅力士,丰田不是生产完凯美瑞再转产雅力士,而是每生产2辆凯美瑞再再接下来生产1辆雅力士,最大限度地实现生产均衡化。
广汽丰田的总装线进行均衡化生产至少带来了以下好处:1)节约了从下订单到出货的周期,真正实现按订单生产;2)能实现小批量多品种的市场要求;3) 节约了在制品的库存,减少了对流动资金的占用;4)上个工序出现品质问题,能及时发现;5)由于及时发现问题,能发挥基层员工的积极性。
6)上个工序或者供应商也能实现生产均衡化;实现均衡化装配,关键是SPS(SET PARTS SUPPLY)对组装线多样化零配件的及时配送,而广汽丰田厂外的零件厂家,又是怎么将零配件送到SPS区域呢?接待人员自豪地告诉我们,广汽丰田绝大多数配套零件厂家都在周边的黄阁汽车城。
这些配套厂家和丰田的合作紧密,物流配置上非常迅速。
而且在丰田建厂时候,也得到了政府的大力支持,许多物流都是通过专用车道输送的,免去了塞车或其他意外。
广汽丰田目前有三种零部件物流模式:台车物流(含顺引卡车物流),主要适用于主机厂周边厂家;飞翼车物流,主要适用于国内非主机厂周边厂商;海运集装箱物流,主要适用于海外进口的零部件。
台车物流面对的是广州丰田工厂周围2公里内的供应商,使用专用容器,零部件可以直接上装配线;飞翼车物流面对的是距离广州丰田2公里以外的所有国内厂商,比如在上海和天津的供应商,这部分支撑了广州丰田的Milk-run系统;集装箱物流面对的则是海外供应商。
丰田公司供应链管理

丰田公司公司供应链管理班级:物流2班学号:02姓名:陈长高专业:物流管理指导老师:陈宝丹实习日期:2011年第7周丰田公司企业简介:丰田汽车公司(トヨタ自动车株式会社,Toyota Motor Corporation;)是一家总部设在日本爱知县丰田市和东京都文京区的汽车工业制造公司,隶属于日本三井财阀。
丰田汽车公司自2008始逐渐取代通用汽车公司而成为全世界排行第一位的汽车生产厂商。
其旗下品牌主要包括凌志、丰田等系列高中低端车型等。
丰田的产品范围涉及汽车、钢铁、机床、农药、电子、纺织机械、纤维织品、家庭日用品、化工、化学、建筑机械及建筑业等。
1993年,总销售额为852.83亿美元,位居世界工业公司第5位。
全年生产汽车445万辆,占世界汽车市场的9.4%。
目前,丰田是世界第一大汽车公司,在世界汽车生产业中有着举足轻重的作用。
二、丰田公司供应链模式:丰田公司对利润的理解:利润=(售价一成本)×数量丰田公司获得更多利润,要么提高销售价格,但这显然是行不通的。
而另一途径便是降低成本,通过对生产的控制来消除不必要存在的环节,从而更好更有效的利用资源。
所以供应链的完美在此显的至关重要。
丰田供应链的基本构造:图一、物资流众所周知TOYOTA能够以其产品的高品质、低成本、低油耗打进美国等发达国家的市场,而且形成了相当大的竞争优势,主要不在于它采用的生产制造技术,而是由于在生产组织和管理上采取了一系列先进的生产经营理念、管理模式、组织体系、管理技术和方法以及推行了良好的企业文化,被世人称为“丰田生产方式(TPS,TOYOTA Production System)”又被称作“精益生产(LPS)”,还被称为“准时生产制(JIT)”。
仅仅从这些名称上就不难看出,车辆生产管理与零件的采购是其中起到最关键作用的一环。
它是实体工厂生产的前工程,是降低汽车生产成本的捷径。
首先从整体上看,车辆生产与零部件采购的基本状况如图1。
丰田公司的实时物流管理战略

丰田公司的实时物流管理战略丰田公司的实时物流管理战略当前国外企业管理理论和实践正朝着精细化方向发展,其中实时管理JIT(justin time)得到了广泛的应用并卓有成效。
实时物流是伴随实时生产而产生的,随着实时生产的发展与普及,实时物流也得到了迅速发展和广泛应用。
实时物流与一般物流有很大不同,实时物流不再是传统的规模经济学的范畴,而是立足于时间的经济管理学,核心是恰好在需求的时候到达。
实时制的采用可以加快货物的流通速度,降低库存水平,使补货时间更加精确,达到降低成本、提高服务水平的目标。
高效、灵活的生产体系,离开了高效的实时物流的支持,是根本无法实现的。
下面介绍日本丰田公司的实时物流战略,以及影响企业物流战略的主要因素。
零部件厂商对整车企业的实时物流供应在实时物流中,取消了仓库的概念,例如丰田公司只设“置场”临时堆料,原材料和零配件只在此堆放几个小时,短的只要几分钟,就被领用。
在看板制度下,许多零件是等到下一个制造过程需要的几个小时才上线生产。
为使物流跟上生产的步伐不造成缺货或生产延误,丰田公司采用了全新的“拉出方式”,即在需要时由后工序的人员去前工序领取加工品的“领取方式”,此种方式存在于整个生产范围(包括企业外部的零部件、原材料的供给)。
这种方式使主动权掌握在本企业手中,使得在需要时得到物流的实时服务。
实时生产能发挥作用,除了要求“准时化生产”外,还需要零配件厂商的实时物流做保障。
为此,丰田公司采用了CAD/CAM技术生产设计零电脑分解画面进行、设计,并根据此资料设计车体的各部分构造,再用CAM生产出样机模型,然后分派给零件厂商,以适应生产需要。
零配件厂商大多位于同一个工业园区,这样不仅降低了运输成本,使运送途中的损耗降低到最低程度,而且降低了所需的库存量。
零配件厂商和企业的关系是一种长期的、稳定的合作关系,是一种特殊的契约关系。
一个零配件厂商的绝大部分产出都供应给一个或两个主机厂,而主机厂一般会在供应商那里拥有一定的股份和指挥权。
物流案例:丰田进军国外市场是如何做物流

2002年盛夏,墨西哥城街头,仿佛⼀夜之间,丰⽥汽车的⼴告语——“你感觉得到”充斥着⼈们的眼睛。
但对丰⽥来说,进⼊墨西哥市场并⾮瞬间的闪念,历时3年缜密的物流计划后,第⼀辆丰⽥车经过海运从美国的巴尔摩港运⾄墨西哥韦拉克鲁斯,同时,第⼀批汽车配件也通过空运从美国安⼤略和⾟⾟那提起运。
丰⽥美国汽车销售公司的物流计划经理托尼·Minyon表⽰,⽬前⼀切运输都⾮常顺畅。
尽管经过如此周密的准备,丰⽥并不准备把这⼀物流计划在墨西哥持续运⽤下去。
⼀旦两三年内,丰⽥汽车在墨西哥的销量达到⼀定⽔平,丰⽥将会在墨西哥单独建⼀个零部件分拨中⼼,当然这其中决定性因素在于,在墨西哥储存零部件要⽐从美国空运过去成本更低。
相对于零部件来说,从美国和加拿⼤运输整车⾄墨西哥的战略将很快发⽣变化。
随着更多的经销商在墨西哥站稳脚跟,以及丰⽥汽车在墨西哥销售的车型⽇趋多样化,这些汽车将会通过铁路从美国和加拿⼤运出,⽽不再使⽤海运。
事实上,丰⽥进⼊墨西哥市场的途径⾮常保守。
起初,丰⽥只和6家经销商合作,其中4家在墨西哥城,另外两个分别在⽠达拉哈拉和蒙特雷。
刚刚进⼊墨西哥时,丰⽥只带来了⼀种车型——佳美,半年后,丰⽥才把另⼀种车Corollas运进墨西哥。
从概念上看,墨西哥市场应是美国市场的⼀个延伸。
丰⽥在墨西哥没有⽣产⼚,佳美和Corollas分别从美国和加拿⼤的⽣产地直接运到墨西哥的经销商⼿中。
汽车配件则通过空运从美国的丰⽥零部件配送中⼼运出。
但由于⽂化背景的原因,在墨西哥做⽣意实际⽐在北美其他地区要困难⼀些。
由于墨西哥使⽤的是西班⽛语,因此所有的⽂件都得使⽤西班⽛⽂,⽽不像原来使⽤英语,⽽且交易需⽤墨哥⽐索,不再是美元,墨西哥海关的要求⼜与美国和加拿⼤海关⼤相径庭。
作为世界第三⼤汽车⽣产商,开拓新市场对丰⽥来说并⾮新鲜事,丰⽥的经验是深思熟虑、缓步前进。
Minyon表⽰,丰⽥奉⾏逐步发展的原则,不会顷刻间变得⾯⽬全⾮,每⾛⼀步都是逐步积累起来的。
物流工作的详细流程
物流工作的详细流程Logistics work is an essential part of many businesses, involving the movement of goods from one place to another. The detailed process of logistics work includes several key steps that must be carefully managed to ensure the smooth and efficient delivery of products to customers. 物流工作是许多企业的重要组成部分,涉及将货物从一处运送到另一处。
物流工作的详细流程包括几个关键步骤,必须仔细管理,以确保产品能够顺利高效地交付给客户。
The first step in the logistics process is planning and coordination. This involves determining the best routes for transporting goods, scheduling delivery times, and coordinating with suppliers and transportation providers. 计划和协调是物流过程的第一步。
这包括确定最佳的运输路线,安排交货时间,并与供应商和运输提供商协调。
Once the planning is complete, the next step is procurement. This involves purchasing the necessary materials and services for the transportation of goods, such as packaging materials, vehicles, and transportation services. 一旦计划完成,下一步是采购。
丰田物流运作详解
4
四、丰田物流方式详解
2、GTMC物流基本思想 1).GTMC 的物流目标就是生产和供应及时响应市场动向和客户需要,达到 客户需求和制品供应的同期化,并实现“零库存”的经营理念。
5
四、丰田物流方式详解
2). 实现物流目标的理念 为达到上述的物流目标,GTMC 物流主要从以下三点考虑: ➢高效:及时地迎合顾客需求的生产、采购、物流体制; ➢低成本:有助于高收益的最少物流成本; ➢精确:构建无损坏、不延误、严格遵守FIFO(先进先出的物流)。
6
四、丰田物流方式详解
3.GTMC物流运作模式 1).GTMC 外物流概图
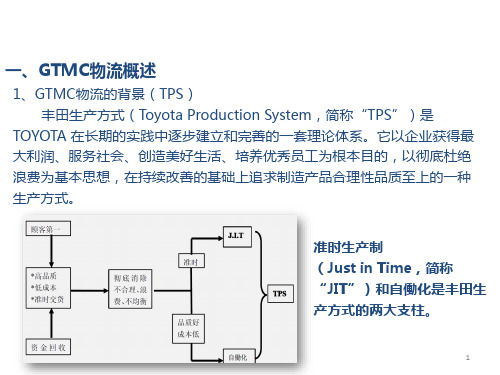
准时生产制 (Just in Time,简称 “JIT”)和自働化是丰田生 产方式的两大支柱。
1
四、丰田物流方式详解
1).JIT(准时生产制) ➢JIT(准时生产制)要求在所需要的时间按所需要的数量生产所需要的品种, 尽可能消除一切浪费; ➢为了实现准时生产,丰田在整个物流过程中(从供应商到生产线)努力实 现持续的小批量高频率平稳的部品运送。而平准化和看板的运用则是实现准 时生产的重要途径。
11
四、丰田物流方式详解
GTMC 外物流运行方式比较----物流方式选择及容器要求 GTMC 外物流运行方式比较----运输条件比较
12
四、丰田物流方式详解
二、物流现场运作和GTMC物流各工程介绍
1、GTMC 物流现场流程图
13
四、丰田物流方式详解
2、标准装车状态
让托板明细标 签及看板朝外
丰田汽车供应链管理方案(一)2024
丰田汽车供应链管理方案(一)引言概述:丰田汽车作为全球领先的汽车制造商,其供应链管理方案是其成功的重要因素之一。
本文将介绍丰田汽车供应链管理方案的重要性,并分析其五个主要方面:供应商管理、物流管理、库存管理、生产管理和质量管理。
通过深入了解丰田汽车供应链管理方案的运作原理和关键要素,可以帮助其他企业提高其供应链管理水平。
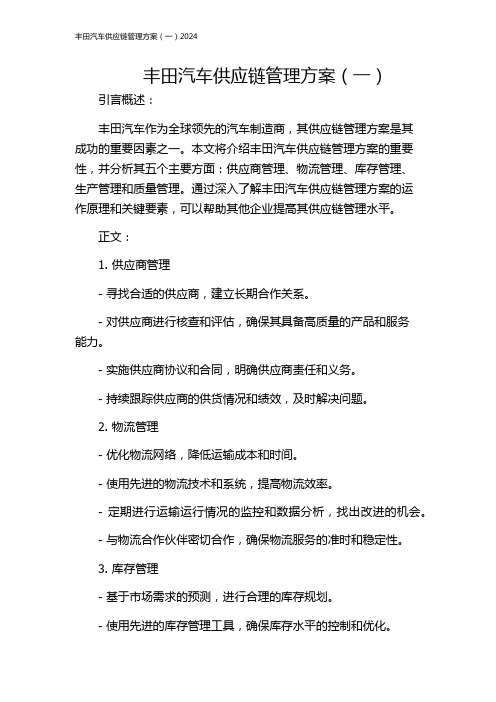
正文:1. 供应商管理- 寻找合适的供应商,建立长期合作关系。
- 对供应商进行核查和评估,确保其具备高质量的产品和服务能力。
- 实施供应商协议和合同,明确供应商责任和义务。
- 持续跟踪供应商的供货情况和绩效,及时解决问题。
2. 物流管理- 优化物流网络,降低运输成本和时间。
- 使用先进的物流技术和系统,提高物流效率。
- 定期进行运输运行情况的监控和数据分析,找出改进的机会。
- 与物流合作伙伴密切合作,确保物流服务的准时和稳定性。
3. 库存管理- 基于市场需求的预测,进行合理的库存规划。
- 使用先进的库存管理工具,确保库存水平的控制和优化。
- 采用定期盘点和库存分析,及时发现和处理异常情况。
- 与供应链中其他环节紧密协作,实现库存的准确和高效管理。
4. 生产管理- 采用精益生产模式,提高生产效率和质量。
- 实施现代化的生产设备和流程,减少生产周期。
- 进行持续改进,降低生产成本和浪费。
- 提供员工培训和激励,确保生产团队的高效运作。
5. 质量管理- 建立严格的质量控制标准和流程,确保产品质量。
- 进行全面的质量检测和测试,及时发现和解决质量问题。
- 与供应商进行质量合作,确保供应商生产的零部件质量符合要求。
- 对质量问题进行分析和改进,避免类似问题再次发生。
总结:丰田汽车供应链管理方案的成功得益于其供应商管理、物流管理、库存管理、生产管理和质量管理的高效执行。
通过对这些方面的不断优化和改进,丰田汽车能够实现高效的供应链运作,提高产品质量和客户满意度。
其他企业可以借鉴丰田汽车的经验,提升其供应链管理水平,从而在竞争激烈的市场中取得优势。
丰田公司的流程管理模式
路漫漫其悠远 2020/4/14
TPS展開的构造(流程管理展开的設計図)
阶段Ⅰ(第1年)
(3)目标状态描绘
生産理想图
阶段Ⅱ(第2年)
(8)排除浪费
使流动机制徹底发挥効率 、着重排除7种浪费
阶段Ⅲ(第3年)
(10)进行新Leabharlann 実践挑战新的目标(4)整流化構想
(9)更高水准
(2)明确(揭示)現
自働化
(※3)
2-2 异常发生时能够判断
(使生产线没异常、不停止)
・目视管理 ・5S+5定
路漫漫其悠远
现金流増大
効率化 培养人
現状打破 (每天改善)
(※1)平准化:量和種類的平均化。 (※2)JUST IN TIME,品質和产量
和時間决定成本。 (※3)浪费,指所有多余的支出。
向丰田学习什么?
工厂的目标状态(例)・・认识丰田、构想自己的将来 关于(3)
双重線部分后面説明
的整備和充分使用
着重议论(1)(3)(4)(5)(6)(7)(8)。 (5)~(8)为展開的重点着眼点。 (9)(10)(11)是阶段Ⅱ的進化(对新水准的挑戦)。
路漫漫其悠远
TPS的構造
(※1)
1-1 让工序流动起来
(过程周期时间的極小化和少人化)
①按工序顺序配置 設備
②1個流 ③同期化 ④多工序持有 ⑤多能工化 ⑥站姿作業
路漫漫其悠远
向丰田学习什么?
職場(车间,人的工作场所)的目标状态(例) ・・・将来構想図 关于(3)
路漫漫其悠远 流动”(防止过多生产)。計画生産 定单生産。
⑥ 换产能力高。「多次切换」的换产时间的短縮化不断推进;在批量生産 設備上达到「单次切换化」;在总装、加工・完成(打磨清洗等)等工序 上使「1循环顺次切换化」 成为通常做法(特别是机械运转时间长的情况)。
国际物流运作流程
国际物流运作流程
国际物流操作流程步骤,具体如下:
一、咨询货运代理公司报价、如何付款、收件仓库在哪里、公司流程、服务、时效和安全问题确保万一出现问题能及时解决。
二、发货人提供信息,提供货物资料详细:品名、重量、包装尺寸、收件人信息
三、仓库收到货物进行称重、分类、量尺寸、打单、贴单、装袋、装车送往机场
四、货物区分好普货/特货,送往相对应机场进行理货、过磅、打单、商检等待入仓。
如果货物在这安检失败入仓不了就会被退回。
货物通过安全检查就说明货物没有问题。
五、客户可自行选择报关行,也可委托货运代理公司进行报关,一般的集运公司都会帮客户处理好这一段的流程。
要是客户自己有报关行或者自己有清关能力的话可以自己进行操作。
六、货物到达当地海关进行审查、查验、征税、然后放行。
1、审单:海关将根据报关资料审核货物以及单证。
2、查验:海关进行抽查(避免违禁品进入当地)
3、征税:海关根据货物的类别,按照国家法律的规定收取税收
4、货物经过以上审核查验过后没问题就会放行,交给相应的清关公司/报关行。
七、清关代理理到货物进行交给派送代理。
八、派送代理根据货物面单进行派送。
货物完成签收。
— 1 —。
广汽丰田物流总过程图片介绍

---------------汪培育
第一部分:近程(主机厂直径2.5KM范围内)物流台车取货
台车入场
待发暂存
进入卸货站台
卸货
待转运产品架
第二部分:实施卡车MILK RUN模式
丰田供应商分布
卡车管理
循环取货卡车出发
卡车上锁确认表(供应商+司机)
供应商(丰田三合)门口
空箱返回
空容器定置管理
谢谢
供应商空箱管理
供应商装货
供应商上锁
供应商送货清单和拉动看板
进入丰田公司
MILK RUN 停靠管理中心
至卡车管理中心取车卡和卸货看板
管理中心管理流程
管理系统
车卡管理
进入卸货区
卸货及空箱装车操作
物料暂存区入口
进入暂存区
物料备料
大件P备பைடு நூலகம்及发运区
物料发运
物料上架及回收空箱
丰田汽车供应链管理基本分析
丰田汽车供应链管理基本分析丰田汽车供应链管理基本分析丰田精益生产方式所要求的精益供应链体系,能够实现生产数量和交货时间的精准性。
这不仅使得丰田汽车供应链体系效率一直高于美国公司,相关统计数据显示,在全球金融危机爆发之前,丰田的供应链成本比美国汽车公司低8%左右。
下面是店铺为大家分享丰田汽车供应链管理基本分析,欢迎大家阅读查看。
一、供应链的基本构造众所周知TOYOTA能够以其产品的高品质、低成本、低油耗打进美国等发达国家的市场,而且形成了相当大的竞争优势,主要不在于它采用的生产制造技术,而是由于在生产组织和管理上采取了一系列先进的生产经营理念、管理模式、组织体系、管理技术和方法以及推行了良好的企业文化,被世人称为“丰田生产方式(TPS)”又被称作“精益生产(LPS)”,还被称为“准时生产制(JIT)”。
仅仅从这些名称上就不难看出,车辆生产管理与零件的采购是其中起到最关键作用的一环。
它是实体工厂生产的前工程,是降低汽车生产成本的捷径。
供应链既包括物资流成分,也包括运营和计划流程。
(一)物资流供应商生产零件,并通过物流站将其运送至装配工厂。
在装配工厂,车辆在车身区成形,然后运向喷漆区,再经过装配区,最后进行质量检查。
生产出成品车后,成车就通过出厂运送到经销商处。
这个过程看似简单,实则非常复杂,因为车辆体积巨大且笨重,并由数以千计的零部件组成,这些零部件又是由上百家供应商提供的,因此一辆车的装配组合有好几千种。
1、“零库存”事实上,丰田汽车的供应链管理模式来源于丰田生产方式(TPS),TPS是一种精益生产方式,即将必要的产品,在必要的时间,生产出必要的数量。
可以说,TPS成就了今日的丰田。
这种由订单和需求驱动的生产方式,致力于通过消除供应链上下游一切形式的浪费,包括订单处理的浪费、运输的浪费、谈判的浪费、库存的浪费,以及零部件质量不合格或是交货期不准所产生的浪费等等,以达到降低成本的最终目的。
TPS一改传统生产方式下大而全、小而全的特点,建立了一条由核心企业主导并统领的精益化供应链,供应链企业之间深入合作、优势互补,互为战略联盟。
丰田公司的物流解析

问题
• 丰田的召回事情很大程度上也是因为追求 高速率的生产和物流,它为了盲目追求速 度缩短时间,从而导致了汽车质量不过关 ,其中问题主要出现在它的供应链的管理 上。
1 质量管理是供应链管理的核心
无论哪一种供应链,无不强调一个相同的核心:质量。因此我们的建议是多注重质量
丰田汽车
公司简介
丰田是世界十大汽车工业公司之一,全球最大的汽车公 司,丰田喜一郎1933年在丰田自动织机制作所成立汽车部, 1937年汽车部正式从丰田自动织机制作所中独立出来,成立 丰田汽车工业公司。TOYOTA在汽车的销售量、销售额、知名 度方面均是世界三强公司之一。TOYOTA生产包括一般大众性 汽车、高档汽车、面包车、跑车、四轮驱动车、商用车在内的 各种汽车。
(1)零部件厂商对整车企业的实时物流供应
• 在实时物流中,取消了仓库的概念,丰田公司只设置场;临 时堆料,原材料和零配件只在此堆放几个小时,短的只要 几分钟,就被领用。在看板制度下,许多零件是等到下一 个制造过程需要的几个小时才上线生产。实时生产能发挥 作用,除了要求准时化生产;外,还需要零配件厂商的实时 物流做保障。零配件厂商大多位于同一个工业园区,这样 不仅降低了运输成本,使运送途中的损耗降低到最低程度 ,而且降低了所需的库存量。
的
实时物流供应
物
实时物流
实时物流服务
流
生产物流
持续改善
管理方式
出现的问题以及解决方案
准时化生产
• 准时化生产(Just In Time)--------服务主导的敏捷物流
• 就是仅仅在需要的时候,才为所需的地方按所需的数量和质量生产所需的产 品。JIT追求的目标为五个“零”, “零”纸张“零库存”零积压零等候零废品 ,从避免了各种浪费。JIT通过丰田汽车公司独创的均衡生产、牵引式系统、 连续工艺流程和生产节拍来实现
丰田海外工厂内物流基本流程

丰田海外工厂内物流基本流程9-2.順立場~供給部品至line~目的:按照生产线进度进行順立部品供給、缩短台車交換時間010~[Sequencesettingarea][L/Ocounter]1)搬入空台車2)实台車搬出3)可进行符合取付位置的混合搬运5)将実台車供給至线侧、从线侧将空台車搬出(実空作業)【Point】順立部品也要按照line進度供給4)按照取付位置部品在庫记数器的表示出发CT-10CT-5CT-1总结:应当构筑的工厂内物流是①重复可能的以最短时间进行的物流作業②多回小批量供給减少线側空间③对于台数?变化能够有很强对应能力的物流ENDピックラックからの三角かんばんの外れた順序の見える化が次の要改善項目面向海外工厂内物流的基本运营流程【形式知化構内物流】2014.9.13TMC生産管理部人材開発室我们(作为製造業的TOYOTA)的目标以最短的L/T、最高的品質及较低的成本向客户提供所期待的车辆能够实现“以实际需要为基准的生産”“安定的且容易对应的”物流为此物流应是Cyclic,小lot,少人化運搬(有助于构建紧凑型的生産线)也就是说TMMIN(KARAWANG工場)的場合現調供应商中妓站W/H港後補充看板指示発注単独便納入无视使用供应(IMV前)从CKD生産型line开始×在庫多、×由于停滞造成L/T長、×供给过剩1T現調供应商中妓站进度吸収lanePC区出发准备組立线看板室1C1F2T2C2F3T3C3F1T2T3T1C2C3C1F2F3Fスンターe-看板按照进度供给牛奶线納入工程内看板(IMV後)PxP型flexible量産line○小lotorder、○短L/T、○MarketOriented本日説明的工厂内物流流程和各自的目的FreeLocationRackEmp.boxsort(1)P-lane:基于生产线进度、多回小lot引取(2))Module置場:基于生产线进度開梱使在庫一定化(3)Freelocationrack:部品溢出防止、FIFO的遵守(4)PCstore:安全在庫機能、種類変動対応(5)line供給:以後補充方式多回小lot供給(6)空箱sort場:按工程別被回収的空箱的仕入先別sort(7)順立場:line側space縮小1.Progresslane~从P-lane搬出部品~目的:基于生产线进度、多回小lot往工厂内搬入部品[Progresslane][PCstoredeliverycourse][L/Ocounter]1)L/O台数/ordercountdown&現在搬出中lane#的表示3)用叉车从相应的P-lane搬出物品5)用叉车将物品搬至搬入course的空台車上【Point]】因为按照生产进度搬出部品?必需按照L/Ocounter的指示来搬出!#1#4#2#3#5CourseC4)确认e-KBN的搬出course#、移動至PCcourse123CPC1-A2)根据下一lane#表示搬出開始6)対象lane#的物品搬出完了後、拉动绳子[e-KBN]3#221#310[Progresslane][PCstoredeliverycourse][L/Ocounter]2)lane#3的物品全部搬出3)現lane的搬出完了後、停止作業、等待下一次指示【NG】为防止PCstore的部品溢出?先行搬出NG!#1#4#2#3#5CourseC1)line停止時、L/Ocounter的台数表示也停止3#32【Trouble】停线時的部品溢出line停止!12.PCstore搬入course~部品搬入PCstore~目的:迎合P-lane搬出的進度、以较短的L/T搬入PCstore[PCstoredeliverycourse][PCstore][Emptyskidarea]Course C1)搬入作業指示:全部台車要装满货物3)基于e-かんばん的PCstore 所番地搬入部品5)空托盘整理6)在最初的搬入course将空台車分离【Point】为了使搬入作業効率化?搬入course有必要设为两列(実台車用/空台車用)2)确认e-看板的PC搬入course#、出発123CPC1-APC1-A[e-KBN]4)向空托盘置场移動123CPC1-A[e-KBN][e-KBN]3.Module置場~進度開梱~目的:基于生产线进度、多回小批量往工厂内搬入部品019020[Containeryard][Sortingarea][Unpackarea][Modulestock][ L/Ocounter]TMTASSBSNSO1)根据container毎系列的keymoduleMin在庫决定发注,开捆3)达到指示台数时确认対象module#后取出module、开箱2)基于order情報做成每个module 系列的平準化开箱計画4)FLR放至拖盘、其它放至台車4.FreeLocationRack~搬入Rack?从Rack取出~目的:MSP的溢出防止?FIFO的遵守[Containeryard][Modulestock][Sortingarea][Unpackarea][Freeloc ationrack][PCstore]1)根据module在庫进行後補充的納入指示2)基于生产线进度进行进度开捆3)按照PCstore必要空间、对MSP分类5)尺寸大的物品在専用托盘分类后、搬至FreeLocationRack6)根据PCstore的後補充(看板)遵守FIFO进行托盘交換4)尺寸小的物品直接搬入PCstore的棚上(1)全体imageFreeLocationCTLBoardA-1B-3A-2A-3B-1B-2C-1D-3C-2D-2E-2D-1E-1E-3C-3PartsCTLBoardA-3A-2A-1B-3B-2B-1C-3C-2C-1D-3D-2D-1E-3E-2E-1A-3A-2A-1B-3B-1C-3C-2C-1D-2E-3D-3B-2E-2E-1D-1A-2A-2【LocationCTLboard】(2)Unpacking~FreeLocationRack品番:11品番:22品番:33品番:44A-2品番:11品番:22品番:33品番:44【分类区域】【Pickrack】【[FreeLocationRack】【PartsCTLboard】1)用叉车将palle移動至CTLboard前2)确认CTLboard、从空格里取出两枚卡片3)1枚与托盘放到一起?另1枚从部品CTLboard右侧放入4)将托盘放至和locationcard相同的架子上FreeLocationCTLBoardA-1B-3A-2A-3B-1B-2C-1D-3C-2D-2E-2D-1E-1E-3C-3PartsCTLBoardA-3A-1B-3B-2B-1C-3C-2C-1D-3D-2D-1E-3E-2E-1A-3A-1B-3B-1C-3C-2C-1D-2E-3D-3B-2E-2E-1D-1A-2A-2【LocationCTLboard】(3)FreeLocationRack->Pickrack品番:11品番:22品番:33品番:44品番:11品番:22品番:33品番:44【仕分】【Pickrack】【[FreeLocationRack】【PartsCTLboard】22B-2D-3B-2B-22)到部品CTLboard?按照看板拿取相应的locationcard(从左侧)3)按照locationcard拿取pallet4)将两枚locationcard放回CTLboard的原位置5)用电瓶车和叉车进行托盘交換1)取部品時取下托盘上的看板进行发注5.PCstore~PartspickingfromPCstore~目的:以生产线的实际使用量为基准用短L/T供给部品ABC[Batonpasslane][PCstore][Kanbanreleasebox][Emptydollyare a]1)定時到看板箱拿取工程内かんばん、集货单2)在空台車置場将空台車連結3)按照工程内かんばん和集货单拿取部品4)e-KBN和工程内かんばん替换、将e-KBN投入看板箱6)按照工程内看板上的供給course将台车分开CourseA:CourseB:CourseC:7)将取回的工程内かんばん送到看板室【Point】规定時間内不能完成部品拿取时呼叫班长请求支援SUGITYDENSOe-KBN5)取货完了時拉一下绳子(作业延迟時联络支援)【詳細】装载部品到台車12345.....….91098765.....….21109876......….21[Assemblyline][Chass is][Trimming][Final][PCstore]DENSOSUGITY[Tdolly][Cdolly][Fdoll y]115105510TrimmingpartsFinalpartsChassispartsTrimmingparts ChassispartsFinalpartse-KBNIntKBN1)棚按照route?仕入先別列置、并按生产线工程別分组2)按照生产线各工程将台车分开,装货110[PickingList]3)装载部品时要考虑向line的供給順序(为了供給容易)【要確認】集货单是否按生产线供給順序分类?【Trouble】Pick 欠时看板的运转1)Pick欠かんばん返还[Progresslane][PCstore][Batonpasslane][Lineside][Kanbanroom]I ntKBN2)かんばん枚数确认&記録3)下次再度拿取4)【部品有り】供给部品到B-lane4‘)【部品無し】确认line側的在庫量5)如果不够充分、从P-lane取出対象部品6)部品直接供给B-lane 【Trouble】Line側欠品時的对应1)組立作业者在CTLboard上写下品番、并呼叫PCstore職制[Progresslane][PCstore][Batonpasslane][Lineside][Kanbanroom]2)PCstore職制查找部品3‘)【部品無し】确认かんばん枚数&从Pレーン取出対象部品3)【部品有り】将部品供給到Bレーン4)部品直接供給BレーンCTLboard[HotcallCTLboard]6.Batonpasslane~向生产线供給部品~目的:按照定時不定量方式多回小lot向line供給[Batonpasslane]CourseA:CT-13L1[Lineside][Emptyboxarea][Emptydollyarea]DENSONTC2)出发時拉下拉线开关3)按照送货清单?工程内かんばん的所番地向生产线供給部品、回収空箱6)到空台車置場将空台車分离4)确认时间显示是否延迟(延迟時将空台車分离、返回B-lane并联络支援)【NG】规定时间以前運搬開始NG!:将引起生产线侧部品溢出CourseB:CourseC:[DeliveryList][Supplytimer][SupplyCTLAndon]1)按照供給指示器的時間開始運搬[Int.KBN]空5)将空箱放到各供应商的托盘上【詳細】供給显示板来的情報0238ABC3838A[Batonpasslane][SupplyCTLAndon]BCSupplystarttiming---00021)定時出发的广播2)出发時拉下拉绳、延迟时间会被reset3)延迟从到达规定时间开始记数(拉下拉绳reset)0002000203030301010200【Trouble】供給作业延迟时的職制支援ChassisTrimmingFinal[Assemblyline][Batonpasslane][Emptyboxa rea][Emptydollyarea][PCstore][Kanbanroom]【通常時】【作業延迟時】1)拉下拉绳?定時出発4)空箱整理5)空台車的分离4‘)分离台車、开始下次供給5’)職制为支援?移动到Bレーン6’)職制进行空箱整理延迟発生!2)部品供給空箱回収[SupplyCTLAndon][Supplytimer]3)确认显示时间是否作业延迟7.空箱回收场~空箱回収/整理~目的:按照工程別回収的空箱再按供应商別整理[Lineside][Emptyboxsortarea]DENSONTC空0010:009:551)向line供给有部品的箱子、回收空箱2)以时间显示板确认是否作业延迟、没有延迟向遅空箱整理场移動3)在空箱置场按供应商别整理空箱4)空箱达到规定高度后移动到空箱置场【Point】为了使空箱整理场的作業簡易化?预先在台車上进行空箱整理9:56[Supplytimer]8.工程内看板~看板回収/分类~目的:为了等间隔回收看板、正确的供给部品进行看板分类KBNcollect13:3014:2214:5915:36Pickstart13:5514:3215:0917:51S upplystart14:4115:1818:0018:37Kanbancollecttiming---[KBNcollecttimetable][Motherpost][KBNmanualsortbox][Kanban releasepost][NewKBS]2)T/L将かんばん从子看板箱移动至母看板箱5)读取工程内かんばん、打印list6)将かんばん?list放入releasepostの下段7)pick開始5分前将かんばん放到上段?交给作業者1)按时间表广播かんばん回収3)按照回収广播回収人员出発4)工程内かんばん按各pickingcourse分类9-1.順立場~部品set~目的:大物部品按順序供給可使线側空间縮小PartscodeNumberCellA011101550177B01330188C0122014401660200D0199[Shoppinglistprinter][Shoppinglist]1)按照shoppinglist开始作業3)按照shoppinglist将部品放至台车上4)按照収容数将かんばん放到台車上[Sequencesettingarea]5)以shoppinglist确认順立後部品0101012)确认台車連番并拉动到棚前01046)将順立完了台車放至指定場所01047)次の空台車拉动到棚前(进行下一项順立作業)ピックラックからの三角かんばんの外れた順序の見える化が次の要改善項目Sheet1ProgresslanePCstoredeliverycoursePCstoreB-laneProgresslaneJundateareaAssemblylineKarawangplantassemblylineEmpty boxareaModule areaSteelpalletKBNroomSheet1Progress lanePCstore delivery coursePCstoreB-laneProgress laneJundate areaAssemblylineKarawangplantassemblylineEmptyboxareaModuleareaSteelpalletKBNroomSheet1ProgresslanePCstoredeliverycoursePCstoreB-laneProgresslaneJundateareaAssemblyline KarawangplantassemblylineEmptyboxareaModuleareaSteelpalletKBNroomSheet1ProgresslanePCstoredeliverycoursePCstoreB-laneProgresslaneJundateareaAssemblyline KarawangplantassemblylineEmptyboxareaModuleareaSteelpalletKBNroomSheet1ProgresslanePCstoredeliverycoursePCstoreB-laneProgresslaneJundateareaAssemblyline KarawangplantassemblylineEmptyboxareaModuleareaSteelpalletKBNroomSheet1ProgresslanePCstoredeliverycoursePCstoreB-laneProgresslaneJundateareaAssemblyline KarawangplantassemblylineEmptyboxareaModuleareaSteelpalletKBNroomSheet1ProgresslanePCstoredeliverycoursePCstoreB-laneProgresslaneJundateareaAssemblyline KarawangplantassemblylineEmptyboxareaModuleareaSteelpalletKBNroomSheet1ProgresslanePCstoredeliverycoursePCstoreB-laneProgresslaneJundateareaAssemblyline Karawangplantassemblyline EmptyboxareaModule areaSteelpallet KBNroom Sheet1Progress lanePCstore delivery coursePCstore B-laneProgress laneJundate areaAssembly lineKarawangplantassemblylineEmptyboxareaModuleareaSteelpalletKBNroomSheet1ProgresslanePCstoredeliverycoursePCstoreB-laneProgresslaneJundateareaAssemblyline KarawangplantassemblylineEmptyboxareaModuleareaSteelpalletKBNroomSheet1ProgresslanePCstoredeliverycoursePCstoreB-laneProgresslaneJundateareaAssemblyline KarawangplantassemblylineEmptyboxareaModuleareaSteelpalletKBNroom。
物流服务标准丰田运输

丰田运输物流服务标准一、作业范围汽车货运主要承担长春地区集合便至天津、天津地区集合便至长春的往返运输任务;1、货物分类货物按性质分为普通货物和特种货物;货物按比重分为普通货物和轻泡货物;货物按承运方式分为整车货物、零担货物;货物按运输的距离分为:短途货物和长途货物;2、货物运输距离此项运输为长春至天津的长途往返运输;长春地区集货至天津、天津地区集货至长春3、装卸安全技术要求1此车辆的额定载质量符合规定,适应货物装卸的要求;2装载要均衡平稳、捆绑牢固,严禁上重下轻;3运载货物前,箱板要关闭严密;4载运货物不准超出车箱的长度和宽度;5装载货物的重量不超出核定总重量;4、货物包装要求1供应厂家要针对货物本身的特点、性能,采用适当的包装形式特殊货物要特殊包装,承运单位才能受理承运;2供应厂家要根据货物的主要性质和运输、装卸等安全要求,在货物包装外标住标准的货物标志,承运人及装卸人员要按货物标志要求运输和装卸;二、驾驶员上岗条件1、机动车驾驶员必须经公安机关考核合格,领取驾驶证、从业人员资格证后方准驾驶准驾车辆;2、驾驶员必须身体健康,在行车过程中按要求穿戴好劳保用品,保持精力旺盛,无不良情绪;3、熟知车辆的性能及构造,能够进行一般的维护,能排除常见故障;能熟练掌握货物装卸的安全技术要求;4、熟知汽车驾驶员安全操作规程;三、汽车运行过程的要求1、运输作业计划按一汽天津丰田技术中心TTCC下达的计划执行;2、运输路线要在保证运输安全的前提下,走费用最省的路线,即最经济的运行路线;102国道、高速公路再定3、运输时间1车辆必须按规定的路线运行;2集货时必须按集货时间或看板集货工作标准的要求按时按量进行作业;3运行时按照规定的时间到达;4恶劣天气能见度在5m以内或道路最大纵坡在60度以上、能见度在10m以内时应停止行驶,与物流本部联系;5车辆行驶以下地点、路段或遇到特殊的限速规定限速地点、路段及情况最高行驶速度有人看守铁路道口、交叉路口,装卸作业、行人稠密地段、设有15km/h警示标志处或转弯掉头时;结冰、积雪、积水的道路,无人看守铁路道口,恶劣天气能见度10km/h在30m以内时;进出厂房、仓库大门、停车场、加油站、危险地段、生产现5km/h场、倒车、拖带损坏车辆时;4、驾驶员操作要求1驾驶员应熟练掌握驾驶技术,精心爱护车辆,严格执行驾驶操作规程,做到安全行车、节油、节胎、合理延长车辆使用寿命;2驾驶操作基本要求行车前,做到预热起动,低档起步;起步时应注意下列事项:a车辆周围和下面有无障碍物;b仪表显示是否正常,制动气压是否达到规定值;c货物装载、捆绑是否稳固;行驶中,注意观察水温,平缓加速,控制车速,适当换挡,爬坡自如,行驶平稳;拖带挂车时,注意检查主车、挂车之间的连接机构,制动及安全装置,保持直线行驶,避免摇摆、冲击,注意转弯,安全礼让,尽量避免超车;驾驶作业标准按汽车驾驶员安全操作规程执行;四、质量责任1、驾驶员对下列情况负责1不按要求进行日常维护和一级维护,不执行“三检”制度造成的不良后果;2违章驾驶造成货物损坏及其他一切不良后果;3违反调度指令,不按规定出车造成的不良后果;4违反调度指令,正常情况下不按规定时间到达造成的不良后果;5未按要求确认货物装载、包装及部品纳品书是否符合有关规定,起车运输造成的一切不良后果;2、分公司对下列情况负责1由于管理不善,货物逾期到达或错交收货人的;2未遵守双方商定的运输条件和特约事项条款的;3经核实确属承运单位造成用户损失的;3、有下列情况之一的,承运单位不承担质量责任1不可抗力;2货物包装完整无损而内部货物短损;3货物的自然损耗和性质变化;4托运人错报匿报造成的损失;5有押运人且不属承运人责任的;6托运人违反国家法令,货物被有关部门查处的;7包装质量不符合标准而从外部无法发现的;8其他经查证非承运人责任所造成的损失;4、供应厂家托运方对下列情况负责1托运方未按合同或申报的用车时间要求准备好货物和应提供的装卸条件,以及货物运达后无人收获或拒绝收货,从而造成的车辆延滞及其他损失,托运方应付违约或延滞责任;2由于托运方发生下列过错造成车辆、设备损坏或人身伤亡,以及第三者损失的,由托运方给予补偿:在普通货物中夹带危险品或其他违反危险品运输规定的行为;错报、匿报货物的重量、规格和性质;包装质量不符合标准而从外部无法发现;包装图示标志错误;五、辅助生产过程1、分公司加强车辆技术管理工作,保持车辆技术状况良好,充分发挥运输车辆的效能,降低运行消耗,保证安全生产;2、车辆的技术管理工作按运输车辆技术管理规定执行;3、车辆的维护必须贯彻预防为主和技术经济相结合的原则,按里程强制维护,维护作业严格按汽车维护制度执行;4、车辆修理贯彻视情为主的原则,根据国家和省级主管部门的有关规定和技术标准进行,确保修理质量;六、生产服务过程1、调度工作合理组织运输生产,恰当地安排各项工作,充分利用公司的人力、物力、财力,协调各项工作之间的衔接和配合,使运输过程在高效率、高质量、低成本地进行;1调度原则先重点后一般的原则;及时、准确地按用户需求分配车辆;组织运输时,按供应厂家的装车顺序进行集货;明确货物的种类,合理调派车辆;2生产指挥依据生产作业计划,掌握可靠的生产活动、生产变化的信息,统一调度、指挥运输生产,协调各部门关系,使每一个环节有条不紊、均衡地进行;生产指挥的要求:充分利用人力、物力、财力,使运输过程效率高、质量好、成本低;组织运输生产过程应符合连续性,运输过程的各个环节、各项作业之间,在时间上应紧密地衔接和连续地进行,不应发生各种不合理的中断现象;组织运输生产过程应符合平行性,运输过程的各个环节、各项作业之间,在时间上应可能平行地进行,加速车辆的运转;组织运输生产过程应符合协调性,运输过程的各个环节、各项作业之间,在生产能力上要保持适当的比例关系,所配备的驾驶员、维修商、车辆、机械设备的生产能力,必须互相协调,不应发生配套不平横、相互脱节的现象;组织运输生产过程应符合均衡性,运输过程的各个环节在相同的时间内,完成相等的工作量;3质量责任调度员接到任务后,漏登、错派或派车不合理造成的不良后果由调度员负责;调度员有责任向上级主管部门汇报车辆动态;监督车辆的作业情况,及时反馈信息;根据用户需求和运行条件合理分配运输车辆;2、物资管理和供应1物资管理的范围包括原材料、燃料、轮胎、零配件、工具等,物资供应要以满足运输生产,切合运输生产的实际需要为原则;2物资的采购和保管工作按物资管理标准执行;3严格汽车燃油的管理和供应,实行按公里定额供应;4物资的供应按物资供应管理制度执行;七、货物装卸与交接1、货物装卸1承运人按规定的顺序到供应厂家和输送地进行集货、卸货;2承运人应在规定的时间内把车辆开到指定的集货、卸货区,供应厂家和用户应在规定的时间内装卸完毕;3货物在装卸过程中,承运人对货物的装卸进行监督检查;发现以下问题及时与用户沟通:货物装载不符合要求,可能导致货物损坏的;不符合装载安全技术条件的;货物应加盖防尘罩或塑料部而未加盖或加盖不严的;货物外观质量有问题的;2、货物交接1用户与承运人双方均须严格履行交接手续;2货物起运前,承运人要认真核对货物的品名、规格、数量与部品纳品书是否相符,包装是否完好,发现不符合规定的不可起运;由于包装轻度破损,短时间修复、调换有困难,用户要求装车起运的,需经供应厂家、承运人确认同意后,双方做好记录,方可装运,其后果由供应厂家负责;3货物运达输送地,经收货人查验无误签字后,运输任务完毕;如发现货损,双方交接人员做好记录并签字确认;收货人不得因货损拒绝收货;4货物交接时,收货人与承运人双方对货物如有异议,均可提出查验,如有不符,按有关规定处理;。
《丰田汽车物流管理系统介绍》课件讲义

生産計画 内示
安排。箱种类管理
部品定单
模拟/ 物流费报价
物流計画策定
计算货量
基本时间 表
装载。连接 接收计划
每日时间 表
供应商地图 / 路线编组
物流実績履歴管理
物流現場指示 分期基地・验收作业
司机/卡车编排 卡车运行管理
出货信息 / 线路管理
考评/成本管理
评价
成本 管理 付款
5.TLMS导入的目的及必要的运用
靠近顺引
1.高负荷 2.适应变化
5. TLMS导入的目的及必要运用
1.平准化节拍 & 根据客户根据GUI 进行修正 2.遵守“FIFO”
b.细致的厂外物流计划(出发、配送计划)的制定
基本时间表(创建出发时间)
供应商
供应商出 发时间
工厂
开车时间
到收货仓
验收时间 工厂出发时间
5. TLMS导入的目的及必要运用
Quick countermeasure to keep reasonable route & truck
Investigation of the reason Expedite
原因调查
特車安排
为了保持最合适的路线.班次 而采取最合适的对策
Suggestion Information
建议
信息
Information 信息
a.支持以TPS为基础的全球丰田的标准运作.系统
包含进度吸收分割LANE的总体工程印象(例:TMT)
厂外物流区域
厂内物流区域
供应商
共同/中转物流
#丰田安排
供应商
供应商
按计划交货
多频次配送
・没有交付货物的订单 直接存储到分巷
丰田生产方式的生产物流系统研究

丰田生产方式的生产物流系统研究丰田生产方式的生产物流系统研究11生产物流的概念企业的生产物流活动一般是指在生产工艺中的物流活动。
将原材料、燃料、外购件投入生产后,经过下料、发料,运送到各加工点和存储点,以在制品的形态,从一个生产单位流入另一个生产单位,按照规定的工艺过程进行加工、储存,借助一定的运输装置,在某个点内流转,又从某个点内流出,始终体现着物料实物形态的流转过程。
流转过程中,材料本身被加工,并产生一定的废料、余料,直到生产加工结束,再流转至仓库。
丰田生产方式的生产物流是有区别于生产工艺角度的物流系统的,它主要是指伴随企业内部生产过程的物流活动,即按照工厂布局、产品生产过程和工艺流程的要求,实现原材料、半成品、产成品等物料在工厂内部供应库与车间、车间与车间、工序与工序、车间与成品库之间流转的物流活动。
12生产物流的特点121实现加工附加值針对一般大小的企业来说,生产物流只要是发生在企业内部的生产活动,而且其主要目的是保证生产的顺利进行,在空间和时间价值上相对于社会物流来说都不是非常明显。
生产物流主要体现在加工附加价值上,因为它本身就是伴随生产过程而产生的,也实现了企业的主要目的。
122工艺过程性物流一旦企业的生产工艺、生产装备及生产流程确定,生产物流也就形成了一种稳定的物流系统,成为了工艺流程的重要组成部分。
它的稳定性是不能轻易被改变的,除非企业的生产工艺、生产流程等被改变,因此生产物流的改进也是通过生产工艺的优化得以进行的。
123具有很强的伴生性首先,生产物流是伴随生产工艺等活动产生的,它是生产过程的组成部分。
其次,它也是企业物流的一部分,这就决定了生产物流是很难成为一个独立的系统。
2丰田生产方式下的生产物流运作丰田生产方式最早是由日本丰田公司创立的,20世纪70年代左右,受两次石油危机的影响,很多世界性的企业都受到重创,唯有日本丰田公司的损失最小,这使得丰田生产方式在日本乃至世界范围内一举成名,在经济低速发展的形势下,更是受到各国企业尤其是制造型企业的追捧。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
3. Module置場 ~進度開梱~
目的:基于生产线进度、多回小批量往工厂内搬入部品
Progress lane
PC store delivery course
PC store
B-lane
Assembly line
Empty box area
Module area
KBN room
Steel pallet
Empty box area
Module area
KBN room
Steel pallet
Progress lane
Jundate area
Karawang plant assembly line
13210 #23
[L/O counter]
1)L/O台数/ order countdown &現在搬出
♯1 ♯2 ♯3 ♯4 ♯5 ♯6 ♯7 ♯8 ♯9 ♯10 ♯11 ♯12 ♯13 ♯14 ♯15 ♯16
按照进度 供给
看板室
PC区
111
T
C
F
2
2
2
T
C
F
33
3
TC
F
出发准备
1 23 T TT
12 3 CC C
組立线
1 23 F FF
工程内看板
○ 小lot order 、○ 短L/T、○ Market Oriented
Jundate area
Karawang plant assembly line
1. Progress lane ~从P-lane搬出部品~
目的:基于生产线进度、多回小lot往工厂内搬入部品
Progress lane
PC store delivery course
PC store
B-lane
Assembly line
C
123 PC1-A [e-KBN]
4)确认e-KBN的搬出course #、 移動至PC course
[PC store delivery course]
5)用叉车将物品搬至搬入 course的空台車上
321 #3
[L/O counter] line停止!
【 Trouble 】 停线時的部品溢出
TMMIN(KARAWANG工場)的場合
(IMV前)从CKD生産型line开始・・・
後補充看板
現調供应商
単独便納入
中妓站
指示発注
港
W/H
无视使用 供应
× 在庫多、× 由于停滞造成L/T長、× 供给过剩
(IMV後)PxP型flexible量産line
e-看板
現調供应 商
中妓站
牛奶线納入
スンター
进度吸収lane
1)line停止時、L/O counter 的台数表示也停止
2)lane#3的物品 全部搬出
【NG】 为防止PC store的部品溢出、先行搬出NG!
#1 #2
#3 #4 #5
[Progress lane]
Course C [PC store delivery course]
3)現lane的搬出完了後、 停止作業、等待下一次指示
开箱
[Unpack area]
[Container yard]
2)基于 order情報做成每 个module系列的平準化开
中lane#的表示
2)根据下一lane#表 示搬出開始
【 Point]】 因为按照生产进度搬出部品、必需按照
L/O counter的指示来搬出!
#1 #2
#3 #4 #5
6)対象lane#的物品 搬出完了後、拉动绳子
Course C
[Progress lane]
3)用叉车从相应的P-lane 搬出物品
Progress lane
PC store delivery course
PC store
B-lane
Assembly line
Empty box area
Module area
KBN room
Emp.box sort
Free Location
Rack
Steel pallet
Progress lane
KBN room
Байду номын сангаас
Steel pallet
Progress lane
Jundate area
Karawang plant assembly line
5)空托盘整理
[Empty skid area]
6)在最初的搬入course 将空台車分离
Course C
【 Point 】 为了使搬入作業効率化、搬入course有必要
本日説明的工厂内物流流程和各自的目的
(1)P-lane:基于生产线进度、多回小lot引取 (2) )Module置場:基于生产线进度開梱使在庫一定化 (3) Free location rack :部品溢出防止、FIFO的遵守 (4)PC store :安全在庫機能、種類変動対応
(5)line供給:以後補充方式多回小lot供給 (6)空箱sort場:按工程別被回収的空箱的仕入先別sort (7)順立場:line側space縮小
设为两列(実台車用/空台車用)
4)向空托盘置场移動 PC1-A
[PC store]
[PC store delivery course]
C
123 PC1-A [e-KBN]
2)确认e-看板的PC搬入 course#、出発
1)搬入作業指示:全部台車要 装满货物
C
123 PC1-A [e-KBN]
3)基于e-かんばん的PCstore 所番地搬入部品
【形式知化 構内物
流】 面向海外工厂内物流的 基本运营流程
2014.9.13 TMC 生産管理部
人材開発室
我们(作为製造業的TOYOTA)的目标
以最短的L/T、最高的品質及较低的成本向客户提供所期待的车辆
为此物流应是・・・
能够实现“以实际需要为基准的生産”“安定的且容易对应的”物流
也就是说・・・
Cyclic,小 lot,少人化運搬(有助于构建紧凑型的生産线)
Progress lane
Jundate area
Karawang plant assembly line
1)根据container毎系列的 key module Min在庫 决定发注,开捆
01290
[L/O counter]
4)FLR放至拖盘 、其它放至 台車
TMT
SN
ASSB
SO
3)达到指示台数时确认対象 module#后取出module 、
2.PCstore搬入course ~部品搬入PCstore~
目的:迎合P-lane搬出的進度、以较短的L/T搬入PCstore
Progress lane
PC store delivery course
PC store
B-lane
Assembly line
Empty box area
Module area