自动散装带装电阻成型机
电阻成型机基础知识点总结
电阻成型机基础知识点总结电阻成型机基础知识点总结电阻成型机是一种常用的生产设备,用于制造电阻器,其工作原理和基本构造对于了解和运用电阻成型机的人来说非常重要。
本文将总结电阻成型机的基础知识点,包括其工作原理、工作过程、控制系统和常见故障等方面。
一、工作原理电阻成型机主要由电源、电动机、成型辊、传动装置和控制系统等部分组成。
其工作原理是通过电动机带动传动装置,使成型辊旋转,通过辊之间的压力和摩擦力,将金属线材进行成型和压制,最终形成电阻器。
二、工作过程电阻成型机的工作过程主要分为下料、进料、成型、切割和收料几个步骤。
首先将金属线材放置到转盘上,通过传动装置将其送入成型辊,成型辊对金属线材进行弯曲和压制,使其达到所需的形状和尺寸。
然后通过切割装置将成型好的电阻器切割成一定长度。
最后将成品收集起来,准备进行后续处理和包装。
三、控制系统电阻成型机的控制系统主要包括电动机控制、传动装置控制和安全保护控制等。
电动机控制用于控制电动机的正反转和速度调节,以满足不同需求。
传动装置控制用于调节传动装置的工作状态,保证金属线材的顺畅进料和成型。
安全保护控制用于监测机器的工作状态,一旦出现异常情况,将及时停机并发出警报,确保操作人员的安全。
四、常见故障在使用电阻成型机的过程中,可能会出现一些常见故障。
例如,电动机无法正常启动、成型辊卡住、金属线材进料困难等问题。
对于这些故障,我们需要仔细检查设备的各个部分,包括电源、电动机、传动装置和成型辊等,确保其正常运作。
同时,定期保养和维护设备也是预防故障的重要手段。
五、使用注意事项在操作电阻成型机时,需要注意以下几点。
首先,要熟悉设备的工作原理和操作步骤,以避免错误操作导致的故障。
其次,操作人员要佩戴好个人防护装备,确保自身的安全。
再次,定期检查设备的各个部件,保持其正常工作状态。
最后,合理规划生产计划,根据设备的工作能力和产量要求进行生产,以确保高效和稳定的生产。
六、发展趋势随着科技的不断进步,电阻成型机也在不断发展和改进。
2018中国十大成型机品牌排行榜-成型机品牌厂商
成型机产品介绍
&供应商目录
概述:在企业发展和对产品质量、成本、交期、环保等提出更高的要求时,成型机供应商与采购商之间合作、相互依存的关系越来越紧密,供应商之间竞争已成为整个供应链的竞争。
从而成型机需要的成品、半成品、原材料、配件、机械等供应链产品和优质成型机供应商已经大势所趋。
标签:成型机厂家,成型机图片,成型机价格,成型机标价
来源:一呼百应平台(互联网+制造服务平台)
附加说明:
更新日期:2018年07月03日
一呼百应平台完整版的成型机供应商数据占用版面过大,因受限于百度文库文件上传大小、篇幅限制,仅仅只上传一部分。
需要查看更多最新完整成型机商家信息,请登陆一呼百应网进行搜索查阅。
自动包装、码垛、装车系统技术要求

自动包装、码垛、装车系统技术要求1、操作条件:1.1气象条件:1〕厂区属于热带季风气候;2〕年均气温26.7℃,极端最高气温42.6℃,最低气温20.7℃;3〕年均降水量2448.6mm,每年5~10月为雨季,11月~年4月为旱季;4〕年均相对湿度80.2%,年均蒸发量为996.9mm;5〕年均日照总时数为2448.5小时;6〕风向以东风和南风为主,东风出现在9月~次年4月,南风出现在5~8月,月平均风速为0.9~1.3m/s,最大风速出现在4月,达16m/s。
1.2 安装条件:包装码垛在封闭厂房内,装车系统在敞开式遮雨棚内。
1.3 电力供应:380V/50Hz;气源:~0.6Mpa。
1.4 物料特性:2、工艺要求:工艺条件及设备性能要求见数据表,投标单位根据数据表参数进行合理选型。
设计要求采用四套自动上袋全自动包装系统、自动封口系统〔内涂膜编制袋〕,并线为两套自动装车〔和码垛〕系统。
工艺流程为:氯化钾包装袋输送至可正反转的可逆输送机上,通过提升输送机至装车机〔两套〕,经料袋溜槽输送到装车皮带机上,装车皮带机要求设计为长度方向可伸缩、水平方向可回转、高度方向可升降,确保人工在车板上装车最方便最省力,无堆码死角。
装车机上配有控制盒,由人工可以实现对装车机的控制;包装产品如需入库时,可逆输送机反向输送,经带式输送机提升至自动码垛机〔两套〕,通过托盘叉车码至库内贮存。
2、包装系统性能要求2.1包装机组根本功能本生产线为50kg/包包装线,采用四套自动上袋全自动包装系统,每套包装线主要包括双联秤形式电子包装秤、自动上袋、皮带输送单元、折边缝包单元、倒袋整形单元和除尘器等,每两套自动包装系统并线后,可以进入两套装车系统,如需入库那么进入两套自动码垛系统、托盘码垛叉车转运。
整套系统具有故障显示及报警功能,并有完善的故障保护及连锁停机功能。
供货范围见下表:除尘系统包括设备和管道都由厂家配套提供,厂家提供控制柜,每套1台。
电子元件成型机哪个品牌好电子元件成型机的十个品牌厂商

电子元件成型机哪个品牌好?电子元件成型机的十个品牌厂商电子元件成型机的牌子主要有:不同的电子元件成型机品牌之间各有差异、各有各的优势和不足点,在选择电子元件成型机的时候,不同的买家会从不同的侧重点进行考虑,从而进行决策选择。
那么,哪些企业主营的产品更适合呢?下面小编就来为大家介绍值得我们参考的十个电子元件成型机品牌厂商,供大家进行选购。
一、深圳市兴东昌机电有限公司主营产品:阻尼电机,调速电机,定速电机,可逆电机,变频器,刹车电机,减速电机,光轴电机企业成立: 1998-10-06 员工规模: 1 - 10人经营类型:生产型注册资金: 100万以下生产规模:10000000万商铺状态:开通第8年东川集团以生产精密微型交直流减速电机,(标准电机、调速电机、刹车电机、可逆阻尼电机、非标电机)三相220V/三相380V电机而驰名中外。
公司于2001年在上海成立(东川传动设备有限公司);位于上海浦东第二开发新区,交通运输便利,环境优美,地理位置优越。
并于2010年在深圳成立组装工厂(深圳市兴东昌机电有...详情查看企业商铺产品展示如下:白云区120W调速光轴电机价格_海珠120W调速光轴电机报价_ 广州120W调速光轴电机报价dongchuan90W厂家电机_广东90W调速电机深圳90W调速电机报价现货供应120W交流调速电机小功率低噪音高精密深圳东川供应120W轴15电机二、东莞市展荣电子设备有限公司(供应部)主营产品:电阻成型机,电容成型机,电容剪脚机,散热片锁可控硅机,插件机,二极管成型机,三极管成型机,LED灯成型机企业成立: 2008-01-28 员工规模: 100-199人经营类型:生产型注册资金: 100万以下生产规模:100000台/年商铺状态:开通第5年东莞市展荣电子设备公司,是一间大型专业致力研发、生产、销售电子元件成型专用设备,也是业界最专业最全面最权威的元件成型专家。
主要产品有散装/带装电容剪脚成型机、LED灯成型机、电阻/二极管成型机、散装/管装晶体成型机、IC整形切脚机、P.C.B板切脚机、V-CUT基板分板机等等电子零件加工专用设备。
电阻成型机F型操作作业指导书

1.1设备表面擦试干净。
1.2清除导轨中间的杂物。
1.3调整导轨宽度刚好是和需加工元件一致(机器运转时不能掉件)。
2.0作业顺序:
2.1加工前要对机器进行调整,以便加工出所需尺寸的零件。先松开成型座固定螺丝,将成型片对准退料片的中心。成型齿刀固定于齿刀轴上,切断齿刀则套在成型齿刀上,用螺丝固定。切刀套在切刀轴上,其内槽则卡入切断齿刀上,不再加以固定。以退料片为中心,按跨距的大小将左右两边的成型齿刀调到以中心对称的合适位置。再把成型齿刀的螺丝固定在齿刀轴上,然后按脚长调整切断齿刀的左右位置,切刀也跟着移动,再把切断齿刀的固定螺丝固定在成型齿刀上,以确定零件在刀具上的位置。
2.2若为带装料时,根据零件在刀具上的位置,调整带装送料轨道,挡住零件的两端,以保证零件在加工时的位置。若为散装料时,根据零件在刀具上的位置,调整动静齿条,使两动齿条在零件本体的两边卡住元件,两导轨挡住元件的两端留间隙,以便其顺利通过。锁紧。
修订履历
制/修订日期
版次
制/改订部门
变更内容概述
2011.08.22
DIP课
新制定。
3.0注意事项:
3.1入料时应使元件保持整齐,若为带式电阻或盒式电阻操作员应将元件整理适当,以避免卡料。
3.2切刀和齿刀应避免碰撞,钢质部件比较脆硬易断裂,操作员应严防其它物体碰到。
4.0设备保养
4.1每次工作完成后清除集屑。
4.2定时加注润滑油,每次工作前应检查传动部分的润滑。
4.3定期检查各传动螺丝是否松动并紧固。
马口铁三片罐电阻焊设备的技术创新和竞争优势
马口铁三片罐电阻焊设备的技术创新和竞争优势陈中坚【摘要】Recently two years can manufacturing demands of high-speed equipments for beverage and canning industry in 3 piece cans in domestic are weakness, and hundreds of domestic tinplate suppliers, their tinplate as cheap and low quality to make a rapid growth in can manufacturing. For quality problems of tinplate in current domestic, old welding machine for using cam swing mechanism, hitting speed is slow,so first point of weld seam easy to appear sharp point,crack in flanging seaming and faulty welded etc caused waste cans, this paper focus on stability technology at transport,welding speed of copper wire and welding current,improving stability of running and quality of weld seam.%近两年国内三片罐高速饮料设备、罐头行业制罐需求疲软,而国内近百家马口铁生产厂家生产的低价低质量马口铁引爆工业制罐的高速增长。
针对目前国内马口铁质量问题,传统焊机采用凸轮摆动机构,因此凸轮打罐速度偏慢,焊缝头点易出现尖点,容易产生翻边卷封裂口、虚焊等导致废品罐的问题,着重进行送罐稳定性技术、焊接铜线速度稳定性技术、焊接电流稳定性技术等多方面的研究,系统提升整机工作稳定性和焊缝质量。
电子设备加工厂电阻成型机操作规程

电子设备加工厂电阻成型机操作规程
16.1、使用成型机成型散装电阻时操作如下:
16.1.1、具体如下:
a、用手扭松进料夹的紧固螺栓。
b、用内六角扳手扭松成型刀固定块的紧固螺钉。
c、用内六角扳手扭松成型齿和切断齿的紧固螺钉。
16.1.2、用搬运成型齿,使两成型齿外侧距离为10mm,然后锁紧成型齿。
16.1.3、用手搬动切断齿,使切断齿之间的间隙为8mm,然后锁紧切断齿。
16.1.4、用滚花调节轮调节成型刀,使成型刀与成型齿之间的间隙稍大与0.5mm,然后锁紧成型刀固定块。
16.1.5、以上成型切脚部分调整完毕。
16.1.6、用大、小调节轮调节送料齿条中心对准成型齿中心。
16.1.7、用内六角扳手扭松护料片的紧固螺钉,调节两护料片的间隙为电阻的总长度,然后锁紧护料片的紧固螺钉。
16.2、成型带装电阻时操作如下:
a、按照散装成型切脚部分同样操作。
b、安装支撑架,调节支撑架的高度,挂好带装电阻。
c、安装带装电阻,排带两边安装在进料夹的轨道内,使排带能自由在轨道内滑动,但不能晃动太大,也不能过紧。
如齿轮拉料不正,须先停机用人手辅助。
16.3、注意事项
在切断齿和成型齿及送料齿条上要保持清洁,切不能有油污,以免粘附电子元器件影响电子元件的成型质量。
3200-60dj-306散装电阻成型机操作规程

安特仪表集团有限公司散装电阻成型机操作规程3200-60共 1 页第1 页为了保证操作人员的人生安全,规范操作人员的作业,保证设备正常运行,延长设备的使用寿命。
制定本操作规程。
一、【操作程序】1、检查、准备1.1设备表面擦试干净。
1.2清除导轨中间的杂物。
1.3调整导轨宽度刚好是和需加工元件一致(机器运转时不能掉件)2、作业顺序:2.1加工前要对机器进行调整,以便加工出所需尺寸的零件。
先松开成型座固定螺丝,将成型片对准退料片的中心。
成型齿刀固定于齿刀轴上,切断齿刀则套在成型齿刀上,用螺丝固定。
切刀套在切刀轴上,其内槽则卡入切断齿刀上,不再加以固定。
以退料片为中心,按跨距的大小将左右两边的成型齿刀调到以中心对称的合适位置。
再把成型齿刀的螺丝固定在齿刀轴上,然后按脚长调整切断齿刀的左右位置,切刀也跟着移动,再把切断齿刀的固定螺丝固定在成型齿刀上,以确定零件在刀具上的位置。
2.2若为带装料时,根据零件在刀具上的位置,调整带装送料轨道,挡住零件的两端,以保证零件在加工时的位置。
若为散装料时,根据零件在刀具上的位置,调整动静齿条,使两动齿条在零件本体的两边卡住元件,两导轨挡住元件的两端留间隙,以便其顺利通过。
2.3零件两脚的平整度可调整F型成型片下面的顶紧螺丝,调整完毕后把螺丝锁紧。
二、【注意事项】1、入料时应使元件保持整齐,若为带式电阻或盒式电阻操作员应将元件整理适当,以避免卡料。
2、切刀和齿刀应避免碰撞,钢质部件比较脆硬易断裂,操作员应严防其它物体碰到。
3、每次工作完成后清除集屑。
4、定时加注润滑油,每次工作前应检查传动部分的润滑。
5、定期检查各传动螺丝是否松动并紧固底图号资料来源编制装订号审核标准化提出部门批准标记处数更改文件号签字日期中国安特DJ-306散装电阻成型机操作规程3200-60安特仪表集团有限公司年月日下面的是2016年经典励志语录,需要的朋友可以欣赏,不需要的朋友下载后可以编辑删除!!谢谢!!1、有来路,没退路;留退路,是绝路。
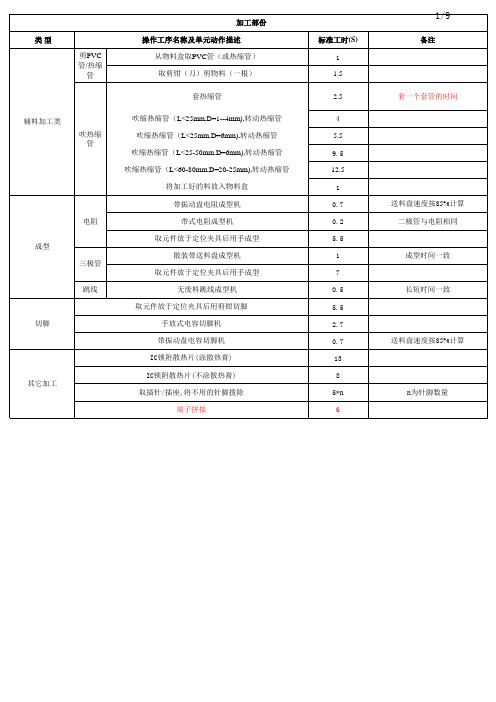
标准工时表
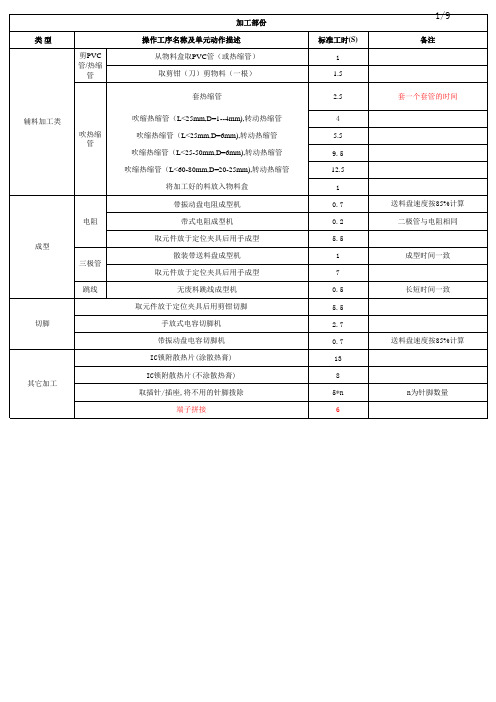
IC座 火牛类
插件部份 操作工序名称及单元动作描述 贴20mm长以下皱纹胶纸/高温胶纸 贴20mm~50mm长皱纹胶纸/高温胶纸 贴50mm长以上皱纹胶纸/高温胶纸
长5mm以下 长5--30mm 长5--30mm以上 电阻1/8W 电阻1/4W以上 立式电阻1/8W 立式电阻1/4W以上 电解电容 陶瓷、瓷片电容 一般的二极管 发光二极管 大体积的二极管 棒芯电感 柱环形电感 圆环形电感 管脚一字形三极管 管脚品字形三极管 6脚以下插座 6--12脚插座 12脚以上插座 排插(3脚以上) 排插(3脚以下) 插AV插座/AV+S端子 插光纤座 插SCART座(24PIN) 插DC插座 插AV插座(DVB系列)
15
1.n为纸卡数量。2.使用周转箱时不
17
含此工时
折好卡通箱底部,两边及中间封胶纸(长:85cm,宽:50cm)
23
将包好的PCBA放入包装箱
5
类型 吹套管 扎线类 点胶类
锁螺丝类 粘贴类
装配部份
操作工序名称及单元动作描述
从拉带(台面)取机,使热缩管处对于风筒口
吹缩热缩管(L<25mm,D=1--4mm),转动热缩管
放PCB板于拉带(台面)
一手取PCB并放于台面
另一手从烙铁架取烙铁
取锡线加锡至一焊盘
取镊子夹SMD焊一端于PCB,放回镊子到台面
加锡至另一焊盘,放回烙铁到烙铁座
放PCB板于拉带(台面)
从拉带(台面)取PCB
放于夹具上
从物料盒取出元件插于PCB
扣压夹具,转至锡点面
取锡线,烙铁至焊点
标准工时(S) 1 1
11
抹PCB(需抹面积25-50c㎡),放回无尘布
2018中国十大成型机品牌排行榜-成型机品牌厂商
成型机产品介绍
&供应商目录
概述:在企业发展和对产品质量、成本、交期、环保等提出更高的要求时,成型机供应商与采购商之间合作、相互依存的关系越来越紧密,供应商之间竞争已成为整个供应链的竞争。
从而成型机需要的成品、半成品、原材料、配件、机械等供应链产品和优质成型机供应商已经大势所趋。
标签:成型机厂家,成型机图片,成型机价格,成型机标价
来源:一呼百应平台(互联网+制造服务平台)
附加说明:
更新日期:2018年07月03日
一呼百应平台完整版的成型机供应商数据占用版面过大,因受限于百度文库文件上传大小、篇幅限制,仅仅只上传一部分。
需要查看更多最新完整成型机商家信息,请登陆一呼百应网进行搜索查阅。
SMT设备方案介绍

SMT设备方案介绍引言SMT(Surface Mount Technology)是一种表面贴装技术,现在在电子制造业中被广泛应用。
SMT设备是实现表面贴装工艺的关键设备,其能够高效、精确地将电子元件粘贴在PCB板上。
本文将介绍SMT设备的基本原理、分类和应用。
1. SMT设备的基本原理SMT设备的基本原理是通过将表面组装元件(SMD)粘贴到PCB板上,完成电子元器件的安装。
其主要由以下组成部分构成:1.1 自动上料机自动上料机是SMT设备中的重要组成部分,其功能是将元器件从供料器中自动取出并送至下一工序。
上料机具有快速、准确、稳定的特点,可实时监测元器件的供料情况。
1.2 贴片机贴片机是SMT设备中的核心设备,用于将SMD粘贴到PCB板上。
其工作原理是通过精确的运动控制系统,将SMD从送料器中取出并粘贴到设计好的位置。
贴片机具有高速度、高精度、多功能的特点,可以针对不同尺寸和类型的SMD进行粘贴。
1.3 热炉热炉是SMT设备中用于焊接的部分,其主要功能是通过加热,将SMD与PCB 板焊接在一起。
热炉通常采用热风循环的方式,使热量均匀分布,保证焊接的质量。
2. SMT设备的分类根据功能和用途的不同,SMT设备可以分为以下几类:2.1 贴片机贴片机根据贴片头的种类可以分为单头、双头、多头贴片机等。
根据贴片速度的不同,还可分为中速、高速贴片机。
贴片机的选择应根据生产需求和贴片质量要求进行合理选择。
2.2 焊接设备焊接设备包括波峰焊机和回流焊机。
波峰焊机主要用于大功率元件的焊接,回流焊机则适用于小功率元件和灵活生产线。
焊接设备的选择应根据焊接工艺和产品要求进行。
2.3 检测设备检测设备主要用于对完成贴片和焊接的产品进行检测和质量控制。
常见的检测设备有AOI(自动光学检测),SPI(针对贴片前的Solder Paste上光的时候检测),X-ray(检测焊接点的质量)等。
2.4 辅助设备辅助设备包括供料机、传送带、印刷机等。
生产常用治工具初步认识

静电刷
功能:清理PCBA上的零件脚等异物;防静电. 说明:有笔出短路,空焊,缺件,开路等PCBA不 良.
说明:依TOP作业 图示:
FCT测试治具
功能:用于测试PCBA的功能不良. 说明:依TOP作业 图示(仅供参考):
电锁
汽枪
功能:可利用汽压将锡孔打开. 说明:不可对人体吹打. 图示:
万用表
功能:用于检查PCBA是否有短路现象,量测烙 铁有无超过静电V度.
说明:下班前需交于领班统一管理,不可丢失. 图示:
烙铁
功能:焊接. 说明:与烙铁架,烙铁头,海绵一并使用,需定时
保养. 图示:
胶枪
功能:自动熔胶固定零件. 说明:注意安全与保持5S 图示:
功能:组装时锁附螺丝,使之达到装配目的. 说明:依对应机种的SOP检查电锁的扭力,由技
朮员调整. 图示(仅供参考):
放大镜
功能:检查PCB的一种视力辅助工具. 说明:根据不同需求选择5倍,10倍,20倍等不同
倍数的放大镜. 图示:
显微镜
功能:比放大镜更精密的一种视力辅助工具. 说明:特殊需求才会使用. 图示:
加工机器---自动剪脚机
功能:依指定规格加工零件. 说明:仅可对带式零件进行剪脚,参看sop作业. 图示:
加工机器---手动剪脚机
功能:依指定规格加工零件. 说明:一般对散装零件手送剪脚,参照SOP作业 图示:
加工机器---电阻成型机
功能:对电阻类零件进行成型. 说明:据不同要求可自行调整肩距,参照sop作
图示:
罩板
功能:辅助检查PCBA有无缺件现象. 说明:红色标示为零件的区分点(方向或PIN角). 图示:
裁板机
功能:将联板裁成单板,裁掉板边;提高分板速 度,防止折伤零件.
标准工时表
放于拉带或台面
取包装料于台面
取贴纸于台面
对位,贴于纸箱
放包装料到工作台旁
取彩盒于台面
折好彩盒
放于拉带或台面
组合纸卡
折好卡通箱底部,两边及中间封胶纸(长:40cm,宽:20cm)
折好卡通箱底部,两边及中间封胶纸(长:50cm,宽:30cm)
折好卡通箱底部,两边及中间封胶纸(长:85cm,宽:50cm)
包装部份
操作工序名称及单元动作描述
从台面取胶袋并将胶袋口张开
从台面取附件入胶袋
折好胶袋,撕文具胶纸粘好
放于拉带或台面
取胶袋并将胶袋口张开
小成品 (1100c
m3)
取成品入胶袋 折好胶袋,撕一条胶纸封口
放于拉带或台面
取胶袋并将胶袋口张开
小成品 (36000
cm3)
取成品入胶袋 折好胶袋,撕一条胶纸封口
1.n为元件数 2.元件不良按5%计算 3.排插,IC及IC座的数 量按元件脚数1/2折算 4.执锡时间不足3秒为3秒算
1.n为锡点数 2.锡点不良按5%计算 3.特殊夹具以实际为主 4.执锡时间不足3秒为3秒算
特殊夹具以实际为主
n为加锡的焊点数
两手作业,但不是同时作业
定位并焊接贴焊料
特殊夹具以实际为主
插座类
IC座 火牛类
插件部份 操作工序名称及单元动作描述 贴20mm长以下皱纹胶纸/高温胶纸 贴20mm~50mm长皱纹胶纸/高温胶纸 贴50mm长以上皱纹胶纸/高温胶纸
长5mm以下 长5--30mm 长5--30mm以上 电阻1/8W 电阻1/4W以上 立式电阻1/8W 立式电阻1/4W以上 电解电容 陶瓷、瓷片电容 一般的二极管 发光二极管 大体积的二极管 棒芯电感 柱环形电感 圆环形电感 管脚一字形三极管 管脚品字形三极管 6脚以下插座 6--12脚插座 12脚以上插座 排插(3脚以上) 排插(3脚以下) 插AV插座/AV+S端子 插光纤座 插SCART座(24PIN) 插DC插座 插AV插座(DVB系列)
电视机组装的程序和方法

第三章 电视机组装的程序和方法 电视机的组装有两种情况,一种是电视机生产厂家流水线上的组装方式;另一种是各学校教学中课堂化的组装方式。
这里将对这两种方式分别作简要介绍。
第一节以课堂化组装方式为主,同时也结合电视机生产的工艺流程作介绍;第二节以电视机生产厂家流水线上的组装方式为主进行介绍。
第一节 电视机组装的程序 一、识读工艺文件 组装电视机时首先要认真阅读其工艺文件。
工艺文件是工业生产部门实施生产的技术文件,也是生产过程中的指导性文件。
它是经过设计、试制、定型、生产、更改、再生产而编制的重要文件,是企业组织生产加工的依据,并对提高工人技术水平、保证产品质量、安全生产、降低材料消耗,具有重要的作用。
所以,工人在生产操作过程中必须严格按照工艺文件执行。
这是企业的一条法定纪律。
工艺文件的内容有:封面、工艺文件目录、工艺路线表、电气装配导线表、配套明细表、电气装配工艺卡片、工艺说明、工艺更改通知单等,分别见表3-1、表3-2、表3-3、表3-4、表3-5、表3-6、表3-7、表3-8。
表3-1 工艺文件封面密级机密产品系统代号产品代号工艺文件编号1阶段标记工艺文件 工艺文件名称 零、部、组(整)件代号 零、部、组(整)件名称共 册 第 册 批 准 编制单位 工艺文件封面用于全套工艺文件装订成册时作为外封。
表3-2 工艺文件目录 工艺文件目录供工艺文件装订成册用,是文件配齐成套归档的依据。
83第三章 电视机组装的程序和方法 表3-3 工艺路线表 本表用于产品生产的安排和调度,反映产品由毛胚准备到成品包装的整个工艺过程。
93第一节 电视机组装的程序04第三章 电视机组装的程序和方法 表3-4 电气装配导线表 本表为导线及扎线的下料、剥头、浸锡加工、装配焊接的依据。
表3-5 配套明细表 本表是装配过程中所需要的零、部、组(整)件及材料与辅助材料清单,供有关部门在配套、发料、领料时用。
14第一节 电视机组装的程序24第三章 电视机组装的程序和方法 表3-6 电气装配工艺卡片 电气装配工艺卡片是整机装配的重要文件,反映装配工艺的全过程。
元器件成型工艺规范
5.1.3.3 折弯角度ω折弯类型折弯角度ω(公差+3度),优选值变向折弯90度非变向折弯120度、135度或150度5.1.3.4 偏心距V偏心距是针对非变向折弯而言的参数,对偏心距不规定具体数值。
但必须要保证元器件在其丝印框内,且符合电气间隙与安规要求,同进引脚上无应力存在。
如果偏心距过小(主要针对功率管的引脚成型),我司的模具无法保证成型的偏心距。
给出一个通用的参考值:不小于1.5mm。
5.1.3.5 K值引脚的直径(D)或厚度(T)K值(优选值)D( T )≤0.8mm 2.5 mm0.8mm<D( T )<1.2mm 3.5 mmD( T )≥1.2mm 4.0 mm5.1.4 元器件的成型(主要根据公司的实际情况)5.1.4.1 元件的出脚(指插装后的元件伸出PCB部分的长度)控制在0.5 – 2.5 mm间。
因考虑到模具公差和波峰时的焊锡堆积和拉尖,同时为方便控制加工,将成型元件的出脚长度统一规定为2.0mm。
注意:如果客户对元件出脚有特殊要求,必须按客户要求进行元件成型加工。
如要求出脚为1.0mm,则贴板元件按:板厚+1.0mm控制,抬高元件按:H(抬高高度)+板厚+1.0mm控制;如要求出脚为1.5mm,则贴板元件按:板厚+1.5mm控制,抬高元件按:H(抬高高度)+板厚+1.5mm 控制。
5.1.4.2 具体元器件的成型要求5.1.4.2.1 对1W以下卧式插装的非功率电阻,要求贴板成型,成型尺寸如下图所示:L:电阻所对应的焊盘之孔距;H为电阻的本体的半径;X-Y≤±0.5mm;其它尺寸需满足5.1.3引脚折弯的要求。
5.1.4.2.2 对1W以下立式插装的非功率电阻,要求贴板插装,成型尺寸如下图所示:L:电阻所对应的焊盘之孔距;其它尺寸需满足5.1.3引脚折弯的要求。
5.1.4.2.3 对1W 及1W 以上卧式成型的功率电阻,我司均有要求供应商来料成型,有打K 和扁脚两种抬高方式。
电动带装电阻成型机操作指导书

8.不用时请将电源总开关关闭,拔掉电源线整理好,并清理台面,保持整洁、整齐。9.长时间不用时来自请擦净外壳盖上塑胶套并切断电源。
10.元件脚废料必须收集于可回收垃圾桶。
二、保养指示:
1.开机前先清除齿轮及切刀上杂物。
2.机械转动部件要时刻保持润滑。
3.每次工作完毕将机器上杂物清理干净,转动部位加上机油,四个齿轮及切刀喷上防锈油。
一、操作指示:
1.插上电源线,将电源开关打至“OFF”位置。
2.根据加工电阻要求尺寸调整成型齿轮及切断齿轮。
A.首先将成型片及成型齿轮上固定螺丝松开,移动成型齿轮,使其两个齿轮间总宽度为需加 工电阻长度减去两个电阻线径长度差,然后锁紧成型齿轮上固定螺丝。
B.调节两边成型片使其与成型齿轮间间隙为电阻脚直径长度,然后锁紧成型片上固定螺丝。
C.松开切断齿轮上固定螺丝,调节切断齿轮使切断齿轮外边缘到成型齿轮外边缘的距离为v需加工电阻脚的长度,然后锁紧切断齿轮上固定螺丝。
D.取一个散装电阻放在成型齿轮及切断齿轮上,将电源开关打至“ON”位置,待加工后将电源开关打回“OFF”位置。
E.看加工出来的电阻是否符合所要求尺寸,如果不符合则复复以上四个步骤,直到效果理想为止。
每隔半年由ME对设备的电气性能及机械性能做一次检测。
三、安全指示
1.当机器运作时,请不要把手靠近成型盘及转动轴以免夹伤。
2.在调试及保养过程中,切记将电源关掉,并根据保养要求定期做好保养。
3.调试完毕要确保各调试螺丝紧固后才可试机。
3.调节带装电阻送料轨道,使电阻本体在进入加工时处于成型齿轮间中心位置。
4.调节退料器,使加工后电阻能顺利落入成型盒。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
一、散装带装电阻成型机
技术规格
电压:220V 60HZ/50HZ
尺寸:L440*W430*H190(单位mm)
重量:45KG
效率:4000~40000pcs/H
特点
适用于编带、散装电阻、二极管等轴向元件成型切脚。
成型、切脚一次性完成,加工能力强。
成型跨度、脚长均可调整。
刀具采用日本进口钢材,寿命长。
马达、电器部分均由台湾进口。
U型、F型,两种形状无法共用,订购时请说明成型何种形状U型F型
A 8-40 3-18
B 3.6-15 3-20
3(MIN)
C 1.2(MIN)
D 2-8 2-8
W 0.35-1 0.35-1
H 25(MIN)
P 2.5-13.5
二、散装带装电容剪脚机
技术规格
电压:220V 60HZ/50HZ
尺寸:L1100*W650*H1050(单位mm)
重量:145KG
效率:100~180pcs/Min
特点
适用于散装径向元件切脚作业。
适合大量生产,节省人力。
特俗切断方法,刀具采用日本进口钢材,寿命长,调整容易。
切脚精度高,最短可切至3mm(更短则需定制)
马达、电器部分均由台湾进口。
电器结合,送料效果好,速度快。
切脚机与送料盘组合使用,也可分开使用。
机身与送料盘均采用分体双定位方式,可避免接口处碰撞造成损坏。
送料盘震动弹片采用进口纤维板,寿命长,不易断裂老化。
配有周转台车,方便机器操作,搬运。
送料盘Φ3-Φ10电解电容,Φ3-Φ5LED及小的电晶体可以共用。
可另外根据客户要求加装计数器(订制品)
A 本体长度 3~125m/m
H 脚长 3~1.5m/m
WΦ线径 0.4~1.0m/m
加工量 150pcs/h
三、IC整形机
TYIC-15
规格:
电压:220V 60Hz/50Hz
尺寸:L250*W200*H300mm
重量:12KG
北京七星天禹电子有限公司
效率:3秒/管 特点:
整脚功能优良,适合任何IC 脚距。
轨道不用更换,旋钮式调整。
节省时间,增加工作效率。
操作简单,易维护。
马达、电气部分均采用台湾进口产品。
A 宽度 6~18mm H 脚宽 4~9.5mm D 厚度
3~12mm
L
成型宽度 0.3”~0.75”可调式
加工量 3sec/Standard IC Tube
北京七星天禹电子有限公司
发件人签字:王恩来 日期:2011年08月29日。