RJ-304F手摇散带合并电阻成型机1
PC-304R9 422R9 温度湿度试验箱 产品规格说明书

3. 强排气 测试后,立即打开排气阀门以迅速放出热水和蒸汽。 这与饱和压力锅做的测试相当。
5FTUUJNF
2VJDLFYIBVTUIPVST
5FTUDIBNCFSUFNQ 5FTUIVNJEJUZ
5IFDIBNCFSJTDPPMFERVJDLMZ VOUJMUIFDIBNCFSQSFTTVSF CFDPNFT.1B
ʙ ˆ BU3)
ʙ ˆ BU3)
ʙ ˆ BU3)
ʙ ˆ BU3)
ʙ ˆ BU3)
±0.5℃
±0.5℃ (at 100%RH)
±1.0℃ (at 100%RH)
65-100%RH
±3%RH (at 85%RH)
0.019 ~ 0.393MPa
0.019 ~ 0.208MPa
小型压力容器
最多继续 500 小时
1 分钟 -999 小时 59 分钟
大约 4 秒
大约 70 分钟(从室温到 120℃/85%RH 的时间)
模式一:恒定温度下的慢冷却 模式二:保持湿度的冷却 模式三:强排气
PC-422R9
W710×D950×H1620 mm
W710×D950×H1620 mm
Ф300×D522 (34.5 L)
Ф420×D657 (84.4 L)
Ф220×D350 (12 L)
Ф340×D475 (40 L)
260 kg
295 kg
1φ AC220V/230V/240V 50/60Hz 2.3kW
$POTUBOU)6.TMPXDPPMJOH
5FTUUJNF
QSቤተ መጻሕፍቲ ባይዱTTVSF.1B 5IFDIBNCFSIVNJEJUZJT
5FTUDIBNCFSUFNQ
DL T845. 1-2004电阻测量装置通用技术条件 说明书

尊敬的顾客感谢您购买本公司产品。
在您初次使用该仪器前,请您详细地阅读本使用说明书,将可帮助您熟练地使用本仪器。
我们的宗旨是不断地改进和完善公司的产品,因此您所使用的仪器可能与使用说明书有少许的差别。
若有改动,我们不一定能通知到您,敬请谅解!如有疑问,请与公司售后服务部联络,我们定会满足您的要求。
由于输入输出端子、测试柱等均有可能带电压,您在插拔测试线、电源插座时,会产生电火花,小心电击,避免触电危险,注意人身安全!◆慎重保证本公司生产的产品,在发货之日起三个月内,如产品出现缺陷,实行包换。
一年(包括一年)内如产品出现缺陷,实行免费维修。
一年以上如产品出现缺陷,实行有偿终身维修。
◆安全要求请阅读下列安全注意事项,以免人身伤害,并防止本产品或与其相连接的任何其它产品受到损坏。
为了避免可能发生的危险,本产品只可在规定的范围内使用。
只有合格的技术人员才可执行维修。
—防止火灾或人身伤害使用适当的电源线。
只可使用本产品专用、并且符合本产品规格的电源线。
正确地连接和断开。
当测试导线与带电端子连接时,请勿随意连接或断开测试导线。
产品接地。
本产品除通过电源线接地导线接地外,产品外壳的接地柱必须接地。
为了防止电击,接地导体必须与地面相连。
在与本产品输入或输出终端连接前,应确保本产品已正确接地。
注意所有终端的额定值。
为了防止火灾或电击危险,请注意本产品的所有额定值和标记。
在对本产品进行连接之前,请阅读本产品使用说明书,以便进一步了解有关额定值的信息。
请勿在无仪器盖板时操作。
如盖板或面板已卸下,请勿操作本产品。
使用适当的保险丝。
只可使用符合本产品规定类型和额定值的保险丝。
避免接触裸露电路和带电金属。
产品有电时,请勿触摸裸露的接点和部位。
在有可疑的故障时,请勿操作。
如怀疑本产品有损坏,请本公司维修人员进行检查,切勿继续操作。
请勿在潮湿环境下操作。
请勿在易爆环境中操作。
保持产品表面清洁和干燥。
-安全术语警告:警告字句指出可能造成人身伤亡的状况或做法。
RCS 9604测控装置更换作业指导书
RCS 9604测控装置更换作业指导书
编写: 年月日
审核: 年月日
批准: 年月日
工作负责人:
作业日期年月日时至年月日时
安徽省电力公司
1 适用范围
本指导书规定了调度自动化专业人员的作业行为,适用于RCS9000系列测控装置及其他类似的测控装置。
2 引用文件
下列标准中的条款通过本作业指导书的引用而成为本作业指导书的条款凡是注日期的引用标准,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本作业指导书然而,鼓励根据本作业指导书达成协议的各方研究是否可使用这些标准的最新版本凡是不注日期的引用标准,其最新版本适用于本作业指导书。
国家电网公司电力安全工作规程(变电站和发电厂电气部分)(试行)
DL 5003—91 电力系统调度自动化设计规范
DL 516—93 电网调度自动化运行管理规程
DL/T590—94 地区电网调度自动化功能规范
GB/T13730-92 地区电网数据采集与监控系统通用技术条件
3 更换前准备
3.1 准备工作安排
3.2 人员要求
3.3工器具
3.4材料
3.5 危险点分析
3.6 人员分工
4 作业程序及作业标准4.1 开工
4.2更换内容和工艺标准
5.3 竣工
6 验收记录
7 作业指导书执行情况评估
8 注: 定期维护报告因需审核,及按设备单元归档,另外存放。
手摇带式电阻成型机
手摇带式电阻成型机简介手摇带式电阻成型机是一种可以帮助人们生产电子元器件的机器。
它主要用于将金属电阻丝或电阻带形成目标封装形状的机器。
手摇带式电阻成型机因其操作简单,价格相对便宜,已成为许多电子厂商的选择。
使用方式手摇带式电阻成型机的使用方式非常简单。
首先,将需要成型的电阻放置在机器的上方,调整机器上方的辊轮到合适的位置后,手摇带式电阻成型机就开始做它的工作。
设计特点1.手摇带式电阻成型机的主体大多采用钢材和铸铁材质制成,具有结实耐用,不易损坏等特点。
2.机器的上方通常会配有一个调节辊轮,可以根据成型的需要调节不同的辊轮位置。
3.机器下方会有一个带式输送机,可以将电阻带输送到合适的位置。
4.机器的安全操作扳手可以保证用户的安全,防止用户意外受伤。
5.机器的操作简单,不需要具备特殊技能,机器搭配明确的使用说明书,基本上每个人都能轻易上手。
应用范围手摇带式电阻成型机广泛应用于电子器件加工、电子产品制造、家用电器制造、电力设备制造等领域。
在生产过程中,它能有效地提高生产效率,减少人工成本。
手摇带式电阻成型机也被越来越多的小型电子厂或中小企业所采用,可谓是小型电子生产家庭的必备神器。
注意事项在使用手摇带式电阻成型机时,需要注意以下几点:1.安全第一,机器操作前必须戴好防护手套,避免操作过程中因为用户手指或者手掌的过度捂压而造成创伤。
2.调整辊轮高度时需小心缓慢转动,不要止不住地转动机器,以免故障发生或造成工作人员受伤。
3.在进行更换配件,或修理机器时,需要切断电源,以免造成电器事故。
4.机器在长时间连续工作中,可能会变得比较热,需要随时注意机器的工作状况。
如果机器出现异常情况,需要马上停机检查,以防最后的损失。
5.使用手摇带式电阻成型机时,需要按照厂家提供的相关参数进行操作。
过度超负荷操作机器,可能会出现电器故障,需要及时修理。
结论手摇带式电阻成型机作为重要的工业机器装备之一,可以随时进行电子元件的加工加工和生产,提高了生产效率和设备操作便捷性,将对电子元器件行业的生产结构、技术革新和产品质量的提高发挥积极而重要的作用。
电阻成型加工机操作指导书

2-5 材料进入闪电型下料片内,先累积至2/3的高度时,压起动键、成型盘即可开始转动。
2-6 成型盘转动时带动材料进入槽内,将微动开关向上调至ON位置,此时本机即开始自动作业。
3-1 先把振动送料器电源开关关掉。
3-2 后把成型机电源开关按至OFF即可.
XX有限公司
电阻成型加工机操作指导书
设备名称:电阻成型加工机机型:
项次
操作步骤
操作说明
操作条件及注意事项
1
2
3
开启机器
操作方法
停止机器运行
1-1把电源开关调至ON位置,红色指示灯亮。
2-1 将运转/寸动/自动旋钮扭到自动位置,绿色指示灯亮。
2-2将运转/寸动/自动旋钮扭到运转位置,机器正常运行。
2-3将振动器开关并至ON位置,即产生振动。
1. 闪电型下料片内之元件若超过2/3则把振动送料器调慢些,元件太少则调快些,使元件保持在1/2至2/3的位置。
2. 如元件脚过于弯曲必先要将它拉直。备注:编制:审核:核准:版本:
手摇散带合并电阻成型机操作规程
手摇散带合并电阻成型机操作规程
一、目的
使操作者能正确的使用手摇散带合并电阻成型机,按要求完成相应的电阻成型。
二、适用范围
适用于本公司SMT生产线的手摇散带合并电阻成型机。
三、操作步骤
1、开机前准备
(1)检查手摇柄动作是否异常;
(2)检查切割刀片安装是否牢固;
(3)检查齿轮片、轨道安装是否平直、完好,是否有东西卡住;
2、开始/结束运转
(1)跟椐工艺要求调节两切刀片的距离;
(2)将带式电阻串放轨道中放进齿轮槽中或直接将散装电阻放入齿轮槽中,摇动手柄开始工作,;
(3)待产品进入齿轮片后完成成型,需测量是否合格;
(4)待产品合格后,持续放料和摇动手柄完成电阻成型工作;
(5)若中途出现问题,立即停止摇动,解决问题后才可开始;
(6)待所有待加工的电阻完成成型工作后,对设备和周围环境整理、整顿、清扫、清洁。
四、注意事项及维护
1、生产前的齿轮片、轨道调节时必须合适到位,按工艺要求成型出所需产品;
2、生产过程中严禁将头和手伸入到设备里面,防止机械伤人;
3、生产过程中如遇紧急情况,立即停止摇动,解决后才可开始。
手摇散装带装电阻成型机机操作规程
1.使用本机器时. 应检查所有紧固螺丝是否己紧固。
2.切断齿. 成型齿. 圆切刀. 成型片为加工热处理件. 应避免相互撞击产生断裂。
3.弯曲间隙应根据元件引脚线径大小来调节. 元件引脚弯曲略有扁平属正常. 应以不露
铜为准。
4.严禁元件本体咬入齿轮. 以免齿型断裂。
编制
审核
批准
三、操作要求:
1. 拧松进料夹 上的梅花旋钮.左右轴向移动两进料夹至机器两侧
2.用内六角板手松开成型齿轮 上的固定螺丝, 两成型齿往成型片靠近, 成型片与成型齿轮的间隙比零件的线径稍大。 退料器、成型片位于两成型齿轮中间.成型片两边的间隙比零件的线径稍大, 以兔成型时损伤零件,( 如成型片不居中在成型齿轮中间时, 请调节 侧边的调节杆来调整成型片居中)
文件编号:
版本/次
A/O
文件名称:手摇带式电阻成型机操作规程
制定日期
一、人员要求:
操作人员应具备上岗资格,持有上岗证。
.
2.成型轮轴. 切刀轮轴应隔3-5天加少许40#机油使其保持润滑.
3.长时间不工作时. 各部件应涂少许机油加以保护. 使用前擦去即可.
3.用内六角板手分别拧松切断齿轮上的固定螺丝, 左右轴向移动,切断齿与成型齿之间的距离为所需尺寸然后紧固切断齿上的固定螺丝
4.调节跨距: 成型片固定铝座上有一个内六角螺丝用来调整跨距,内六角螺丝往顺时针方向旋转. 零件成型出来的跨距越小, 逆时针旋转则跨距越大(退料器位于两成齿中间. 否则会影响脱料)。
5.将编带元件置于挂料杆上,调节两边进料夹,使其宽度与编带元件宽度一样,并且使编带元件通过进料夹槽内。拧紧进料夹上的梅花旋钮。
6.元件本件置于成型齿与切断齿之间。
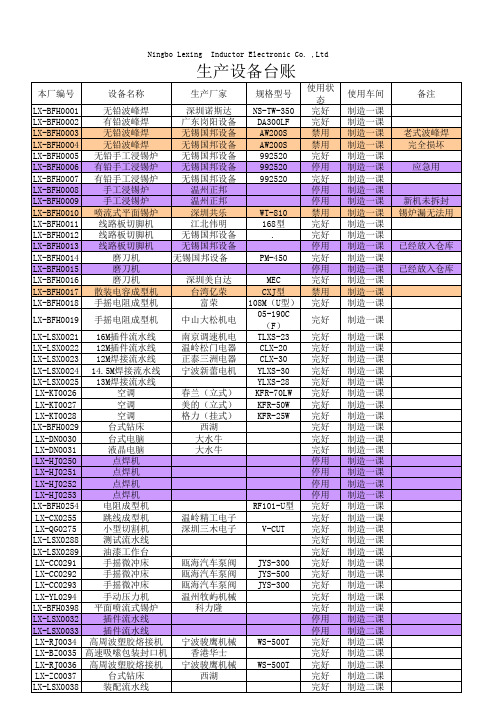
推荐-生产设备台账 精品
瓯海汽车泵阀 瓯海汽车泵阀 瓯海汽车泵阀 温州牧屿机械
科力隆
宁波骏鹰机械 香港华士
宁波骏鹰机械 西湖
规格型号 NS-TW-350 DA300LF
AW200S AW200S 992520 992520 992520
WT-810 168型
.
PM-450
MEC CXJ型 108M(U型) 05-190C (F) TLXS-23 CLX-20 CLX-30 YLXS-30 YLXS-28 KFR-70LW KFR-50W KFR-25W
海尔(立式) 江苏天弘
德意普 春兰(立式) 美的(挂式)
常州市华仁电子 常州市华仁电子
杭州永创 德意普 德意普 德意普
RF-28W
RF-28W TH-DLMS50 KFR-75W SC-2000B KFR-50W KFR-70LW
FU-LIN KFR-50W KFR-70W
JYS-300 JYS-300 TJ-C003
备注
老式波峰焊 完全损坏 应急用
新机未拆封 锡炉漏无法用
已经放入仓库 已经放入仓库
LX-LSX0039
包装流水线
LX-KT0040
空调
LX-LSX0041 LX-LSX0042 LX-KT0043 LX-ZC0044 LX-DB0045 LX-KT0046 LX-KT0047 LX-RJ0048 LX-KT0049 LX-KT0050 LX-BZ0051 LX-KT0052 LX-KT0063 LX-DN0064 LX-DN0065 LX-BY0276 LX-CC0296 LX-CC0297 LX-BY0298 LX-CX0066 LX-CX0067 LX-CX0068 LX-CX0069 LX-BFH0070 LX-LSX0071 LX-BFH0072 LX-BHF0073 LX-BFH0074 LX-BFH0075 LX-BFH0076 LX-QX0077 LX-LSX0078 LX-LSX0079 LX-LSX0080 LX-KT0081 LX-KT0082 LX-LSX0083 LX-KT0084 LX-RJ0085 LX-BZ0086 LX-RJ0087 LX-KT0088 LX-DB0089 LX-BFH0090 LX-LSX0091 LX-KT0092 LX-KT0093 LX-DN0094 LX-DN0095 LX-pb03066 LX-pb03067
手摇电阻成型机
手摇电阻成型机(总1页) -CAL-FENGHAI.-(YICAI)-Company One1-CAL-本页仅作为文档封面,使用请直接删除文件类别作业指导书名称手摇电阻成型机作业指导文件编号制作部门生产技术部制作日期2015-××-××版本作业指导:准备工作:1、取待加工的物料置于工作台面上。
2、放置好机器并将机器固定在工作台面上。
操作步骤:1、用内六角扳手分别松开切断齿轮、成形齿轮及成形基座上固定螺钉,根据元件的加工要求,分别将成形齿轮(中间两个齿轮〉和切断齿轮〈两边两个齿轮)调整到所需要的位置上〈注意跟脱料片位置左右要对称) .再转动成型基座调节旋钮左右移动成形片,使成形片和成形齿轮的间距符合元件引脚的直径,再固定好上述各机件上的螺钉.2、调节两边的进料轨道,使进料轨道的宽度与编带元件的宽度一样,并使编带元件通过轨道槽内,元件本体置于两成型齿轮之中,并把元件本体平放在成型齿轮和切断齿轮上。
3、均速转动手柄,使元件一一跟随成型齿轮送入切断齿轮和切断片进行切断加工,再由成型齿轮和成型片完成成型加工,成型好的元件通过成型齿轮掉入元件收料盒。
操作中的废料要及时进行清理,作业完成后,请整理好台面卫生。
注意事项:1、成形元件两脚之间内径的宽度为二成形齿轮外径之间的距离。
元件切脚的长短为两切断齿轮内径之间的距离。
2、齿轮的调节螺丝和成型基座的固定螺丝在调整好设备后要拧紧,以避免因螺丝松动而造成的加工公差。
3、手柄转动速度不要过快。
保养事项:1、成型轮轴和刀片轮轴要经常保持润滑,应定时加注润滑油。
2、切断齿轮、切断刀、成形齿轮、成形片为加工热处理件,应避免相互撞击而产生断裂。
3、严禁元件本体咬入齿轮,以免齿型断裂。
发放部门:修改日期修改内容备注事项批准:项目工程师:审核:制作:进料导轨梅花旋钮内六角板手摇手柄成型齿切断齿齿轮间距调节螺钉元件收料盒成型基座切断片成型片2。
电动带装电阻成型机操作指导书

8.不用时请将电源总开关关闭,拔掉电源线整理好,并清理台面,保持整洁、整齐。9.长时间不用时来自请擦净外壳盖上塑胶套并切断电源。
10.元件脚废料必须收集于可回收垃圾桶。
二、保养指示:
1.开机前先清除齿轮及切刀上杂物。
2.机械转动部件要时刻保持润滑。
3.每次工作完毕将机器上杂物清理干净,转动部位加上机油,四个齿轮及切刀喷上防锈油。
一、操作指示:
1.插上电源线,将电源开关打至“OFF”位置。
2.根据加工电阻要求尺寸调整成型齿轮及切断齿轮。
A.首先将成型片及成型齿轮上固定螺丝松开,移动成型齿轮,使其两个齿轮间总宽度为需加 工电阻长度减去两个电阻线径长度差,然后锁紧成型齿轮上固定螺丝。
B.调节两边成型片使其与成型齿轮间间隙为电阻脚直径长度,然后锁紧成型片上固定螺丝。
C.松开切断齿轮上固定螺丝,调节切断齿轮使切断齿轮外边缘到成型齿轮外边缘的距离为v需加工电阻脚的长度,然后锁紧切断齿轮上固定螺丝。
D.取一个散装电阻放在成型齿轮及切断齿轮上,将电源开关打至“ON”位置,待加工后将电源开关打回“OFF”位置。
E.看加工出来的电阻是否符合所要求尺寸,如果不符合则复复以上四个步骤,直到效果理想为止。
每隔半年由ME对设备的电气性能及机械性能做一次检测。
三、安全指示
1.当机器运作时,请不要把手靠近成型盘及转动轴以免夹伤。
2.在调试及保养过程中,切记将电源关掉,并根据保养要求定期做好保养。
3.调试完毕要确保各调试螺丝紧固后才可试机。
3.调节带装电阻送料轨道,使电阻本体在进入加工时处于成型齿轮间中心位置。
4.调节退料器,使加工后电阻能顺利落入成型盒。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
电动散带合并电阻成型机F型
使用说眀书
请在安装和使用前详细阅读本使用手册,并保存好以备日后参考
装箱清单
序号附件名称单位(件/套)
1 主机 1
2 支撑杆 1
3 料盒 1
4 挂料杆 1
5 说明书 1
6 内六角扳手 1
产品结构
F型
( 成型参数)
产品参数
产品类别: 电阻/二极管加工成型切脚机 产品名称:电动散带合并电阻成型机-F 型 电压:110V-220V AC 60Hz/50Hz 重 量: 28KG
整机尺寸: L460*W400*H200(mm)
产品概述
1.适用于各种散装、编带电阻,二极管等轴向元件成型切脚;
2.无段调速,脚长及跨度均可调节;
3.可另外增加散装送料盘;
安装说明:
1. 卸去包装, 请认真核对装箱凊单并仔细阅读本说明书.
2. 取岀机器. 放置在平整工作台并固定好.
3. 插上电源, 拔上开关通电, 旋转调速旋钮看转动轴是否在转动
4. 安装支撑杆. 挂料杆(如结构图所示)
操作说明:
A 4~15mm
B 2~15mm
C 3mm
D 1.5~6mm W 0.35~1mm H 25mm P 4~13.5mm
F 型
序号 零件名称 序号 零件名称 1 切断齿 13 内直齿 2 成型齿 14 凸轮 3 圆刀 15 内齿横轴 4 成型片 16 退料器 5 成型片固定铝座 17 进料夹 6 蝶型螺杆 18 梅花旋钮 7 调节杆 19 调节杆 8 废料槽 20 保险 9 支撑杆 21 电源指示灯 10 挂料杆 22 电源开关 11 挡料块 23 电机调速器 12
外直齿
24
(图
1)
图2
图3
图3 图4 图5
4.调节跨距: 成型片固定铝座上有一个 内六角螺丝用来调整跨距(产品参数中“A ”) 图5,内六角螺丝越往顺时针方向旋转. 零件成型出来的跨距越小, 反方向旋转侧跨距越大。
注意: 两边各部件之间的距离要对称, 否则会影响退料。
调节时请对照结构图和图示
5.两条内直齿(13) 之距离调整, 调节侧边的调节杆可作左右轴向移动, 拧松固定在外齿固定块(12) 上的挡料块螺丝, 即可根据电阻元件外形长短来调整。
请注意: 送料接近到成型齿处时.挡料块间隙比元件的总长度稍大于约0.3-0.5MM 。
6. 将编带元件置于挂料杆上.(图5). 调节两边进料夹使其宽度与編带元件宽度一样, 并且使编带元件通过进料槽内(图6). 拧紧进料夹上的梅花旋扭。
7.. 元件本件置于两成形齿之中(图7),
1拧松料夹上的梅花旋扭, 轴向移动进料夹到机器的两侧(图1所示) 3. 用六角扳手分别松开切断齿(图2) 上的固定螺丝. 左右移动切断齿与成型齿之间的距离为所需尺寸(产品参数中“B ”) 紧固切断齿上的固定螺丝
2. 用内六角板手松开成型齿轮(图2)
上的固定螺丝, 两成型齿往成型片靠近(图3), 成型片与成型齿轮的间隙比零件的线径稍大。
退料器、成型片位于两成型齿轮中间.成型片
两边的间隙比零件的线径稍大, 以
兔成型时损伤零件,( 如成型片不居
中在成型齿轮中间时, 请调节(图4)
侧边的调节杆来调整成型片居中)
图7 正确图8 错误
8. 按上述方法完成以后. 打开电源开关,匀速转动使元件一一跟随成型齿送入切断齿和圆切刀进行加工, 再由成型齿和成型片完成成型加工, 加工好的元件通过退料器落入料盒内, 直至全部元件加工完毕。
注意事项
1.使用本机器时. 应检查所有紧固螺丝是否己紧固.
2.切断齿. 成型齿. 圆切刀. 成型片为加工热处理件. 应避免相互撞击产生断裂.
3.弯曲间隙应根据元件引脚线径大小来调节. 元件引脚弯曲略有扁平属正常. 应以不露铜为准.
4.严禁元件本体咬入齿轮. 以免齿型断裂(图8)
机器保养
1.每次加工完毕. 及时凊除废料.
2.成型轮轴. 切刀轮轴应经常保持润滑. 隔3-5天加少许40#机油.
3.长时间不工作时. 各部件应涂少许机油加以保护. 使用前擦去即可.。