特种设备磁粉检测通用工艺规程和工艺卡
磁粉检测工艺规程
2.5 TSG 21-2016
固定式压力容器安全技术监察规程
2.6 GB12337-2014
钢制球形储罐
2.7 TSG G0001-2012 锅炉安全技术监察规程
2.8 TSG G7002-2015 锅炉定期检验规则
2.9 TSG D0001-2009 压力管道安全技术监察规程(工业管道)
2.10 GB/T20801-2006 压力管道规范 工业管道
丹东市特种设备监-2016-A-0 版 本 号: A 修 订 号: 0 页 次: 第 1 页 共 21 页
1 主题内容和适用范围
1.1 本规程规定了磁粉检测人员应具备的资格、所用设备器材、检测工艺和质量分级等。 1.2 本规程依据 NB/T47013.4 的要求编写,满足引用标准中相关标准、规范的要求。适 用于铁磁性材料制板材、复合板材、管材、管件和锻件等表面或近表面缺陷的检测,以 及铁磁性材料对接接头、T 型焊接接头和角接接头等表面或近表面缺陷的检测,不适用 于非铁磁性材料的检测。 1.3 承压设备有关的支撑件和结构件,也可参照本部分进行磁粉检测。 1.4 本规程与工程所要求执行的有关标准、规范、施工技术文件有抵触时,应以有关标 准、规范、施工技术文件为准。 1.5 操作指导书是本规程的补充,由磁粉Ⅱ级人员按委托要求及本规程编写,检测责任 师审核,其参数规定的更具体。
非导电表面反差增强剂(使用时) 具体要求见本规程“9.4 反差增强剂”
10
黑光辐照度(使用时)
具体要求见本规程“1 2.2 观察”
5.2 凡 5.1 中规定的相关因素的一项或几项发生变化,超出原检测工艺规程时,应重新修
订工艺规程并进行必要的验证。
5.3 操作指导书应根据工艺规程的内容和被检工件的检测要求编制,应该将操作指导书
磁粉检测工艺卡

8、磁痕记录,采用照相和草图标识;
9、缺陷的磁痕评定;
10、退磁,当客户要求时或剩磁对下道工序有影响时。;
11、表面清理;
12、绘制检测部位示意图并签字确认;
13、出具检测报告。
编制人:MT 级
年月日
审核人:MT 级
年月日
RPI94/1-2009.10
验收标准
RPI94/1-2009.10
验收级别
Ⅰ工Biblioteka 卡编制依据施工设计图
检测器材及方法
仪器型号
CDX-Ⅲ
仪器编号
PCMT-01
磁化方法
交叉磁轭法
检测方法
连续法
磁 粉 种 类
黑磁粉
磁悬液载体
水
磁悬液浓度
10-25g/L
润湿性能试验
合格
灵敏度试片类型规格
A-30/100
反差剂型号
4、灵敏度试验:将A型或C型试片的刻槽面贴在工件上用胶带固定,但不能遮盖刻槽位置。将工件磁化的同时施加磁悬液,应在磁力线垂直方向显示清淅可见的刻槽磁痕为合格,可用照相方法拍下磁痕的显示痕迹。
5、被检工件通电磁化;
6、施加磁悬液(使用磁轭连续法时:施加磁悬液与观察磁痕显示都在通电磁化时间内完成,通电时间为1-3S,停施磁悬液至少1S后方可停止磁化,应在两个方向垂直磁化两次);
/
磁粉施加方法
■喷;□浇;□浸;
磁化时间
1-3秒
磁化电流
类 型
■交流;□直流;
磁化方向
纵向磁化
磁极间距
100
磁痕观察方法
目视+放大镜
表面光照度
1000LX
缺陷磁痕记录方法
特种设备磁粉检测通用工艺规程(按NBT47013-2015修改)

1、范围本规程规定了特种设备磁粉检测方法及质量分级要求。
本规程适用于铁磁性材料制特种设备的原材料,零部件和焊接接头表面,近表面缺陷的检测,不适用于奥氏体不锈钢和其他非铁磁性材料的检测。
与特种设备有关的支承件和结构件,如有磁粉检测要求,也可参照本规程。
2、规范性引用文件下列文件中的条款通过本部分的引用而成为本部分的条款。
凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本部分。
NB/T47013-2005 承压设备无损检测GB50235-97 工业金属管道工程施工及验收规范GB11533-1989 标准对数视力表JB/T6063-1992 磁粉探伤用磁粉技术条件JB/T6065-2004 无损检测磁粉检测用试片JB/T8290-1998 磁粉探伤机3、一般要求检测人员必须经过公司培训,掌握焊接基本知识和焊接缺陷种类,并经考核合格,还应符合下列规定。
3.1 磁粉检测人员未经矫正或经矫正的近(距)视力和远(距)视力应不低于5.0(小数记录值为1.0),测试方法应符合GB11533的规定。
并1年检查1次,不得有色盲。
3.2 磁粉检测程序a) 预处理;b) 磁化;c) 施加磁粉或磁悬液;d) 磁痕的观察与记录;e) 缺陷评级;f) 退磁;g) 后处理。
3.3 磁粉检测设备3.3.1 设备磁粉检测设备应符合JB/T8290的规定。
3.3.2 提升力当使用磁轭最大间距时,交流电磁轭至少有45N的提升力;直流电磁轭至少应有177N的提升力,交叉磁轭至少应有118N的提升力(磁极与试件表面部隙为0.5mm)。
3.3.3 辅助器材一般应包括下列器材:a) 磁场强度计;b) A1型、C型试片、标准试块和磁场指示器;c) 2-10倍放大镜;d) 白光照度计。
3.4 磁粉、载体及磁悬液3.4.1 磁粉磁粉应具有高磁导率、低矫顽力和低剩磁,并应与被检工件表面颜色有较高的对比度。
磁粉粒度和性能的其他要求应符合JB/T6063的规定。
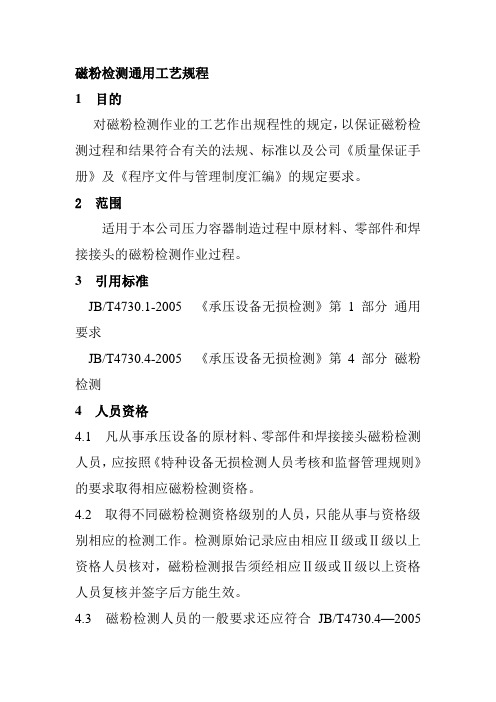
11特种设备磁粉检测工艺卡
(2)B1、B2焊缝用交叉磁轭磁化。
(3)C、D焊缝用可变角度交流电磁轭,在垂直或平行焊缝的两个方向磁化。磁极间距L≥75mm,保证有效磁化区重叠,在磁化时施加磁悬液。
(4)磁化规范最终以A1-30/100标准试片上磁痕显示确定。
编制
MTⅡ级(或Ⅲ级)
审核
NDT责任工程师
超标缺陷处理
发现超标缺陷后,清除至肉眼不可见,再采用磁粉检测复验,直至缺陷清除。
5
缺陷评级
确认是相关显示,按JB/T4730.4-2005第9条缺陷评级评级
6
退磁
可不退磁
7
后处理
清除残余磁粉或磁悬液
8
检测报告
按JB/T4730.4-2005第10条签发MT报告
编制
MTⅡ级(或Ⅲ级)
审核
NDT责任工程师
磁轭法、交叉磁轭法
Hale Waihona Puke 磁化规范提升力≥45N;提升力≥118M(间隙0.5mm)
磁化次数
两种磁化方法,均应考虑有效磁化区及其重叠。
试片校核
磁化规范最终以A1-30/100标准试片磁痕显示确定,放置区域在两磁极连线外侧的1/4磁极距离处。
3
施加磁悬液方式
A焊缝:磁悬液施加在交叉磁轭行走方向的前上方。
B1、B2焊缝:磁悬液施加在交叉磁轭行走方向的正前方。
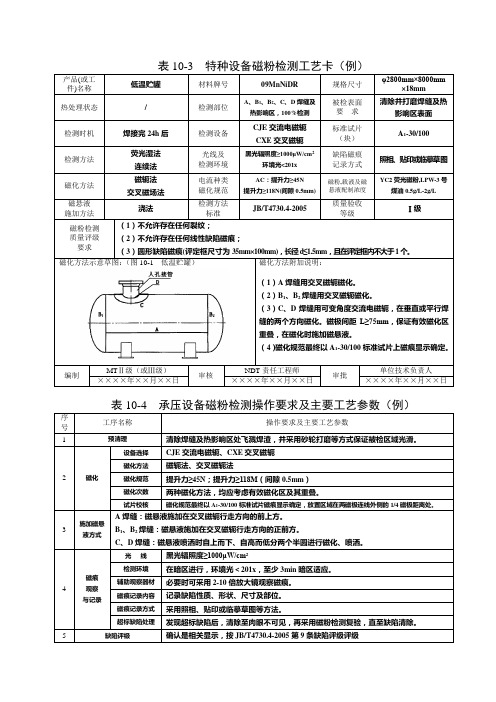
表10-3特种设备磁粉检测工艺卡(例)
产品(或工件)名称
低温贮罐
材料牌号
09MnNiDR
规格尺寸
φ2800mm×8000mm
×18mm
热处理状态
/
检测部位
A、B1、B2、C、D焊缝及热影响区,100%检测
磁粉检测通用工艺规程
磁粉检测通用工艺规程1 目的对磁粉检测作业的工艺作出规程性的规定,以保证磁粉检测过程和结果符合有关的法规、标准以及公司《质量保证手册》及《程序文件与管理制度汇编》的规定要求。
2 范围适用于本公司压力容器制造过程中原材料、零部件和焊接接头的磁粉检测作业过程。
3 引用标准JB/T4730.1-2005 《承压设备无损检测》第1部分通用要求JB/T4730.4-2005 《承压设备无损检测》第4部分磁粉检测4 人员资格4.1 凡从事承压设备的原材料、零部件和焊接接头磁粉检测人员,应按照《特种设备无损检测人员考核和监督管理规则》的要求取得相应磁粉检测资格。
4.2 取得不同磁粉检测资格级别的人员,只能从事与资格级别相应的检测工作。
检测原始记录应由相应Ⅱ级或Ⅱ级以上资格人员核对,磁粉检测报告须经相应Ⅱ级或Ⅱ级以上资格人员复核并签字后方能生效。
4.3 磁粉检测人员的一般要求还应符合JB/T4730.4—2005中3.1的有关规定。
5检测设备、器材和材料5.1 磁粉、载体和磁悬液5.1.1 磁粉5.1.1.1 磁粉应具有高磁导率、低矫顽力和低剩磁,并应与被检工件表面颜色有较高的对比度。
5.1.1.2 磁粉粒度和性能的其他要求应符合JB/T6063—1992的规定。
5.1.2 湿法应采用水或低粘度的油基载体作为分散介质。
5.1.2.1 若以水为载体时,应加入适当的防锈剂和表面活性剂,必要时添加消泡剂。
5.1.2.2 油基载体的运动粘度在38℃时小于或等于3.0㎜2/S,使用温度下小于或等于5.0㎜2/S,闪点不低于94℃,且无荧光和无异味。
5.1.3 磁悬液—107 —XX压力容器制造规程、作业指导书文件编号TDZZ03007-2014标题磁粉检测通用工艺规程版本号/修改次2014/0页数共 4 页第2 页磁悬液浓度应根据磁粉种类、粒度、施加方法和被检工件表面状态等因素来确定。
5.1.4 对于非荧光磁粉,配制浓度为10~25g/L,其沉淀浓度(含固体量)为1.2~2.4mL/100mL。
磁粉检测工艺卡

检测环境
荧光磁粉:可见光度≯20lx,工件被检面处的紫外线强度应≮1000μw/cm2;非荧光磁粉:可见光度≮1000lx。
缺陷观察
①认真区分真伪缺陷显示;②必要时采用2~10倍放大镜辨认细小磁痕。
超标缺陷处理
超标缺陷经处理后仍按原检测方法复验,直至缺陷被完全消除。
4
记录
记录方式
采用照相、录像和可剥落塑料薄膜等方式记录,同时应用草图标示。
交叉磁轭法:提升力≥118N。
①四个磁极端面与检测面之间应尽量贴合,最大间隙不应超过1.5mm;
②连续拖动检测;③速度应尽量均匀,一般不应大于4m/min;④磁化区域应有不少于15mm的重叠。
施加磁悬液
自上而下检测,磁悬液喷洒在行走方向的正前方,停施磁悬液至少1S后方可停止磁化。
3
检验与复验
观察时机
记录内容
缺陷磁痕的形状、尺寸、数量和位置。
5
后处理
清除工件表面的磁粉和磁悬液。
6
评定与验收
根据缺陷磁痕显示尺寸及性质按JB/T4730-2005进行等级评定,Ⅰ级合格。
7
检测报告
按JB473卡未规定事项按通用工艺规程执行。
2、JB/T4730.4-2005在用承压设备磁粉检测规定,长期工作在腐蚀介质环境下,有可能发生应力腐蚀裂纹的场合,其内壁宜采用荧光磁粉检测方法检测。
磁粉检测工艺卡
工件名称
储气罐
工件规格
φ800*8*2000
主体材质
16MnR
检测比例
20%
检测部位
对接接头
表面状况
打磨
磁化方法
■磁轭法
□交叉磁轭法
检测设备
B310S
磁粉检测通用工艺规程

1总则本规程规定了磁粉检测的人员、设备检测方法及缺陷的评定。
适用于本单位对铁磁性材料和焊接接头近表面和表面缺陷采用非荧光湿式磁粉连续磁化法的检测及评定。
2 引用标准GB150 压力容器GB151 管壳式换热器JB/T4730—2005 承压设备无损检测JB/T6065 磁粉检测用试片JB/T6063 磁粉探伤用磁粉技术条件TSG R0004-2009 固定式压力容器安全技术监察规程3 检测人员3.1 检测人员必须经过培训,并取得相应的资格。
3.2 检测人员未经矫正或矫正视力应不低于5.0,并每年检查一次。
3.3 检测人员不得有色盲。
4 磁粉检测设备及器材4.1 磁粉检测设备4.1.1 本单位设备及性能见表14.1.2 电磁扼的提升力每半年校验一次。
在磁扼损伤修复后应重新校验。
4.2 磁粉检测用标准试片4.2.1 磁粉检测标准试片有A1型和C型,主要用于检验磁粉检测设备、磁粉和磁悬液的综合性能,了解被检工件表面有效磁场强度和方向、有效检测区及磁化方法是否正确。
4.2.2 磁粉检测时一般应选用A1—30/100型标准试片,当检测坡口等狭小部位,A1试片使用不便时,一般选用C—15/50型标准试片。
具体见表2。
表2 标准试片的类型、规格和图形4.2.3 连续法检测时将试片无人工缺陷的面朝外。
为了使试片与被检面接触良好,可用透明胶带将试片平整的粘贴在被检面上,胶带不能覆盖试片上人工缺陷。
4.2.4 试片表面有锈蚀、摺折或磁特性发生改变时不得继续使用。
4.3 磁粉(磁膏)和磁悬液4.3.1 一般用磁膏配制磁悬液(磁悬液浓度见表3),磁膏选用上海宏达。
4.3.2 磁悬液一般用水做载液,将磁膏均匀挤出100mm左右,加入1L水搅拌均匀即达到10-25g/L的要求。
表3 磁悬液浓度磁粉类型配制浓度,g/L 沉淀浓度(含固体量),ml/100ml非荧光磁粉10~25 1.2~2.4荧光磁粉0.5~3.0 0.1~0.44.4 其他器材4.4.1 反差增强剂在检测较粗糙的表面时采用,一般为购买成品。
3磁粉检测通用工艺 (2)汇总

特种设备磁粉检测通用工艺1.总则1.1.适用范围:本规程适用于铁磁性材料制锅炉、压力容器及压力管道的原材料、零部件和焊接接头的表面及近表面缺陷的检测。
1.2.参照标准1.2.1.JB/T4730.4-2005《承压设备无损检测》第4部分:磁粉检测1.2.2.JB/T8290-1998《磁粉探伤机》2.检测人员2.1.从事锅炉、压力容器及压力管道的原材料、零部件和焊缝磁粉检测的人员,应按照《特种设备无损检测人员考核与监督管理规则》的要求取得相应无损检测资格。
2.2.磁粉检测人员的未经矫正或经矫正的近(距)视力和远(距)视力应不低于5.0(小数记录值为1.0), 测试方法应符合GB 11533的规定。
并一年检查一次,不得有色盲。
3.仪器设备3.1.磁粉探伤机3.1.1.磁粉探伤机必须满足JB/T8290-1998《磁粉探伤机》的要求。
3.1.2.交流磁轭磁粉探伤仪在其磁轭最大极间距时其提升力应不小于45N。
3.1.3.旋转磁场磁粉探伤仪在其磁轭最大极间距时提升力应不少于118N(磁极与试件表面间隙为0.5mm)。
3.2.磁粉及磁悬液3.2.1.磁粉应具有高磁导率、低矫顽力和低剩磁,并应与被检工件表面颜色有较高的对比度。
磁粉粒度和性能的其他要求应符合JB/T 6063的规定。
3.2.2.湿法应采用水或低粘度油基载体作为分散媒介。
若以水为载体时,应加入适当的防锈剂和表面活性剂,必要时添加消泡剂。
油基载体的运动粘度在38℃时小于或等于3.0 mm2/s,使用温度下小于或等于5.0mm2/s,闪点不低于94℃,且无荧光和无异味。
3.2.3.磁悬液浓度应根据磁粉种类、粒度、施加方法和被检工件表面状态等因素来确定。
一般情况下,磁悬液浓度范围应符合表1的规定。
测定前应对磁悬液进行充分的搅拌。
表1 磁悬液浓度3.3.辅助设备3.3.1.使用磁场强度计,磁场指示器(八角试块)、A 型试片和C 型试片或D 型试片(见图1~图3),磁悬液浓度测定管,照度计/照明灯,黑光灯/黑光辐照计,2-10倍放大镜。
磁粉检测工艺卡-容器

磁粉检测工艺卡(二)
车号:工艺卡编号:MT
产品(或工件)名称
材料牌号
规格尺寸
热处理
状态
—
检测部位
内表面A、B类及内外壁表面焊缝和热影响区100%检测
被检表面要求
清除并打磨焊缝两侧各50mm,表面粗糙度≤25μm
检测时机
清理打磨合格后
检测设备
交流电磁轭
标准试片
A1-30/100
C-15/100
检测方法
(4)用A1-30/100试片对AB焊缝,用C-15/100对D焊缝进行灵敏度校验。
(5)磁轭的磁间距应控制在75~200mm之间。
(6)在同一部位至少进行两次相互垂直的磁化,并保证两次磁化有效区重叠不小于15mm。
(7)干法检测要确认检测面和磁粉已完全干燥后,在施加磁粉检测.
编制
审核
审批ቤተ መጻሕፍቲ ባይዱ
年月日
年月日
干磁粉
连续法
光线及检测环境
焊缝表面光照度≥1000LX
缺陷磁痕记录方式
贴印、临摹草图
磁化方法
磁轭法
电流种类磁化规范
AC
提升力≥45N
磁粉、载液及磁悬液配置浓度
干磁粉(黑)
80~160目
磁粉施加方法
喷、洒
检测方法
JB/T4730.4-2005
质量验收等级
Ⅰ级
磁粉检测质量评定要求
(1)不允许存在任何裂纹
(2)不允许存在任何线形缺陷磁痕显示
(3)不允许在35mm×100mm评定框内长径大于1.5的圆形缺陷,不大于1个
示意图:
磁化方法附加说明:
(1)用交流电磁轭对罐车罐体内表面A、B类及内外表面D类焊缝和热影响区进行磁化检测。
磁粉检测通用工艺作业指导书

Technics Regulation for Magnetic particle Examination作业指导书Operation Guidebook编制Prepared By : 审核Checked By : 批准Approved By :科恩马特殊过程装备(常熟)有限公司KNM SPECIAL PROCESS EQUIPMENT (CHANGSHU) CO.,LTD.磁粉检测通用工艺规程Technics Regulation for Magnetic particle Test1主要内容和适用范围1 Scope1.1 本规程规定了磁粉检测人员资格、所用设备、器材、检测技术和质量分级等。
1.1 This regulation define the qualification of Magnetic particle test person, facility , equipment, examining method and quality grade.1.2本规程按JB/T 4730.4-2005的要求编写。
适用于铁磁性材料的机加工件、焊缝、板材坡口面等表面和近表面缺陷的检测,不适用于非磁性材料及磁性材料与非磁性材料结合部位的检测。
满足GB 150、《压力容器安全技术监察规程》和相关标准的要求。
1.2 This regulation is compile based on JB/T 4730.4-2005. It is suitable for ferro-magnetic material, such as machining workpiece, weld seam, groove face of plate and near surface flaw. The regulation is not suitable for non-magnetic substance and bonded block made with ferro-magnetic material and non-magnetic substance. The regulation satisfied with GB-150, 《Supervision, Regulation on Safety Technology for Pressure vessel》and correlative standard.1.3 本规程适用于非荧光湿磁粉的连续磁化技术。
特种设备磁粉检测通用工艺规程和工艺卡
10 特种设备磁粉检测通用工艺规程和工艺卡10.1 特种设备磁粉检测通用工艺规程10.1.1通用工艺规程的特点:1.通用工艺规程应根据相关法规、产品标准、有关的技术文件和JB/T4730.4-2005等相关检测标准要求编制;2.针对检测机构的特点和检测能力进行编制;3.磁粉检测通用工艺规程应涵盖本单位(制造、安装或检测单位)产品的检测范围;4. 通用工艺规程应有一定覆盖性、通用性和可选择性;4.通用工艺规程一般为原则性条款,以文字说明为主;5.通用工艺规程Ⅲ级人员编写,检测责任师(Ⅲ级人员)审核,技术负责人批准。
10.1.2通用工艺规程的内容:磁粉检测通用工艺规程至少应包括以下内容:(a)适用范围;(b)引用标准、法规;(c)检测人员资格;(d)检测设备、器材和材料;(e)检测表面制备;(f)检测时机;(g)检测工艺和检测技术;(h)检测结果的评定和质量等级分类;(i)检测记录、报告和资料存档;(j)编制(级别)、审核(级别)和批准人;(k)制定日期。
10.2 特种设备磁粉检测工艺卡10.1.1检测工艺卡的特点:1.特种设备磁粉检测工艺卡应根据磁粉检测通用工艺规程、产品标准、有关的技术文件和JB/T4730.4-2005等检测标准的要求编制;2.检测工艺卡针对某一具体产品或产品上的某一部件而单独编写的,一般为一件一卡;3.检测工艺卡制定的是有关磁粉检测的细节和具体参数条件,多为图表形式;4.检测工艺卡Ⅱ级或Ⅱ级以上人员编写,检测责任师(Ⅱ级或Ⅱ级以上人员)审核;5.检测工艺卡用以指导相关检测人员进行磁粉检测操作。
10.2.2检测工艺卡的内容:磁粉检测工艺卡一般应包括以下内容:(a)工艺卡编号(一般为流水顺序号);(b)产品部分:产品名称,产品编号,制造、安装或检验编号,承压设备类别,规格尺寸,材料牌号,热处理状态及表面状态;(c)检测设备与材料:设备种类、型号、检测附件、检测材料;(d)检测工艺参数:检测方法、检测比例、检测部位、标准试块或标准试样(片);(e)检测技术要求:执行标准、验收级别;(f)检测程序;(g)检测部位示意图:包括(检测部位、缺陷部位、缺陷分布等);(h) 编制(级别)和审核(级别)人;(i)制定日期。
磁粉检测通用工艺规程
磁粉检测通用工艺规程
1.主题内容与适用范围
1.1本规程规定了承压设备磁粉检测的人员、设备器材、检测技术、质量分级和检测记录报告等的基本要求。
1.2本规程适用于铁磁性材料制承压设备的原材料、零部件和焊接接头的表面、近表面缺陷的检测,不适用于奥氏体不锈钢和其他非铁磁性材料的检测。
2.引用标准
固定式压力管道元件安全技术监察规程
GB150-2011 压力管道元件
JB/T4730-2005 承压设备无损检测第4部分磁粉检测3.一般要求
3.1磁粉检测人员要求
3.1.1磁粉检测人员应按照《特种设备无损检测人员考核与监督管理规则》的要求取得磁粉检测资格证书,复检和签发报告人员应有中级资格证书。
3.1.2磁粉检测人员的未经矫正或经矫正的近(距)视力和远(距)视力应不低于5.0(小数记录值为1.0),并一年检查一次,不得有色盲。
3.2磁粉检测设备、器材
3.2.1本规程采用电磁轭式磁粉探伤仪。
当使用磁轭最大间距时,交流电磁轭至少应有45N的提升力;直流电磁轭至少应有177N的提升力。
电磁轭的提升力至少半年校验一次。
磁粉检测工艺-2014
2、该工件外表面角焊缝如采用触头法检测,是 否需按法兰厚度来选择磁化电流?为什么? 答:该角焊缝工件属于不等厚结构,采用触头 法检测时,不用按法兰厚度来选择磁化电流, 因为在法兰中电流的绝大部分是沿与薄板厚度 相近的表层中流过,所以应按薄板厚度确定磁 化规范,即(3.5~4.5)倍触头间距。同时应 根据标准试片实测结果来校正。
产品名称 材料牌号 探伤设备 检验方法 磁化电流 磁化规范 磁粉、载液、磁悬 液配制浓度 紫外光辐照度或试 件表面光照度 探伤方法标准 不允许缺陷 磁化方法示意草图:
产品规格 检测部位 表面预清理要求 标准试片 磁化方法 磁化时间 磁悬液施加方法及 操作要求 缺陷记录方式 质量验收等级
磁化操作附加说明:
3 MT工艺编制并优化的实例
3.1例题一: 对在用高压压力容器设备法兰螺栓进行疲劳裂纹 磁 粉 检 测 , 螺 栓 材 质 为 35CrMoA , 规 格 M48×310,按JB4730.4-2005标准Ⅰ级验收, 请自行选定最佳磁化方法、磁粉探伤设备和器 材后,制定螺栓磁粉探伤工艺卡.(可选用的设 备和器材有: CYE—1A 磁轭式磁粉探伤仪、 CDE—ⅡE旋转磁场磁粉探伤仪、CY—1000触 点式磁粉探伤仪、 CEW12000 固定式磁粉探伤 仪、线圈(长 500mm , 10 匝,内径 500mm )、 紫外灯、A型、C型试片、磁粉、载液等)。
换热器管箱 Q235B 表面检验合格后 CYE-1A、CY-1000磁探机 交流、连续法 1、I=3.5-4.5倍触头间距 2、 ≥45N 黑磁粉、水悬液 1.2~2.4ml/100ml 试件表面光照度≥1000lx JB4730.4-2005
产品规格(mm) 检测部位 表面预清理要求 标准试片 磁化方法 磁化时间 磁悬液施加 方法及操作要求 缺陷记录方式 质量验收等级
磁粉检测通用工艺规程 nb t47013

1 适用范围1.1本部分规定了承压设备焊缝及其原材料、机加工部件磁粉检测方法及质量分级要求。
1.2本部分适用于铁磁性材料制板材、复合板材、管材、管件和锻件等表面或近表面缺陷的检测,以及铁磁性材料对接接头、T型焊接接头和角接接头等表面或近表面缺陷的检测,不适用于非铁磁性材料的检测。
1.3承压设备有关的支承件和结构件,也可参照本部分进行磁粉检测。
2 编制依据NB/T 47013.1—2015《承压设备无损检测》第1部分通用要求NB/T 47013.4—2015《承压设备无损检测》第4部分磁粉检测3 一般要求3.1 检测人员3.1.1从事磁粉检测的人员应按照国家特种设备无损检测人员考核的相关规定取得相应无损检测人员资格。
3.1.2磁粉检测人员的未经矫正或经矫正的近(小数)视力和远(距)视力应不低于5.0(小数记录值为1.0),测试方法应符合GB 11533的规定;并一年检查一次,不得有色盲。
3.2 磁粉检测程序磁粉检测程序如下:⑴预处理;⑵磁化;⑶施加磁粉或磁悬液;⑷磁痕的观察与记录;⑸缺陷评级;⑹退磁;⑺后处理。
3.3 磁粉检测设备3.3.1 设备磁粉检测设备应符合JB/T 8290的规定。
3.3.2 提升力当使用磁轭最大间距时,交流电磁轭至少应有45N的提升力;直流电(包括整流电)磁轭或永久性磁轭至少应有177N的提升力;交叉磁轭至少应有118N的提升力(磁极与试件表面间隙为小于等于0.5mm)。
3.3.3 断电相位控制器采用剩磁法检测时,交流探伤机应配备断电相位控制器。
3.3.4黑光灯当采用荧光磁粉检测时,使用的黑光灯在工件表面的辐照强度应大于或等于1OOOμW/cm2,其波长应为315nm-400nm,峰值波长约为365nm。
黑光源应符合GB/T 5097的规定。
3.3.5黑光辐光照度计黑光辐光照度计用于测量黑光的辐照度,其测量的波长范围应至少在315nm-400nm内,峰值波长约为365nm。
磁粉检测工艺规程
1 目的本工作程序是xxxxxxxxxxxx有限公司在承担磁粉检测工作过程中,指导磁粉检测工作。
2 适用范围2.1本工艺规程适用于本公司承担的磁粉检测工作。
2.2本部分适用于铁磁性材料制板材、复合板材、管材、管件和锻件等表面或近表面缺陷的检测,以及铁磁性材料对接接头、T型焊接接头和角接接头等表面或近表面缺陷的检测,不适用于非铁磁性材料的检测。
2.3承压设备有关的支承件和结构件,如可参照本规程进行磁粉检测。
3 编制依据下列文件对于本文件的引用是必不可少的。
凡是注日期的引用文件,仅注日期的版本适用于本文件。
凡是不注日期的引用文件,其最新版本(包括所有的修改单)适用于本文件。
《压力容器安全技术监察规程》《特种设备无损检测人员考核与监督管理规则》GB150 《钢制压力容器》TSG R0004 《固定式压力容器安全技术监察规程》NB/T47013.4-2015《承压设备无损检测-磁粉检测》DL438 《火力发电厂金属技术监督规程》DL/T869 《火力发电厂焊接技术规程》4 检测人员4.1 检测人员必须经过培训,按《锅炉压力容器无损检测人员资格考核规则》取得与其工作相适应的资格证书。
4.2检测人员每年应检查一次身体,具有良好的身体素质,其矫正视力不低于1.0,不得有色盲和弱视。
4.3检验操作由Ⅰ级或Ⅱ级人员进行,审核由Ⅱ级或Ⅲ级人员进行。
5 设备、工具和材料5.1 磁化设备5.1.1磁化设备见表5.1表5.15.1.2 提升力当使用磁轭最大间距时,交流电磁轭至少应有45N的提升力;直流电(包括整流电)磁轭或永磁轭至少应有177N的提升力;交叉磁轭至少应有118N的提升力(磁极与试件表面间隙为小于等于0.5mm)。
5.1.3磁化设备的选择5.1.3.1对于表面开口型缺陷宜选用能提供交流电的磁化设备。
5.1.3.2对于近表面缺陷及埋藏缺陷,宜选用能提供直流电的磁化设备。
5.2辅助器材5.2.1辅助器材a)A型、C型、标准试块和磁场指示器;b)磁悬液浓度沉淀管;c)2倍~10倍放大镜;d)光照度计:光照度计用于测量被检工件表面的可见光照度。
磁粉检测通用工艺规程
1、范围适用于铁磁性材料制承压设备的原材料、零部件和焊接接头表面近表面缺陷的检测。
2、引用标准法规GB/T16673-1996 无损检测用黑光源辐射的测量JB/T4730-2005 承压设备无损检测JB/T6063-1992 磁粉探伤用磁粉JB/T6065-2004 无损检测磁粉检测用试片JB/T8290-1998 磁粉探伤机3、检测人员3.1、磁粉检测人员上岗前,应按照《特种设备无损检测人员考核与监督管理规则》的要求,取得磁粉检测资格,且只能从事相应资格的检测工作。
3.2、磁粉检测人员的矫正视力应不低于5.0,并每年检查一次,不得有色盲。
4、检测设备、器材和材料4.1、设备磁粉检测设备应符合JB/T8290的规定。
4.1.1、当磁轭间距最大时,交流电磁轭的提升力≮44N,直流电磁轭的提升力≮177N.4.1.2、剩磁法检测时,交流探伤机必配备断电相位控制器。
4.1.3、荧光磁粉检测时,黑光灯在工作表面的照度≥1000μw/2cm,黑光的波长λ=320nm~400nm,中心波长λ≈365nm。
黑光源应符合GB/T16673的规定。
B≤0.3mT4.1.4、退磁装置应保证退磁后表面剩磁r4.2、辅助器材一般包括下列器材:a)A1型、C型、D型和M1型试片,磁场指示器;b)磁场强度计及毫特斯拉计;c)磁悬液浓度沉淀管;d)2~10倍放大镜;d)白光照度计;f)黑光灯;g)黑光辐照计。
4.3、磁粉、载液、磁悬液4.3.1、磁粉应具有高磁导率、低矫顽力和低剩磁,并与工件表面的颜色对比度要较高。
其他要求应符合GB/T6063的规定。
4.3.2、载液为水时,应加入防锈剂、表面活性剂及清洗剂。
载液为油时,其运动粘度在38℃时应小于或等于3.02mm/s,闪点不mm/s, 使用温度小于或等于5.02低于94℃,且无荧光和异味。
4.3.3、磁悬液浓度范围应符合表1的规定。
测定前应充分搅匀。
表1 磁悬液浓度4.4、标准试块4.4.1、一般应选用A1-30/100,检测狭小部位可选用C-15/50。
磁粉工艺及规程Microsoft Word 文档

磁粉检测通用工艺和工艺卡通用工艺规程1 磁粉检测工艺的分类:分通用工艺规程和专用工艺卡两种,两者都是必须遵循的规定性书面文件。
2 通用工艺规程:a)定义:指用于指导磁粉检测工程技术人员和实际操作人员进行磁粉检测工作,处理检测结果,进行质量评定并作出合格与否的结论,从而完成磁粉检测任务的技术文件。
b)根据相关法规标准、产品标准、有关的技术文件和检测标准,并结合检测单位的特点、检测对象和检测能力编制的工艺技术文件。
c) 通用工艺规程应涵盖本单位(制造、安装或检测单位)产品的检测范围。
d)通用工艺规程应有一定覆盖性、通用性和可选择性,至少包括以下内容(JB/T4730.1-2005)⑴适用范围;⑵引用标准和法规;⑶检测人员资格;⑷检测设备、器材和材料;⑸检测表面制备;⑹检测时机;⑺检测工艺和检测技术;⑻检测结果的评定和质量等级分类;⑼检测记录、报告和资料存档;⑽编制(级别)、审核(级别)和批准人;⑾制定日期。
通用工艺规程的编制、审核及批准应符合相关法规或标准的规定。
一般要求:编制和审核为Ⅲ级人员,批准为技术负责人。
《特种设备无损检测人员考核和管理规则》各级别人员职责的规定。
专用工艺卡无损检测工艺卡应根据无损检测通用工艺规程、产品标准、有关的技术文件和JB/T4730-2005的要求编制。
也就是针对某一具体产品或产品上的某一部件,依据通用规程和图样要求,所制定的有关磁粉检测具体参数条件。
以表格形式编制专用工艺卡应包括以下内容:①工艺卡编号;②产品部分:产品名称,产品编号,制造、安装或检验编号,承压设备的类别、规格尺寸、材料牌号、材质、热处理状态及表面状态;③检测设备与器材:设备种类、型号、规格尺寸、检测附件和检测材料;④检测工艺参数:检测方法、检测比例、检测部位、标准试片(块);⑤检测技术要求:执行标准和验收级别;⑥检测程序;⑦检测部位示意图;⑧编制(级别)和审核(级别)人;⑨制定日期。
磁粉检测工艺卡应由磁粉检测Ⅱ人员编写,责任师(Ⅲ或Ⅱ)审核。
磁粉检测工艺作业指导书

磁粉检测工艺作业指导书1总则:1.1 目的规范和指导公司所进行的磁粉检测。
1.2 适用范围适用于碳素钢、低合金钢、不锈钢材料制锅炉压力容器、压力管道、石化工程材料和焊缝的磁粉检测。
1.3 编制依据1)JB4730-2005承压设备无损检测及有关的ISO9000标准。
2)有关的程序文件。
3)相关的作业文件。
4)有关的工程和制造标准。
5)国家或行业的有关法律、法规及标准。
6)顾客和供方指定的特殊特性。
7)人、机、料、法、环的特定条件。
8)统计过程控制要求。
9)过程的输入条件。
10)过程的输出要求,过程的目标。
2磁粉检测工艺流程客户委托接受委托否编制工艺(卡)工艺卡审核是检测人员确定、仪器材料准备配制磁悬液灵敏度校验磁化工件施加磁悬液观察磁痕/记录、工件标记否灵敏度复验是缺陷评定否结果审核是签发报告资料归档焊缝磁粉检测3检测工艺卡3.1检测工艺卡由具有II级MT资质人员编制,工艺卡的编制应与所执行的技术规范及本检测作业制指导书相符。
3.2检测工艺卡由具有MTIII资质人员或MT检测责任师审核批准。
4表面准备4.1被检工件表面粗糙度应符合要求。
4.2被检工件表面不得有油脂或其他粘附磁粉的物质4.3为满足4.4.1和4.4.2条的要求,允许用砂轮对工件进行修磨。
5检测仪器材料5.1检测仪器5.1.1焊缝检测时选用磁轭式检测仪或旋转磁场检测仪:5.1.2检测仪器的校验提升力校验每次使用前均应校验一次,磁轭间距为最大时,交流提升力至少为45N,直流提升力至少为177N,交叉磁轭提升力至少为118N。
5.2磁粉及磁悬液5.2.1磁粉选用生产历史较长、质量稳定的生产厂家生产的黑磁膏,使用前应对其磁粉浓度进行测定,合格后方可使用。
5.2.2磁悬液一般用水基磁悬液,新配制的磁悬液浓度应根据磁粉种类、粒度以及施加方法确定。
一般情况下,非荧光磁粉浓度为10-25g/L,荧光磁粉浓度为0.5-3g/L。
5.3灵敏度试片:A30/1005.4辅助材料:磁悬液喷壶,磁悬液筒,刷子,半遮挡式安全电压行灯,3-5倍放大镜等。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
10 特种设备磁粉检测通用工艺规程和工艺卡10.1 特种设备磁粉检测通用工艺规程10.1.1通用工艺规程的特点:1.通用工艺规程应根据相关法规、产品标准、有关的技术文件和JB/T4730.4-2005等相关检测标准要求编制;2.针对检测机构的特点和检测能力进行编制;3.磁粉检测通用工艺规程应涵盖本单位(制造、安装或检测单位)产品的检测范围;4. 通用工艺规程应有一定覆盖性、通用性和可选择性;4.通用工艺规程一般为原则性条款,以文字说明为主;5.通用工艺规程Ⅲ级人员编写,检测责任师(Ⅲ级人员)审核,技术负责人批准。
10.1.2通用工艺规程的内容:磁粉检测通用工艺规程至少应包括以下内容:(a)适用范围;(b)引用标准、法规;(c)检测人员资格;(d)检测设备、器材和材料;(e)检测表面制备;(f)检测时机;(g)检测工艺和检测技术;(h)检测结果的评定和质量等级分类;(i)检测记录、报告和资料存档;(j)编制(级别)、审核(级别)和批准人;(k)制定日期。
10.2 特种设备磁粉检测工艺卡10.1.1检测工艺卡的特点:1.特种设备磁粉检测工艺卡应根据磁粉检测通用工艺规程、产品标准、有关的技术文件和JB/T4730.4-2005等检测标准的要求编制;2.检测工艺卡针对某一具体产品或产品上的某一部件而单独编写的,一般为一件一卡;3.检测工艺卡制定的是有关磁粉检测的细节和具体参数条件,多为图表形式;4.检测工艺卡Ⅱ级或Ⅱ级以上人员编写,检测责任师(Ⅱ级或Ⅱ级以上人员)审核;5.检测工艺卡用以指导相关检测人员进行磁粉检测操作。
10.2.2检测工艺卡的内容:磁粉检测工艺卡一般应包括以下内容:(a)工艺卡编号(一般为流水顺序号);(b)产品部分:产品名称,产品编号,制造、安装或检验编号,承压设备类别,规格尺寸,材料牌号,热处理状态及表面状态;(c)检测设备与材料:设备种类、型号、检测附件、检测材料;(d)检测工艺参数:检测方法、检测比例、检测部位、标准试块或标准试样(片);(e)检测技术要求:执行标准、验收级别;(f)检测程序;(g)检测部位示意图:包括(检测部位、缺陷部位、缺陷分布等);(h) 编制(级别)和审核(级别)人;(i)制定日期。
10.2.3编制磁粉检测工艺卡时主要磁化方法的选择:1.焊缝表面:①交叉磁轭法——对接焊缝;②磁轭法——对接焊缝、角焊缝;③绕电缆法(线圈法)——管子对接环焊缝、角环焊缝,且仅检测平行于焊缝的缺陷;④触头法——对接焊缝、角焊缝。
2.焊缝坡口及炭弧气刨面:①焊缝坡口——触头法;②碳弧气刨面——交叉磁轭法;③层间检测——交叉磁轭法。
3.螺栓:线圈法(纵向磁化),剩磁法、荧光湿法主要检查横向缺陷。
4.三通或四通管件:绕电缆法(线圈法),(注意:电缆的绕向)。
5.轴类件(包括同径、变径、塔形类):轴向通电法。
(注意:变径、塔形类件,根据尺寸不同,分别通电检查。
顺序是从最小直径到最大直径逐阶磁化)。
6.起重吊钩:①绕电缆法(线圈法)——检查横向疲劳缺陷;②触头法——检查纵缺陷。
7.铸钢件:①在固定式探伤机上至少两个方向磁化,并用湿法检验——精密铸钢件体积小、重量轻;②触头法、磁轭法——砂型铸钢件一般体积和重量较大,壁较厚。
10.2.3“特种设备磁粉检测工艺卡”编写的一般格式和内容:1. 特种设备磁粉检测工艺卡”编写的形式一:表1 承压设备磁粉检测工艺卡No.GT-MT-001a.清除并打磨焊缝及热影响区,Ra≤25μm;b.除去漆层,露出金属光泽;c.打磨掉工件表面与电极接触处的非电导覆盖层;d.使用干法检测时:清除油污等,工件表面要干净和干燥。
注2.油基载液使用:a.对腐蚀应严加防止的某些铁基合金(如经过加工的某些轴承或轴承套);b.水可能会引起电击的地方;c.在水中浸泡可引起氢脆的某些高强度钢;d.油基载液可填写“LPW-3号煤油”。
注3.偏置芯棒法:交流电I=(8~15)D中的D=d+2T, 每次有效检测区宽度约为4d,重叠10%。
2. 特种设备磁粉检测工艺卡”编写的形式二:10.2.3“特种设备磁粉检测工艺卡”编写实例:某液化石油气站一台在用的液化石油气储罐,材质为16MnR,规格为φ2000mm×18mm,其结构如图2所示。
要求对该容器人孔接管C、D类焊缝外表面进行100%磁粉检测,检测标准为JB/T4730.4-2005,采用中等灵敏度探伤,合格级别为Ⅱ级,请回答下列问题。
液化石油气储罐现有如下探伤设备与器材:1.CJE-1单磁轭探伤仪(交流电,磁轭带活动关节)。
CDD-1000交流磁粉探伤仪,该探伤机配置长3m的软电缆,触头1付。
2.GD-3型毫特斯拉计。
3.ST-85型照度计4.UV-A黑光辐照计5.黑磁粉、BW-1型黑磁膏、水、油6.A1-30/100、A1-15/100、C-8/50、C-15/50型试片。
7.磁悬液浓度测定管8.2-10倍放大镜。
解题思路:①对于工艺题,解题时首先要读懂题意,弄清工件的结构、制造工艺、使用环境,确定可能产生的缺陷(横向、纵向、表面、近表面);②然后根据缺陷情况及题目要求确定磁化方法;③再确定检测方法(连续——灵敏度最高、剩磁——效率高、湿、干);④最后才可能计算出磁化规范;⑤同时,相应的设备选择、磁化时间、磁粉种类都能确定了。
表1承压设备磁粉检测工艺卡图液化石油气储罐产品或工件名称、材料牌号、规格尺寸、热处理状态:依据题意填写;检测部位:具体标出检测部位和检测百分比。
被检表面要求:根据预处理要求填写。
如果被检工件表面漆层厚,可填写“除去漆层,露出金属光泽”,或填写“打磨掉工件表面与电极接触处的非导电覆盖层”。
使用干法检测时,可填写“清除油污等,工件表面要干净和干燥”。
检测时机:一般焊缝可填写“焊接完后”;对有延迟裂纹倾向的材料,应填写“焊后至少24h后”;对《GB12337钢制球形贮罐》的焊接接头,应填写“焊后至少36h后”。
检测设备:根据工件尺寸、形状等选择合适的设备,如填写“CXE交叉磁轭,CJX-2000型交流探伤仪,CJE交流电磁轭”。
标准试片(块):承压设备一般选用“A1-30/100试片”,灵敏度要求高时选用“A1-15/100试片”,根据被检工件表面较小或是曲面可选用“C1-30/100试片”,有条件最好选用“M1试片”。
当采用固定式探伤机检测时,交流探伤机用“E型试块”,直流探伤机用“B型试块”进行综合性能试验。
检测方法:承压设备检测对裂纹敏感材料和可能发生应力腐蚀裂纹的或重要产品和工件时填写“荧光磁粉”,其余填写“非荧光磁粉”。
因为承压设备磁粉检测一般对质量要求高,所以用“湿法”,一般不用“干法”。
凡经过热处理(淬火、回火、渗碳、渗氮及局部正火等)的高碳钢和合金结构钢,矫顽力在1KA/m,剩磁在0.8T以上者,才可进行“剩磁法”检测,尤其高压螺栓螺纹根部或筒形件内表面检测必须用“剩磁法”。
其余用“连续法”检测。
光线及检测环境:使用荧光磁粉检测时,暗区的“环境光照度<20lx”,“黑光辐照度≥1000μW/cm2”。
使用非荧光磁粉检测时“可见光照度>1000lx”,无法满足时也“不得低于500lx”。
缺陷磁痕记录方式:用“照相”、“贴印”“录像”或“可剥性塑料薄膜”等。
磁化方法:根据工件尺寸、结构、外形和欲发现缺陷的方向,选择“磁轭法”、“交叉磁轭法”、“轴向通电法”、“触头法”、“线圈法”、“中心导体法”等方法中的一种或几种组合来行检测。
电流种类:根据产品或工件,对发现缺陷的要求,并根据3.1.5条如何选用磁化电流的原则填写选用的“AC”、“DC”、“FWDC”和“HW”等磁化电流。
磁化规范:电磁轭填写提升力,如交流电磁轭的“提升力≥45N”,交叉磁轭填写“提升力≥118N,间隙0.5mm”、触头法填写“I=5L=1000A”,轴向通电法(连续法)填写如“I=15D=1500A”,线圈法(连续法)填写如“I=2000A,(N=5)”。
“磁化规范最终以A1-30/100试片上的磁痕显示确定”。
磁粉、载液及磁悬液浓度:磁粉有荧光磁粉和非荧光磁粉,对在用承压设备进行检测时,如制造时采用高强度钢以及对裂纹(包括冷裂纹、热裂纹和再热裂纹)敏感的材料,或是长期工作在腐蚀介质环境下,有可能发生应力腐蚀裂纹的场合,其内壁宜采用荧光磁粉方法进行检测。
可填写经过认证的“YC2荧光磁粉”其余填写“HK-1黑磁粉”等。
载液油基载液优先使用如下场合:①对腐蚀应严加防止的某些铁基合金(如经过加工的某些轴承或轴承套);②水可能会引起电击的地方;③在水中浸泡可引起氢脆的某些高强度钢。
油基载液可填写经过认证的“LPW-3号煤油”其余可填写“水载液”。
磁悬液浓度,现场磁粉检测一般填写“配制浓度”,如非荧光磁悬液填写“10g/L-25g/L”。
在固定式探伤机磁粉检测时,一般填写“沉淀浓度”,如荧光磁悬液,填写“0.1mL/100mL-0.4mL/100mL”也可用磁悬液喷罐,可填写经过认证的“HD-BW黑水磁悬液”或“HD-YL荧光磁悬液”。
磁悬液施加方法:一般可用“浇法”和“喷洒”,剩磁法用“浸法”灵敏度更高。
检测方法标准:填写“JB/T4730.4-2005”。
质量验收等级:共分Ⅰ、Ⅱ、Ⅲ、Ⅳ四个级别,根据承压设备产品或工件验收级别内容填写,如“Ⅰ级”。
磁粉检测质量评级要求:(1)对于焊接接头可填写“不允许存在任何裂纹”(焊接接头不产生白点)。
如对于Ⅱ级焊接接头可填写“不允许线性缺陷磁痕”、“圆形缺陷磁痕(评定框尺寸为35mm×100mm),长径d≤3.0mm,且在评定框内不大于2个”。
(2)对于受压力部件和材料可填写“不允许存在任何裂纹和白点”,紧固件和轴类零件填写“不允许任何横向缺陷显示”。
如对于Ⅲ级受压加工部件和材料可填写“线性缺陷磁痕长度ι≤6.0mm”,“圆形缺陷磁痕(评定框尺寸为2500mm2,其中一条矩形边长最大为150mm)长径d≤6.0mm,且在评定框内不大于4个”。
磁化方法附加说明:填写①磁化顺序;②某焊缝用磁轭法,某焊缝用交叉磁轭法等;③磁(电)极间距,与被检测表面间隙大小;④周向和纵向使用磁化方法;⑤计算公式,N= ,Y= ,L/D= 。
编制审核和审批:填写应符合相关法规或标准的规定。