BICR霍科德自身预热式烧嘴
KROM蓄热式烧嘴的结构和工作原理
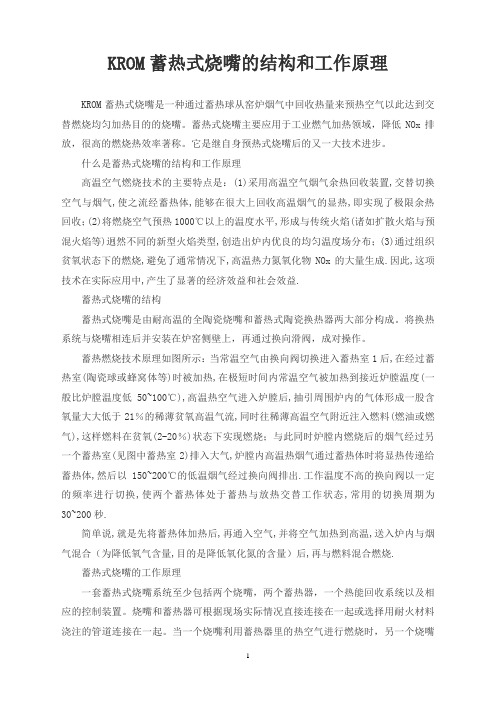
KROM蓄热式烧嘴的结构和工作原理KROM蓄热式烧嘴是一种通过蓄热球从窑炉烟气中回收热量来预热空气以此达到交替燃烧均匀加热目的的烧嘴。
蓄热式烧嘴主要应用于工业燃气加热领域,降低NOx排放,很高的燃烧热效率著称。
它是继自身预热式烧嘴后的又一大技术进步。
什么是蓄热式烧嘴的结构和工作原理高温空气燃烧技术的主要特点是:(1)采用高温空气烟气余热回收装置,交替切换空气与烟气,使之流经蓄热体,能够在很大上回收高温烟气的显热,即实现了极限余热回收;(2)将燃烧空气预热1000℃以上的温度水平,形成与传统火焰(诸如扩散火焰与预混火焰等)迥然不同的新型火焰类型,创造出炉内优良的均匀温度场分布;(3)通过组织贫氧状态下的燃烧,避免了通常情况下,高温热力氮氧化物NOx的大量生成.因此,这项技术在实际应用中,产生了显著的经济效益和社会效益.蓄热式烧嘴的结构蓄热式烧嘴是由耐高温的全陶瓷烧嘴和蓄热式陶瓷换热器两大部分构成。
将换热系统与烧嘴相连后并安装在炉窑侧壁上,再通过换向滑阀,成对操作。
蓄热燃烧技术原理如图所示:当常温空气由换向阀切换进入蓄热室1后,在经过蓄热室(陶瓷球或蜂窝体等)时被加热,在极短时间内常温空气被加热到接近炉膛温度(一般比炉膛温度低50~100℃),高温热空气进入炉膛后,抽引周围炉内的气体形成一股含氧量大大低于21%的稀薄贫氧高温气流,同时往稀薄高温空气附近注入燃料(燃油或燃气),这样燃料在贫氧(2-20%)状态下实现燃烧;与此同时炉膛内燃烧后的烟气经过另一个蓄热室(见图中蓄热室2)排入大气,炉膛内高温热烟气通过蓄热体时将显热传递给蓄热体,然后以150~200℃的低温烟气经过换向阀排出.工作温度不高的换向阀以一定的频率进行切换,使两个蓄热体处于蓄热与放热交替工作状态,常用的切换周期为30~200秒.简单说,就是先将蓄热体加热后,再通入空气,并将空气加热到高温,送入炉内与烟气混合(为降低氧气含量,目的是降低氧化氮的含量)后,再与燃料混合燃烧.蓄热式烧嘴的工作原理一套蓄热式烧嘴系统至少包括两个烧嘴,两个蓄热器,一个热能回收系统以及相应的控制装置。
工业燃烧器控制及设备选型手册
200
1250~1350
150
200
250
1450~1550
200
250
250
天然气管 1/2” 3/4” 3/4” 1” 1 1/4” 1 1/2” 1 1/2” 2” 2 1/2” 3”
七、 工业燃烧器选型参考 1、 工业燃烧器由于火焰形态分为:高速烧嘴(GS)、高速调温 烧嘴(GST)、亚高速烧嘴(GSY)、平焰烧嘴(P)、调焰烧嘴(T)、 辐射式烧嘴(FS)。 2、 工业燃烧器根据燃料种类分为:液化石油气烧嘴(YH)、重 油烧嘴(ZY)、柴油烧嘴(CY)、天然气烧嘴(T)、焦炉煤 气烧嘴(J)、瓦斯气烧嘴(WS)混合煤气烧嘴(H)、高炉 煤气烧嘴(G)、发生炉煤气烧嘴(F)、热脏煤气烧嘴(RZ)。
9
3、 工业燃烧器根据燃烧技术和用途分为:喷射式烧嘴(PS)、
半喷射式烧嘴(BP)、涡流式烧嘴(W)、蓄热式烧嘴(X)、
自身预热式烧嘴(ZS)、辐射管烧嘴(FG)、大气烧嘴(D)。
4、 工业燃烧器根据燃料压力的高低分为:高压烧嘴、中亚烧嘴
和低压烧嘴。目前,高压烧嘴和中亚烧嘴除特殊情况很少使
用。
5、 对上述燃烧器根据空气压力和空气预热情况进行分类:
备注
带喷头 带喷头 带喷头 带喷头 带喷头 带喷头 带喷头 带喷头 带喷头 带喷头 无喷头 无喷头 无喷头 无喷头 无喷头 无喷头 无喷头 无喷头 无喷头 无喷头
11
型号
TS1-6D TS1-10 TS1-15 TS1-25 TS1-35 TS1-50 TS1-75 TS1-100 TS1-150 TS1-200 TS2-6D TS2-10 TS2-15 TS2-25 TS2-35 TS2-50 TS2-75 TS2-100 TS2-150 TS2-200
蓄热式烧嘴
蓄热式烧嘴自身蓄热烧嘴的开发户松三男谷口矿司摘要1997年12月,防止全球暖化京都会议上已达成协议,工业炉要进一步采取各种节能措施以削减温室化气体的排放量。
这些措施中采用蓄热式烧嘴正成为目前的主要方向。
但是,现状是由于尺寸大小、造价、配管复杂等因素,能采用此项技术的炉子受到限制,因而妨碍了推广。
本文介绍了我公司开发的自身蓄热烧嘴,也就是把低造价、单一、紧凑、低NOx等结合在一起的一套蓄热式烧嘴系统。
1 自身蓄热烧嘴的开发近年来要是提到节能,几乎都要说到蓄热式烧嘴,它的高热效率已为同行业人士所深知。
但是,目前只有很少的一部分炉子采用此项技术。
因为不景气要考虑减少设备投资固然是重要因素,最主要的想来还是造价高。
现有的蓄热式烧嘴系统是两个烧嘴作为一组,每个烧嘴隔几十秒切换燃烧一次,即所谓双子式烧嘴系统。
两个烧嘴需要6个换向阀,还要两套安全装置,这样造价就上去了;此外,两个烧嘴还需要用配管联结,复杂的配管也增加了成本。
其次要考虑的因素是蓄热部分的尺寸较大,增大了烧嘴本体的尺寸,难以设置在小型炉子上。
我公司考虑到这些问题妨碍了蓄热式烧嘴的推广,于是着手开发能满足低造价、单一、紧凑、低NOx等要求的燃烧系统,结果可以在一个烧嘴内完成蓄热燃烧,终于实现了自身蓄热烧嘴系统。
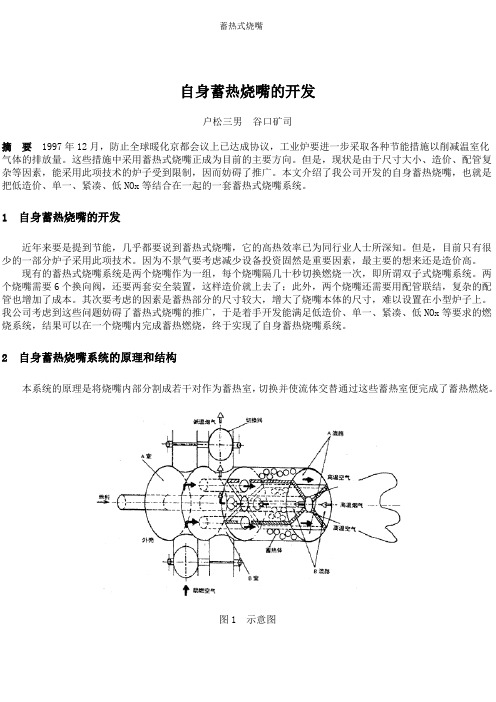
2 自身蓄热烧嘴系统的原理和结构本系统的原理是将烧嘴内部分割成若干对作为蓄热室,切换并使流体交替通过这些蓄热室便完成了蓄热燃烧。
图1 示意图图2 示意图图1和图2是基本的示意图。
其结构是:中心部位供应燃料,烧嘴本体内部划分成A、B两部分。
每一部分都有空气入口和烟气出口,各接口配切换阀。
蓄热体分割成4部分并互相隔离。
A室和A流路的两个蓄热室联结,B 室和B流路的蓄热室联结。
图1上A室的助燃空气入口和B室的烟气出口处切换阀开着,其他的切换阀关闭,流体的流动过程是助燃空气从A室进入,通过A流路的两个蓄热室变成高温空气,和燃料混合后燃烧。
烟气在炉内循环后回到烧嘴,进入B流路的蓄热室成为低温烟气,从B室排出。
烧嘴
41
7.5
2 已交/柳州化肥厂
41
55
2
42
7.5
4 已交/陕西神木
43
132
5
41
11
6 已交/金陵化肥厂
41
132
9
67
18.5
1 已交/渭河化肥厂
67
220
1
41
7.5
3 已交/山西丰喜
41
132
3
关键设备
立式高速泵
型号 GSB-L1
流量 m3/h
3~100
扬程 m
200~1920
GSB-L2 3~60 100~580
80 4.1
氮气 氧气
气体 0.67 气体 6.29
0.89 80 4.1 6.92 180 4.15
蒸汽
气体 0.24
0.69 300 5.0
液化气 气体 0.14 点火氧气 气体 0.67
20 0.3 20 0.4
关键设备
破渣机
序号 使用单位
1
上海焦化厂
2
浩良河化肥厂
3
德州化肥厂
4
金陵化肥厂
数量(台) 应用时间 备注
热风炉
1.热负荷:(200~500)×104 Kcal/h 2.热风温度:343℃ 3.热风流量:7500 m3/h
1.热负荷:(430~550)×104 Kcal/h 2.热风温度:270℃ 3.热风流量:10000 m3/h
1.热负荷:500×104 Kcal/h 2.热风温度:90~135℃ 3.热风流量:50000~135000 m3/h
1.热负荷:(100~200)×104 Kcal/h 2.热风温度:120~150℃ 3.热风流量:90100 m3/h
预热式烧嘴的使用注意事项

预热式烧嘴的使用注意事项
一、明火直接加热应用中要安装烟气导流套
在间接加热应用时,烟气可以通过换热器与辐射管的间隙排出炉膛,从而实现热量的交换。
在明火加热时,我们也需要加装烟气导流套来强制烟气在这个环形间隙中通过,实现*的热交换。
二、换热器与辐射管缝隙较大时安装烟气导流套
跟上一条相似,在辐射管直径较大而烧嘴功率较小的情况下,由于换热器与辐射管直径的缝隙过大会造成烟气不能贴近换热器,影响换热效率。
所以需要加装尺寸合适的烟气导流套。
三、使用I型(一字型)辐射管要安装陶瓷火焰内管,让火焰形成循环通道。
一字型辐射管不同于P型、双P型辐射管,要想形成烟气的循环流动,需在管内预先塞入耐高温陶瓷内管。
从烧嘴出来的高温烟气先进入陶瓷管内侧,当烟气走到辐射管末端后会从陶瓷管外侧返回,少量烟气会二次参与燃烧,大部分从烧嘴换热器外侧排出,形成循环流动。
四、不同的炉温选择不同的换热器材质
自身预热式烧嘴换热器一般有三种材质,要根据不同分炉温选择相应的材质。
分别是:
BSREC..M——金属翅片
BSREC..C——碳化硅波纹
BSREC..FTR——金属光面
五、不同的燃气烧嘴额定功率不一样
烧嘴的额定功率一般是以天然气为标准计算的,在使用焦炉煤气和其他低热值燃气的情况下,额定功率肯定是要下降的。
具体按下面的比例计算:
焦炉煤气:额定功率的80%。
低热值煤气:额定功率的65%。
各类烧嘴简介
各类烧嘴简介各类烧嘴简介外混式烧嘴,国内生产、研究和即将引进的有二通道、三通道、四通道、五通道、六通道等。
通道数的多少视具体情况而定,冷却方式有外冷式(指夹套或盘管冷却)和内冷式(指进料之间有冷却水通道)。
结构型式和结构尺寸的变化都会使烧嘴的雾化性能变化。
1二通道烧嘴大型合成氨装置早年引进的一些气化炉通常采用两通道烧嘴,以Texaco气化技术为主要代表。
该烧嘴的主要特点是结构简单,气流雾化,能满足基本的工艺要求。
但从国内企业的运行效果来看,该类型烧嘴在与气化炉匹配、有效气含量及产率方面均低于多通道烧嘴。
(1)渣油气化烧嘴两流道烧嘴采用环形管隙通油—蒸汽混合物料,中心管走氧。
油和蒸汽先在烧嘴外管道三通内混合,混合三通处渣油的进口速度约为15m/s,蒸汽速度大于60m/s,渣油在喉口高速下进行雾化。
油—蒸汽混合物在烧嘴环形管隙内流速为75m/s,氧气在中心管内流速为132~137m/s,于喷口处与油一蒸汽混合环流相冲击,使油滴进一步雾化。
选择这两个流速是使喷出口处形成一段“黑区”,以保护烧嘴。
例如,乌石化化肥厂第一套合成氨装置气化炉采用德士古专利,其原理是将渣油、蒸汽和氧气以适当配比混合,不完全燃烧生成工艺气[4]。
高压氧气(25℃,9.60MPa)和经过预热的渣油(315℃,10.0 MPa)、蒸汽(320℃,10.0MPa)分别通过烧嘴的中心管和环隙喷入气化炉燃烧室,雾化混合燃烧。
烧嘴加装在燃烧室顶部,并设有冷却水盘管及夹套。
冷却水进出口温度分别为38℃、40℃,压力分别为1.47MPa,0.098MPa。
气化炉燃烧室温度1350℃。
烧嘴正常工作时,尽管冷却水及物流对烧嘴有冷却保护作用,但高速物流的冲刷及含硫工艺气的侵蚀,以及低负荷高温热区的上移都会对烧嘴造成很大的损害。
同时在停车期间,烧嘴头部受高温辐射,部分区域得不到保护,易发生泄漏。
国内中小型重油气化装置多采用一次机械雾化、二次气流雾化的二通道烧嘴。
自身预热烧嘴

空气自身预热烧嘴与常规烧嘴比较及特点:
●空气自身预热烧嘴换热器采用最优化设计(见示意图),换热效率
高,节约能源,空气预热温度高达550℃(炉温:950℃),排烟温度低,节约能源高达30%。
常规烧嘴采用集中换热器,空气预热温度只能达300℃(炉温:950℃),排烟温度高,节约能源15%。
故,两种烧嘴节约能源相差近15%
●空气自身预热烧嘴采用多级燃烧和烟气循环燃烧技术,在空气预
热温度高时,烟气中NOx 含量低,小于150mg/m3,常规烧嘴是单级燃烧,NOx高达:400mg/m3。
见示意图。
采用明火燃烧时,烧嘴配备有专利的烟气引射系统保证90-100%的烟气从烧嘴排出,见附图,并且可调节炉膛压力。
炉内不用设烟道及炉压调节装置。
炉子占地面积小
常规烧嘴采用集中换热器炉子需设烟道,空气管道直径大,
需保
一级燃烧区
烟气再循环燃烧
温。
管道阀门直径大,需采用耐高温阀门。
因此常规烧嘴除集中换热器费用较高外,还需为管道,阀门,保温,内部烟道及炉压调节系统付出较高的费用。
一般情况下:在只针对烧嘴价格比较而言,由于节约能源,采用空气自身预热烧嘴多花的费用,在炉子连续运行3-6个月后即可收回。
● 采用陶瓷燃烧室,寿命长
● 烧嘴结构紧凑,体积小,重量轻,外壳内部有冷却空气,炉子运行时,外壳温度较低
● 火焰喷出速度高60-140m/S 可调,
● 控制方式采用ON/OFF 脉冲控制,可获得较高的炉温均匀性和节约能源 ● 直接电极点火 ● 烧嘴维护简单,寿命长
排烟管 内部隔热材料 换热器 空气导管
燃气管及点火电极
助燃空气连接法兰。
BICR霍科德自身预热式烧嘴

BICR 80/65天燃气烧嘴Nox排放
120 110 100
90 80 70 60
300 400 500 600 700 800 900 1000 炉温 [°C]
NOx (ppm ref 3% O2) 引射空气压力 [mbar]
BICR 80/65烧嘴烟气引射器
80 70
60 50
40 30
20 10
1bicr霍科德自身预热式烧嘴用于明火直接加热或辐射管间接加热预热助燃空气节能效果明显模块化设计维修简便结构紧凑节省空间烟气流速快空代预热均匀燃烧充分低烟气污染排放电极直接点火和电离火焰监测脉冲开闭式控制燃气空气调节控制成本低陶資换热器换热效率高燃气和空气的接入压力低特别适合替换原电辐射管加热设备勿需更换原辐射管724edition503cnfeierbicr自身枚热武焼嘴模块化设计
/50 /65 /80 H B
●
●●
●
●●
●●●
天燃气 = B LPG = G
烧嘴延长管长度 0 mm = -0
烧嘴头位置 [mm] = /335, /385, /435, /485...
烧嘴头型号 = 1, 2, 3, 4, 5...
制造等级 = A, B, C, D, E...
G -0 /335 /385 /435 /485 /535 /585 /635 /685 /735 /785 1 -99 A -Z
6
G. Kromschroeder AG Postfach 2809 D-49018 Osnabrück
Tel. +49 (0)5 41/12 14-0
Fax +49 (0)5 41/1 21 4-3 70 info@ www.kromschroeder.de
北美燃烧器样本
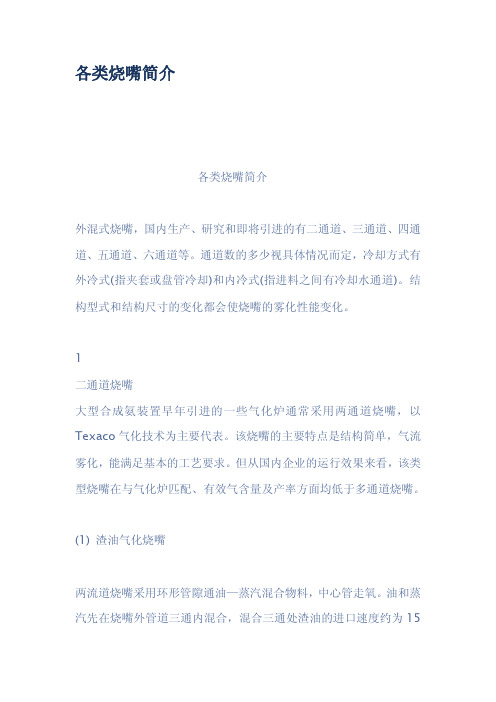
注:*额定参数,实际数据可能根据所选择耐火砖类型不同而变 化。
**会受到所选火焰监测器的影响。 功率: 到125,000 2,200,000 Btu/hr
(31,502-554,436 kcal/hr) 燃烧空气:最大空气压力10.56kpa
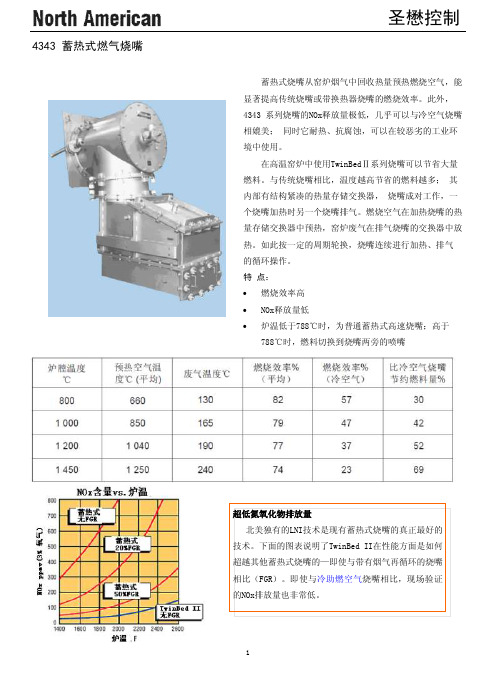
4343 蓄热式燃气烧嘴
圣懋控制
蓄热式烧嘴从窑炉烟气中回收热量预热燃烧空气,能 显著提高传统烧嘴或带换热器烧嘴的燃烧效率。此外, 4343 系列烧嘴的NOx释放量极低,几乎可以与冷空气烧嘴 相媲美; 同时它耐热、抗腐蚀,可以在较恶劣的工业环 境中使用。
在高温窑炉中使用TwinBedⅡ系列烧嘴可以节省大量 燃料。与传统烧嘴相比,温度越高节省的燃料越多; 其 内部有结构紧凑的热量存储交换器, 烧嘴成对工作,一 个烧嘴加热时另一个烧嘴排气。燃烧空气在加热烧嘴的热 量存储交换器中预热,窑炉废气在排气烧嘴的交换器中放 热。如此按一定的周期轮换,烧嘴连续进行加热、排气 的循环操作。 特 点: 燃烧效率高 NOx释放量低 炉温低于788℃时,为普通蓄热式高速烧嘴;高于
10
圣懋控制
① 法兰连接:北美方螺纹法兰适用于-6, -7, -8 型,但承插焊型连接口属于特别指定的接口。 承插焊连接口(适用于易于拆卸的接头或焊接 接头)是-9和-10型烧嘴的标准连接口。
② 在炉壁或外墙上开孔必须大于“AA”型的尺寸 0.5英寸,以便于装配接口设计及打样。
③ 备用孔(燃油及油气两用型号可选用)。 ④ 当指定承插焊型可选接口时适用。 ⑤ 法兰连接:美国标准125psi 螺纹法兰。
12
燃气接头配有带凹槽的法兰和旋 转臂螺钉,以便快速断开连接。
圣懋控制
烧嘴样本

北京兴达奇热工控制设备有限公司燃气烧嘴15~5000KW产品样本·04.2010Beijing Suntouch Themrmprocess Equipment Co.,Ltd .北京北方车辆集团有限公司辊底式热处理炉中铁宝桥股份有限公司热处理车间炉群江苏沙钢集团淮钢特钢80t台车炉山西太重集团钢轮公司热处理炉群典型工程实例西安天力金属材料有限公司退火炉常规烧嘴概 述 01选型说明 02安装尺寸 03技术参数 04烧嘴砖选型 05陶瓷套管选型 07燃烧系统设计指南 08低热值烧嘴概 述 10选型说明 10安装尺寸 11调温烧嘴概 述 12烧嘴结构 12选 型(RSG) 12技术参数 13安装尺寸 14自身预热式烧嘴概 述 16选 型 16技术参数 17应 用 18点火烧嘴概 述(ZAIR) 21技术参数 21概 述(ZMI) 22技术参数 22选型说明 22燃气烧嘴15~5000KW产品样本·04.2010使 命用先进的燃烧系统与自动化系统来提高用户的生产效率,降低用户的生产成本。
我们竭诚为您提供售前及售后的技术服务◎黄忠柱 138********◎王雨田 139********◎王勇志 135********◎黄志峰 135********◎张军国 135********◎王 涛 137********北京兴达奇热工控制设备有限公司位于北京中关村高科技园丰台园区,是一家经国家科委批准的高新技术企业。
公司主要从事工业炉燃烧系统的设计、调试以及成套供货,工业炉自动化系统的设计、系统集成、调试等。
公司经过十余年的艰苦创业,已发展成为一家具有良好信誉的专业的燃烧系统设备供应商和热工自动化系统工程公司。
公司一直致力于脉冲燃烧及其控制技术、蓄热式燃烧及控制技术、工业炉基础自动化及其控制技术的研究和应用,并在低热值和高热值燃料优化燃烧和控制领域取得了丰硕的成果。
在钢铁、有色、机械和石化等行业的节能、降耗、减排方面,拥有数以百计的成功案例。
德国霍科德有限公司新产品介绍

电磁执行器 MB 7+ 蝶阀 BVHM 用于替代原电磁执行器 M+ 蝶阀 K
新型电动执行器 IC 20/ IC40 新型蝶阀 BVG 、 BVA 和 BVH/S
用于替代原蝶阀 DKG 和 DKL 系列
Copyright © 2006 Elster Group All Rights Reserved. Elster and its logo, are trademarks of Elster Group 02.11.2006 H.Autor, Copyright © 2006 Elster Group All Rights Reserved. Elster and its logo, are trademarks of Elster Group
13
VAS 电磁阀流量曲线表
Copyright © 2006 Elster Group All Rights Reserved. Elster and its logo, are trademarks of Elster Group 02.11.2006 H.Autor, Copyright © 2006 Elster Group All Rights Reserved. Elster and its logo, are trademarks of Elster Group
8
8
双电磁阀串联使用
Copyright © 2006 Elster Group All Rights Reserved. Elster and its logo, are trademarks of Elster Group 02.11.2006 H.Autor, Copyright © 2006 Elster Group All Rights Reserved. Elster and its logo, are trademarks of Elster Group
新型蓄热式烧嘴和烧嘴砖的研发与应用
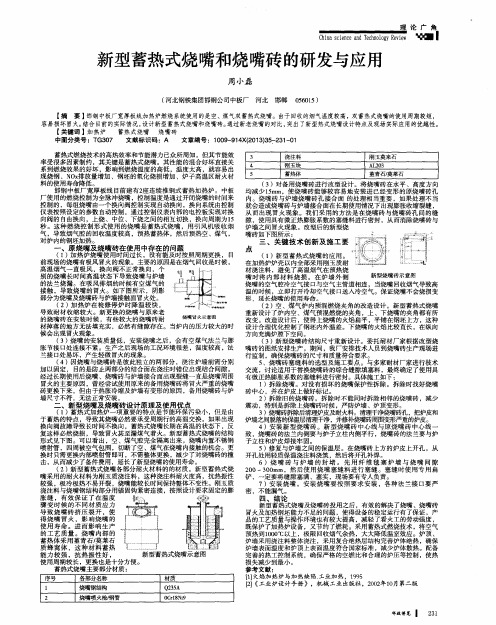
( 1 )蓄热式加热炉一项 重要的特点是 节能环保污染小 ,但 是 由 于蓄热 的特点 ,导致其烧嘴必然要承受周期行 的高温交换 。如果 出现 换 向阀故 障导致 长时 间不换 向 , 蓄 热式烧 嘴长期 在高温的状态下 ,反 复这样必然烧损 ,导致 冒火甚至漏煤气着火 。新 型蓄热式 烧嘴的结构 形式见下 图。可 以看 出 , 空 、煤气 腔完全 隔离 出来 , 烧 嘴内置不锈钢 喷射管 ,四周被空气包 围,切 断了空 、煤气 在烧 嘴内接触 的机会 。更 换时只需更换 内部喷射管 即可 ,不需 整体更换 ,减 少了对烧嘴砖 的撞 击 ,从而减少 了备件费用 ,延长了新型烧嘴的使用寿命。 ( 2 ) 新 型蓄热式烧 嘴各 部分耐火材料 的的材质 。新型蓄热 式烧 嘴采用 的耐火材料为 刚玉质浇 注料 ,这种 浇注料 耐火度 高 , 抗 热振性 较强 ,极冷极热不易开裂 ,烧 嘴能较 长时间保持整体不 变性。刚玉质 浇注料与烧嘴钢结构部分用锚 固钩 紧密连 接 , 按 照设计 要求固定的膨 胀缝 ,有效 保证 了在 温度 骤 变时 候 的不 同材质 应力 导致 烧 嘴砖 挤压 裂 开 ,使 得 烧嘴 冒火 ,影 响烧 嘴 的 使 用寿命 。进 而影 响生产 的工艺 质量 。烧 嘴 内部 的 蓄热体 采用 堇青石/ 莫莱石
论 广 角
I
新型蓄热 式烧 嘴和烧 嘴砖 的研发与应用
周 小 磊
( 河北钢铁集团邯钢公司中板厂 河北 邯郸 0 5 6 0 1 5 )
【 摘 要】 邯钢 中板厂宽厚板线加热炉燃烧系统使用的是 空、 煤 气双蓄热式烧嘴。由于 回收的烟气温度较高, 双蓄热式烧嘴的使用周期较短, 容易损坏 冒火。 结合 目 前的实 际情况 , 设计新型蓄热武烧嘴和烧嘴砖。 通过新老烧嘴的对 比, 突出了新型热式烧嘴设计特点及现场实际应用的优越性。
新型预热烧嘴设备构造及常见问题处理

新型预热烧嘴设备构造及常见问题处理作者:张耀辉来源:《中国化工贸易·中旬刊》2019年第06期摘要:本文对陕西渭河煤化工集团有限公司(简称渭化集团)一、二期水煤浆气化炉技改后新预热烧嘴系统工艺原理、设备构造及控制原理进行简单介绍,并对常见问题处理办法进行总结。
关键词:烧嘴;气化炉;构造;安全气化炉预热烧嘴主要用于燃烧室升温(常温至1300℃)和耐火砖干燥。
渭化集团鉴于原气化炉使用液化气LPG和柴油联合方式存在明火点火不安全,低温雾化不充分燃烧冒黑烟、低洼处聚集闪爆风险;升温调节难、不灵活以及热备用成本高等缺点,技改采用新型天然气预热烧嘴并取得成功。
1 工艺概述新型预热烧嘴通过烧嘴箱体法兰盘与气化炉顶法兰连接,竖直向下安装,燃烧时火焰向下,燃料为0.3MPa城市天然气,空气助燃。
空气靠开工蒸汽抽维持燃烧室内负压(-10~-20mmH2O)的方式吸入,调节烧嘴箱体风门实现合理配风。
天然气以亚音速喷入燃烧室内与空气扩散混合,被点火枪或者长明灯点燃,高温烟气经急冷水冷却至250℃,经被抽引器、消音器排向大气。
2 设备构造预热烧嘴系统由现场控制系统和烧嘴本体组成。
烧嘴本体由长明灯、天然气枪、箱体组成。
天然气枪和长明灯设置在箱体上,其喷头深入燃烧室深度通过调节螺栓调节。
长明灯其作用是点火及引燃天然气,防止火焰熄灭,耐热合金钢制成的引射预混式喷头。
烘炉小于300℃时,可单独使用长明灯,实现烧嘴负荷范围延伸。
箱体内衬有隔热消音作用的耐火纤维毡;顶部上设观察燃烧室工况的观火孔和带有氮气吹扫火检探头接管,吹扫氮气作用防止探头因高温损坏;进风口设置防止杂物吸入和回火防护丝网;进风道设置可用于调节进风量的风门,其作用通过合理配风使燃气和空气最佳混合比,减少过剩空气量。
在低温区和恒温区调节风门开度是控制炉温的最有效方法。
3 控制原理烧嘴控制系统由现场控制箱、点火枪和紫外火焰检测探头组成。
现场控制箱内含PLC控制器、火焰检测器和高能点火器等,作用是实现火焰监测、实现点火控制及与DCS(分散控制系统)通信。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
BICR烧嘴在直管式辐 射管加热中的应用。
退火炉—明火直接加 热的应用,烟气通过 引射器排放。
辊底炉—间接加热
应用举例
BICR+ TSC+ EGH
VG..L GEH EKO FLS
M
BVA+IC LEH FLS EKO
BICR自身预热烧嘴在P型辐射管 加热系统中的应用-开/闭控制。 图标
在间接加热工况下BICR烧嘴可与P型辐射管 VG..L = 慢开燃气电磁阀 结合使用。火焰高速喷出陶瓷火焰管时形 GEH = 燃气流量手动调节旋塞阀
= 标准型 = 可选型
03250XXX druckerei 4.00 6.000
需要更加详细的资料,请登录我公司的中文网站
联系网址: ➔ Information ➔ contacts
成低压,推动烟气在辐射管中的循环。
EKO = 不锈钢波纹管
效果:
-低氮氧化物排放
FLS = 流量孔板 BICR = 自身预热烧嘴
-辐射管热辐射分配均匀
TSC = 陶瓷换热器
EGH = 带隔热层的烟气回流套
高温烟气回流,在陶瓷换热器处与冷助 BVA = 空气蝶阀
燃空气进行热交换,预热空气可达350°C。 LEH = 手动空气流量调节旋塞阀
0
40
50
60
70
80
V· [m3/h (n)]
图表显示额定功率时100%烟气回流工况下,烟 气引射空气量为60m3/h,压力35 mbar。
维护周期:
每年一次。如气质很脏,周期要缩短。
4
选型
BICR烧嘴
BICR 65 BICR 80 BICR 100 型号= BICR + 壳体尺寸 烧嘴尺寸 = /50, /65, /80 火焰形状 长焰 = H 燃气种类
德国霍科德股份公司保留最 终解释权
Kromschroeder produziert umweltfreundlich.
Fordern Sie unseren Umweltbericht an.
德国霍科德股份公司北京代表处 朝阳区东三环北路8号 亮马大厦二座0715室 中国 北京 100004 电话:0086 - 10 - 6590 6191 传真:0086 - 10 - 6590 6192 电子邮件:krompek@
/50 /65 /80 H B
●
●●
●
●●
●●●
天燃气 = B LPG = G
烧嘴延长管长度 0 mm = -0
烧嘴头位置 [mm] = /335, /385, /435, /485...
烧嘴头型号 = 1, 2, 3, 4, 5...
制造等级 = A, B, C, D, E...
G -0 /335 /385 /435 /485 /535 /585 /635 /685 /735 /785 1 -99 A -Z
6
G. Kromschroeder AG Postfach 2809 D-49018 Osnabrück
Tel. +49 (0)5 41/12 14-0
Fax +49 (0)5 41/1 21 4-3 70 info@ www.kromschroeder.de
●●
●
●
●
●
●● ●
●● ●
●
●
●
●
●●
●● ●
●
●
●
●
●●
举例 BICR 80/65HB-0/535-(37)E
EGH烟气回流套
EGH 65 EGH 80 EGH 100 型号 = EGH + 壳体尺寸 烧嘴尺寸= /50, /65, /80 烟气回流套长度 [mm] = -190*, -240, -290, -340, -390 结合使用的烧嘴 BICR 65 BICR 80 BICR 100 *标准长度 190 mm
为适应不同的炉壁厚度,烧嘴可以以100mm 为单位加长。
烧嘴功率及相应的燃气/空气压力(天然
气烧嘴为例):
烧嘴
功率 燃气
空气
kW
mbar mbar
BICR 65/50
21
25
30
BICR 80/65
41
25
35
BICR 100/80
82
20
35
在明火直燃的工况下,引射器前引射空气 压力:约40mbar(烟气100%可从烧嘴换 热器中回流而勿需其它烟气回流通道)。
BICR自身预热烧嘴在直管式单盲端 辐射管加热中的应用
在间接加热工况下,BICR烧嘴可与直管式单盲 端辐射管结合使用。火焰高速喷出陶瓷火焰管 时形成低压,推动烟气在辐射管中的循环。 效果: -低氮氧化物排放 -辐射管热辐射分配均匀
单盲端辐射管内部必须安装火焰管,用于导流 烟气。
如果金属辐射管水平安装,要预设可旋转的法 兰套,用于定期将辐射管旋转180度以延长其使 用寿命。
烧嘴头位置 [mm] /385, /485, /585, /685, /785 /335, /435, /535, /635, /735
碳化硅陶瓷管SiC = -Si
最高温度1350°C = -1350
结合使用的烧嘴 BICR 65 BICR 80 BICR 100
举例 TSC 80/65 030-600/635-Si-1350
举例 EGH 80/65-190
/50 /65 /80 -190* -240 -290 -340 -390
●
● ●●●●●
●
● ●●●●
●
● ● ●●●●
●
5
TSC 陶瓷管-换热器+火焰管功能
/50 /65 /80 B 022 030 040 -500 -900 -550 -950 /385 /785 /335 -/735 -Si -1350
TSC 65
●
●●
●
●
● ●●
TSC 80
●
●
●
●
●
●●
●
TSC 100
●●
●
●
●
●●
●
型号= TSC + 壳体尺寸
烧嘴尺寸 = /50, /65, /80
锥形 = B
出口直径 [mm] = 022, 030, 040
管长 [mm] -500, -600, -700, -800, -900 -550, -650, -750, -850, -950
BICR—霍科德自身预热式烧嘴
用于明火直接加热或辐射管间接加热 预热助燃空气 节能效果明显 模块化设计 维修简便 结构紧凑 节省空间 烟气流速快 空气预热均匀 燃烧充分 低烟气污染排放 电极直接点火和电离火焰监测 脉冲开/闭式控制 燃气/空气调节控制成本低 陶瓷换热器 换热效率高 燃气和空气的接入压力低 特别适合替换原电辐射管加热设备 勿需更换原辐射管
BICR自身预热烧嘴采用开/闭控制方式进行明火 直接加热,并与烟气引射器结合使用。
BICR自身预热烧嘴在明火直接加热的工况下可 在烟气回流套(EGH)的出口处安装烟气引射器, 引射烟气,在烟气引射器内部中心的引射嘴处 产生的负压将炉膛内部的烟气经烧嘴换热器抽 出,同时预热冷助燃空气,最高可达350°C。 – 引射空气压力低(40mbar左右) – 烟气100 %通过烧嘴换热器回流
7.2.4 Edition 5.03 CN
BICR
TSC
EGH
BICR自身预热式烧嘴 模块化设计,包括烧 嘴BICR,TSC陶瓷换 热器和带内部陶瓷隔 热层的EGH烟气回流 套。
应用
BICR自身预热烧嘴适用于明火直接加热和辐射 管间接加热系统。 结合辐射管使用的间接加热模式用于工件不能 与烟气接触或炉内特需某种气氛的工况下。 在明火直接加热的工况下,安装烟气引射器进 行烟气导流,从而预热助燃空气达到节能的目 的。 两种模式在钢铁行业和有色金属行业均有广泛 的应用。
BICR 80/65天燃气烧嘴Nox排放
120 110 100
90 80 70 60
300 400 500 600 700 800 900 1000 炉温 [°C]
NOx (ppm ref 3% O2) 引射空气压力 [mbar]
BICR 80/65烧嘴烟气引射器
80 70
60 50
40 30
20 10
技术参数
燃气种类:天然气、LPG(气态),及其 它可燃性气体。
加热方式:配合烟气引射器用于直燃加热; 配合辐射管,用于间接加热。 控制方式:On/Off开闭控制。 火焰速度:高速。 主部件材质Байду номын сангаас耐腐蚀性不锈钢。 火焰监测方式:电离式(紫外线监测可选)。 点火方式:直接电离点火。 最高炉温:950°C。
因为烧嘴火焰管直径小,所以可以直接安装于 原电辐射管中,替换电加热设备。
高温烟气回流,在陶瓷换热器处与冷助燃空气进 行热交换,预热空气可达350°C。
3
VG..L
M
BVA+IC
FLS EKO EKO FLS FLS LEH LEH
Z
I
EKO FLS LEH
EKO FLS LEH
BICR自身预热烧嘴在明火直接加热 系统中的应用