Denso机械手使用说明介绍
机械手触摸屏说明
机械手触摸屏使用说明书一、 连接说明:1、将24V 连接至触摸屏24V 端子上,不要接错极性。
2、将随机带的232线连接到HMI —PLC 上。
3、通电屏上PWR 灯点亮,CPU 灯低频闪,COM 灯高频闪为正常。
4、屏幕先启动LOGO 画面后进入系统等待界面,点击选择项进入。
屏幕若出现报警信息,可根据报警信息处理故障。
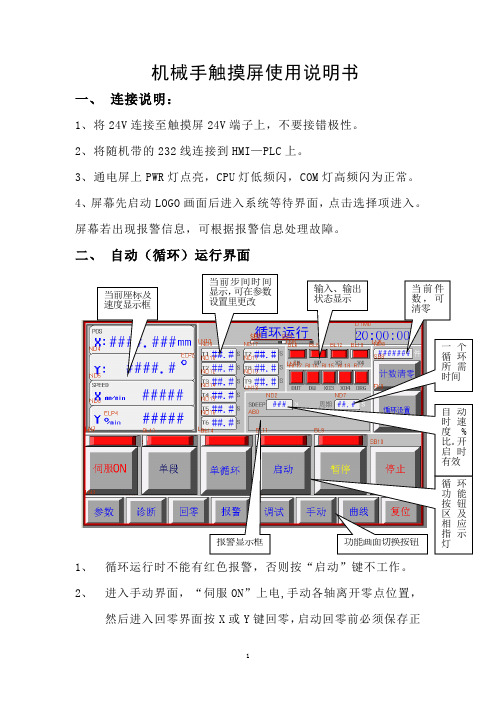
二、 自动(循环)运行界面1、循环运行时不能有红色报警,否则按“启动”键不工作。
2、 进入手动界面,“伺服ON ”上电,手动各轴离开零点位置,然后进入回零界面按X 或Y 键回零,启动回零前必须保存正确的零点坐标。
步进时间在参数设置界面里,不用延时为0。
3、 运行参数:X 轴行程-500~500最高运行速度80000mm/min,Y轴-360度~360度最高30000度/min 。
加减速No1: 500ms No2:1000ms ,其它值默认。
4、 “暂停”键按下循环暂停等待,再按下“启动”键工作。
5、 “单循环”键按下时,经过一次循环后停止,用于调试或工作结束回到起点。
单循环有周期显示,超过设定周期会报警。
6、 “单段”键主要用于步进调试,再按下“单段“键恢复循环。
7、 按循环设置键可转到各轴循环座标点及速度的设定。
8、 停止时按“停止”键,若再按“启动”键就要从起始点运行。
停止时吸盘等会保持当前状态,如果需要复位点击 “复位”键。
循环运行时进入手动界面各动作键操作无效。
三、手动操作界面1、 手动各轴。
在不回零时也可运行,但不会显示座标,回零后才能显示。
2、 在参数设置界面可预置手动速度值,再经过手动倍率开关选择运行速度,指针是指示速度的倍率,有12种倍率选择。
3、 手动动作状态键只有在循环停止后才有动作输出。
四、 回零操作界面1、 座标栏的数都置零,回零后当前座标显示栏XY 值都应是0,然后手动移动各轴找到机械手的初始位置,将此时显示座标输入至零位座标栏并保存,再次回零后就是零点座标,也就确定了工作循环的初始位置。
机械手操作规范

机械手操作规范1. 引言本文档旨在规范机械手的操作,确保操作人员能够正确、安全地操作机械手,防止意外事故的发生。
2. 操作人员要求2.1 操作人员应具备相关的机械手操作知识和技能,并通过培训合格。
2.2 操作人员应熟悉机械手的结构、原理和功能,并正确使用和维护机械手设备。
3. 操作环境3.1 操作人员应确保操作环境干燥、无腐蚀性气体,并保持良好的通风。
3.2 操作人员应清除操作区域的障碍物,确保机械手能够自由运动。
3.3 操作人员应远离机械手工作区域的旋转部件和运动轨道,避免发生危险。
4. 操作流程4.1 操作人员应按照机械手的说明书或相关操作指导进行操作。
4.2 操作人员应在操作前检查机械手的工作状态和运行负载,并确保机械手处于安全状态。
4.3 操作人员应使用合适的控制方式,操控机械手的运动,遵循操作指令并保持高度集中。
4.4 操作人员应遵守机械手的速度限制,避免过快或过慢的运动。
4.5 操作人员应定期检查机械手的润滑和紧固件,并及时进行维护和保养。
5. 安全注意事项5.1 操作人员应穿戴符合安全要求的个人防护装备,如安全帽、手套、护目镜等。
5.2 操作人员应遵守机械手的安全操作规程,不得随意更改参数或操作程序。
5.3 操作人员应遵守现场安全规定,禁止在机械手工作区域吸烟、饮食或违反其他禁令。
5.4 操作人员应随时保持与其他工作人员的有效沟通,协同操作,确保工作安全和效率。
6. 应急处理6.1 操作人员应熟悉机械手的紧急停机和应急报警装置,并掌握相应的应急处理方法。
6.2 在发生机械手故障、异常或意外事故时,操作人员应立即停止操作,并及时向上级报告,配合进行故障排查和事故处理工作。
7. 员工培训和考核7.1 公司应定期组织机械手操作培训,确保操作人员的操作技能和安全意识得到提高。
7.2 公司应定期对操作人员进行考核,并记录考核结果,以评估操作人员的操作质量和安全风险。
8. 附则8.1 本规范自发布之日起生效,并适用于所有涉及机械手操作的场所和人员。
机械手说明书 (1)

2)本机械手的保养、维护、检修等工作,必须由受过专业培训的技术人员来承担;
3)无关人员进入机械手工作范围,应告知安全人员并了解应注意的安全要求;
4)没有征得制造商的同意,任何试图改变机械手原始设计的应用范围以及其它改装行为都是被禁止的;
二.安装与搬运
1.安装尺寸
2.包装尺寸
3.拆箱后搬运
注意!
搬运过程中禁止人员在机械手下方作业
注意!
假如机械手需要重新安装或者移动,请告知代理商或者制造商.
注意!
机械手在出厂前已确认完好状态,请在运输及拆箱过程中务必小心谨慎,
如果发现有因运输过失造成损伤,请立即告知运输公司,封存受损件以备检查,
并申请赔偿.
21
A00A090
耐磨垫
2
9
A00PSI12E
关节轴承
1
20
A00P81240
圆螺母
1
8
A00A080
定位柱
1
19
A00P85840
止退平垫
1
7
A00A070
旋出角度调整轴
1
18
A00P6008
滚珠轴承
2
6
A00A060
气缸旋转轴
1
17
A00PT81212
圆螺母
1
5
A00A050
拱旋转轴
1
16
A00PT85812
1
9
A00P15SL
手臂滑轨
1
18
A00PAS06
速度控制阀
2
8
A00C090
护管固定架
机械手说明书

机械手说明书目录前言--------------------------------------第一章设计任务书 ------------------------------------第二章设计任务分析以及总体方案-----------------------(一)机械手设计原则---------------------------(二)机械手分类-------------------------------------(三)机械手主要组成------------------------------(四)机械手结构布置要求及平稳性与定位精度-----------第三章机械部分的设计---------------------(一)机械手手部----------------------------------(二)机械手的手腕-------------------------------------(三)机械手的手臂----------------------------------第四章驱动部件设计----------------------------(一)液压驱动部分------------------------------------(二)气压驱动设计-------------------------------------(三)液动机的选择-------------------------------------(四)减速齿轮的选择------------------------第五章管路布置及效验---------------------------(一)机械手常用位置检测元件---------------------------(二)管路布置方法 --------------------------------第六章参考文献---------------------第七章设计感言-------------------------------------前言机械手是模仿人的手部动作,按给定程序、轨迹和要求实现自动抓取、搬运和操作的自动装置。
机械手操作规程1

机械手操作规程
一适用范围
本规程适用于机械手。
本规程适用于公司各生产车间、操作员工。
二、开机注意事项
2.1 必须接受岗前培训,合格后方可操作机械手.未经培训人员严禁操作机械手.
2.2开机前检査机械手气源是否接通,调节气压阀气压在0.6Mpa~0.8Mpa之间.电压是否正常
2.3伺服电机回原点后.速度要调整适当,以手臂在运行中不震动为准.
2.4时间.气压调整要适当,以即能保证取出正常又能保证周期吋间最短.
2.5安装的治具时设备要处于停止状态.在安全范围内.治具安装要紧固.位置要正确
2.6调对位置时要所有速度压力要减小,以免夹具和机器碰伤人.位置达到指定位置数据要输入保存
2.7调整后要试运行,要注意力要高度集中,发现不正常.立马按急停
三、运转中注意事顼.
3.1 每天要点检一次机械手运转状况.检査是否拥气、螺丝松动、有无震动.取出位置有无移位,气班是否在5kg/cm2~8kg/cm2之间•
3.2 机械手运转中,人不可站在机械手落下或动作的范围内,也不可把手或其它的物体伸入机械手动作的安全范围内.
3.3 在生产中要注意机械手运转是否异常,如有异常响声或滑动不顺,应立即停止进行检査,另外平时应对机械手固定螺丝进行点检看是否松动和滑丝。
四、停机注意車项.
4.1在不使用机械手时必须把机械手背置于安全位置,以防机器运动时手臂落下而损坏.
4.2.手控器不可随意乱放,要放置在指定的地方。
4.3. 不使用时一定要切断机械手电源.气源。
4.4 要清洁机械手皮带,导轨.加注润滑油,定期保养维护。
2019-03-04发布 2019-03-15实施。
机械手简易操作步骤
机械手安全提示
全伺服机械手操作规范
(1)确认电源及空压源等动力源都妥善接好,检查机械手空气调压阀压力至0.4mpa-0.6mpa。
(2)打开机械手电源,进行机械手原点复归动作。
(3)设定机械手的各动作模式,(按照具体产品所需选择)
(4)根据机械手夹具上的标贴参数,输入机械手待机位置和夹取位置。
(5)根据标贴上参数设定注塑机开模行程
(6)检验夹具螺钉是否有松动,抱夹夹片是否有损坏,气缸伸缩是否正常,是否漏气,吸盘是否完好,金具是否有卡死等不良现象。
(7)夹具安装OK 后,观察夹具所有金具是否在同一个垂直面上,若不在,则调整连接快上的阻挡螺钉使夹具处于同一垂直面上。
(8)半自动微调夹取位置,调整OK 后,保存参数。
(9)然后依次设定机械手的姿势位置,途中开放位置,产品开放位置等。
(10)进入机械手定时器模块,对各个动作时间进行初步设置。
并初步设定注塑机顶针顶出延时(2s)与后退延时(5s)。
(11)进行注塑机及机械手的全自动运行操作。
(12)首次全自动状态下,因为了使机械手与注塑机之间能有最好的配合,请仔细观察全自动状态下两个设备的运行情况,然后微调机械手的各项时间与注塑机的各项时间(顶针顶出延时、顶针后退延时、中间循环时间等),以便机械手做到最迅速稳定的动作反应。
(13)调整完毕,进行全自动生产。
观察20模或半小时以上且无故障报警后方可离开。
拟制:审核:批准:2011.05.18
09:19:16
+08'00'。
Denso机械手使用说明介绍

Denso VS6556机械手使用简介飞泰贸易有限公司何云远预备工作CN5:CN7: I/O Power (如需连接输出口及 Robot Stop, Enable Stop 外输入口)(注 1)CN8:输入口,请连接Den so 输入口控制器,或把输入口线1,2及线3,4接上开关,以方便以后选择 使用模式,其中线1,2是Robot St op,如1,2无接上为Robot Sto p,如需一般使用,1,2需连上(输入口 控制盒Robot Stop On 输入开关灯亮).线3,4为Enable Auto (输入口控制盒Enable Auto On 输入开 关灯亮),线3,4未接上为Disable Auto (输入口控制盒Enable Auto Off,输入开关灯不亮),部份情况 需使用Enable Auto 部份需使用Disable Auto,请参阅以后介绍.(注2) CN11:电源输入,请使用附属电源接头,VS-6556E 电源需1.9kVA (约9A 电流)CN12:机械手连接电缆,请使用附属机械手电缆,连接机械手.ConriKtor l(x IJOUUKS1f O Q O O C J \ o o O O /9Vkvw from sidA Angsgjng fflunwTkbtr Nairwerweh pcini 1 JLGfrriinjIihlnrriU.'pn>»r«urc4 <Upower WMM LefTTin-alpower sguri :4□ U.I|3Ut ill4.7E 的邓 血nfttl24V pew mptil <lihtSNSinpyl tBnnriAppww (GUD)“in注 1:1. 2. 4. 连接手提编程器注2:NOTE 2: The terminal number marked with (* i is nol used for "Dual emergency stop lype;设定位置: 使用教导器如需教导位置点时,首先操作模式选择为 MANUAL,按MOTOR (马达),MOTOR 上灯亮.另输入口选 择为Disable Auto.L 按觸幕屏此處或F2馬達ON操作模式選擇鍵T. \\ \[ JMypu) 5l^1 ( 「I'wOlWl ]『LWh j [ P J [M W D ) [aPlLQ 1I iD<■0®'KO5MVT• A Prog 厂 M K Virion I/O lOr*l>«nH丸好 G Q vn -噜1]I 血1咸N oij I n的按鍵,可移動機械手.(註4)注4:机械手移动键,由上至下分别为第一关节,第二关节,第三关节,第四关节,第五关节,第六关 节,(Joint 模式),或X 方向移动,丫方向移动,Z 方向移动,X 轴旋转,丫轴旋转,Z 轴旋转,(X-Y 模式及TOOL 模式)J1 >1J?.r .1-1 J5J6e.» ■jfiCaftel^ Clo&e this uLndcu.• A阳 loLrFijx-—位置表示方式選擇(註3)如下图按着 Deadman switch 并保持着.■Q®!a 巴.在保持按著 Deadman switch,按此處 Deadman switchDeadrrian switchAniD.d *CWftHVtIUl 32SPILD口 I[Q®] f设定不同的TOOL及WORK偏移:盘'i Q h * 沖0 1 H * T d fCviTcnt FWwl PwitlcoJ1>1J6 e.» ■JI J? .r t .1 -1 J5 jf iCav^el^ Clo&e thia windou.• A 阳loL.I汇『巴W*按觸幕屏此處, 進入附加功能1.根據需要,選擇需修改項目(可直接按觸幕rWfJifto Ti.Q CioordlnHtau1 .:r /,二:_1 1 1 e.»a»4eTOOL? e.HMW1 fl.eewwUKFT:Cbdig^ the selectL«if E:&-•匚」“•ILxk Hrxt 1.tup Tn1 ---------1Cisv:%!根據需要,選擇TOOL 或WORK 設定.2.按Change 修改數字Jaun H * Td f1Z P Duf iin luul C LHX dJpuLttriovfhfvrtrnlOCLl0 «nM«・」ft t.(0.0MOM HR7 »即*tr^45V1■«Lmtu.w在觸幕屏上按數0K: Tok# In ncM oilty. Cdrrfrl:Discard n™ 的try按OK确定退出懸席© 9 VH 6*800Jplnl H * T d f11 TOOLl25.em*.»*««««*川气Am4 UWWrtWTUX? A.»«eHeV.A4WWUK 「5; Chm^ the electionNrclL-b 斗 1Tn rhiiri^c .如上再行修改其它项目修改全部后,按OK退出.选择移动模式: 盘富 Q h VH 6«g3O] H按觸幕屏此處, 可選擇運動模式Jft>1選擇運動模式J1e.» ■Caftel^ Cldae thia uLndcu.• A阳 loLrSelect 呻打Ntlm Hod 削!t-Y r<niQU fuiiiJ the 据:tim 册 or o<fHnrkJ1 J3,I :L.1-1 J5 jf i 畑.毕屮d.Fijx-IZ「Hffrt Cwrdli^Us -Ir Iwl Cwr<tiiiatc5 -KMdroo LiHO^ 10(0 MORKSTOOL3C KC IMrfc H Q . Tool I選擇工件偏移WORKO 為標準(無偏移)選擇工具偏移TOOLO 為標準(無偏移)选择确定后按OK 退出需速度设定时,可按教导器上 、SPEED 键或触幕屏上速度表示位置速度设定:b'lRi^feL 却 *a :B0® tJ®勺牛U) KWWflOTL ♦ ”仇MDOH可直接選擇速度比率I I mi I I —\—或選擇修改項目後,(直接觸幕屏上SPEED,ACCEL 或 DECEL)再按 Change 修改魁空 0 Q w fwao II 加 E H» r d I nSrK Sfirttd5 耳 Fit1.W«rtccnnccaORRS7e 9斗5n1 2JI1CflWCUOHNumeri'Ckeypad可直接按觸幕屏上選 擇數字,再按OK 確定 '退出教导点时设定速度,另在运行程序时(TEACHING CHECK 或AUTO 时)亦可以上法修改速度'■■ |[.-" ” ” ” ..-I got]『g [I FJ [ug] iMCiiurlOKse£4 U" [lT ■升 I 护 UMr«和lltimVH =6«3CIS H -LCKf 『4山亡 In 4F Dblr 些.[ffltLcI- DiiiLcrf'J <»ilj -y• . I IL^ee*l§ 0 3 砌却却 I 酬 M H 9 r d I 11可直接修改单一项目 /(PO 的X 轴位置,数字 输入)注意:直接读取的位置会根据选择的 TOOL 号及WORK 号而不同,如选择TOOL1,而程序使用时是 TOOLO,所跑的位置会不同.记忆位置点:盘 富 Q h VH沖01 H * T d fCviTcnt FWwl Pwitlco>1e.» ■JI J?.r t .1-1Cav^el^ Clo&e thia windou.• A 阳loL.按觸幕屏上Var (變量)按觸幕屏上此兩位置 的其中之一.Pfll[e.»wwe叭EHg 卿1匚_ nnc «ki0 ■ WT^RPi^WPV kWP T JW^Wp.0峋妙札鮒*«g0■ ■"■"■CivsV r ^nrvrVinfriG直接读取现有位置并 写入选定的位置变量(全六轴位置写入P0)才d ・Ft : OtTfle tkc «t-ti- OjtD ilw> fMT«t pos,」P MIUW Yiirutles t 邂JDbWigM. I Atil编写程序: 11Jomi, N * I e| IK Vision I/O iOp«l>AFiAl:Q 冒 0 IQ 州-窗J• A Progr«i*按觸幕屏此處開啟 新檔案或F1'-按觸幕屏此處或F111Profty List [Ho. of prcigraas ; g]P»81PR03pm^rPfH :prokf .pATT PHln*4ileFnidile按觸幕屏此處(OK ) 確定/ 1 眉t51 3 w&*830II JoJr.l H ■ T d [■A •■* '1/ M EF "PFSCM"MillpJ;Fi^ (iJiP pr毎I•庄< ffcai謂 J P A坯e ICcIltl irw Savi出现新程序,并己包含程序中名字设定,如需再加行,可按触幕屏上NewLine或如需修改某行,可直接按触幕屏上需修改行,再按EditLine或F5修改行.[naert 滋附皿Lli^ [Ul# L IAH]1113p£7 1 -01 1冲卜US ij0HF ft¥IJ I血P »1lAi J $0r H 1 J K L1】CsKnl IrtbO K;Jr new entry. Cdtcd: Diticdrdi :rm enlruLhutn I Him.直接在触幕屏上输入该行程序,按0K确定并退出.按觸幕屏輸入名字,再按0K確定新程式中第三行中,'akeArm因含'後為程式忽略部份,一般份用於注解.rfcsrt I To BP GolPoo.F1n(如上方法,继续加行或修改行,工作完毕后,SAVE及COMPILE.6/ 19 L UG]-1 TITLE "FW"的l>3 TokcAra 砒M SPCfD 10# 軸《HOVE P. W飆輛DCLAT see壁般Q S 0 hl泌w»1 d I注意:程序Compile时,Motor需为off(此灯不亮)OTsur皿斤iD<!®-®:r® J5HVTLOCh (ft 亂L][W二D][点LD ]ODi阳:O回聞BE):Gi iEDQEiQiCDB![ictPwHOL卅)J化帖(tic proven, /按觸幕屏此處或F6• A 肾H J in*. n»l II iin*l Cfif^ innl Prtftle Ihditli iiiv S#w - Prr^i .-n: PfHU6<9 lim]*WL - f踊瞠n i A MII沪I wint S MW* .1«0#3、幫Sww Eld『40•祁1斜*er> KSwft tz「r*ipN !•>«ft7 0CJWictl按觸幕屏此處選擇Save and Comp ile,再按OK確定.「駆tPe."Baek I MfcHl I b ]^wnpl I ft?程序Com pi li ng中■h 该◎ 3 vn 7辭切I JPMI H <I »Compile后,如程序有错误(如上图),请再修改程序改正错误,再Save and Compile.运行程序:(TEACHCHECK 模式中,试运行)旋至 TEACHCHECK\MOTOR ON (燈亮) OF 科giDiP MTOPlEDQQQQB-5MITI i®®; k® !a®' :O3±>; jOsD ;0 0 □X T I nG $迫0栉钿anSnlr设定试运行速度,(参考第8页,速度设定) 按觸幕屏此處或F1*r Prryim I ftr»Vifijm7AlPr-oti g L I B L按觸幕屏選擇需 試運行程式,再 按觸幕屏上CycStart咖1 Gn hdl 1e.eei?ePR02Oft hflLt1 120血12B、、Ik 平ConTljg.l'IIII程式狀態需為 Onhalt 下才可 試運行,如此狀 態為其它,可以 以下方法轉回 On halt 狀態.CdiV.vi : CloiM iMn • AIdFblF I S+qiS-trp◎%Slnrt I StqoBDri-kl Stp^在此视墙下,保持轻按DEARMAN SWITCH,再按教导器上 OK 键.程序会试运行,如在试运行中DEADMAN SWITCH 或OK 键其中一个没按好,程序会停止运行.ei□ 0A 矗\1. ..MOTOR OFF (灯不亮),2.. .按 LOCK,(LOCK 灯亮)-3.. .按 LOCK (LOCK 灯不亮)4. ..MOTOR ON (灯亮) ft J [w liop]];G®: :Qi©;EJCDQQQQiQ'运行程序:(AUTO 模式)旋至AUTOMOTOR ON (燈亮)I iD'u DMet[fb5MFTkJ__厶0LJ V :a 巴乜 EQ A聞?0SQEIQQ!慫住⑪Q*5 -fiafw] < I PrO^JTVBlleti按觸幕屏此處或F1Vinion I T41 I fl^idP-Tir') Set输入口(CN8, ENABLE AUTO ,请参阅第1页) 设定试运行速度,(参考第8页,速度设定) 按觸幕屏選擇需 試運行程式,再 按觸幕屏上Start程式狀態需為On halt 下才可試運行,如此狀 態為其它,請參 閱第15頁.按觸幕屏選擇運行次數,單次或不停重覆按觸幕屏OK,程式開始運行.注意:AUTO模式中,速度会比TEACHCHECK模式中快,请注意.fMo. pf [g护吁1按觸幕屏上Ste pSto p程式運行在現執行指令動作完結後停止. fWlOtiKtCpno7 _ARM;On hallOn haltOn li^KOn hallII3 e.eee,ee12ai?e3 I------险n 1CycStofhJI|] Lap]列JSkpSL^ t按觸幕屏上CycSto P,程式運行完一次會停止(程式中END為程式結束)。
机械手操作规程

RESET 复归
Enter 输入
文件标题
机械手操作规程
文件编号
.
.
制定部门 注塑部 制定日期
修订日期
页数:
7/18
7.2 功能键说明:
7.2.1
Mode
PgDn ESC
功能键,根据F1屏幕(功F2能显示区模)式设内各项显换页示,配退合出F1~ESS 按键,选择欲进入功
能。
定
7.2.2 +
+
光标移动键:可以移动光标至欲更改的位置。
10. 手臂上行
文件标题
机械手操作规程
文件编号
.
制定部门 注塑部 制定日期
13.U 型夹母模
原点
⑥●
14.U 型⑤夹公模 ①
②
③
取出侧
原点 ⑤
●
②
④
③
②
取出侧
.
修订日期
页数:
■ 动作顺序 5. 手臂下行 6. 吸/夹 7. 引拔进 8. 引拔进
注塑部技术员
生产
注塑部技术员
生产中异常故障解除
注塑部技术员
5.流程说明 5.1 阅读本操作规程
在调机前,阅读本操作规程细则。
5.2 了解安全指引及标识 在调机前,了解安全指引及标识,并明了其含义。
5.3 了解机械手的周期运转动作
5.3.1 在调机械手之前,阅读下面(图表 1): 机械手的运转顺序(一个循环大致 12 个动作)
.
文件标题
机械手操作规程
制定部门 注塑部 制定日期
.
文件编号
修订日期
页数:
12/18
.
.
9.料头臂模内取物
11.L 型夹母模
机械手操作指导书
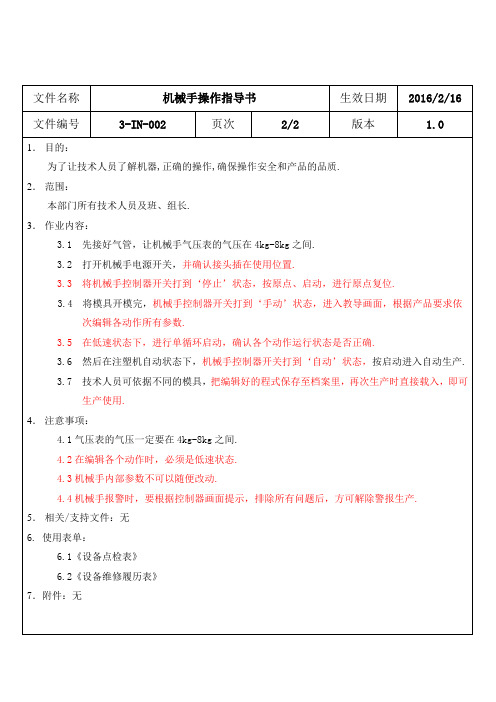
4.注意事项:
4.1气压表的气压一定要在4kg-8kg之间.
4.2在编辑各个Βιβλιοθήκη 作时,必须是低速状态.4.3机械手内部参数不可以随便改动.
4.4机械手报警时,要根据控制器画面提示,排除所有问题后,方可解除警报生产.
3.3将机械手控制器开关打到‘停止’状态,按原点、启动,进行原点复位.
3.4将模具开模完,机械手控制器开关打到‘手动’状态,进入教导画面,根据产品要求依
次编辑各动作所有参数.
3.5在低速状态下,进行单循环启动,确认各个动作运行状态是否正确.
3.6然后在注塑机自动状态下,机械手控制器开关打到‘自动’状态,按启动进入自动生产.
33将机械手控制器开关打到停止状态按原点启动进行原点复位蒇34将模具开模完机械手控制器开关打到手动状态进入教导画面根据产品要求依35在低速状态下进行单循环启动确认各个动作运行状态是否正确36然后在注塑机自动状态下机械手控制器开关打到自动状态按启动进入自动生产37技术人员可依据不同的模具把编辑好的程式保存至档案里再次生产时直接载入即可生产使用
5.相关/支持文件:无
6.使用表单:
6.1《设备点检表》
6.2《设备维修履历表》
7.附件:无
文件名称
机械手操作指导书
生效日期
2016/2/16
文件编号
3-IN-002
页次
2/2
版本
1.0
1.目的:
为了让技术人员了解机器,正确的操作,确保操作安全和产品的品质.
2.范围:
本部门所有技术人员及班、组长.
3.作业内容:
3.1先接好气管,让机械手气压表的气压在4kg-8kg之间.
机械手中文操作说明书
台灣三菱電機機器手臂中文操作說明書目錄1.操作面板功能…………………………………………………………..2.教導盒各鍵功能表………………………………………………………3.教導盒功能………………………………………………………………4.自動運轉操作4.1.動作速度設定………………………………………………………..4.2.程式號碼選擇………………………………………………………..4.3.程式運轉開始………………………………………………………..4.4.程式運轉停止………………………………………………………..4.5.程式運轉停止後再開始……………………………………………4.6.程式重新開始……………………………………………………….5.教導何功能解說5.1.程式編輯…………………………………………………………….5.2.運轉5.2.1.伺服驅動器………………………………………………….5.2.2.檢查………………………………………………………….5.3.程式管理5.3.1.程式一覽顯示……………………………………………….5.3.2.程式複製…………………………………………………….5.3.3.程式名稱更改……………………………………………….5.3.4.程式刪除…………………………………………………….5.4.監控5.4.1. 入力訊號……………………………………………………..5.4.2. 出力訊號……………………………………………………..5.4.3. 變數…………………………………………………………..5.4.4. 錯誤紀錄……………………………………………………..5.4.5. CC-LINK入出力資料5.5.維護5.5.1. 參數…………………………………………………………..5.5.2. 初始化………………………………………………………..5.5.3. 煞車釋放……………………………………………………..5.5.4. 原點設定……………………………………………………..5.5.5. 電源…………………………………………………………..5.6.設定5.6.1. 時間………………………………………………………….. 附錄(錯誤一覽表)…………………………………………………………..操作面板功能控制器操作面板的各部名稱1)開始鍵…………….執行程式使ROBOT動作。
【一定要收藏】注塑机械手操作指南!
【一定要收藏】注塑机械手操作指南!
一、准备工作
确认电源及空压源等动力源都妥善接好,检查机械手空气调压阀压力至0.4mpa-0.6mpa
二、开机启动
打开机械手电源开关,进行机械手原点复归动作。
设定机械手的各动作模式,具体根据产品需求设置。
三、设定参数
根据机械手夹具上的标参数,输入机械手待机位置和夹取位置。
然后根据标贴上参数设定注塑机开模行程。
四、机器检查
检验夹具螺钉是否有松动,抱夹夹片是否有损坏,气缸伸缩是否正常,是否漏气,吸盘是否完好,金具是否有卡死等不良现象。
五、安装调试
夹具安装OK后,观察夹具所有金具是否在同一个垂直面上,若不在,则调整连接快上的阻挡螺钉使夹具处于同一垂直面上。
半自动微
调夹取位置,调整OK后,保存参数。
然后依次设定机械手的姿势位置,途中开放位置,产品开放位置等。
六、初步设定
进入机械手定时器模块,对各个动作时间进行初步设置。
并初步设定注塑机顶针顶出延时(2s)与后退延时(5s)。
进行注塑机及机械手的全自动运行操作
七、运行观察
请仔细观察全自动状态下两个设备的运行情况,然后微调机械手的各项时间与注塑机的各项时间(顶针顶出延时、顶针后退延时、中间循环时间等),以便机械手做到最迅速稳定的动作反应。
调整完毕,进行全自动生产。
观察20模或半小时以上且无故障报警后方可离开。
Denso机械手(VS068a)CALSET
Denso机械手(VS068a)CALSET作业流程
一.执行CALSET条件
每台机械手的CALSET数据不同,当更换电机、更换控制器或者编码器电池耗尽时,需要进行CALSET。
CALSET前需将编码器数据清零。
编码器清零步骤:[F2 臂]-[F12 维护]-[F11 ENC rst]
二.各轴CALSET、制动器解除方法
CALSET: [F2 臂]-[F12 维护]-[F6 CALSET],选择想要CALSET的轴,按压[OK]。
各轴制动器解除:[F2 臂]-[F12 维护]-[F3 制动器],选择想要解除制动的轴,按压[OK]。
三.各轴CALSET步骤(6轴机械手)
1轴:
正方向转动至限位螺栓处,CALSET。
2轴:
负方向转动至机械末端,CALSET。
3轴:
正方向转动至机械末端,CALSET。
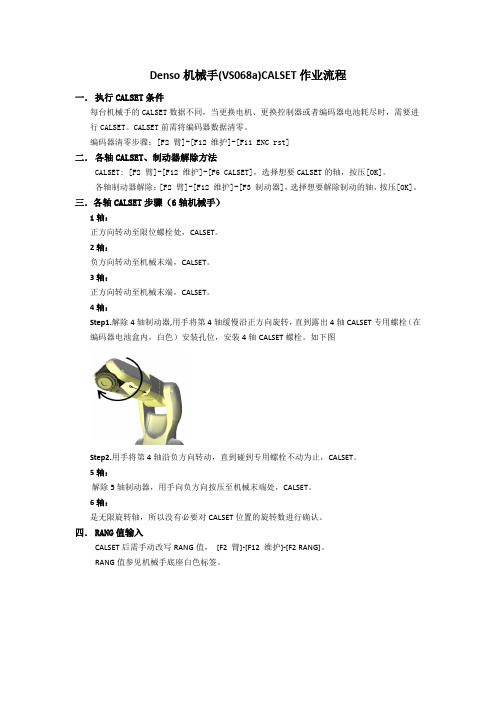
4轴:
Step1.解除4轴制动器,用手将第4轴缓慢沿正方向旋转,直到露出4轴CALSET专用螺栓(在编码器电池盒内,白色)安装孔位,安装4轴CALSET螺栓。
如下图
Step2.用手将第4轴沿负方向转动,直到碰到专用螺栓不动为止,CALSET。
5轴:
解除5轴制动器,用手向负方向按压至机械末端处,CALSET。
6轴:
是无限旋转轴,所以没有必要对CALSET位置的旋转数进行确认。
四.RANG值输入
CALSET后需手动改写RANG值,[F2 臂]-[F12 维护]-[F2 RANG]。
RANG值参见机械手底座白色标签。
机械手操作指导书
文件名称
机械手操作指导书
生效日期
2006-8-24
文件编号
3-IN-002
页次
1/2
版本
1.0
文件制修訂記錄
NO
制/修訂日期
修訂編號
制/修訂內容
頁次
版本
制定
審核
核准
东莞瑞捷电子科技有限公司
文件名称
机械手操作指导书
生效日期
2006-8-24
文件Байду номын сангаас号
3-IN-002
页次
2/2
版本
4.注意事项:
4.1气压表的气压一定要在4kg-8kg之间。
4.2机械手臂下降后,不能作回旋动作。
4.3注塑机开模未完成,机械手臂不能作下降动作。
4.4 可打开注塑机安全门关警报,处理完警报,关上安全门即可自动生产。
5.相关/支持文件:无
6.使用表单:
6.1 <<机械手定期保养表>>
6.2 <<机械手每日保养表>>
1.0
1.目的:
为了让技术人员了解机器,正确的操作,确保操作安全和产品的品质.
2.范围:
本部门所有技术人员.
3.作业内容:
3.1 先接好气管,让机械手气压表的气压在4kg-8kg之间。
3.2 打开机械手电源开关,并在注塑机控制板上打开机械手功能键。
3.3注塑机开模完成后,先手动放下机械手臂,并调节好手臂下降的位置。
6.3 <<机器维修履历表>>
6.4 <<机器设备维修单>>
6.附件:无
3.4 按“手动”键,即可进入手动操作画面,依所须动作,先按“选择”键,再按“动作”键,依次调节好各动作的延时时间。
日本“DENSO-电装”高速强力6轴机械手

标 准 循 环 时 间 : . ~< 0 9 与 0 9 一 < 10 O8 . . .
秒 ( 负载5 时 ) KG
品 种 规 格 : 准 、防 尘 防溅 、超 净 吊 装 标 产品特性 :
工作范围宽广 ,可在更大范围 内对应工作区域的要求 。 外形小巧 ,机械手臂宽 为1 0 3 MM,减少了与接 口设 备之间的互相干 扰 ,实现 了
r_1 商, r 电装J在环境保护 、发 动机管理 、车 身电子产品 、驾驶控 制与
V 系列 中型垂直多关节机械手 M
具有高 速与高搬 运能力 的6 机械手 。以小巧 的外 轴 形 广泛 应用于各 个领 域。 最大工作范 围: l0 、1 OMM 约 OO 30
最 大 可 搬 运 质 量 :O lKG
3 模具工程 M u D&D R J c 08 第 1 期 ( O OL l P 0 E T 20 年 E 2 总第9 3期
设备的小型化。
采用轻量化 与高 刚性的机械手手臂 和大功率的AC 伺服 电机 ,使机械手的运行速 度达 到了同类型的最高 级别 。 高精度轨 迹控制功 能 ,在 需要高精度 轨迹 的涂 密封胶 等涂敷工 作中发挥 巨大 的
作用 。
可选择防 尘 、防溅规 格 ,由于 在各个输 出轴上 采用了油 封 ,在 外壳结合面 上采 用了氟类密封材料 ,增强了机械手对恶劣环境 的适应能 力。《 蕾I
.... .
日本 厂 电装 - D S E N O一 - J 同 速强 力 6 轴机械 手
:
口
卜—_ 本株式会社 电装( E 0 OR O —t D NS C P RAT1 N) 0 成立于 14 年 ,是世 界汽 99
卜 _ 车零部件系统的预级供货商之一。 -1 _ 作为提供汽车 前沿技术的全球供货
DENSO机械手教导器使用方法简介(课堂PPT)

2020/6/20
29
直接在觸幕屏上輸入該行程式,按OK確定並退出.
2020/6/20
30
如上方法,繼續加行或修改行,工作完畢後,SAVE及COMPILE.
2020/6/20
按觸幕屏 此處或F6
31
2020/6/20
按觸幕屏 此處選擇 Save and Compile, 再 按 OK 確定.
32
可直接修改單一項目 (P0 的 X 軸 位 置 , 數 字 輸入)
注意: 直接讀取的位置會根據選擇的TOOL號及WORK號而不同, 如選擇TOOL1,而程式使用時是TOOL0,所跑的位置會不同.
2020/6/20
24
編寫程式
按觸幕屏 此處或F1
2020/6/20
25
按觸幕屏此 處開啟新檔 案或F1
2020/6/20
38
1. MOTOR OFF(燈不亮)
2. 按LOCK,(LOCK燈亮) 3. 按LOCK(LOCK燈不亮)
4. MOTOR ON(燈亮)
2020/6/20
39
在此視牆下,保持輕按DEARMAN SWITCH, 再按教導器上OK鍵.程式會試運行,如在試運行中 DEADMAN SWITCH或OK鍵其中一個沒按好,程式會停止運行.
2020/6/20
按觸幕 屏上 CycStop, 程式運 行完一 次會停 止 (程式中 END 為 程式結 束)
45
THE END THANK YOU
2020/6/20
46
需一般使用,1,2需連上(輸入口控制盒Robot Stop On,輸
入開關燈亮).線3,4為Enable Auto(輸入口控制盒Enable
Auto On,輸入開關燈亮),線3,4未接上為Disable Auto(輸
机械手开停机操作规范

机械手开停机操作规范一、目的为防止不规范操作引起的安全事故及机器故障,减少因人为因素造成的不良影响,保障饮水车间机械手安全顺利运行。
二、操作规范及要求(一)开机操作规范2.11、模具安装需定置定位,对于重新上线的模具因保证模具安装位置与下模前一致;调模参数尽可能保持不变,特别是开模行程、顶针顶出位置,模具冷却水路水管应确保不会阻碍机械手运行。
2.12注塑机开机成功后,→将机械手接头扭到使用机械手,→将注塑机机械手功能调到使用(打开操作“托模→功能”将机械手调至使用)→将注塑机安全门打开,运行模式调至半自动→将机械手左侧选择开关扭到自动档位,按下启动开关→关上注塑机安全门→注塑机生产完一模产品开模到位后迅速将机械手左侧选择开关扭到手动档位,注塑机调到手动→将机械手调至高级管理员权限→点入档案从开模完开始单步试行(试行前应将机械手速度调至5以下,防止因位置不对速度过快撞坏机械臂)以确保机械手各动作位置的准确性,如有位置不对情况可通过手动调节(调节前应将机械手运行速度调至1,通过长按机械手显示器右侧XYZ轴动作按钮进行调节,对于细小位置的偏差,需将机械手运行速度调至0,通过机械手右侧旋转编码器进行调节,调节前需先选定调节方向,可通过机械手显示器右侧XYZ轴动作按钮选定,选定后扭动机械手右侧旋转编码器,顺时针扭动为+逆时针扭动为-,调节好位置后需将新的位置进行保存(显示器左下角“编辑→插入→确定”注意XYZ需分步插入更改,避免做无用功)。
2.13将机械手接头扭到使用机械手,→将注塑机机械手功能调到使用(打开操作“托模→功能”将机械手调至使用)→将注塑机安全门打开,将注塑机调到自动→将机械手左侧选择开关扭到自动档位,按下启动开关→关上注塑机安全门,机械手位置调试正常后,或注塑机生产过程中机械手停机可不进行 2.11、2.12相关操作。
2.2停机操作规范2.21如接到停机通知,需先将注塑机调至半自动,开模后机械手循环一次(这一模产品削剪完)后将机械手左侧旋钮开关扭至停止,然后将注塑机调至手动,将机械手接头扭到不使用机械手,将注塑机机械手功能调到不用(打开操作“托模→功能”将机械手调至不用),即可停机。
DENSO电装机械手HM-G系列安装维护指南
② 在安全防护栏的出入口标明 "机械手运行时,禁止入内" 及 "作业时,禁止启动机械手" ,并让操作者严格遵守其 规定。 在未安装安全防护栏的情况下、因试运行等需要启动机 械手之前,为防止工作人员进入机械手的可动限制领域 内,必须在可动限制领域以外配备能够即时确认机械手 运行状态的监督人员,用于确保工作人员的安全。
请将机械手构件中的 "警告标 签" 粘贴在安全防护栏出入口 等醒目的位置。
4 操作注意
如果触碰运行中的机械 警告: 手,会导致严重的人员伤
亡。因此,请务必遵守以 下事项,并且依照4.1项之 后的注意事项进行操作。
安全注意事项
① 机械手运行中及电机电源开启时,切勿进入机械手的可动 限制领域内。
② 因处理异常情况等需要进入机械手的可动限制领域内时, 请务必通过开启紧急停止装置等方法,关闭机械手的电机 电源。
(参照下述4.3项) ③ 正确的作业位置和姿势
是指能够随时确认机械手运行状态以及发生异常情况时 能够立即躲避的位置和姿势
4.2 控制盘上的显示 4.3 确保作业者在可动限制领
域内进行作业的安全
4.4 教导等作业开始前的点检
3.10 设定机械手的可动领域
机械手进行作业所必要的领域称之为运行领域。 若机械手的可动领域大于运行领域,为防止与其他装置碰撞, 建议将可动领域设定小一点。 【参照】第2章的安装与维护指南。
3.11 禁止改装机械手 3.12 作业工具的清洗
3.13 确保照度 3.14 防止夹持物飞出等
3.15 粘贴警告标签
电焊机等电磁干扰源附近
机械手说明书

前言近年来,随着电子技术特别是电子计算机的广泛应用,机器人的研制和生产已成为高技术领域内迅速发展起来的一门新兴技术,它更加促进了机械手的发展,使得机械手能更好地实现与机械化和自动化的有机结合。
机械手虽然目前还不如人手那样灵活,但它具有能不断重复工作和劳动、不知疲劳、不怕危险、抓举重物的力量比人手大等特点,因此,机械手已受到许多部门的重视,并越来越广泛地得到了应用。
例如:在机床加工,装配作业,劳动条件差,单调重复易于疲劳的工作环境以及在危险场合下工作等。
随着工业技术的发展,工业机器人与机械手的应用范围不断扩大,其技术性能也在不断提高。
在国内,应用于生产实际的工业机器人特别是示教再现性机器人不断增多,而且计算机控制的也有所应用。
在国外应用于生产实际的工业机器人多为示教再现型机器人,而且计算机控制的工业机器人占有相当比例。
带有“触觉”,“视觉”等感觉的“智能机器人”正处于研制开发阶段。
带有一定智能的工业机器人是工业机器人技术的发展方向。
第1章液压机械手总体方案设计1.1机械手总体设计方案拟定机械手是能够模仿人手的部分动作,按照给定的程序,轨迹和要求,实现自动抓取、搬运或操作动作的自动化机械装置。
在工业中应用的机械手称为“工业机械手”。
能够配合主机完成辅助性的工作,随着工业技术的发展,机械手能够独立地按照程序,自动重复操作。
根据课题的要求,机械手需具备上料,翻转和转位等功能,并按照自动线的统一生产节拍和生产纲领完成以上动作。
设计可参考以下多种设计方案:1.1.1 采用直角坐标式,自动线呈直线布置,机械手在空中行走,按照顺序完成上料、翻转、转位等功能。
这种方案结构简单,自由度少,易于配线,但需要架空行走,油液站不能固定,使得设计复杂程度增加,运动质量增大。
图1.1.1 直角坐标式布局示意图1.1.2 机身采用立柱式,机械手侧面行走,按照顺序完成上料、翻转、转位的功能,自动线仍成直线布置。
这种方案可以集中设计液压站,易于实现电气,油路定点连接,但是占地面积大,手臂悬伸量较大。
机械手操作说明手册
精心整理机械手操作说明书一, 简介:本设备主体部包括以下机构: 1,上下伺服机械臂:1.5KW 三菱伺服;气动抓胎器;横走气缸; 2,输送线:400W 三菱变频器及电机两台;检测用对射光电;定中气缸;3,主要电气部件品牌及明细表:主要电气部件明细:序号 1 2 3 4 5材料名称 PLC触摸屏 伺服电机 伺服驱动器 输送电机用变频器材料规格 FX3U-48MT-001 DOP-B05S100HF-SP152B MR-J3-200A FR-E740-0.4-CHT用量 单位品牌1台三菱1个台达1台三菱1台三菱2台三菱页脚内容6 三相智能伺服变压器7开关电源8小型断路器9小型断路器10小型断路器11小型断路器12交流接触器13接近开关14电源滤波器15继电器16继电器端子座17超声波传感器18对射光电精心整理 IST-C-045 NES-150-24 DZ47-60/3P/D16A DZ47-60/2P/D6A DZ47-60/2P/D10A DZ47-60/3P/D25A LC1-D1810M5C RN05-N(17*17)3 米 PNF221-G-2A RJ2S-CL-D24 RJ2S-05B UB800-18GM40-E4-V1 PZ-G52N二, 操作说明:1 台 三诺科技1 台 台湾明纬1个正泰1个正泰2个正泰2个正泰1个施耐德5 个 台湾 RIKO1个埃德8个idec8个idec1个倍加福4对基恩士2.1 操作前注意事项:机械手运行范围内不要有人员站立. 确认抓手用输入气源是否打开且压力达到 0.5MPa 及以上。
2.2 操作说明:2.2.1,简要说明: 1,本系统人机操作画面,支持中英文两种语言方式。
操作者可以在进入系统后的初始开机画面,选择指定的操作语言。
2,本系统有三种运行方式,分别是: 点动运行方式:指的是上下伺服在微动调试时的一种操作方式。
这种方式下屏上的 操作功能按键只有在受控时,相应的运动部件才会动作。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
Denso VS6556机械手使用简介
飞泰贸易有限公司
何云远
预备工作
各部份连接:
在使用前,请确定以下部份连接上:
5: 连接手提编程器
7: I/O Power (如需连接输出口及Robot Stop, Enable Stop外输入口)(注1)
8: 输入口,请连接Denso输入口控制器,或把输入口线1,2及线3,4接上开关,以方便以后选择
使用模式,其中线1,2是Robot Stop,如1,2无接上为Robot Stop,如需一般使用,1,2需连上(输入口控制盒Robot Stop On,输入开关灯亮).线3,4为Enable Auto(输入口控制盒Enable Auto On,输入开关灯亮),线3,4未接上为Disable Auto(输入口控制盒Enable Auto Off,输入开关灯不亮),部份情况需使用Enable Auto,部份需使用Disable Auto,请参阅以后介绍.(注2)
11: 电源输入,请使用附属电源接头,VS-6556E电源需1.9kV A(约9A电流)
12: 机械手连接电缆,请使用附属机械手电缆,连接机械手.
注1:
注2:
设定位置: 使用教导器
如需教导位置点时,首先操作模式选择为MANUAL,按MOTOR(马达),MOTOR 上灯亮.另输入口选择为Disable Auto.
操作模式選擇鍵
馬達ON
按觸幕屏此處或F2
位置表示方式選擇
(註3)
如下图按着Deadman switch,并保持着.
在保持按著Deadman switch,按此處
的按鍵,可移動機械手.(註4)
注4: 机械手移动键,由上至下分别为第一关节, 第二关节, 第三关节, 第四关节, 第五关节, 第六关节,(Joint模式),或X方向移动,Y方向移动,Z方向移动,X轴旋转, Y轴旋转, Z轴旋转,(X-Y模式及TOOL模式)
设定不同的TOOL及WORK偏移:
按觸幕屏此處,
進入附加功能
根據需要,選擇
TOOL或WORK
設定.
1.根據需要,選擇
需修改項目
(可直接按觸幕
屏選擇)
2.按Change修
改數字
按OK确定退出
如上再行修改其它项目修改全部后,按OK退出. 在觸幕屏上按數字
选择移动模式:
选择确定后按OK退出按觸幕屏此處,可選擇運動模式
選擇運動模式
選擇工件偏移WORK0為標準(無偏移)
選擇工具偏移TOOL0為標準
(無偏移)
需速度设定时,可按教导器上
SPEED键或触幕屏上速度表示位置
可直接選擇速度比率或選擇修改項目後,(直接觸幕屏上
SPEED,ACCEL或DECEL)再按Change修改
可直接按觸幕屏上選
擇數字,再按OK確定
退出
教导点时设定速度,另在运行程序时(TEACHING CHECK或AUTO时)亦可以上法修改速度
按觸幕屏上Var(變量)
按觸幕屏上此兩位置
的其中之一.
直接读取现有位置并
写入选定的位置变量
(全六轴位置写入P0)
可直接修改单一项目
(P0的X轴位置,数字
输入)
注意: 直接读取的位置会根据选择的TOOL号及WORK号而不同,如选择TOOL1,而程序使用时是TOOL0,所跑的位置会不同.
编写程序:
按觸幕屏此處或F1
按觸幕屏此處開啟
新檔案或F1
按觸幕屏此處(OK)
確定
按觸幕屏輸入名字,
再按OK確定
新程式中第三行
中,’TakeArm因含’,’後
為程式忽略部份,一般
份用於注解.
出现新程序,并己包含程序中名字设定,如需再加行,可按触幕屏上NewLine或F1
如需修改某行,可直接按触幕屏上需修改行,再按EditLine或F5修改行.
直接在触幕屏上输入该行程序,按OK确定并退出.
如上方法,继续加行或修改行,工作完毕后,SA VE及COMPILE.
注意: 程序Compile时,Motor需为off(此灯不亮)
按觸幕屏此處或
F6
按觸幕屏此處選擇Save and Compile,再按OK確定.
程序Compiling中
Compile后,如程序有错误(如上图),请再修改程序改正错误,再Save and Compile.
运行程序: (TEACHCHECK 模式中,试运行)
设定试运行速度,(参考第8页,速度设定)
旋至TEACHCHECK
MOTOR ON(燈亮)
按觸幕屏此處或F1
按觸幕屏選擇需試運行程式,再按觸幕屏上CycStart
程式狀態需為On halt 下才可試運行,如此狀態為其它,可以以下方法轉回On halt 狀態.
1. .. M OTOR OFF(灯不亮),
2. .. 按LOCK,(LOCK灯亮)
3. .. 按LOCK(LOCK灯不亮)
4. .. M OTOR ON(灯亮)
在此视墙下,保持轻按DEARMAN SWITCH,再按教导器上OK键.程序会试运行,如在试运行中DEADMAN SWITCH或OK键其中一个没按好,程序会停止运行.
运行程序:(AUTO 模式)
输入口(CN8, ENABLE AUTO,请参阅第1页) 设定试运行速度,(参考第8页,速度设定)
旋至AUTO
MOTOR ON(燈亮)
按觸幕屏此處或F1
按觸幕屏選擇需試運行程式,再按觸幕屏上Start
程式狀態需為On halt 下才可試運行,如此狀態為其它,請參閱第15頁.
注意: AUTO 模式中,速度会比TEACHCHECK 模式中快,请注意.
按觸幕屏選擇運行次數,單次或不停重覆
按觸幕屏OK,程式開始運行.
按觸幕屏上CycStop,程式運行完一次會停止 (程式中END 為程式結束)
按觸幕屏上StepStop,程式運行在現執行指令動作完結後停止.。