公差与偏差的术语及定义
偏差、公差和误差

图样标注的尺寸 L的极限偏差为:上偏差 e = s 0 ,下偏差 e=一 .m i 0 1 m,满足 e< l 2 P < s i e、P、 3 e, 故可判定 的尺寸合格。
由图 2 ) 可 得 ,上 平 面 的 直 线 度 误 差 = b
将原定义的 “ 理想要素” 改为 “ 拟合要素” 极为 不妥。所以,形位误差也是一个没有符号 的量 。
( )误 差 3
“ ( 下 极限)偏差 ” 。工件实际尺寸 的合格条件是 :
实际尺寸不超出最大和最小极 限尺寸 ,也可以表达
“ 差 ” 的概 念 在 测 量 过 程 和 加 工 过 程 中分 别 误
1 5
维普资讯
有不同的理解和规定。通常 ,“ 测量误差”定义为
、
差” 。在 G / 160 3 02 《 柱齿 轮 检 验 B Z 82 .—20 圆 实施规范 第 3 部分 :齿轮坯 、轴 中心距和轴线平
行度》 中,将 已在形位公差 国家标 准中规定的 “ 平 行度误差”称为 “ 平行度偏差” 同样 ,也以 “ , 平
行度公差 ”作 为 “ 平行 度偏 差” 的允许值 。这种 现象源于原 国际标 准 中对 “ 误差 ” 和 “ 偏差 ”均
( ) 偏 差 1
“ 偏差” 的定 义是在 G / 80 1 97 《 B T 10 .—19 极 限与配 合 基 础 第 1部分 :词汇 》 中给 出 的, “ 偏差 ” 的定义是 : “ 某一尺寸 ( 实际尺寸、极 限 尺寸等等 )减其基 本 尺寸 所 得 的代 数差 。 ”作 为 GS P 的基础标准 , 这一定义不仅适用于一切以线值 表示 的几何量 ,也适用于用角值表示 的几何量 。这
测 量平 板 图3
偏差与公差的基本术语和定义

例5:分别求出图2-9零件的极限偏差及公差。
2、尺寸公差带:零件尺寸相对基本尺寸所允许的变动范围。
(1)零线:表示基本尺寸的位置。
(2)尺寸公差带:由代表上、下偏差的两条直线所限定的一个区域。
(3)基本偏差:标准中表列的,用以确定公差带相对于零线位置的上偏差或下偏差。
一般为靠近零线的那个极限偏差
(4)标准公差:国家标准中所规定的用以确定的任一公差值。
例7:画出基本尺寸为Φ25mm,最大极限尺寸为错误!未找到引用源。
Φ25 .021mm 、最小极限尺寸为错误!未找到引用源。
25 mm的孔与最大极限尺寸为错误!未找到引用源。
24.980mm 、最小极限尺寸为错误!未找到引用源。
24.967mm 的轴的公差带图。
让学生预习
看书找出以
下问题答
案,做好笔
记并识记
预习设问:
1、什么是实
际偏差?
2、尺寸公差
带的定义?
通过学习,
画出公差带
图
让学生预
习,吸引学
生对本节
内容的兴
趣。
培养学
生自学能
力。
对新课
的学习起
到引导作
用。
小结巩固练习1、熟悉基本尺寸、实际尺寸、极限尺寸、尺寸偏差、上下偏差、尺寸公差等术语的含义及表示符号。
2、掌握术语之间的计算关系。
3、熟悉公差带的画法及内容。
课后作业教后。
公差与偏差的术语及定义

解题过程
孔的极限偏差计算示例
【例1-2】 计算轴φ60mm
的极限尺寸。若该轴加工
后测得的实际(组成)要素为φ60.012mm,试判断该零件尺
寸是否合格。
解题过程
轴的极限尺寸计算示例
2.尺寸公差(T)
尺寸公差——允许尺寸的变动量,简称公差。
孔的公差 Th=│Dmax-Dmin│ =│ES-EI│ 轴的公差 Ts=│dmax-dmin│ =│es-ei│
下极限偏差——下极限尺寸减其公称尺寸所得的代数差。 孔: EI=Dmin -D 轴: ei=dmin -d
极限偏差
Hale Waihona Puke 极限偏差尺寸标注为:公称尺寸下 上极 极限 限偏 偏差 差 此时,注意下面几点原则: (1)上极限偏差>下极限偏差; (2)上、下极限偏差应以小数点对齐; (3)若上、下极限偏差不等于0,则应注意标
三、偏差与公差的术语及其定义
1.偏差
偏差——某一尺寸,如实际(组成)要素、极限尺寸 等减其公称尺寸所得的代数差。
分类: (1)极限偏差——极限尺寸减其公称尺寸所得的代数 差称为极限偏差。
(2)实际偏差——实际(组成)要素减其公称尺寸所 得的代数差称为实际偏差。
(1)极限偏差
上极限偏差——上极限尺寸减其公称尺寸所得的代数差。 孔: ES=Dmax - D 轴: es=dmax -d
出正负号; (4)若偏差为零时,必须在相应的位置上标注
“0”,不能省略; (5)当上、下极限偏差数值相等而符号相反
时,应简化标注,如¢40±0.008。
(2)判断零件尺寸是否合格的条件2
合格零件的实际偏差应在规定的上、下极限偏差之间。 EI(ei)≤实际偏差≤ES(es)
偏差、公差和误差
图1 所示零件给 出了三项几何精度要求 :上、
下平面间的尺寸5— 1m 08m 、上平面的直线度公差 t . ,
=
00 m 和上 平 面对 基 准 A ( .3 m 下平 面 ) 的平 行 度
公差 t= .5 m : 0 0 m 。设 下平面 的直线 度误差 可 以忽 略不计 ,并按图 2 )所示方法在上平面上均布的三 a
公差带的宽度或直径 ,表示实际被测要素允许变动
区域 ( 公差带) 的大小 。 因此 ,尺寸公差和形位公差虽然都是 “ 允许变 动量” ,但 尺寸公差 并不直 接表示 在设 计 图样 上 , 而是由上、下偏差来控制实际偏差 的;形位公差则 直接在图样上标出,并用来控制每一实际被测要素
的形 位误 差 。
4 .2 99
和允许值》 中,将与形状误差性质完全 相 同的齿廓 误差称为 “ 齿廓偏差” ,而其允许值 又称 为 “ 齿廓
公差 ” ,即齿廓公差是允许 的齿廓 偏差 ,还将 与形
图2
状误 差 性质 完 全相 同的螺 旋线 形 状 误 差 称 为 “ 旋 螺
线形状 偏差 ” ,其允 许值 又称 为 “ 螺旋 线 形状 公 上例再次表明,偏差是代数值 ,其允许 的界 限 值是两个极限偏差 ( 上偏差 和下偏差 ) ;直线度误 差和平行度误差 ( 形位误差 )是没有符号的量 ,其 允许的界限值分别是直线度公差和平行度公差 ( 形 位公差) ,当然也是没有符号的量 。尺寸偏差 ( P、 ) 的确定 与测 得 尺寸 t 和 基本 尺 寸 (0 m) 5m
测 量平 板 图3
3 问题
上述基本概念在各种基础几何精度标准 中多有 涉及 ,但由于种种原因 ,有关术语 的表述尚有不完 善与概念不统一的现象 。主要表现为将 “ 变动”与 “ 离 ” 都 用 “ 差 ” 表 示。 例 如 ,在 G / 偏 偏 BT
极限与配合系列课件1-尺寸、偏差、公差的基本术语及定义
直径尺寸φ28毫米,φ36毫米; 长度尺寸30毫米,60毫米; 角度尺寸30度加减4分。
2.公称尺寸的定义
公称尺寸是设计者根据零件使用要求,通过计算、试验或按类比法确定的尺寸。
孔、轴的公称尺寸分别用D、d表示
D
d
3.实际尺寸 (1) 定义
实际尺寸也叫局部实际尺寸,是通过测量得到的尺寸(孔Da、轴da ) 实际尺寸并非尺寸的真值。
【例1】公称尺寸D(d)=φ50 mm,
孔:Dup=50.025 mm,Dlow=50 mm; 轴:dup=49.950 mm,dlow=49.934 mm。
【解】(2)计算孔和轴的公差
根据公式 Th=︱Dup-Dlow︱=︱ES-EI︱ Th=︱Dup-Dlow︱=︱50.025-50︱=0.025 mm 根据公式 Ts=︱dup-dlow︱=︱es-ei︱ Ts=︱dp-dlow︱=︱49.950-49.934︱=0.016 mm
一、 孔和轴 二 、 尺寸 三 、 偏差 四 、 公差与公差带图
相关标准:GB/T1800.2—2009《产品几何技术规范(GPS) 极限与配合 第1部分: 公差、偏差和配合的基础
一、孔和轴
圆柱形孔轴配合
问题:除了圆柱形的孔和轴,有没有其它形状的孔和轴呢?
一、孔和轴
1.孔
孔通常是指工件的圆柱形 内尺寸要素,也包括非圆柱 形的内尺寸要素(由两平行 平面或切面所形成的包容 面)。孔的尺寸用D表示。
3.极限偏差的计算
尺寸φ40㎜的上极限尺寸:
dup =d + es =40+(+0.052)
=40.052㎜
尺寸φ40㎜的下极限尺寸:
dlow =d + ei
第二章2.2.2 有关尺寸偏差、公差的术语及定义

通常将零线画成水平位置的线段,正偏差位于零线上方,负偏差位 于零线下方,零偏差重合于零线。
公差带图中的偏差以mm为单位时,可省略不标;如以m为单位, 则必须注明。
(2)尺寸公差带。 在公差带图解中,由代表上极限偏差和下极限偏差或上极限尺寸
对
25
f
6(0.020 0.033
)
轴:
Ts=(24.980−24.967)mm=[−0.02−(−0.033)]mm=0.013mm
由此可见公差值恒大于零。
从作用上看,极限偏差用于控制实际偏差,是判断加工零件尺寸是 否合格的根据;
而公差则用于控制一批零件实际(组成)要素的差异程度。
从工艺上看,对某一具体尺寸,公差大小反映的是加工难易程度, 即加工精度的高低。
2.2.2 有关尺寸偏差、公差的术语及定义
1.尺寸偏差
尺寸偏差(简称偏差)是指某一尺寸减去其公称尺寸所得的代数差。
(1)实际偏差。实际(组成)要素减去其公称尺寸所得的代数差称 为实际偏差。
(2)极限偏差。
上极限尺寸减去其公称尺寸所得的代数差称为上极限偏差(ES、 es),孔用ES表示,轴用es表示;
② 选择合适比例(一般可选500∶1,偏差值较小时可选1 000∶1), 按选定放大比例画出公差带。
为了区别孔和轴的公差带,孔的公差带应画上剖面线;而轴的公 差带应是黑点,标上公差带代号(后述)。
一般将极限偏差值直接标在公差带的附近,如图2.5所示。
图2.5 中间轴轴径和齿轮衬套内孔的公差带图 从公差带图上可清楚地看出,一个具体的公差带是由两个要素构成:
实际计算时,由于上极限尺寸大于下极限尺寸(上极限偏差大于 下极限偏差),故可省去绝对值符号。
公差配合术语——解释
公差配合术语——解释一、术语及定义1.尺寸——用特定单位表示长度值的数字。
2.孔——主要指圆柱形的内表面,也包括其它内表面中由单一尺寸确定的部分。
3.轴——主要指圆柱形的外表面,也包括其它外表面中由单一尺寸确定的部分。
4.基本尺寸——设计给定的尺寸。
5.实际尺寸——通过测量所得尺寸。
(由于存在测量误差,所以实际尺寸并非尺寸的真值)6.极限尺寸——允许尺寸变化的两个界限值,它以基本尺寸为基数来确定。
7.尺寸偏差(简称偏差)——某一尺寸减其基本尺寸所得的代数差。
8.尺寸公差(简称公差)——允许尺寸的变动量。
(公差等于最大极限尺寸与最小极限尺寸之代数差的绝对值;也等于上偏差与下偏差之代数差的绝对值)9.零线——在公差与配合图解(简称公差带图)中,确定公差的一条基准直线,即零偏差线。
通常零线表示基本尺寸。
10.尺寸公差带(简称公差带)——在公差带图中,由代表上、下偏差的两条直线所限定的一个区域。
11.标准公差——本标准表列的,用以确定公差带大小的任一公差。
12.公差单位——计算标准公差的基本单位,它是基本尺寸的函数。
13.公差等级——确定尺寸精确程度的等级。
14.基本偏差——本标准表列的,用以确定公差带相对于零线位置的上偏差或下偏差,一般为靠近零线的那个偏差。
15.配合——基本尺寸相同的,相互结合的孔和轴公差带之间的关系。
16.间隙或过盈——孔的尺寸减去相配合的轴的尺寸所得代数差。
此差值为正时是间隙;为负时是过盈。
17.间隙配合——具有间隙(包括最小间隙等于零)的配合。
此时,孔的公差带在轴的公差带之上。
18.过盈配合——具有过盈(包括最小过盈等于零)的配合。
此时,孔的公差带在轴的公差带之下。
19.过度配合——可能具有间隙或过盈的配合。
此时,孔的公差带与轴的公差带相互交叠。
20.最小间隙——对间隙配合,孔的最小极限尺寸减轴的最大极限尺寸所得的代数差。
21.最大间隙——对间隙配合或过渡配合,孔的最大极限尺寸减轴的最小极限尺寸所得的代数差。
机械制造基础计算题解析
《机械制造基础》终结性考试计算题解析一、公差配合计算题有关尺寸、公差和偏差的术语及定义1.尺寸:以特定单位表示线性尺寸的数值。
2.基本尺寸(D,d):通过它应用上、下偏差可算出极限尺寸的尺寸。
通常由设计者给定,用D 和d表示(大写字母表示孔、小写字母表示轴)。
它是根据产品的使用要求,根据零件的强度、刚度等9.基本偏差:指在极限与配合制中,确定公差带相对于零线位置的那个极限偏差。
有关配合的术语及定义1. 配合:配合是指基本尺寸相同的,相互结合的孔、轴公差带之间的关系。
2.孔与轴:孔是指工件的圆柱形内表面,也包括非圆柱形内表面;轴是指工件的圆柱形外表面,也包括非圆柱形外表面。
3.间隙与过盈:在孔与轴的配合中,孔的尺寸减去轴的尺寸所得的代数差,当差值为正时叫做间隙(用X表示),当差值为负时叫做过盈(用Y表示)。
4.配合的种类:孔、轴公差带之间的关系,分为三大类,即间隙配合、过盈配合和过渡配合。
·间隙配合:具有间隙(包括最小间隙为零)的配合。
·过盈配合:具有过盈(包括最小过盈为零)的配合。
·过渡配合:具有间隙或过盈的配合。
5.配合公差(Tf):组成配合的孔、轴公差之和。
·对于间隙配合Tf =| Xmax-Xmin |·对于过盈配合Tf =| Ymax-Ymin |·对于过渡配合Tf =| Xmax-Ymax |公差配合计算题示例例(1(2(3(4(5例(1(2A. +0.034B. +0.023C. +0.011D. -0.011 (3)过盈配合的最小过盈Y min是( D )。
A. -0.018B. -0.034C. -0.023D. -0.005 (4)过盈配合的最大过盈Y max是( B )。
A.-0.018B. -0.034C. -0.023D.-0.005 (5)过盈配合的公差T f是( C )。
A. +0.018B. +0.034C. +0.029D. +0.023例3. 已知)(7)(835052.0034.0029.00+++r H φ,求下列各项数值(单位: mm )。
标准公差,公差,偏差各是什么概念

标准公差,公差,偏差各是什么概念公差(1)公差基本术语的含义1)基本尺寸;设计时给定的尺寸,称为基本尺寸。
的基本尺寸2)实际尺寸:零件加工后经测量所得到的尺寸,称为实际尺寸。
3)极限尺寸:实际尺寸允许变化的两个界限值称为极限尺寸。
它以基本尺寸确定。
两个极限值中较大的一个称为最大极限尺寸Dmax(或dmax);较小的一个称为极限尺寸Dmin(或dmin)。
)尺寸偏差;某一尺寸减其基本尺寸所得的代数差,称为尺寸偏差,简称偏差。
实际偏差=实际尺寸一基本尺寸最大极限尺寸减其基本尺寸所得的代数差,称为上偏差;最小极限尺寸减其基本尺寸所得的代数差,称为下偏差;上偏差和下偏差统称为极限偏差。
国家标准规定,孔的上偏差代号为ES,轴的上偏差代号为es;孔的下偏差代号为EI,轴的下偏差代号为ei,则:ES=孔的最大极限尺-孔的基本尺寸cs=轴的最大极限尺寸-轴的基本尺寸EI=孔的最小极限尺寸-孔的基本尺寸ei=轴的最小极限尺寸-轴的奥基本尺寸偏差值可以为正、负或零值。
5)尺寸公差,允许尺寸的变动量称为尺寸公差,简称公差。
公差等于最大极限尺寸与最小极限尺寸的代数差的绝对值;或等于上偏差与下偏差代数差的绝对值。
6)零线:图1a中示意表明了基本尺寸相向、相互配合的孔与轴之间极限尺寸、尺寸偏差与尺寸公差之间的相互关系,为方便起见,在实际讨论的过程中,通常只画出放大了的孔和轴的公差带,称为公差与配合图解,简称公差带图,如阁l-b所示。
在公差带图中,确定偏差的一条基准线,即零偏差线,就叩零线,通常零线表示基本尺寸。
正偏差位于零线之上。
负偏差位于零线之下。
7)尺寸公差带:在公差带图中,由代表上、下偏差的两条直线所限定的一个区域。
在图6-36b 中ES和E条直线所限定的区域为孔的尺寸公差带;cs和ei两条直线所限定的区域则为轴的尺寸公差带、孔公差带一带般用斜线表示;轴公差带一般打点表示。
(2)确定公差的两个基本要素公差带是由标准公差和基本偏差两个基本要素确定的,标准公差确定公差带的大小;基本偏差确定公差带相对于零钱的位置。
标准公差与基本偏差

2.极限与配合
概内述基容极本公限术公差与语差带配及与与合定配配的义合合国的的家选代标择号准及标注
(二)基准制的选择
1. 一般情况下应优先选用基孔制
孔难加工,定径刀具
2.特殊情况下选用基轴制
(1)直接使用有一定公差等级( IT8 ~IT11 ) 而不再进行机械加工的冷拔钢材(这种钢材是 按基准轴的公差带制造)制作轴。 (2)加工尺寸小于 1mm 的精密轴比同级孔要 困难,因此在仪器制造、钟表生产、无线电工 程中,常使用经过光轧成形的钢丝直接做轴, 这时采用基轴制较经济。
ei = es – IT5 = 0 - 0.006 = - 0.006
(4)公差带图
·
2.极限与配合
概内述基容极本公限术公差与语差带配及与与合定配配的义合合国的的家选代标择号准及标注
45H 7 / k6 配合种类
基公
基
准差
本
制等
偏
级
差
2.极限与配合
概内述基容极本公限术公差与语差带配及与与合定配配的义合合国的的家选代标择号准及标注
等 级
精度最高 -----------------------------------------------------
精度最低
IT01 IT0 IT1 IT2 IT3 IT4 IT5 IT6 IT7 IT8 IT9...IT18
高精度 级
精度级
中、低 级
共20级
2.极限与配合
概述内容基本极术限语与及配定合义的国家标准
2.极限与配合
概内述容基极本公限术差与语带配及与合定配的义合国的家代标号准及标注
(一)公差带标注
?轴公差带 基本尺寸≤500mm,国家标准规定了一般、常用和优
公差 极限偏差
公差极限偏差
极限偏差是指上偏差和下偏差,是极限尺寸减其基本尺寸所得的代数差。
最大极限尺寸减其基本尺寸所得的代数差称为上偏差,最小极限尺寸减其基本尺寸所得的代数差称为下偏差。
轴的上、下偏差代号用小写字母es,ei表示;孔的上、下偏差代号用大写字母ES,EI表示。
在机械设计中,极限偏差是一个重要的概念,它对于确保零件的功能和精度至关重要。
在实际应用中,应根据具体的设计要求和制造工艺来确定合适的极限偏差,以确保零件的质量和可靠性。
公差与配合的基本术语及定义
第一节公差与配合的基本术语及定义一、孔和轴(一)孔孔是指工件的圆柱形内表面,也包括其他内表面中由单一尺寸确定的部分。
孔的直径尺寸用D表示。
(二)轴轴是指工件的圆柱形外表面,也包括其他外表面中由单一尺寸确定的部分。
轴的直径尺寸用d表示。
二、尺寸(一)尺寸用特定单位表示长度的数值。
如直径、长度、宽度、高度、深度等都是尺寸。
(二)基本尺寸由设计给定的尺寸称为基本尺寸,一般要符合标准尺寸系列,以减少定值刀具、量具、夹具的种类。
(三)实际尺寸通过测量所得的尺寸称为实际尺寸。
由于存在测量误差,实际尺寸并非被测尺寸的真值。
(四)作用尺寸(1)孔的作用尺寸即在配合面全长上,与实际孔内接的最大理想轴的尺寸。
(2)轴的作用尺寸即在配合面全长上,与实际轴外接的最小理想孔的尺寸。
(五)极限尺寸允许尺寸变化的两个界限值称为极限尺寸。
两个界限值中较大的一个称为最大极限尺寸,较小的一个称为最小极限尺寸。
三、偏差与公差(一)尺寸偏差某一尺寸减去基本尺寸所得的代数差即为尺寸偏差(简称偏差)。
(1)上偏差最大极限尺寸减去基本尺寸所得的代数差称为上偏差。
孔的上偏差用ES表示,轴的上偏差用es表示。
(2)下偏差最小极限尺寸减去基本尺寸所得的代数差称为下偏差。
孔的下偏差用EI表示,轴的下偏差用ei表示。
(二) 尺寸公差允许尺寸的变动量称为尺寸公差(简称公差)。
公差等于最大极限尺寸与最小极限尺寸之代数差的绝对值;也等于上偏差与下偏差之代数差的绝对值。
孔和轴的公差分别用T h和T s 表示。
公差、极限尺寸及偏差的关系如下T h=︱D max-D min︱=︱ES-EI︱T s=︱d max-d min︱=︱es-ei︱公差与偏差的比较:1)偏差可以为正值、负值或零,而公差则一定是正值。
2)极限偏差用于限制实际偏差,而公差用于限制误差。
3)对于单个零件,只能测出尺寸“实际偏差”,而对数量足够多的一批零件,才能确定尺寸误差。
4)偏差取决于加工机床的调整(如车削时进刀的位置),不反应加工难易,而公差表示制造精度,反应加工难易程度。
偏差与公差的基本术语和定义

教学手段
讲授、举例子、演示教具互动
教 学 过 程
教 师 活 动
学 生 活 动
设计意图
复习:
1、孔和轴的定义是什么?
2、他们之间有什么区别?举例说明。
引入:
极限尺寸与基本尺寸有差值,那这个差值是什么呢? 本节课我们就来探讨这个差值。
正课:
一、偏差的术语及其定义
1、尺寸偏差:实际尺寸或极限尺寸与基本尺寸之差值
课 题
偏差与公差的基本术语和定义
授课时间
授课时数
课 型
讲授
教学目的
要 求
1、能够计算上下偏差值和公差值。能看懂公差带图。
教学重点
1、会准确计算偏差和公差。
教学难点
1、注意公差与极限偏差之间的关系及公差带图的含义。
学情分析
实物与课件、教具的演示将会提高学生的学习兴趣,增强感性认识,提高教学效果。注意从演示中让学生掌握极限与配合的术语及定义。
例7:画出基本尺寸为Φ25mm,最大极限尺寸为Φ25 .021mm 、最小极限尺寸为Φ25 mm的孔与最大极限尺寸为Φ24.980mm 、最小极限尺寸为Φ24.967mm的轴的公差带图。
组织教学
课前三分钟,唱歌,清点学生人数
抽学生回
2、标准与标准化有什么区别?举例说明。
小 结
巩固练习
1、熟悉基本尺寸、实际尺寸、极限尺寸、尺寸偏差、上下偏差、尺寸公差等术语的含义及表示符号。
2、掌握术语之间的计算关系。
3、熟悉公差带的画法及内容。
课后作业
教 后 记
例5: 分别求出图2-9零件的极限偏差及公差。
2、尺寸公差带:零件尺寸相对基本尺寸所允许的变动范围。
(1)零线:表示基本尺寸的位置。
偏差,尺寸公差,

,轴
为Φ50 0.050 ,则孔轴的配合性质为 A
A、间隙0.配034 合
B、过盈配合
C、过渡配合
D、过盈或过渡配合
2 、孔轴的公差带图形相互交叠,则此配合为 B A、间隙配合 B、过渡配合 C、过盈配合
3 、已知一孔φ40 00..001305,轴φ40 00.03,0 则该配合为 C A、间隙配合 B、过渡配合 C、过盈配合
=50.008-49.992=0.016
a
7
公差与偏差之间的区别和联系:
(1)公差是一个没有符号的绝对值;偏差是代数 有负。
差,有正
(2)公差大小决定了允许尺寸变动范围的大小。若公差值大, 则允许尺寸变动范围大,因而要求加工精度低;相反,若公 差值小,则允许尺寸变动范围小,因而要求加工精度高。
(3)极限偏差表示每个零件尺寸允许变动的极限值,是判断零 件尺寸是否合格的依据。
(4)公差影响配合的精度;极限偏差用于控制实际偏差,影响 配合的松紧程度。
典型试题幻灯片 15
a
8
三、 “配合”的术语及定义
配合就是基本尺寸相同的、相互结合的孔与轴 公差带之间的相配关系。
配合条件分析: ①基本尺寸必须相同 ②相互结合的 ③公差带之间的关系
配合类型: 间隙配合幻灯片 10
过盈配合幻灯片 11
最大极限尺寸: 孔或轴允许尺寸的最大值。
最小极限尺寸: 孔或轴允许尺寸的最小值。 典型试题 幻灯片 14
零件合格的条件:
最大极限尺寸≥实际尺寸≥最小极限尺寸
a
4
二、尺寸偏差和尺寸公差的定义及计算
尺寸偏差: 某一尺寸-基本尺寸 上偏差 = 最大极限尺寸-基本尺寸
偏差包括
代号: 孔为ES 轴为es 下偏差: = 最小极限尺寸-基本尺寸
公差配合与测量技术:公差与偏差的术语及定义

公差与偏差的 术语及定义
公差和偏差术语及定义
有关公差和偏差的术语及定义
1. 偏差
偏差 — 某一尺寸与基本尺寸的代数差 实际尺寸 – 基本尺寸 = 实际偏差
公差和偏差术语及定义
实际尺寸 – 基本尺寸 = 实际偏差 孔 Da – D = Ea 轴 da – D = ea
极限尺寸 – 基本尺寸 = 极限偏差 最大极限尺寸 – 基本尺寸 = 上偏差
6 0
公差二要素
关于公差国家标准中的任意公差为标准公差
上偏差
+0.021
下偏差
+
+
0
0
-
下偏差
-
+0.002 -0.019
尺寸公差带二要素
大小----由公差值T确定 位置----由上偏差或下偏差确定
基本偏差: 靠近零线的上偏差或下偏差
课堂小结
* 明白“偏差与公差的关系”
思考题
孔和轴的实体尺寸区别是 什么?
孔 Dmax – D = ES 轴 dmax – d = es 最小极限尺寸 – 基本尺寸 = 下偏差 孔 Dmin – D = EI 轴 dmin – d = ei
公差和偏差术语及定义
有了偏差的概念后,尺寸合格条件也可表示为:
上偏差 ≥实际偏差≥ 下偏差 ES ≥ Ea ≥ EI es ≥ ea ≥ ei
尺寸公差带示意图 零线:表示基本尺寸的一条直线。
基本尺寸
TT
60
上偏差
孔
+
下偏差
0 -
… … … … … … … … …… … … … … … …… … … … … … …… … … … … … …… … … … … … …… … … … … … …… … … … … … …… … … … … … …… … ห้องสมุดไป่ตู้ … … … …
(整理)尺寸公差的术语及定义
掌握尺寸公差的术语及定义新课导入:为满足互换性的要求,零件的几何参数必须保持在一定的加工精度范围内,加工精度是指在零件加工后,其几何参数的实际值与设计理想值相符合的程度。
在极限与配合标准中,首先对与组织互换性生产密切相关、带有共同性的常用术语和定义,做出明确的规定。
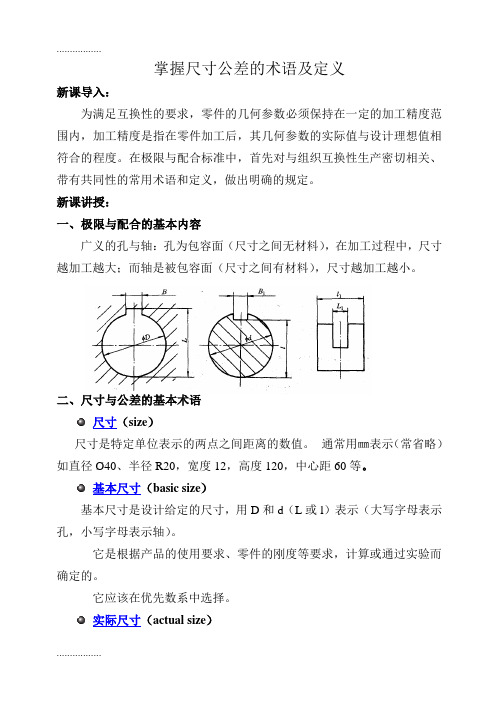
新课讲授:一、极限与配合的基本内容广义的孔与轴:孔为包容面(尺寸之间无材料),在加工过程中,尺寸越加工越大;而轴是被包容面(尺寸之间有材料),尺寸越加工越小。
二、尺寸与公差的基本术语尺寸(size)尺寸是特定单位表示的两点之间距离的数值。
通常用㎜表示(常省略)如直径Ø40、半径R20,宽度12,高度120,中心距60等。
基本尺寸(basic size)基本尺寸是设计给定的尺寸,用D和d(L或l)表示(大写字母表示孔,小写字母表示轴)。
它是根据产品的使用要求、零件的刚度等要求,计算或通过实验而确定的。
它应该在优先数系中选择。
实际尺寸(actual size)实际尺寸是通过测量得到的尺寸(Da、da )实际尺寸并非尺寸的真值。
极限尺寸(limits of size)极限尺寸允许尺寸变化的两个界限值。
最大极限尺寸:Dmax、dmax最小极限尺寸:Dmin、dmin合格零件的实际尺寸应该是:三、偏差与公差偏差(limits of deviation)某尺寸与基本尺寸的代数差,其值可正、可负或零。
上偏差:最大极限尺寸与基本尺寸之差下偏差:最小极限尺寸与基本尺寸之差实际偏差:实际尺寸与基本尺寸之差注意:标注和计算偏差时前面必须加注“+”或“-”号(零除外)。
尺寸公差(Tolerance)尺寸公差是指允许尺寸的变动量公差与偏差是两个不同的概念。
公差表示制造精度的要求,反映加工的难易程度。
偏差表示与基本尺寸远离程度,它表示公差带的位置,影响配合的松紧程度。
问题:比较公差与偏差公差带图:用尺寸公差带的高度和相互位置表示公差大小和配合性质。
它由零线和公差带组成。
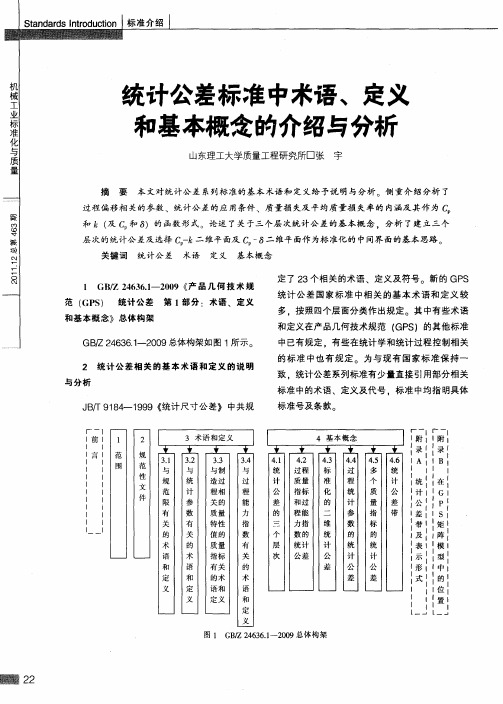
统计公差标准中术语、定义和基本概念的介绍与分析
标 准 中 38为 “ _ 下规 范 限 ( S )—— 给 定 LL
b )作 为设 计/ 造/ 量 并 行 设计 和综 合 改 制 质
多 个 质 量
J , 1 4 1 9 《 计尺 寸公 差》 中共规 B_9 8 — 9 9 统 r
~— — 统计来自公3 术 语 和 定 义
33 .
4. 1
4 基 本 概 念
42 .
I 附 I 附
: : 录 录
4. l 6 A
I B
在 GP
与 制
造 过 程 相
2 2
标 准 介绍 I tn ad t d cin a d rsI r u t S no o
( )对 G / 4 3 . 0 9的 31中与规 范 1 B Z 2 6 61 —2 0 .
限有 关的术语 和定义的说 明
2 0 针 对面更广 。不 局限于尺 寸。 02 3 )关于统计公差 (T S) GB 2 6 61 O 9的定 义 为 :由特定 符 亿 4 3 .—2 0 号和数值 表示的相 关质 量指标 、过程 能 力指 数和
要 出发点 。现 有的公差技 术教科 书中关于尺 寸链
的章 节均介 绍统 计 法解尺 寸链 。其 主要思 路是 : 封闭环 ( 装配 )公 差等于各组成环公差 的均方根 ; 按统计 法分配 组成环 的公差 ,主要基于两种考虑 : 配合精度要 求高 .而按极值 法分配给 各组成环 的 公 差过于苛刻甚 至不可能 实现 :希望 各组成环 公
1 关 于 上 规 范 限 ( S ) 和 下 规 范 限 ) UL (S ) L L 此条款引用 GB11 7 91 2 0 产品几何 / 7 . 0 2《 _8 - 量技术 规范 ( S) 工件 与测量设 备 的测 量检 GP
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
的极限尺寸。若该轴加工
后测得的实际(组成)要素为φ60.012mm,试判断该零件尺
解过程
轴的极限尺寸计算示例
2.尺寸公差(T)
尺寸公差——允许尺寸的变动量,简称公差。 孔的公差 Th=│Dmax-Dmin│ =│ES-EI│
轴的公差 Ts=│dmax-dmin│ =│es-ei│
【例1-3】求孔φ20
孔: EI=Dmin -D 轴: ei=dmin -d
极限偏差
上极限偏差 极限偏差尺寸标注为: 公称尺寸下极限偏差 此时,注意下面几点原则: (1)上极限偏差>下极限偏差; (2)上、下极限偏差应以小数点对齐; (3)若上、下极限偏差不等于0,则应注意标 出正负号; (4)若偏差为零时,必须在相应的位置上标注 “0”,不能省略; (5)当上、下极限偏差数值相等而符号相反 时,应简化标注,如¢40±0.008。
mm的尺寸公差。
解题过程
孔的尺寸公差计算示例
【例1-4】轴公称尺寸为φ40mm,上极限尺寸为
φ39.991mm,尺寸公差为0.025mm。求其下极限尺寸、上极
限偏差和下极限偏差。
解题过程
轴的极限尺寸、极限偏差计算示例
(2)判断零件尺寸是否合格的条件2
合格零件的实际偏差应在规定的上、下极限偏差之间。 EI(ei)≤实际偏差≤ES(es)
【例1-1】某孔直径的公称尺寸为φ50mm,上极限尺寸 为φ50.048mm,下极限尺寸为φ50.009mm,求孔的上、下极 限偏差。
解题过程
孔的极限偏差计算示例
【例1-2】 计算轴φ60mm
三、偏差与公差的术语及其定义
1.偏差
偏差——某一尺寸,如实际(组成)要素、极限尺寸 等减其公称尺寸所得的代数差。 分类: (1)极限偏差——极限尺寸减其公称尺寸所得的代数 差称为极限偏差。 (2)实际偏差——实际(组成)要素减其公称尺寸所 得的代数差称为实际偏差。
(1)极限偏差
上极限偏差——上极限尺寸减其公称尺寸所得的代数差。 孔: ES=Dmax - D 轴: es=dmax -d 下极限偏差——下极限尺寸减其公称尺寸所得的代数差。