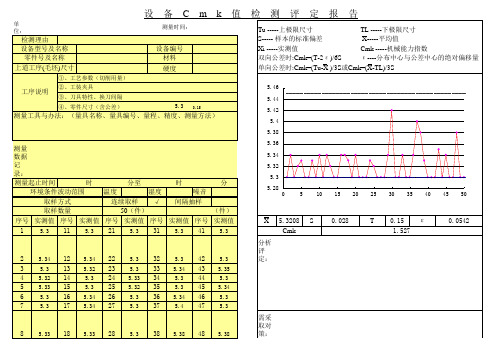
设备能力指数(CMK)计算表
CMK计算公式
ε
0.0542
需采取对策:
X nX T Tu Tl
i 1 i
1
n
2 1 n ( Xi X ) n i 1
T-----公差范围
项目负责人: 操作者: 机械员: 工艺员:
机动部经理:
时 噪音 间隔抽样
分
5.3 5.28 0 5 10 15 20 25 30 35 40 45 50
(件) 5.3208 Cmk 分析评定: X S 0.028 T 0.15 1.527
序号 实测值 序号 实测值 序号 实测值 序号 实测值 序号 实测值 1 5.3 11 5.3 21 5.3 31 5.3 41 5.3 2 5.34 12 5.34 22 5.3 32 5.3 42 5.3 3 5.3 13 5.32 23 5.3 33 5.34 43 5.35 4 5.32 14 5.3 24 5.33 34 5.3 44 5.3 5 5.33 15 5.3 25 5.32 35 5.3 45 5.34 6 5.3 16 5.34 26 5.3 36 5.34 46 5.3 7 5.3 17 5.34 27 5.3 37 5.4 47 5.3 8 5.33 18 5.33 28 5.3 38 5.38 48 5.38 9 5.3 19 5.3 29 5.34 39 5.33 49 5.3 10 5.34 20 5.34 30 5.42 40 5.3 50 5.3 计算分析:设来自单位:备C
m k
值
检
测
评
定
报
告
测量时间:
检测理由 设备型号及名称 零件号及名称 上道工序(毛坯)尺寸
①、工艺参数(切削用量)
设备编号 材料 硬度
设备能力分析表
结论
确认/日期:
量具编号
样检担当
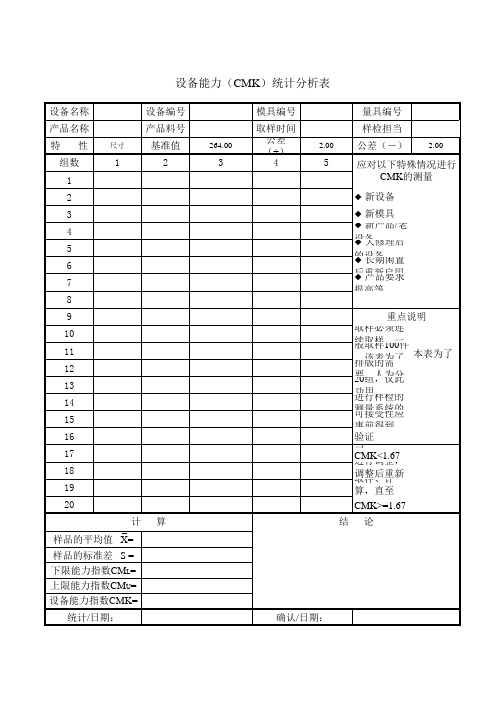
2.00
公差(-) 2.00
5
应对以下特殊情况进行
CMK的测量
◆ 新设备
◆ 新模具 ◆ 新产品/老 设◆ 备大修理后 的◆ 设长备期闲置 后◆ 重产新品启要用求 提高等
重点说明 取样必须连 续般取取样样,10一0件 。排该版表的为需了 本表为了 要20,组人,为仅分此 功进用行。样检的 测可量接系受统性的应 事前得到 验当证 C进M行K调<1整.6,7 调取整样后、重计新 算,直至
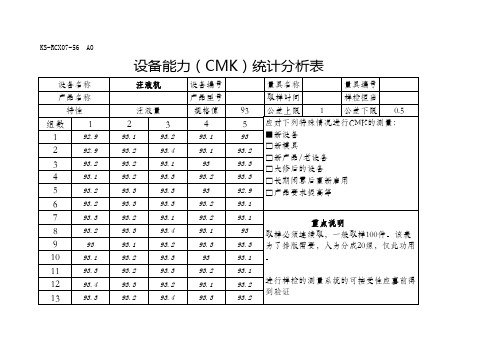
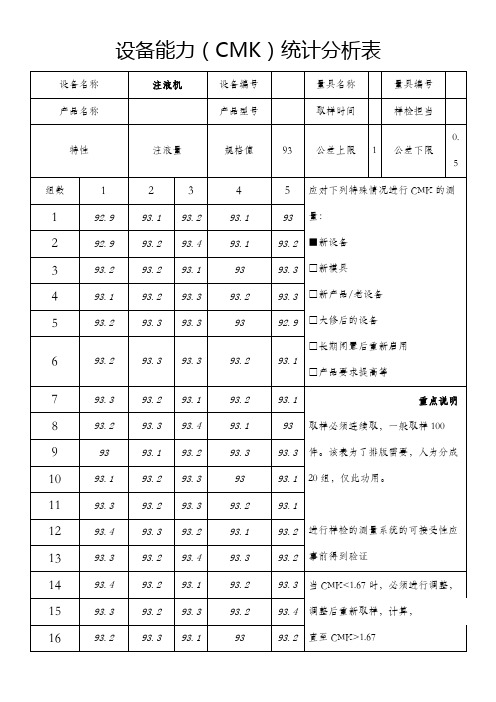
设备能力(CMK)统计分析表
设备名称
设备编号
产品名称
产品料号
特性
尺寸
基准值
组数
1
2
1
2
3
4
5
6
7
89ຫໍສະໝຸດ 10111213
14
15
16
17
18
19
20
计算
样品的平均值 X= 样品的标准差 S = 下限能力指数CML= 上限能力指数CMU= 设备能力指数CMK=
统计/日期:
264.00
3
模具编号
取样时间 公差 (+) 4
CMK公式(设备能力指数EXCEL自动计算)
93.2
93.1
93.2
93.1
93.2
93.1
重点说明
93.3
93.4
93.1
93 取样必须连续取,一般取样100件。该表
93.1
93.2
93.3
93.3 为了排版需要,人为分成20组,仅此功用
93.2
93.3
93
93.1 。
93.2
93.3
93.2
93.1
93.3
93.2
93.1
93.2 进行样检的测量系统的可接受性应事前得
93.1
93.2
93.3
93.3
93.2
93.4
93.1
93
93.2 当CMK<1.67时,必须进行调整,
93.1
93.2
93.1 调整后重新取样,计算,
93.2
93.1
93.2 直至CMK>1.67
.2
结论:
机器能力指数Cmk≥1.67,能力充足。
确认/日期
93.2
93.4
93.3
93.2 到验证
14
93.4
15
93.3
16
93.2
17
93.3
18
93.2
19
93.1
20
93.2
样品平均值X ̅ =
样品标准差S=
上限能力指数CMU
下限能力指数CML
CMK=
统计/日期
93.2
93.2 93.3 93.2 93.3 93.2 93.3
93.19 0.115 2.34 1.99 1.99
KS-RCX07-56 A0
设备名称
CMK公式(设备能力指数EXCEL自动计算)
进行样检的测量系统的可接受性应事前得
到验证
当CMK<1.67时,必须进行调整,
调整后重新取样,计算,
15
16
17
18
19
20
93.3
93.2
93.3
93.2
93.4
93.2
93.3
93.1
93
93.2
93.3
93.2
93.1
93.2
93.1
93.2
93.3
93.2
93.1
93.2
93.1
93.2
93.1
93.2
93.3
93.2
93.4
93.3
93.2
93.4
93.2
93.1
93.2
93.3
公差上限
1
公差下限
0.5
应对下列特殊情况进行CMK的测量:
■新设备
□新模具
□新产品/老设备
□大修后的设备
□长期闲置后重新启用
□产品要求提高等
重点说明
取样必须连续取,一般取样100件。该表
为了排版需要,人为分成20组,仅此功用
93.2
93.3
93.2
93.3
93.3
93
92.9
93.2
93.3
93.3
93.2
93.1
93.3
93.2
93.1
93.2
93.1
93.2
93.3
93.4
93.1
93
93
93.1
93.2
93.3
93.3
93.1
93.2
93.3
93
Cmk 统计模版

122±0.3
R 0.104 0.071 0.122 0.097 0.15 0.091 0.144 0.106 0.08 0.103
σmachine 0.04583691
:
设备变差能满足加工要求
姚银燕
(Xbar)bar 122.01614 CML 2.299020599
Rbar2.33 结论: 设备变差能满足加工要求
说明:1、对σmachine按5个分组进行估计; 2、CMK是CMU和CML中的较小者,CMK必须至少为1.67,特殊情况下,也不能低于1.33; 3、取样时,必须确保已排除了人员、环境、加工方法与材料的影响,且取样数必须大于50。 测定人员: 林海燕 批准: 姚银燕
No.: 320模切机 □ 普查 林海燕 122±0.3
Xbar 122.0348 122.022 122.0444 122.0436 121.9786 122.0286 121.9634 122.0206 122.0212 122.0042
USL 122.3 结果 CM 2.18164794
LSL 121.7 CMU 2.064275281
2015.07.06 Cmk是德国汽车行业常采用的参数,称为临界机器能力指 数,它仅考虑设备本身的影响,同时考虑分布的平均值与 规范中心值的偏移;由于仅考虑设备本身的影响,因此在 采样时对其他因素要严加控制,尽量避免其他因素的干 扰,计算公式与Ppk相同,只是取样不同。
20模切机 □ 维修 林海燕
设备能力指数(CMK)测算表
设备编号: 使用部门: 测定时间: 特性名称: 设备名称: 测定类别: 测定人员: 规范/公差: 在稳定状态下至少连续测50个数据 1 122.081 122.056 121.989 121.995 121.897 121.983 121.886 121.963 122.066 122.039 2 122.092 122.036 122.067 122.071 122.047 122.033 121.983 122.032 122.060 122.059 3 122.005 121.985 121.978 122.086 122.025 122.057 122.012 122.051 121.999 121.983 4 121.988 121.995 122.100 121.989 121.958 122.074 122.030 122.069 121.986 121.984 5 122.008 122.038 122.088 122.077 121.966 121.996 121.906 121.988 121.995 121.956 入厂
cmk设备能力指数分析模板(自动计算)
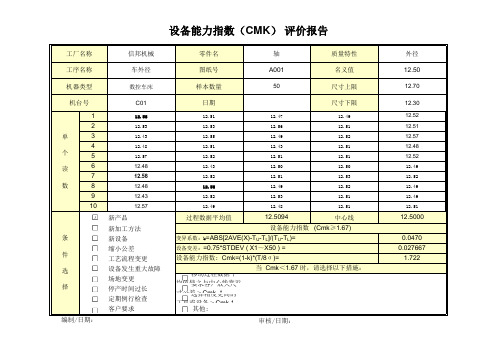
信邦机械零件名轴质量特性外径车外径图纸号A001名义值12.50数控车床样本数量50尺寸上限12.70C01日期尺寸下限12.30112.5812.5112.4712.4912.52212.5312.5312.5612.5112.51312.4312.5512.4912.5212.57412.4812.5112.4312.5112.48512.5712.5212.5112.5112.52612.4812.4312.5012.5012.49712.5812.5212.5112.5312.52812.4812.5812.4912.5212.49912.4312.5212.5312.5112.491012.5712.4912.4812.5112.51新产品过程数据平均值12.5094中心线12.5000新加工方法新设备0.0470缩小公差0.027667工艺流程变更 1.722设备发生重大故障场地变更 移动过程数据平均值使之与中心线靠近停产时间过长 要求客户放大尺寸公差 > Cmk ↑定期例行检查 选择精度更高的工具或设备 > Cmk ↑客户要求其他:审核/日期:变异系数: k =ABS[2AVE(X)-T U -T L ]/(T U -T L )=设备变差: =0.75*STDEV ( X1~X50 ) =设备能力指数: Cmk=(1-k)*(T/8σ)=当 Cmk <1.67 时,请选择以下措施:编制/日期:单 个 读 数条 件 选 择设备能力指数(CMK ) 评价报告工厂名称工序名称机器类型机台号设备能力指数 (Cmk ≥1.67)。
Cmk计算

1、利于计算处理数据,取:数值╳1000,得出24个数据X i为:0.2 0.10.6 -0.50.7 0.50.8 0.61.1 1.10.9 1.10.8 1.10.6 10.1 0.50.1 0.50.1 0.80.1 0.22、24个数据取和:13.13、数据均值:X=13.1/24=0.5464、公差中心值:X中=05、公差范围:T=T U-T L=3-(-3)=66、偏移量:B= X-X中= 0.546-0 =0.5467、标准差:S= ∑(X i-X)2 / (24-1) = 4.122/23 = 0.179 =0.4238、机器能力指数C mk= T-2B/6S=(6-2*0.546) / (6*0.423)=(6-1.092)/2.538=4.908/2.538=1.939、分析:因抽样数据量X i为24个,相比较常规计算时的50个数据量推演,则C mk应较1.93略小,约在1.75左右;该机轴C mk>1.33,认为在工序中的该机轴能力是充分的。
1、利于计算处理数据,取:数值╳1000,得出24个数据X i为:1.1 -0.92.0 -0.41.5 0.61.7 1.80.2 1.60.8 3.01.1 1.20.3 1.41.72.01.1 1.80.6 1.70.6 0.82、24个数据取和:27.33、数据均值:X=27.3/24=1.1384、公差中心值(理论中间值):X中=05、公差范围:T=T U-T L=3-(-3)=66、偏移量:B= X-X中= 1.138-0 =1.1387、标准差:S= ∑(X i-X)2 / (n-1) = 16.392/(24-1) = 0.713 =0.8448、机器能力指数C mk= T-2B/6S=(6-2*1.138) / (6*0.844)=3.724/5.064=0.7359、分析:因抽样数据量X i为24个,较常规的50个数据量少,推演C mk应较0.735略小,约在0.69左右;该机轴1.0>C mk>0.67,机器能力不足,技术参数能力很差,应采取措施实施改善。
CMKcpk计算毕工

1.3.1. Cm,Cmk 值:1.3.1.1. 机械能力指数Cm 与Cmk : ✧ Cm 值计算: Cm = mUT OT σ8- 式中:OT — 最大极限尺寸UT — 最小极限尺寸σm — 标准偏差σm = 1)(2--∑n X XiXi — 第i 件被测零件的测量值X — 平均测量值n — 抽检零件数X =nX X X n +⋅⋅⋅⋅⋅⋅+21 n X X X ⋅⋅⋅⋅⋅⋅21, 为每个被测零件的实际测量值。
✧ Cmk 值计算: Cmk = m8)1(σUT OT K -- 式中:OT — 最大极限尺寸UT — 最小极限尺寸σm — 标准偏差K — 偏离系数σm = 1)(2--∑n X XiXi — 第i 件被测零件的测量值X — 平均测量值n — 抽检零件数X =nX X X n +⋅⋅⋅⋅⋅⋅+21 K= 2/)(2/)(UT OT XUT OT ---n X X X ⋅⋅⋅⋅⋅⋅21, 为每个被测零件的实际测量值。
对于单向公差(如平面度,垂直度)项目: Cmk = m 4σX OT - 或 Cmk = m4σX UT - Cpk 值的计算: Cpk = σ6)1(UT OT K -- 式中:OT — 最大极限尺寸UT — 最小极限尺寸σ — 标准偏差K — 偏离系数σ= 1)(2--∑n X XiXi — 第i 件被测零件的测量值X — 平均测量值n — 抽检零件数X =nX X X n +⋅⋅⋅⋅⋅⋅+21 K= 2/)(2/)(UT OT XUT OT ---n X X X ⋅⋅⋅⋅⋅⋅21, 为每个被测零件的实际测量值。
对于单向公差(如平面度,垂直度)项目: Cpk =σ3X OT - 或 Cpk = σ3X UT -。
Machine Cmk 设备能力指数Cmk分析表

机
异地生产
设备变差完全满足加工要求
长期停产
定期测定
顾客要求
说明: 1、CMK是CMU和CML中的较小者,CMK必须至少为1.67,特殊情况下,也不能低于1.33; 2、取样时,必须确保已排除了人员、环境、加工方法与材料的影响,且取样数必须大于50。
Revision:A
Document:0329a
182.90 182.60 182.20 183.10 183.20 182.60 183.90
DATA 183.10 183.90 183.70 182.70 182.90 183.40 183.30
183.60 184.00 183.10 183.50 184.50 182.10 182.90
183.30 183.70 183.80 184.00 184.10 183.90 183.30
S = STDEV ( X1~X100 )
0.655
新的设备
设备上限能力指数: Cmu = [USL-AVE(X)]/3S
5.820
公差缩小
设备下限能力指数: Cml = [AVE(X)-LSL]/3S
4.353
测
定
过程更改
设备能力指数:
Cmk = Min(Cmu,Cml)
4.353
时
设备大修
分析结果:
文件版本:REV 1.0
设备能力指数Cmk分析表
统计
分析
核准
项目
设备名称
热熔机
设备编号
抽样数量
50
测定类别
定期普查
计算日期
Standard Value(℃)
185
USL(℃)
195
LSL(℃)
DFYF-EF-R009-A 设备能力指数CMK分析表

测ቤተ መጻሕፍቲ ባይዱ人员:
审核:
12.13901 12.09403 12.183991 12.09403 1.对σ machine按5个分组进行估计; 说明
2.CMK是CMU和CML中的较小者,CMK必须至少为1.67,特殊情况下,也不能低于1.33; 3.取样时,必须确保已排除了人员、环境、加工方法与材料的影响,且取样数必须大于50。
5
21.112 21.124 21.129 21.072 21.107 21.114 21.103 21.119 21.104 21.120 21.107
Xbar 21.122 21.1236 21.126 21.1062 21.1276 21.1132 21.1072 21.1162 21.1068 21.1168 21.1276
21.145 21.132 21.123 21.104 21.159 21.107 21.118 21.104 21.115 21.121 21.159
设备名称: 测定类别: □ 入厂 产品料号: 基准值: 在稳定状态下至少连续测50个数据 2
21.122 21.120 21.117 21.099 21.155 21.115 21.109 21.126 21.103 21.114 21.155
量具编号: □ 普查 □ 维修 测定时间: 测定人员: 公 差:
3
21.124 21.121 21.131 21.133 21.107 21.112 21.103 21.111 21.103 21.113 21.107
4
21.107 21.121 21.130 21.123 21.110 21.118 21.103 21.121 21.109 21.116 21.110
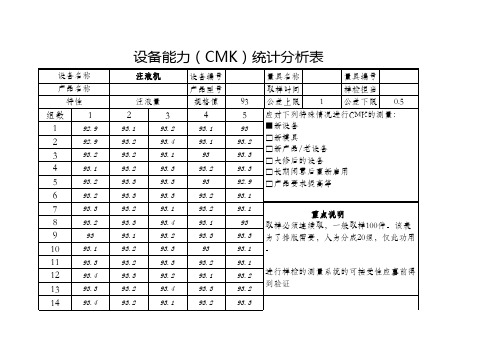
设备能力(CMK)统计分析表
2
3
4
5 应对下列特殊情况进行 CMK 的测
93.1 93.2
93.1
93 量:
93.2 93.4
93.1
93.2 ■新设备
93.2 93.1
93
93.3 □新模具
93.2 93.3
93.2
93.3 □新产品/老设备
93.3 93.3
93
92.9 □大修后的设备
□长期闲置后重新启用
93.3 93.3
93.2
93.1
□产品要求提高等
93.2 93.1
93.2
93.1
重点说明
93.3 93.4
93.1
93 取样必须连续取,一般取样 100
93.1 93.2
93.3
93.3 件。该表为了排版需要,人为分成
93.2 93.3
93
93.1 20 组,仅此功用。
93.2 93.3
93.2
93.1
93.3 93.2
确认/日期
设备能力(CMK)统计分析表
设备名称 产品名称
特性
组数
1
1
92.9
2
92.9
3
93.2
4
93.1
5
93.2
6
93.2
7
93.3
8
93.2
9
93
10
93.1
11
93.3
12
93.4
13
93.3
14
93.4
15
93.3
16
93.2
注液机
设备编号
量具名称
量具编号
产品型号
取样时间