moldflow分析条目解释
模流分析(MOLDFLOW)

一. 压力條件对产品的影响1.高保压压力能夠降低產品收縮的機會补充入模穴的塑料越多,越可避免產品的收縮高保压压力通常會造成产品不均勻收縮,而导致產品的翹曲变形对薄殼產品而言,由於壓力降更明顯,上述之情況更加嚴重2.Over packing 過保壓保壓壓力高,澆口附近體積收縮量少遠離澆口處保壓壓力低且體積收縮量較大導致產品翹曲變形,產品中央向四周推擠形成半球形(Dome Shape)3. Under packing 保壓不足澆口附近壓力低遠離澆口處壓力更低導致產品翹曲變形,產品中央向四周拉扯形成馬鞍形Twisted shape保壓時間如果夠長,足夠使澆口凝固,則可降低體積收縮的機會澆口凝固後,保壓效果就無效果一、澆口位置的要求:1.外观要求(浇口痕跡, 熔接线)2.產品功能要求3.模具加工要求4.產品的翹曲变形5.澆口容不容易去除二、对生产和功能的影响:1.流長(Flow Length)決定射出壓力,鎖模力,以及產品填不填的滿流長縮短可降低射出壓力及鎖模力2.澆口位置會影響保壓壓力保壓壓力大小保壓壓力是否平衡將澆口遠離產品未來受力位置(如軸承處)以避免殘留應力澆口位置必須考慮排氣,以避免積風發生不要將澆口放在產品較弱处或嵌入处,以避免偏位(Core Shaft)三、选择浇口位置的技巧1.將澆口放置於產品最厚處,從最厚處進澆可提供較佳的充填及保壓效果。
如果保壓不足,較薄的區域會比較厚的區域更快凝固避免將澆口放在厚度突然變化處,以避免遲滯現象或是短射的發生2.可能的話,從產品中央進澆將澆口放置於產品中央可提供等長的流長流長的大小會影響所需的射出壓力中央進澆使得各個方向的保壓壓力均勻,可避免不均勻的體積收縮射出量/切换点的影响射出量可由螺杆行程距离的設定決定射出量包括了填滿模穴需要的塑胶量以及保压時須填入模穴的塑膠量切換點是射出機由速度控制切換成壓力控制的點螺桿前进行程過短(切換點過早)會導致保壓壓力不足假如保压压力比所需射出壓力還低,產品可能发生短射PVT特性p –压力; v –比容; T –溫度描述塑胶如何随着压力及溫度的变化而发生体积上的变化。
moldflow分析案例解读

水路排布: 增加水路/支流; 改变位置
水温: 可设定到3种不同的温度
增加入子(insert)
流动率
保压分析
保压分析
保压分析最好在完成了零件的填充优化、流道
的尺寸优化、流道平衡和冷却分析后再进行。
MPa
选择保 压压力 , 设
定保压 曲线 , 进行
保压模拟分析。
保压曲线
temperature )
• 填充结束时的凝固层系数(Frozen layer
fraction )
• 胶料来源(Grow from)
• 填充结束时刻的压力(Pressure )
结果解释
中间数据结果
记录填充和保压过程中的多个时刻的结果。默
认设置是在填充阶段和保压阶段各记录20 个数据
点。可设置的中间结果的数量范围为0 到100。默
根据此图相应的调整冷却系统及浇注系统可以得到更好
的保压效果。
体积收缩 Volumetric Shrinkage
左图显示的是各
处的体积收缩百
分比。
作用: 体积收缩越均匀产品质量越好,翘曲量越小,收
缩不均可能产生局部严重缩水、凹痕等缺陷。根据图中
显示的收缩量,相应调整保压曲线,可以获得更好的保
压效果。
• 随时间降低压力一直降到浇口处为零
曲线保压
• 何时采用曲线保压曲线
• 当机器有能力时
• 当产品壁厚变化不大时
• 当翘曲很重要时
保压术语
实际注射时间
实际注射时间
制作保压曲线
• 最佳化
• 产品填充
• 流道平衡
• 冷却
• 确定初始保压压力
• 以机器最大锁模力的80%作为保压压力最大值(公
Moldflow分析结果解释

© 2012 PiMold
路径图结果
➢ 任何点可以做出一条点路径 ➢ 拾取第一点位参考点 ➢ 定义X-轴通过
✓ 开始实体的距离 ✓ 整个路径的长度 ✓ X, Y, 或 Z 坐标
9
© 2012 PiMold
高亮显示
➢ 熔接线 ✓ 用户化
➢ 气泡 ➢ 锁模力中心
✓ 最大吨数
10
© 2012 PiMold
68
© 2012 PiMold
▪ 缩痕估算
69
© 2012 PiMold
▪ 缩痕阴影
70
© 2012 PiMold
▪ 熔接线
高亮结果,用高亮显示产品熔接线分布状况
71
© 2012 PiMold
8.3 冷却分析结果
默认分析结果共20项 ,可以增加或删除
72
© 2012 PiMold
▪ 冷却回路介质温度
▪ 充填结束时刻的压力
单一的,记录节点的结果,反映充填结束时刻每个节点的压力
63
© 2012 PiMold
▪ 推荐的螺杆速度:XY图
XY曲线结果,推荐的注塑量与填充速率的曲线,即注塑速率曲线
64
© 2012 PiMold
▪ 壁上剪切应力
中间的,记录在三角形单元上的结果,反映了产品壁厚上剪切应力随时间变化的结果
✓ 显示一个结果 ✓ 高亮第二个结果 ✓ 右击并选择覆盖 ✓ 若有必要激活第一个结果 ➢ 只渐变一个结果 ➢ 网格显示 ✓ 可能需要设置透明
27
© 2012 PiMold
灯光
➢ 在参考选择对话框 ✓ 在阅读图表上
➢ 阴影显示调节可见颜色的深度 ➢ 最大阴影显示可以得到颜色鲜明的结果 – 最好使用在3D结果中
MOLDFLOW模具分析技术基础知识
第一章 MOLDFLOW剖析基础知识1.1 注塑成型基础知识所谓注塑成型是指将已加热融化的资料发射注入到模具内,经由冷却与固化后 ,获取成品的方法 .在树脂原料经由注塑机注塑成型变成塑料制品的整个过程中,包含以下几个部分 .1.计量 :为了成型必定大小的塑件 ,一定使用必定量的颗粒状塑料 ,这就需要计量 .2.塑化 :为了将塑料充入模腔 ,就一定使其变成熔融状态 ,流过充入模腔 .3.注塑充模 :为了将熔融塑料充入模腔 ,就需要对熔融塑料施加注塑压力 ,注入模腔 .4.保压增密 :熔融塑料充满模腔后 ,向模腔内增补因制品冷却缩短所需的物料 .5.制品冷却 :保压结束后 ,制品开始进入冷却定型阶段 .6.开模 :制品冷却定型后 ,注塑机的合模装置带动模具动模部分与定模部分分别 .7.顶件 :注塑机的顶出机构顶出塑件 .8.取件 :经过人力或机械手拿出塑件和浇注系统冷凝料等 .9.闭模 :注塑机的合模装置闭归并锁紧模具 .1.2 注塑成型机注塑成型机可分为柱塞式和螺杆式两种,这两种注塑成型机都是由注塑系统,锁模系统和模具构成 ..1.2.1 注塑系统注塑系统是注塑机的主要构成部分.它能够使树脂原料在注塞或螺杆的推动或旋转推动下均匀塑化,在高压下快速注入模具 ,注塑系统包含加料装置 ,料筒 ,螺杆或柱塞 ,喷嘴 ,加压和驱动装置等 .1.2.2 锁模系统注塑机上实现锁合模具,启闭模具和顶出制件的机构称为锁模系统.熔料在高压下注入模具,一定施加足够大的锁模力才能保证模具严实闭合不溢料,锁模构造还应保证模具启闭灵巧,正确 ,快速和安全 ,并防备破坏模具和制件 ,防止机械遇到激烈震动 ,达到安全运转以延伸机器和模具的使用寿命.1.2.3 模具模具是为了将树脂原料做成某种形状而用来承接射出树脂的零件.注塑模具主要由浇注系统,成型零件和构造零件构成 .1.3 注塑成型过程在注塑过程的塑化 ,填补 ,保压和冷却这四个主要阶段中,起主要作用的工艺参数也跟着注塑过程的变化而变化 .1.塑化塑化是指塑料在料筒内经加热达到优秀可塑性的流动状态的全过程.塑化是注塑成型的准备阶段.熔体在进入模腔以前应达到规定的成型温度,并能在规准时间内达到足足数目,熔体温度应均匀一致 ,不发生或很少发生热分解以保证生产的连续进行.2.填补这一阶段从柱塞或螺杆开始向前挪动起,直至模腔被塑料熔体充满为止.填补过程中包含的重要工艺参数有:熔体温度,注塑压力 ,填补时间 .充模刚开始一段时间内模腔中没有压力,待模腔充满时 ,料流压力快速上涨达到最大值.充模的时间与模塑压力有关 ,充模时间长 ,先进入模内的塑料遇到许多的冷却,粘度增大 ,后边的塑料就需要在较高的压力下才能进入模腔 ,反之 ,所需的压力则较小 .在前一状况下 ,因为塑料遇到较高的剪切应力,分子定向程度比较大.这类现象如果保存到料温降低至融化点此后,则制品中冻结的定向分子将使制品拥有各向异性.这类制品在温度变化较大的使用过程中会出现裂纹,裂纹的方向与分子定向方向是一致的.并且 ,制品的热稳固性也较差,这是因为塑料的融化点跟着分子定向程度增高而降低.高速充模时 ,塑料熔体经过喷嘴 ,主流道 ,分流道和浇口时产生许多的摩擦而使料温高升 ,这样当压力达到最大值时,塑料熔体的温度便可以保持较高的值,分子定向程度可减少 ,制品熔接强度也提升 .充模过快时 ,在嵌件后部的熔接常常不好,以致制品强度变劣 .3.保压这是指从熔体充满模腔时起,至柱塞或螺杆撤回时为止的一段时间.保压阶段包含的重要工艺参数有:保压压力 ,保压时间 .保压阶段中 ,塑料熔体因遇到冷却而发生缩短,但因塑料仍旧处于柱塞或螺杆的稳压下,料筒内的熔料会被持续注入模腔内补足因缩短而留出的缝隙,假如柱塞或螺杆停在原位不动,压力曲线就会略有衰减。
MOLDFLOW模流分析结果解释

MOLDFLOW模流分析结果解释解释结果的一个垂要部分是理解结果的定义,并知道怎样使用结果。
下面将列出常用结果的定义尺怎样使用它们的建议,越常用的结果将粒尢介绍。
屏幕输出文件(screen output)和结果概要(results summary)屏拿输出文件和结果概要都包含了一些分析的关键结果的总结性信息。
屏幕输出文件还包含如图169所示的附加输出,表明分析正在迸行,同时还提供重要信息。
从它可以看出分析使用的压力和锁模力的大小、流率的大小和使用的控制类型。
Filling phase: Status: V = Velocity controlP = Pressure controlV/P= Velocity/pressure switch-over| Time | Volume | Pressure | Clamp force | Flow rate | Status |I (s) I 旳I (MPa) | (tonne) |(cm^3/s) || 025 | 420 || 0.50 | 8.87 [| 0.74 | 13.48 | | 0.98 | 17.98 | | 123 | 22.65 | | 1.47 | 2723 | | 1.72 | 31.81 | | 1.97 | 36.58 | | 221 | 4122 | | 2.45 | 45.83 | | 2.70 | 50.57 | | 2.95 | 55.15 | | 3.19 | 59.67 | | 3.43 | 64.36 | | 3.68 | 69.11 | | 3.92 | 73.66 | | 4.17 | 78.43 | I 4.41 | 83.13 | | 4.66 | 87.74 | | 4.91 | 92.48 | | 5.08 | 95.68 | | 5.08 I 95.68 |7.71 2.205.995 586Q uS9 13 10 50652 g44.49.9 9 7 5 9 9 49 44 51 370.75..193.23 8O.85.9O.015.9100.01 I106.06 |4.34 |441.92 |V |16.95 |485.10 |v I38.17 |480.56 |V 179.31 |480.06 |v I134.77 |484.03 |V 1202.10 |485.47 |v I282.36 |488.61 |V I381.25 |491.44 |V 1483.00 |494.45 |V I611.51 |494.44 |v I765.69 |49231 |v I937.90 |496.41 |V I1105.54 |499.49 |v I1291.49 |500.91 |v I1494.82 |502.35 |V 11699.99 |503.89 |v I1934.89 |505.82 |v I2184.04 |506.97 |v I243939 |508.52 |V I2726.84 |509.75 |1V 11 V/P3112.09 |503.26 I p 15.15 | 96.54 | 84.85 | 2592.91 | 247.17 | P 1 5.40 | 98.17 | 84.85 |3007,69 | 156.82 | P 1 5.71 | 98.99 | 84.85 | 3399.84 | 82.69 | P 1 5.90 | 99.38 | 84.85 | 3477.54 | 6425 | p 1 6.14 | 99.73 | 84.85 | 3537.26 | 49.34 | p 1 637 | 99.97 | 84.85 | 3585.52 | 38.73 | p 1 6.38 | 99.98 | 84.85 | 3592.73 | 37.66 |p 1639 1100.00 | 84.85 |3599.93 |37.66 |FiUed |图169.充模分析的屏幕输出文件屏幕输出文件和结果槪要都有与图170相似的部分。
Moldflow分析结果解释大全

M o l d f l o w分析结果解释大全文件编码(008-TTIG-UTITD-GKBTT-PUUTI-WYTUI-8256)一流动分析部分1 Fill time result填充时间填充时间显示了模腔填充时每隔一定间隔的料流前锋位置。
每个等高线描绘了模型各部分同一时刻的填充。
在填充开始时,显示为暗蓝色,最后填充的地方为红色。
如果制品短射,未填充部分没有颜色。
使用:制品的良好填充,其流型是平衡的。
一个平衡的填充结果:所有流程在同一时间结束,料流前锋在同一时间到达模型末端。
这个意味着每个流程应该以暗蓝色等高线结束。
等高线是均匀间隔,等高线的间隔指示了聚合物的流动速度。
宽的等高线指示快速的流动,而窄的等高线指示了缓慢的填充。
查看项目:确认填充行为的显示状况。
短射—在填充时间结果上,短射将显示为半透明的,查看流动路径的末端是否有半透明区域。
关于3D模型, 可以使用未填充的模穴(短射)结果来检查是否在制品的内部存在未充填的部分。
滞流—如果填充时间结果显示一些区域上的云图有很近的间隔,将产生滞流。
如果一个薄区域在制品完全填充之前冻结滞流会导致短射。
过保压—如果填充时间结果显示某个流程的流程之前完成,将显示过保压。
过保压会导致高的制品重量、翘曲和不均匀的密度分布。
熔接线和气穴—在填充时间结果上重叠熔接线结果可以确定其存在,熔接线会导致结构和视觉上的缺陷。
气穴—在填充时间结果上重叠气穴结果可以确认其存在,气穴会导致结构和视觉上的缺陷。
跑道效应—跑道效应会导致气穴和熔接线,查看气穴和熔接线的位置及数量。
2 Pressure at velocity/pressure switchover resultV/P切换时刻的压力该结果从流动分析产生,显示了通过模型内的流程在从速度到压力控制切换点的压力分布。
使用:在填充开始前,模腔内各处的压力为零(或者为大气压,绝对压力)。
熔料前沿到达的位置压力才会增加,当熔料前沿向前移动填充后面的区域时压力继续增加,此取决于该位置与熔料前沿的长度。
MOLDFLOW模具分析技术基础知识
第一章MOLDFLOW 分析根底知识所谓注塑成型是指将已加热熔化的材料喷射注入到模具内,经由冷却与固化后,得到成品的方法. 在树脂原料经由注塑机注塑成型变为塑料制品的整个过程中,包括以下几个局部.1.计量:为了成型一定大小的塑件,必须使用一定量的颗粒状塑料,这就需要计量.2.塑化:为了将塑料充入模腔,就必须使其变为熔融状态,流过充入模腔.3.注塑充模:为了将熔融塑料充入模腔,就需要对熔融塑料施加注塑压力,注入模腔.4.保压增密:熔融塑料充满模腔后,向模腔内补充因制品冷却收缩所需的物料.5.制品冷却:保压结束后,制品开始进入冷却定型阶段.6.开模:制品冷却定型后,注塑机的合模装置带动模具动模局部与定模局部别离.7.顶件:注塑机的顶出机构顶出塑件.8.取件:通过人力或机械手取出塑件和浇注系统冷凝料等.9.闭模:注塑机的合模装置闭合并锁紧模具.注塑成型机可分为柱塞式和螺杆式两种,这两种注塑成型机都是由注塑系统,锁模系统和模具组成..注塑系统注塑系统匀塑化,在高压下快速注入模具,注塑系统包括加料装置,料筒,螺杆或柱塞,喷嘴,加压和驱动装置等.锁模系统注塑机上实现锁合模具,启闭模具和顶出制件的机构称为锁模系统.熔料在高压下注入模具,必须施加足够大的锁模力才能保证模具严密闭合不溢料,锁模结构还应保证模具启闭灵活,准确,迅速和平安,并防止损坏模具和制件,防止机械受到强烈震动,到达平安运行以延长机器和模具的使用寿命.模具模具是为了将树脂原料做成某种形状而用来承接射出树脂的部件.注塑模具主要由浇注系统,成型零件和结构零件组成.在注塑过程的塑化,填充,保压和冷却这四个主要阶段中,起主要作用的工艺参数也随着注塑过程的变化而变化.1.塑化塑化是指塑料在料筒内经加热到达良好塑成型的准备阶段.熔体在进入模腔之前应到达规定的成型温度,并能在规定时间内到达足够数量,熔体温度应均匀一致,不发生或极少发生热分解以保证生产的连续进行. 2.填充这一阶段从柱塞或螺杆开始向前移动起,直至模腔被塑料熔体充满为止.填充过程中包含的重要工艺参数有:熔体温度,注塑压力,填充时间.充模刚开始一段时间内模腔中没有压力,待模腔充满时,料流压力迅速上升到达最大值.充模的时间与模塑压力有关,充模时间长,先进入模内的塑料受到较多的冷却,粘度增大,后面的塑料就需要在较高的压力下种制品在温度变化较大的使用过程中会出现裂纹,裂纹的方向与分子定向方向是一致的.而且,制品的热,塑料熔体通过喷嘴,主流道,分流道和浇口时产生较多的摩擦而使料温升高,这样当压力到达最大值时,塑料熔体的温度就能够保持较高的值,分子定向程度可减少,制品熔接强度也提高.充模过快时,在嵌件后部的熔接往往不好,致使制品强度变劣.3.保压这是指从熔体充满模腔时起,至柱塞或螺杆撤回时为止的一段时间.保压阶段包括的重要工艺参数有:保压压力,保压时间.保压阶段中,塑料熔体因受到冷却而发生收缩,但因塑料仍然处于柱塞或螺杆的稳压下,料筒内的熔料会被继续注入模腔内补足因收缩而留出的空隙,如果柱塞或螺杆停在原位不动,压力曲密度,降低收缩和克服制品外表缺陷都有影响.此外,由于塑料还在流动,而且温度又在不断下降,定向分子容易被冻结,所以这一阶段是大分子定向形成的主要阶段.这一阶段拖延时间愈长,分子定向程度也将愈大.4.冷却这一阶段是指从浇口的塑料完全冻结时起,到制品从模腔中顶出时为止.冷却阶段包括的重要工艺参数是冷却时间冷却时模腔内压力迅速下降,模腔内塑料在这一阶段内主要是继续冷却,以便制品在脱模时具有足够的刚度而不致发生扭曲变形.在这一阶段内,虽无塑料从浇口流出或流入,但模内还可能有少量的塑料流动,因此到制品脱模时,模内压力不一定等于外界压力,模内压力与外界压力的差值成为剩余压力以,只有大剩余压力接近零时,脱模才比拟顺利,并能够获得满意的制品.注塑成型工艺条件主要包括温度,压力和时间等1.温度注塑成型过程中的温度主要有熔料温度和模具温度.熔料温度影响塑化和注塑充模,模具温度影响充模和冷却定型.熔料温度指塑化树脂的温度和从喷嘴射出的熔体温,熔料温度取决于料筒和喷嘴两局部的温度.熔料温度的上下决定熔体流动性能的好坏.熔料温度高,熔体的粘度小,流动性能好,需要的注塑压力小,成型后的制件外表光洁度好,出现熔接痕,缺料的可能性就小.反之熔料温度低,就会降低熔体的流动性能,会,导致材料物理和化学性能降低.模具温度是指和制品接触的模腔外表温度.模具温度直接影响熔体的充模流动行为,制件的冷却速度和制件在模腔内的流动性,增强制件的密谋和结晶度以及减小充模压力和制件中的压力.但是,提高模具温度会增加制件的冷却时间,增大制件收缩率和脱模后的翘曲,制件成型周期也会因为冷却时间的增加而变长,降低了生产效率.降低模具温度,虽然能够缩短冷却时间,提高生产率,但是,会降低熔体在模腔内的流动能力,并导致制件产生较大的内应力或者形成明显的熔接痕等制件缺陷.2.压力注塑过程中的压力主要有注塑压力,保压压力和背压注塑压力是指螺杆或者柱塞沿轴向前移时,其头部向塑料熔体施加的压力.它主要用于克服熔体在成型过程中的流动阻力,还对熔种,制件的复杂度,壁厚,喷嘴的结构形式,模具浇口的类型和尺寸以及注塑机类型等因素.保压压力是指对模腔内树脂熔体进行压力是重要的注塑工艺参数之一,保压压力和保压时间的选择直接影响注塑制品的质量,保压压力与注塑压力一样由液压系统决定.在保压初期,制品重量随保压时间而增加,到达一定时间不再增加.延长保压时间有助于减少制品的收缩率,但过长的保压时间会使制品两个方向上的收缩率程度出现差异.令制品各个方向上的内应力差异增大,造成制品翘曲,粘模.在保压压力及熔体温度一定时,保压时间的选择应取决于浇口凝固时间.背压是指螺杆顶部熔料在螺杆转动后退时对大背压可以排出原料中的空气,提高熔体密实程度,还会增大熔体内的压力,螺杆后退速度减小,塑化过程的剪切作用加强,摩擦热增多,熔体温度上升,塑化效果提高.但是背压增大后,如果不相应提高螺杆转速,那么,熔体在螺杆计量段螺槽中将会产生较大的逆流和漏流,从而使塑化能力下降.背压的大小与制件成型树脂原料品种,喷嘴种类以及加料方式有关.3.时间注塑成型周期主要由注塑时间Ti,保压时间Tp,冷却时间Tc,开模时间To组成.th为TP与TC之和.注塑时间是指注塑活塞在注塑油缸内开始向前运动直至模腔被全部充满为止所经历的时间.保压时间为从模腔充满后开始,到保压结束为止所经历的时间.注塑时间与保压时间由制件成型树脂原料的流动性能,制件几何形状,制件尺寸大小,模具浇注系统的形式,成型所用的注塑方式和其他工艺条件等到因素决定.冷却时间指保压结束到开启模具所经历的时间.冷却时间的长短受熔体温度,模具温度,脱模温度和冷却剂温度等因素的影响.在保证取得较好制件质量的前提下,应当尽量缩短冷却时间的大小,否那么,会延长制件成型周期,降低生产效率,还可能造成具有复杂几何形状的制件脱模困难.开模时间为模具开启取出制件到下个成型周期开始的时间.注塑机自动化程度高,模具复杂度低,那么开模时间短;否那么,开模时间较长.1.5.1短射短射是指由于模具模腔填充不完全造成制品不完整的质量缺陷,即熔体在完成填充之前就已凝结。
Moldflow判图说明解释

精英技術發展部
CAE組 精英制模實業有限公司
设计给的流道尺寸
第一天培訓內容
一. CAE需要的資料.
二. 每種軟件各有特點和時間.
三. MPA結果.
資料提供
申请模流分析必须提供的资料:
产品3D图档(最好提供PRO/E的原装图档,如要做详细分析加流道运 水,请提供2D模图,如果是3D图,请拆除与水道无关的部分.) 胶料名称(型号务必写全,写明厂商,最好附带物性表.) 注塑機台形號.大小.種類. 注塑周期. 注塑条件(如已试模请提供试模参数表,如有特殊要求请注明,如:周期 要求或固定模温等) 分析目的(说明分析目的)
射出壓力
鎖模力 ( Clamping Force F ) 的計算
F=P× A× 1.2
P = 射出壓力(Kg/cm2) A = 零件垂直射出方向投影面積(cm2) 1.2 = 注塑機安全系數
Pressure Drop
当一个位置被填充时,从注射位置到零件上要充填的这个位置所 要的压力就是压降;
Moldflow
MPAபைடு நூலகம்
分析技術 Fusion 好處 帮助用户快速优化零件和模具设计 缺點 1. 流动长度L与主平(曲)面厚度T的比值大于4 2. 分析結果的準確性較差
MPI
Midplane 技术原理简明、客易理解. 運算速度快. 选择模拟替代面较难且慢 网格划分结果简单,单元数量少,计算量较小 厚度定义有时难以把握 此技术最早出现在CEA分析里,因此技术比較成熟。 对于简复杂特征的模型 Fusion 分析速度快,后处理方便。 网格生成简单,不需过多操作。 修网格时可单独显示有问题的网格,方便修理. 3D 塑膠的真實流動 分析适用性宽 网格生成方便 运算速度慢 网格数量限小 结果太少 流动长度L与主平(曲)面厚度T的比值大于4 MPI流道、水道不便设置 Model易变形,STL格式易变形,而IGS格式会有多余的烂面。 画流道冷却水道太繁琐,不方便。
(完整版)MOLDFLOW分析报告2024

引言概述:MOLDFLOW分析是一种重要的工具,广泛应用于塑料制品设计和生产过程中。
它可以提供关于模具充填、冷却和固化的详细信息,帮助设计师优化模具设计,提高产品质量和生产效率。
本文将通过分析报告的方式,详细介绍MOLDFLOW分析的应用和意义。
正文内容:一、模具充填分析1.熔体流动模拟:对熔体在模具中的流动进行模拟,可以分析熔体的充填情况、充填时间和充填压力等参数,以及可能出现的缺陷,如短充、气泡等。
2.塑料充填模拟:通过模拟塑料在模具中的充填过程,可以评估模具的设计是否合理,以及可能存在的充填不良、厚薄不均等问题。
3.充填时间分析:根据模具充填模拟的结果,可以计算出塑料充填的时间,从而优化生产周期和工艺参数。
二、冷却系统分析1.冷却效果模拟:通过模拟冷却系统的布局和工艺参数,在模具充填结束后,对模具进行冷却效果的分析。
可以评估冷却系统的设计是否合理,以及可能存在的冷却不均、温度过高等问题。
2.温度分布模拟:根据冷却系统分析结果,可以计算出模具内部的温度分布,帮助优化冷却系统的设计和工艺参数。
3.冷却时间分析:根据冷却系统模拟的结果,可以计算出模具冷却的时间,从而优化生产周期和工艺参数。
三、固化模拟分析1.熔体固化分析:通过模拟塑料在模具中的固化过程,可以评估模具冷却效果和固化时间,避免可能出现的缺陷,如收缩、变形等。
2.温度变化分析:根据固化模拟分析结果,可以计算出模具内部的温度变化曲线,帮助优化冷却系统和固化参数的设计。
3.固化时间分析:根据固化模拟分析的结果,可以计算出模具固化的时间,从而优化生产周期和工艺参数。
四、缺陷分析1.模具缺陷预测:通过模拟模具充填、冷却和固化的过程,可以预测可能出现的缺陷,如短充、气泡、收缩等,并给出相应的解决方案。
2.缺陷修复优化:根据缺陷分析结果,可以优化模具设计和工艺参数,减少缺陷的发生,并提高产品质量和生产效率。
五、效果验证与总结1.效果验证:通过对MOLDFLOW分析结果与实际生产产品进行对比,验证分析的准确性和可靠性,并修正和改进分析模型。
MOLDFLOW模具分析技术基础知识
第一章 MOLDFLOW 分析基础知识1.1注塑成型基础知识所谓注塑成型是指将已加热熔化的材料喷射注入到模具内,经由冷却与固化后,得到成品的方法.在树脂原料经由注塑机注塑成型变为塑料制品的整个过程中,包括以下几个部分.计量:为了成型一定大小的塑件,必须使用一定量的颗粒状塑料,这就需要计量.塑化:为了将塑料充入模腔,就必须使其变为熔融状态,流过充入模腔.注塑充模:为了将熔融塑料充入模腔,就需要对熔融塑料施加注塑压力,注入模腔.保压增密:熔融塑料充满模腔后,向模腔内补充因制品冷却收缩所需的物料.制品冷却:保压结束后,制品开始进入冷却定型阶段.开模:制品冷却定型后,注塑机的合模装置带动模具动模部分与定模部分分离.顶件:注塑机的顶出机构顶出塑件.取件:通过人力或机械手取出塑件和浇注系统冷凝料等.闭模:注塑机的合模装置闭合并锁紧模具.1.2注塑成型机注塑成型机可分为柱塞式和螺杆式两种,这两种注塑成型机都是由注塑系统,锁模系统和模具组成..1.2.1注塑系统注塑系统是注塑机的主要组成部分.它能够使树脂原料在注塞或螺杆的推动或旋转推进下均匀塑化,在高压下快速注入模具,注塑系统包括加料装置,料筒,螺杆或柱塞,喷嘴,加压和驱动装置等.1.2.2锁模系统注塑机上实现锁合模具,启闭模具和顶出制件的机构称为锁模系统.熔料在高压下注入模具,必须施加足够大的锁模力才能保证模具严密闭合不溢料,锁模结构还应保证模具启闭灵活,准确,迅速和安全,并防止损坏模具和制件,避免机械受到强烈震动,达到安全运行以延长机器和模具的使用寿命.1.2.3模具模具是为了将树脂原料做成某种形状而用来承接射出树脂的部件.注塑模具主要由浇注系统,成型零件和结构零件组成.1.3注塑成型过程在注塑过程的塑化,填充,保压和冷却这四个主要阶段中,起主要作用的工艺参数也随着注塑过程的变化而变化.塑化塑化是指塑料在料筒内经加热达到良好可塑性的流动状态的全过程.塑化是注塑成型的准备阶段.熔体在进入模腔之前应达到规定的成型温度,并能在规定时间内达到足够数量,熔体温度应均匀一致,不发生或极少发生热分解以保证生产的连续进行.填充这一阶段从柱塞或螺杆开始向前移动起,直至模腔被塑料熔体充满为止.填充过程中包含的重要工艺参数有:熔体温度,注塑压力,填充时间.充模刚开始一段时间内模腔中没有压力,待模腔充满时,料流压力迅速上升达到最大值.充模的时间与模塑压力有关,充模时间长,先进入模内的塑料受到较多的冷却,粘度增大,后面的塑料就需要在较高的压力下才能进入模腔,反之,所需的压力则较小.在前一情况下,由于塑料受到较高的剪切应力,分子定向程度比较大.这种现象如果保留到料温降低至软化点以后,则制品中冻结的定向分子将使制品具有各向异性.这种制品在温度变化较大的使用过程中会出现裂纹,裂纹的方向与分子定向方向是一致的.而且,制品的热稳定性也较差,这是因为塑料的软化点随着分子定向程度增高而降低.高速充模时,塑料熔体通过喷嘴,主流道,分流道和浇口时产生较多的摩擦而使料温升高,这样当压力达到最大值时,塑料熔体的温度就能够保持较高的值,分子定向程度可减少,制品熔接强度也提高.充模过快时,在嵌件后部的熔接往往不好,致使制品强度变劣.保压这是指从熔体充满模腔时起,至柱塞或螺杆撤回时为止的一段时间.保压阶段包括的重要工艺参数有:保压压力,保压时间.保压阶段中,塑料熔体因受到冷却而发生收缩,但因塑料仍然处于柱塞或螺杆的稳压下,料筒内的熔料会被继续注入模腔内补足因收缩而留出的空隙,如果柱塞或螺杆停在原位不动,压力曲线就会略有衰减;如果柱塞或螺杆保持压力不变,也就是随着熔料入模的同时向前做少许移动,则在此段中模内压力维持不变.此时压力曲线与时间轴平行.压实阶段对于提高制品的密度,降低收缩和克服制品表面缺陷都有影响.此外,由于塑料还在流动,而且温度又在不断下降,定向分子容易被冻结,所以这一阶段是大分子定向形成的主要阶段.这一阶段拖延时间愈长,分子定向程度也将愈大.冷却这一阶段是指从浇口的塑料完全冻结时起,到制品从模腔中顶出时为止.冷却阶段包括的重要工艺参数是冷却时间冷却时模腔内压力迅速下降,模腔内塑料在这一阶段内主要是继续冷却,以便制品在脱模时具有足够的刚度而不致发生扭曲变形.在这一阶段内,虽无塑料从浇口流出或流入,但模内还可能有少量的塑料流动,因此到制品脱模时,模内压力不一定等于外界压力,模内压力与外界压力的差值成为残余压力.残余压力的大小与压实阶段的时间长短有密切关系.残余压力为正值时,脱模比较困难,制品容易被刮伤或破裂;残余压力为负值时,制品表面容易有陷痕或内部有真空泡.所以,只有大残余压力接近零时,脱模才比较顺利,并能够获得满意的制品.1.4注塑成型工艺条件注塑成型工艺条件主要包括温度,压力和时间等温度注塑成型过程中的温度主要有熔料温度和模具温度.熔料温度影响塑化和注塑充模,模具温度影响充模和冷却定型.熔料温度指塑化树脂的温度和从喷嘴射出的熔体温度,前者称为塑化温度,后都称为熔体温度.由此看来,熔料温度取决于料筒和喷嘴两部分的温度.熔料温度的高低决定熔体流动性能的好坏.熔料温度高,熔体的粘度小,流动性能好,需要的注塑压力小,成型后的制件表面光洁度好,出现熔接痕,缺料的可能性就小.反之熔料温度低,就会降低熔体的流动性能,会引起表面光洁度低,缺料,熔接痕明显缺陷.但是熔料温度过高会引起材料热降解,导致材料物理和化学性能降低.模具温度是指和制品接触的模腔表面温度.模具温度直接影响熔体的充模流动行为,制件的冷却速度和制件最终质量.提高模具温度可以改善熔体在模腔内的流动性,增强制件的密谋和结晶度以及减小充模压力和制件中的压力.但是,提高模具温度会增加制件的冷却时间,增大制件收缩率和脱模后的翘曲,制件成型周期也会因为冷却时间的增加而变长,降低了生产效率.降低模具温度,虽然能够缩短冷却时间,提高生产率,但是,会降低熔体在模腔内的流动能力,并导致制件产生较大的内应力或者形成明显的熔接痕等制件缺陷.压力注塑过程中的压力主要有注塑压力,保压压力和背压注塑压力是指螺杆或者柱塞沿轴向前移时,其头部向塑料熔体施加的压力.它主要用于克服熔体在成型过程中的流动阻力,还对熔体起一定程度的压实作用.注塑压力对熔体的流动,充模及制件质量都有很大影响.注塑压力的大小取决于制件成型树脂原料的品种,制件的复杂度,壁厚,喷嘴的结构形式,模具浇口的类型和尺寸以及注塑机类型等因素.保压压力是指对模腔内树脂熔体进行压实以及维护向模腔内进行补料流动所需要的压力.保压压力是重要的注塑工艺参数之一,保压压力和保压时间的选择直接影响注塑制品的质量,保压压力与注塑压力一样由液压系统决定.在保压初期,制品重量随保压时间而增加,达到一定时间不再增加.延长保压时间有助于减少制品的收缩率,但过长的保压时间会使制品两个方向上的收缩率程度出现差异.令制品各个方向上的内应力差异增大,造成制品翘曲,粘模.在保压压力及熔体温度一定时,保压时间的选择应取决于浇口凝固时间.背压是指螺杆顶部熔料在螺杆转动后退时对其施加的反向压力.增大背压可以排出原料中的空气,提高熔体密实程度,还会增大熔体内的压力,螺杆后退速度减小,塑化过程的剪切作用加强,摩擦热增多,熔体温度上升,塑化效果提高.但是背压增大后,如果不相应提高螺杆转速,那么,熔体在螺杆计量段螺槽中将会产生较大的逆流和漏流,从而使塑化能力下降.背压的大小与制件成型树脂原料品种,喷嘴种类以及加料方式有关.时间注塑成型周期主要由注塑时间Ti,保压时间Tp,冷却时间Tc,开模时间To组成.th为TP与TC之和.注塑时间是指注塑活塞在注塑油缸内开始向前运动直至模腔被全部充满为止所经历的时间.保压时间为从模腔充满后开始,到保压结束为止所经历的时间.注塑时间与保压时间由制件成型树脂原料的流动性能,制件几何形状,制件尺寸大小,模具浇注系统的形式,成型所用的注塑方式和其他工艺条件等到因素决定.冷却时间指保压结束到开启模具所经历的时间.冷却时间的长短受熔体温度,模具温度,脱模温度和冷却剂温度等因素的影响.在保证取得较好制件质量的前提下,应当尽量缩短冷却时间的大小,否则,会延长制件成型周期,降低生产效率,还可能造成具有复杂几何形状的制件脱模困难.开模时间为模具开启取出制件到下个成型周期开始的时间.注塑机自动化程度高,模具复杂度低,则开模时间短;否则,开模时间较长.1.5常见制品缺陷及产生原因1.5.1短射短射是指由于模具模腔填充不完全造成制品不完整的质量缺陷,即熔体在完成填充之前就已凝结。
MOLDFLOW模具分析技术基础知识

MOLDFLOW模具分析技术基础知识第一章MOLDFLOW 分析基础知识1.1注塑成型基础知识所谓注塑成型是指将已加热熔化的材料喷射注入到模具内,经由冷却与固化后,得到成品的方法.在树脂原料经由注塑机注塑成型变为塑料制品的整个过程中,包括以下几个部分.1.计量:为了成型一定大小的塑件,必须使用一定量的颗粒状塑料,这就需要计量.2.塑化:为了将塑料充入模腔,就必须使其变为熔融状态,流过充入模腔.3.注塑充模:为了将熔融塑料充入模腔,就需要对熔融塑料施加注塑压力,注入模腔.4.保压增密:熔融塑料充满模腔后,向模腔内补充因制品冷却收缩所需的物料.5.制品冷却:保压终止后,制品开始进入冷却定型时期.6.开模:制品冷却定型后,注塑机的合模装置带动模具动模部分与定模部分分离.7.顶件:注塑机的顶出机构顶出塑件.8.取件:通过人力或机械手取出塑件和浇注系统冷凝料等.9.闭模:注塑机的合模装置闭合并锁紧模具.1.2注塑成型机注塑成型机可分为柱塞式和螺杆式两种,这两种注塑成型机差不多上由注塑系统,锁模系统和模具组成..1.2.1注塑系统注塑系统是注塑机的要紧组成部分.它能够使树脂原料在注塞或螺杆的推动或旋转推进下平均塑化,在高压下快速注入模具,注塑系统包括加料装置,料筒,螺杆或柱塞,喷嘴,加压和驱动装置等.1.2.2锁模系统注塑机上实现锁合模具,启闭模具和顶出制件的机构称为锁模系统.熔料在高压下注入模具,必须施加足够大的锁模力才能保证模具严密闭合不溢料,锁模结构还应保证模具启闭灵活,准确,迅速和安全,并防止损坏模具和制件,幸免机械受到强烈震动,达到安全运行以延长机器和模具的使用寿命.1.2.3模具模具是为了将树脂原料做成某种形状而用来承接射出树脂的部件.注塑模具要紧由浇注系统,成型零件和结构零件组成.1.3注塑成型过程在注塑过程的塑化,填充,保压和冷却这四个要紧时期中,起要紧作用的工艺参数也随着注塑过程的变化而变化.1.塑化塑化是指塑料在料筒内经加热达到良好可塑性的流淌状态的全过程.塑化是注塑成型的预备时期.熔体在进入模腔之前应达到规定的成型温度,并能在规定时刻内达到足够数量,熔体温度应平均一致,不发生或极少发生热分解以保证生产的连续进行.2.填充这一时期从柱塞或螺杆开始向前移动起,直至模腔被塑料熔体充满为止.填充过程中包含的重要工艺参数有:熔体温度,注塑压力,填充时刻.充模刚开始一段时刻内模腔中没有压力,待模腔充满时,料流压力迅速上升达到最大值.充模的时刻与模塑压力有关,充模时刻长,先进入模内的塑料受到较多的冷却,粘度增大,后面的塑料就需要在较高的压力下才能进入模腔,反之,所需的压力那么较小.在前一情形下,由于塑料受到较高的剪切应力,分子定向程度比较大.这种现象假如保留到料温降低至软化点以后,那么制品中冻结的定向分子将使制品具有各向异性.这种制品在温度变化较大的使用过程中会显现裂纹,裂纹的方向与分子定向方向是一致的.而且,制品的热稳固性也较差,这是因为塑料的软化点随着分子定向程度增高而降低.高速充模时,塑料熔体通过喷嘴,主流道,分流道和浇口时产生较多的摩擦而使料温升高,如此当压力达到最大值时,塑料熔体的温度就能够保持较高的值,分子定向程度可减少,制品熔接强度也提高.充模过快时,在嵌件后部的熔接往往不行,致使制品强度变劣.3.保压这是指从熔体充满模腔时起,至柱塞或螺杆撤回时为止的一段时刻.保压时期包括的重要工艺参数有:保压压力,保压时刻.保压时期中,塑料熔体因受到冷却而发生收缩,但因塑料仍旧处于柱塞或螺杆的稳压下,料筒内的熔料会被连续注入模腔内补足因收缩而留出的间隙,假如柱塞或螺杆停在原位不动,压力曲线就会略有衰减;假如柱塞或螺杆保持压力不变,也确实是随着熔料入模的同时向前做少许移动,那么在此段中模内压力坚持不变.现在压力曲线与时刻轴平行.压实时期关于提高制品的密度,降低收缩和克服制品表面缺陷都有阻碍.此外,由于塑料还在流淌,而且温度又在不断下降,定向分子容易被冻结,因此这一时期是大分子定向形成的要紧时期.这一时期拖延时刻愈长,分子定向程度也将愈大.4.冷却这一时期是指从浇口的塑料完全冻结时起,到制品从模腔中顶出时为止.冷却时期包括的重要工艺参数是冷却时刻冷却时模腔内压力迅速下降,模腔内塑料在这一时期内要紧是连续冷却,以便制品在脱模时具有足够的刚度而不致发生扭曲变形.在这一时期内,虽无塑料从浇口流出或流入,但模内还可能有少量的塑料流淌,因此到制品脱模时,模内压力不一定等于外界压力,模内压力与外界压力的差值成为残余压力.残余压力的大小与压实时期的时刻长短有紧密关系.残余压力为正值时,脱模比较困难,制品容易被刮伤或破裂;残余压力为负值时,制品表面容易有陷痕或内部有真空泡.因此,只有大残余压力接近零时,脱模才比较顺利,并能够获得中意的制品.1.4注塑成型工艺条件注塑成型工艺条件要紧包括温度,压力和时刻等1.温度注塑成型过程中的温度要紧有熔料温度和模具温度.熔料温度阻碍塑化和注塑充模,模具温度阻碍充模和冷却定型.熔料温度指塑化树脂的温度和从喷嘴射出的熔体温度,前者称为塑化温度,后都称为熔体温度.由此看来,熔料温度取决于料筒和喷嘴两部分的温度.熔料温度的高低决定熔体流淌性能的好坏.熔料温度高,熔体的粘度小,流淌性能好,需要的注塑压力小,成型后的制件表面光洁度好,显现熔接痕,缺料的可能性就小.反之熔料温度低,就会降低熔体的流淌性能,会引起表面光洁度低,缺料,熔接痕明显缺陷.然而熔料温度过高会引起材料热降解,导致材料物理和化学性能降低.模具温度是指和制品接触的模腔表面温度.模具温度直截了当阻碍熔体的充模流淌行为,制件的冷却速度和制件最终质量.提高模具温度能够改善熔体在模腔内的流淌性,增强制件的密谋和结晶度以及减小充模压力和制件中的压力.然而,提高模具温度会增加制件的冷却时刻,增大制件收缩率和脱模后的翘曲,制件成型周期也会因为冷却时刻的增加而变长,降低了生产效率.降低模具温度,尽管能够缩短冷却时刻,提高生产率,然而,会降低熔体在模腔内的流淌能力,并导致制件产生较大的内应力或者形成明显的熔接痕等制件缺陷.2.压力注塑过程中的压力要紧有注塑压力,保压压力和背压注塑压力是指螺杆或者柱塞沿轴向前移时,其头部向塑料熔体施加的压力.它要紧用于克服熔体在成型过程中的流淌阻力,还对熔体起一定程度的压实作用.注塑压力对熔体的流淌,充模及制件质量都有专门大阻碍.注塑压力的大小取决于制件成型树脂原料的品种,制件的复杂度,壁厚,喷嘴的结构形式,模具浇口的类型和尺寸以及注塑机类型等因素.保压压力是指对模腔内树脂熔体进行压实以及爱护向模腔内进行补料流淌所需要的压力.保压压力是重要的注塑工艺参数之一,保压压力和保压时刻的选择直截了当阻碍注塑制品的质量,保压压力与注塑压力一样由液压系统决定.在保压初期,制品重量随保压时刻而增加,达到一定时刻不再增加.延长保压时刻有助于减少制品的收缩率,但过长的保压时刻会使制品两个方向上的收缩率程度显现差异.令制品各个方向上的内应力差异增大,造成制品翘曲,粘模.在保压压力及熔体温度一定时,保压时刻的选择应取决于浇口凝固时刻.背压是指螺杆顶部熔料在螺杆转动后退时对其施加的反向压力.增大背压能够排出原料中的空气,提高熔体密实程度,还会增大熔体内的压力,螺杆后退速度减小,塑化过程的剪切作用加强,摩擦热增多,熔体温度上升,塑化成效提高.然而背压增大后,假如不相应提高螺杆转速,那么,熔体在螺杆计量段螺槽中将会产生较大的逆流和漏流,从而使塑化能力下降.背压的大小与制件成型树脂原料品种,喷嘴种类以及加料方式有关.3.时刻注塑成型周期要紧由注塑时刻Ti,保压时刻Tp,冷却时刻Tc,开模时刻To组成.th为TP与TC之和.注塑时刻是指注塑活塞在注塑油缸内开始向前运动直至模腔被全部充满为止所经历的时刻.保压时刻为从模腔充满后开始,到保压终止为止所经历的时刻.注塑时刻与保压时刻由制件成型树脂原料的流淌性能,制件几何形状,制件尺寸大小,模具浇注系统的形式,成型所用的注塑方式和其他工艺条件等到因素决定.冷却时刻指保压终止到开启模具所经历的时刻.冷却时刻的长短受熔体温度,模具温度,脱模温度和冷却剂温度等因素的阻碍.在保证取得较好制件质量的前提下,应当尽量缩短冷却时刻的大小,否那么,会延长制件成型周期,降低生产效率,还可能造成具有复杂几何形状的制件脱模困难.开模时刻为模具开启取出制件到下个成型周期开始的时刻.注塑机自动化程度高,模具复杂度低,那么开模时刻短;否那么,开模时刻较长.1.5常见制品缺陷及产生缘故1.5.1短射短射是指由于模具模腔填充不完全造成制品不完整的质量缺陷,即熔体在完成填充之前就已凝聚。
Moldflow分析报告结果解释大全

一流动分析部分1 Fill time result填充时间填充时间显示了模腔填充时每隔一定间隔的料流前锋位置。
每个等高线描绘了模型各部分同一时刻的填充。
在填充开始时,显示为暗蓝色,最后填充的地方为红色。
如果制品短射,未填充部分没有颜色。
使用:制品的良好填充,其流型是平衡的。
一个平衡的填充结果:所有流程在同一时间结束,料流前锋在同一时间到达模型末端。
这个意味着每个流程应该以暗蓝色等高线结束。
等高线是均匀间隔,等高线的间隔指示了聚合物的流动速度。
宽的等高线指示快速的流动,而窄的等高线指示了缓慢的填充。
查看项目:确认填充行为的显示状况。
短射—在填充时间结果上,短射将显示为半透明的,查看流动路径的末端是否有半透明区域。
关于3D模型, 可以使用未填充的模穴(短射)结果来检查是否在制品的内部存在未充填的部分。
滞流—如果填充时间结果显示一些区域上的云图有很近的间隔,将产生滞流。
如果一个薄区域在制品完全填充之前冻结滞流会导致短射。
过保压—如果填充时间结果显示某个流程的流程之前完成,将显示过保压。
过保压会导致高的制品重量、翘曲和不均匀的密度分布。
????熔接线和气穴—在填充时间结果上重叠熔接线结果可以确定其存在,熔接线会导致结构和视觉上的缺陷。
气穴—在填充时间结果上重叠气穴结果可以确认其存在,气穴会导致结构和视觉上的缺陷。
跑道效应—跑道效应会导致气穴和熔接线,查看气穴和熔接线的位置及数量。
2 Pressure at velocity/pressure switchover resultV/P切换时刻的压力该结果从流动分析产生,显示了通过模型内的流程在从速度到压力控制切换点的压力分布。
使用:在填充开始前,模腔内各处的压力为零(或者为大气压,绝对压力)。
熔料前沿到达的位置压力才会增加,当熔料前沿向前移动填充后面的区域时压力继续增加,此取决于该位置与熔料前沿的长度。
各个位置的压力不同促使聚合物熔料的填充流动,压力梯度是压力差除以两个位置间的距离。
moldflow分析报告解读

250.000000 deg.C 300.000000 deg.C 50.000000 deg.C 100.000000 deg.C 50000.000000 1/s 0.4500000 Mpa
產品模型簡介
產品長寬高約為303*189*58mm,大部分肉厚較爲均勻,基本肉厚為2.6mm。但局部區域 較厚,達6.0mm以上(如左圖),可能會發生嚴重縮水問題;局部大面積區域較薄,僅 0.9mm左右(如右圖),可能會發生嚴重滯流問題。
充填時間(點擊Fill time圖面即可播放動畫)
Original1
充填時間約為2.2秒,充填流動不太平衡。箭頭指示處為最後充填區域。圈示處的薄肋發 生嚴重滯流現象,導致產品短射。歸因於此肋太薄(僅0.9mm左右),而澆口又距離此肋 太近,塑膠流動到該處時受到極大阻力而停滯不前並迅速凝固了。實際試模中用GE PPE +PS+40%GF的塑膠可能勉強填滿,但成型窗口很窄,仍可能短射,對此應高度重視。
公母模側表面溫差
Original1
從圖中可知,公母模側 表面溫差較大,會使產 品公母模側收縮不均一 而導致翹曲變形問題。
產品凝固需要的時間
Original1
上面兩圖表示的是從循環周期開始到產品完全凝固所需要的時 間。開模時圈示的幾個區域仍未凝固(如右圖,大部分區域在 16s内就可以凝固),而最長凝固時間竟達80s左右(也正是產 品上最厚的區域),故必將有嚴重縮水發生。
由圖中可知,水溫升高較小 (進出口水溫差在兩度以 内),冷卻水路的長度設計 是可以達成冷卻要求的。成 型時不要爲了省事而將水路 串聯起來,否則會導致水路 過長水溫持續升高而降低冷 卻效果。
公母模側表面溫度分佈
Original1
MoldFlow分析结果各项概念解释
MoldFlow分析结果解释分析结果的一个重要部分是理解结果的定义,并知道怎样使用结果。
下面将列出常用结果的定义及怎样使用。
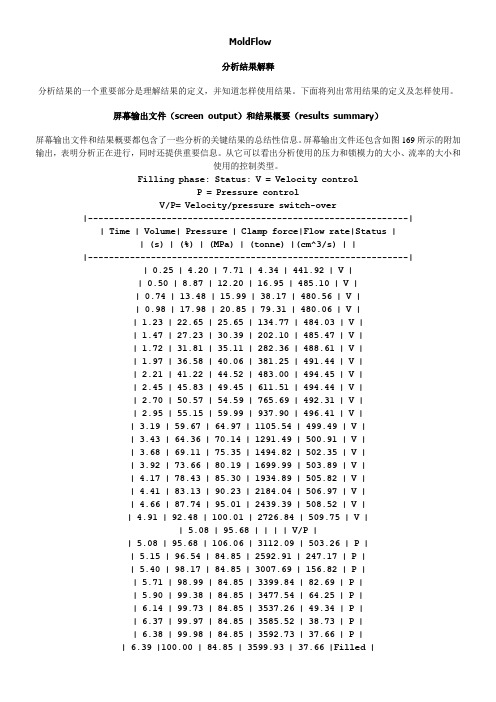
屏幕输出文件(screen output)和结果概要(results summary)屏幕输出文件和结果概要都包含了一些分析的关键结果的总结性信息。
屏幕输出文件还包含如图169所示的附加输出,表明分析正在进行,同时还提供重要信息。
从它可以看出分析使用的压力和锁模力的大小、流率的大小和使用的控制类型。
Filling phase: Status: V = Velocity controlP = Pressure controlV/P= Velocity/pressure switch-over|-------------------------------------------------------------| | Time | Volume| Pressure | Clamp force|Flow rate|Status || (s) | (%) | (MPa) | (tonne) |(cm^3/s) | ||-------------------------------------------------------------|| 0.25 | 4.20 | 7.71 | 4.34 | 441.92 | V || 0.50 | 8.87 | 12.20 | 16.95 | 485.10 | V || 0.74 | 13.48 | 15.99 | 38.17 | 480.56 | V || 0.98 | 17.98 | 20.85 | 79.31 | 480.06 | V || 1.23 | 22.65 | 25.65 | 134.77 | 484.03 | V || 1.47 | 27.23 | 30.39 | 202.10 | 485.47 | V || 1.72 | 31.81 | 35.11 | 282.36 | 488.61 | V || 1.97 | 36.58 | 40.06 | 381.25 | 491.44 | V || 2.21 | 41.22 | 44.52 | 483.00 | 494.45 | V || 2.45 | 45.83 | 49.45 | 611.51 | 494.44 | V || 2.70 | 50.57 | 54.59 | 765.69 | 492.31 | V || 2.95 | 55.15 | 59.99 | 937.90 | 496.41 | V || 3.19 | 59.67 | 64.97 | 1105.54 | 499.49 | V || 3.43 | 64.36 | 70.14 | 1291.49 | 500.91 | V || 3.68 | 69.11 | 75.35 | 1494.82 | 502.35 | V || 3.92 | 73.66 | 80.19 | 1699.99 | 503.89 | V || 4.17 | 78.43 | 85.30 | 1934.89 | 505.82 | V || 4.41 | 83.13 | 90.23 | 2184.04 | 506.97 | V || 4.66 | 87.74 | 95.01 | 2439.39 | 508.52 | V || 4.91 | 92.48 | 100.01 | 2726.84 | 509.75 | V || 5.08 | 95.68 | | | | V/P || 5.08 | 95.68 | 106.06 | 3112.09 | 503.26 | P || 5.15 | 96.54 | 84.85 | 2592.91 | 247.17 | P || 5.40 | 98.17 | 84.85 | 3007.69 | 156.82 | P || 5.71 | 98.99 | 84.85 | 3399.84 | 82.69 | P || 5.90 | 99.38 | 84.85 | 3477.54 | 64.25 | P || 6.14 | 99.73 | 84.85 | 3537.26 | 49.34 | P || 6.37 | 99.97 | 84.85 | 3585.52 | 38.73 | P || 6.38 | 99.98 | 84.85 | 3592.73 | 37.66 | P || 6.39 |100.00 | 84.85 | 3599.93 | 37.66 |Filled |充模分析的屏幕输出文件屏幕输出文件和结果概要都有与图170相似的部分。
MoldFlow分析类型

熔接痕:熔接痕较多且分布在塑件中间,严重影响塑件外观。 熔接痕:熔接痕较多且分布在塑件中间,严重影响塑件外观。
改进设计
改进浇注系统如图
优化分析结果
填充时间: 填充时间:可基本同时充填
熔体前沿温度:温差减小至32度(仍需要进一步优化),较 ),较 熔体前沿温度:温差减小至32度 仍需要进一步优化), 优化前大大降低。 优化前大大降低。
速度/压力控制转换(V/P) 速度/压力控制转换(V/P)下拉列表框
在填充阶段,首先对注射机的螺杆进行速度控制,等填充到某 在填充阶段,首先对注射机的螺杆进行速度控制, 个状态后,需要将速度控制转变为压力控制, 个状态后,需要将速度控制转变为压力控制,以此需要对速度 和压力控制的转换点(V/P转换点 进行设置。 转换点) 和压力控制的转换点(V/P转换点)进行设置。 MoldFlow提供几种控制方式 MoldFlow提供几种控制方式 自动控制(Automatic):由系统自动控制 自动控制(Automatic):由系统自动控制 ):
模具设计
(1) 确保良好的填充形式。 确保良好的填充形式。 (2) 最佳的浇口位置与数量、类型以及正确地确定阀浇口的 最佳的浇口位置与数量、 开启与闭合时间,有效地发挥阀浇口的作用。 开启与闭合时间,有效地发挥阀浇口的作用。特别是对于有 纤维增强的树脂的填充过程, 纤维增强的树脂的填充过程,通过分析纤维在流动过程中的 取向来判断其对制品强度的影响,并据此判断浇口位置设置 取向来判断其对制品强度的影响, 的正确与否。 的正确与否。 (3) 流道系统的优化设计。通过流动分析,帮助模具设计人 流道系统的优化设计。通过流动分析, 员设计出压力平衡、温度平衡或者压力、 员设计出压力平衡、温度平衡或者压力、温度均平衡的流道 系统,并最大程度地减少流道部分的体积。同时, 系统,并最大程度地减少流道部分的体积。同时,对流道内 熔体的剪切速率和摩擦热进行评估, 熔体的剪切速率和摩擦热进行评估,避免材料的降解和型腔 内过高的熔体温度。 内过高的熔体温度。
MoldFlow-部分术语整理

MoldFlow 部分术语整理MPI的分析模块●流动分析(MPI/Flow)●三维流动分析(MPI/Flow3D)●冷却分析(MPI/Cool3D)●翘曲变形分析(MPI/Warp)●三维翘曲变形分析(MPI/Warp3D)●纤维分析(MPI/Fiber)●应力分析(MPI/Stress)●气辅分析(MPI/Gas)●最佳工艺条件分析(MPI/ Optimum)●共注射分析(MPI/CO-Injection)●注射压缩分析(MPI/Injection Compression)●反应注射分析(MPI/Reactive Molding)●芯片封装分析(MPI/Microchip Encapsulation)●不完全封装分析(MPI/Under fill Encapsulation)●表面模型分析(MPI/Fusion)●网格诊断--- Mesh statistics●长高比--- Aspect ration●方向--- Orientation●连接性--- Connectivity●自由边--- Free Edges●壁厚--- Thickness●出现次数--- Occurrence Number●表面网格匹配--- Fusion Mesh Match●网格工具--- Mesh Tools●自动修复--- Auto Repair●修复长高比--- Fix Aspect Ratio●整体合并--- Global Merge●合并节点--- Merge Nodes●交换边--- Swap Edge●匹配节点--- Match Nodes●重新划分区域网格--- Remesh Area●插入节点--- Insert Nodes●移动节点--- Move Nodes●排列节点--- Align Nodes●定向单元--- Orient Elements●填充孔洞--- Fill Hole●创建区域--- Create Regions●光顺节点--- Smooth Nodes●创建柱单元--- Create Beams●创建三角形单元--- Create Triangles●删除实体--- Delete Entities●净化节点--- Purge Nodes●常规--- General●鼠标--- Mouse●结果--- Results●默认显示--- Default Display●观察器--- Viewer●帮助系统--- Help System●互联网--- Internet●三角形单元--- triangle element●柱单元--- beam element●四面体单元--- tetrahedral element●节点--- node●表面--- surface●区域--- region●曲线--- curve●制造商--- Manufacturer●商品名--- Trade Name●材料种类缩写--- Family abbreviation●填料数据:说明--- Filler data : Description●填料数据:重量--- Filler data:Weight●Moldflow 粘度指数--- Moldflow viscosity index●数据来源--- Data source●屏幕输出文件--- screen output●结果概要--- results summary●充模时间--- Fill Time●压力--- Pressures●压力(充模结束时)--- Pressure (end of filling)●体积/压力控制转换时的压力--- Pressure at V/P switchover●注射位置压力:XY图--- Pressure at injection location:XY Plot●体积温度--- bulk temperatures●体积温度(充模结束时)--- Bulk temperature (end of filling)●流动前沿温度--- Temperature at flow front●型腔壁处的剪切应力--- shear stress at wall●熔接线--- Weld lines●气穴--- Air traps●冻结时间--- Time to Freeze●冻结层厚度--- Frozen layer fraction●冻结层厚度(充模结束时)--- Frozen layer fraction (end of filling)●体积收缩率--- Volumetric shrinkage●体积收缩率(顶出时)--- Volumetric shrinkage (at ejection)●平均速度--- Average velocity●体积剪切速率--- Shear rate ,bulk●剪切速率--- Shear rate●推荐的注射速度:XY图--- recommended ram speed:XY Plot ●充模起点--- Grow from●锁模力:XY图--- Clamp force Centroid●缩痕指数--- Sink Index●速度--- Velocity●注射量百分比:XY图--- %shot weight :XY Plot●模具表面温度--- Mold Surface Temperature●熔料温度--- Melt Temperature●开模时间--- Mold-open time●注射+保压+冷却时间--- injection + packing + cooling time●高级选项--- Advanced Options●另存为--- Save As●输出--- Export●编辑属性--- Edit Property●保存图像--- Save Image●锁定窗口--- Lock Views●图形选项--- Plot Options●新图形结果--- New Result Plot●在线指南--- Online Tutorials●帮助主页--- Help homepage●帮助目录--- Help contents●帮助索引--- Help index●帮助全文本搜索--- Help full-text search●对话框帮助--- Dialog Help●相关(这是什么?)帮助--- Context-sensitive(What’s this)help ●帮助参数--- Help preferences工艺过程参数的设置(Process Setting)●Mold surface temperature---模具表面温度(常采用默认值)●Melt temperature---料温(常用默认值)该温度是指熔体进入模具型腔时的温度。
moldflow分析报告解读
58.00 mm
28
原始方案分析採用与實際 試模相近的成型條件(HP 約 為 1 9 0 MPa), 成 型 周 期為43s(包括11.5s的開 模時間)。
Mold temperature : 70.00 deg.C
Melt temperature(Hot Runner): 280.00deg.C
公母模側表面溫差
Original1
從圖中可知,公母模側 表面溫差較大,會使產 品公母模側收縮不均一 而導致翹曲變形問題。產品凝Leabharlann 需要的時間Original1
上面兩圖表示的是從循環周期開始到產品完全凝固所需要的時 間。開模時圈示的幾個區域仍未凝固(如右圖,大部分區域在 16s内就可以凝固),而最長凝固時間竟達80s左右(也正是產 品上最厚的區域),故必將有嚴重縮水發生。
0
4.0
29.5 t(s)
Injection time : 2.0 sec
Part volume to be filled : 255.8 cm^3
PRESSURE [%HP] STEP DURATION [sec]
Part Weight(Solid) : 349 g
28.0
0.0
Total projected area : 390.4 cm^2
肉厚分佈
分析模型簡介
對此薄殼類產品,可使用Moldflow有限元分析網格中的Fusion(雙層面網格)或Midplane (中性層網格)進行分析,分析結果一致。前者取外殼雙層網格,外表形狀与3D模型相 同,前處理時間較短,但網格數目是後者的兩倍以上,分析時間較長;後者取中間單層網 格,局部區域形狀需做等效處理,前處理時間較長,但分析時間較短。本分析採用後者。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
充模时间(Fill Time)充模时间显示的是熔体流动前沿的扩展情况,其默认绘制方式是阴影图,但使用云纹图可更容易解释结果。
云纹线的间距应该相同,这表明熔体流动前沿的速度相等。
制件的填充应该平衡。
当制件平衡充模时,制件的各个远端在同一时刻充满。
对大多数分析,充模时间是一个非常重要的关键结果。
压力(Pressures)有几种不同的压力图,每种以不同的方式显示制件的压力分布。
所有压力图显示的都是制件某个位置(一个节点)、或某一时刻的压力。
使用的最大压力应低于注射机的压力极限,很多注射机的压力极限为140 MPa (~20,000 psi)。
模具的设计压力极限最好为100 MPa (~14,500 psi)左右。
如果所用注塑机的压力极限高于140MPa,则设计极限可相应增大。
模具的设计压力极限应大约为注射机极限的70%。
假如分析没有包括浇注系统,设计压力极限应为注射机极限的50%。
象充模时间一样,压力分布也应该平衡。
压力图和充模时间图看起来应该十分相似,如果相似,则充模时制件内就只有很少或没有潜流。
具体的压力结果定义如下:· 压力(Pressure)压力是一个中间结果,每一个节点在分析时间内的每一时刻的压力值都记录了下来。
默认的动画是时间动画,因此,你可以通过动画观察压力随时间变化的情况。
压力分布应该平衡,或者在保压阶段应保证均匀的压力分布和几乎无过保压。
· 压力(充模结束时)(Pressure (end of filling))充模结束时的压力属于单组数据,该压力图是观察制件的压力分布是否平衡的有效工具。
因为充模结束时的压力对平衡非常敏感,因此,如果此时的压力图分布平衡,则制件就很好地实现了平衡充模。
· 体积/压力控制转换时的压力(Pressure at V/P switchover )体积/压力控制转换时的压力属于单组数据,该压力图同样是观察制件的压力分布是否平衡的有效工具。
通常,体积/压力控制转换时的压力在整个注塑成型周期中是最高的,此时压力的大小和分布可通过该压力图进行观察。
同时,你也可以看到在控制转换时制件填充了多少,未填充部分以灰色表示。
· 注射位置压力:XY图(Pressure at injection location: XY Plot )注射节点是观察2维XY图的常用节点。
通过注射位置压力的XY图可以容易地看到压力的变化情况。
当聚合物熔体被注入型腔后,压力持续增高。
假如压力出现尖峰(通常出现在充模快结束时),表明制件没有很好达到平衡充模,或者是由于流动前沿物料体积的明显减少使流动前沿的速度提高。
体积温度(Bulk temperatures)体积温度是速度加权平均温度,有两种体积温度图,以下将分别给出其定义。
模具中的聚合物温度在整个注塑成型周期中是不断变化的,它不仅随时间变化,而且沿壁厚也是变化的。
体积温度反映了聚合物内部能量的传递。
当没有聚合物流动时,体积温度就是截面上温度的简单平均值;当有聚合物流动时,截面上流速越快的部分,将给予越大的权重。
体积温度反映了制件内部所产生的剪切热。
如果制件内部有强烈的剪切作用,制件的温度将升高。
在充模阶段,体积温度图应非常均匀,其变化以不超过5°C (~10°F)为宜。
实际应用时允许有较大的温度降,通常高至20°C (~35°F)的温降都是可以接受的。
假如有区域产生了过保压,体积温度将显著下降。
这表明过保压已成为一个问题,在可能的情况下应加以改进。
当体积温度范围过大时,通常缩短注射时间是减小其范围的最佳手段。
· 体积温度(Bulk temperature)体积温度是中间数据结果,通过它可以看到温度随时间变化的情况。
假如进行的是流动分析,由于绘图比例非常大,使充模时发生的情况很难看清。
这时可以对每一帧分别设置比例,观察每一帧充填时由最小比例到最大比例变化的情况,再手工设置比例的最大值和最小值。
然后再播放充填时的动画。
· 体积温度(充模结束时)(Bulk temperature (end of filling) )充模结束时的体积温度是单组数据结果,它很好地反映了充模时温度变化情况。
如果温度分布范围窄,表明结果好,这时就没有必要播放动画。
流动前沿温度(Temperature at flow front)流动前沿温度是聚合物熔体充填一个节点时的中间流温度。
因为它代表的是截面中心的温度,因此其变化不大。
流动前沿温度图可与熔接线图结合使用。
熔接线形成时熔体的温度高,则熔接线的质量就好。
而在一个截面内熔接线首先形成的地方是截面的中心,因此,如果流动前沿的温度高,熔接线强度通常都高。
温度(Temperature)温度图是中间剖面结果。
使用温度图,可以观察截面内任意位置的温度随时间变化的情况,或者观察特定时刻整个截面内温度的变化。
很多时候,使用特定位置的XY图来观察截面内温度的变化,温度的变化可能是由于大量剪切热的产生而引起的。
通常,截面内的最高温度不应高于数据库中所列出的熔体最高温度。
型腔壁处的剪切应力(Shear stress at wall)型腔壁处的剪切应力是中间数据结果。
型腔壁意味着冻结层和熔体层界面,在截面内这里的剪切应力最高。
制件内的剪切应力应低于数据库中规定的材料极限值。
因为型腔壁处的剪切应力是中间数据结果,你不知道什么时候剪切应力将超过极限值。
为了帮助我们解释结果,应改变绘图属性:调整绘图比例,并把最小值设为材料极限。
在这种情况下,绘出的将仅仅是那些高于极限值的单元。
把制件设为透明,默认的透明值是0.1,根据计算机的图形卡的不同,可能需要把该透明值增大。
同时,为了有助于显示出有问题的小单元,应关掉节点平均值。
这样你就可以手工播放剪切应力随时间变化的动画,从而发现什么时间、哪里出现了高的剪切应力。
熔接线(Weld lines)当两股聚合物熔体的流动前沿汇集到一起,或一股流动前沿分开后又合到一起时,就会产生熔接线,如聚合物熔体沿一个孔流动。
有时,当有明显的流速差时,也会形成熔接线。
厚壁处的材料流得快,薄壁处流得慢,在厚薄交界处就可能形成熔接线。
熔接线对网格密度非常敏感。
由于网格划分的原因,有时熔接线可能显现在并不存在的地方,或有时在真正有熔接线的地方没有显示。
为确定熔接线是否存在,可与充模时间一起显示。
同时熔接线也可与温度图和压力图一起显示,以判断它们的相对质量。
减少浇口的数量可以消除掉一些熔接线,改变浇口位置或改变制件的壁厚可以改变熔接线的位置。
气穴(Air traps)气穴定义在节点位置,当材料从各个方向流向同一个节点时就会形成气穴。
气穴将显示在其真正出现的位置,但当气穴位于分型面时,气体可以排出。
与熔接线一样,气穴对网格密度很敏感。
制件上的气穴应该消除。
可使用几种方法做到这一点,如改变制件的壁厚、浇口位置和注射时间都有助于消除气穴。
冻结时间(Time to Freeze )冻结时间是指充模结束到型腔中的聚合物降至顶出温度所需的时间。
冻结时间可用来估计制件的成型周期,并作为确定保压时间的初始值,同时可用于观察制件壁厚变化的影响。
冻结层厚度(Frozen layer fraction )冻结层厚度有两个概念,它定义了制件冻结层的厚度。
如果冻结层厚度的值为1,则表示截面已完全冻结。
确定聚合物熔体是否冻结的参考温度是转变温度。
· 冻结层厚度(Frozen layer fraction )冻结层厚度是中间数据结果。
要观察制件和浇口冻结的时间,该结果非常有用。
如果制件上靠近浇口的一些区域冻结得早,就会使远离浇口的区域具有高的收缩率。
通常,在关键位置(如浇口)创建XY图来观察冻结层厚度变化的情况。
· 冻结层厚度(充模结束时)(Frozen layer fraction (end of filling))充模结束时的冻结层厚度是单组数据结果,此时,冻结层厚度不能太厚。
如果制件某些区域的冻结层厚度超过0.20到0.25,可能就意味着保压困难,并需要缩短注射时间来加以改善。
这还需要与温度图结合起来进行判断。
体积收缩率(Volumetric shrinkage )体积收缩率是以百分率表示的、由于保压而引起的制件体积的减少。
在确定体积收缩率时,聚合物材料的PVT特性起了重要作用。
保压压力越高,体积收缩率越小。
体积收缩率有两种情况。
· 体积收缩率(Volumetric shrinkage)体积收缩率是中间数据结果,它显示制件在保压和冷却过程中收缩率的变化。
通常不使用这个结果,因为顶出时的收缩率才是制件最终的体积收缩率。
· 体积收缩率(顶出时)(Volumetric shrinkage (at ejection))顶出时的体积收缩率是单组数据结果。
整个型腔的收缩率应该均匀,但通常难以实现。
可通过调整保压曲线使收缩率均匀一些。
平均速度(Average velocity)平均速度表示的是每个单元在不同时刻熔体流动的方向与大小。
平均速度图非常适合于观察料流方向的变化和制件内哪个地方的料流速度较高。
在多数情况下,应设置绘图比例。
通常,浇口或靠近浇口的单元的流速最大。
调整绘图比例的一个简单方法如下,播放动画结果时,在绘图属性对话框中选择绘图比例,改变最大值并点击应用(Apply),观察速度的显示是否更合理。
因为选择的是应用(Apply),对话框将仍然保持打开,如有必要可继续调整最大值,直到得到满意的颜色为止。
体积剪切速率(Shear rate, bulk )体积剪切速率代表的是整个截面的剪切速率,由截面内材料的流速和剪切应力计算所得,可以把它直接与材料数据库中的材料极限值进行比较。
在显示该结果图时,最好关掉节点平均值。
通常,可能有一些小单元具有很高的剪切速率,因此,关掉节点平均值可以使我们看得更清楚。
制件内的剪切速率很少过高。
通常,剪切速率过高的地方都是浇注系统,特别是浇口。
有些材料含有多种添加剂,从纤维、着色剂到稳定剂,这时应尽量把剪切速率控制在材料的极限值以内。
当剪切速率保持在20,000 1/sec以内时,结果就很好。
通常实际使用的浇口尺寸都可以保证这一点。
剪切速率(Shear rate )剪切速率是中间剖面结果。
在大多数情况下,使用XY图观察其结果。
通常是绘制那些具有高体积剪切速率的单元的结果,这将表示某时刻、特定位置的截面的最大剪切速率。
假如剪切速率明显高于材料的极限,可能意味着由于高剪切而产生了一些相关问题,如浇口变色,或引起制件的机械性能降低。
推荐的注射速度:XY图(Recommended ram speed: XY Plot)推荐的注射速度是以使流动前沿的速度更加均匀为原则而建立的,它将有助于消除压力尖峰,同时可以改善制件的表面光洁度。