双端扭结式糖果包装机工作循环图设计
双端扭结式糖果包装机工作循环图设计
双端扭结式糖果包装机工作循环图设计班级:www学生:wwww学号:ww设计原始基本参数1.包装对象长方体形糖果。
糖果形状规格:长方形,长⨯宽⨯高=30⨯12⨯10(mm)。
2.包装材料连续糖果包装专用纸。
3.包裹方式单层双端扭结包裹式。
4.生产能力要求Q t =120件/分钟。
一、原始资料分析:1、加工产品:随着社会经济的发展和人们生活质量的提高,营养、卫生、安全、食用方便和多层次消费已成为现代人对食品的消费要求。
食品离不开包装,包装的好坏直接影响食品的质量、档次、和市场销售。
为了应对市场的需求,糖果生产企业在包装规格上也要迎合消费者的需求,现在要设计的糖果包装机的加工对象是呈长方形的糖果,糖果的形状规格为:长方形,长×宽×高=30×12×10mm。
2、包装材料:连续糖果包装专用纸张———食品包装应该符合包装容器设计的一般要求。
包装对保护商品的关系极大,因此要根据商品性能来选择不同材料作为包装容器。
包装具有美化与宣传商品、促进商品销售和方便消费者的功能。
因此对于自动机械包装也提出了相应的技术要求。
3、包裹方式:单层双端扭结包裹式———包裹的方式以及包裹的质量也直接影响到消费者的购买情况。
包装应具有一定的韧性和强度,以保证食品的储存安全,因此对糖果的包装要求:科学、安全、卫生、经济、实用、美观,包装纸张无明显损伤,撕裂,褶皱。
4、生产能力:设计理论生产能力为:Qt=120块/分钟。
按照每班8小时工作制,则相应的生产任务为57600块/班。
二、糖果包装工艺的确定:1、糖果包装机的工作原理:按照生产过程的连续性,自动机械可以分为间歇作用性和连续性作用两大类型。
自动机械执行机构的动作,分为工艺操作和辅助操作两种。
工艺操作包括:加工、装配或计量等动作;辅助操作包括加工对象的传送、安装和自动检验,以及自动机械执行机构的空程等动作。
这些动作的时间,有的可以完全重合或者重合一部分,有的则不能重合。
扭结式糖果包装机

天津职业技术师范大学Tianjin University of Technology and Education毕业设计专业:机械设计制造及其自动化班级学号:机自1101-***********学生姓名:**指导教师:张宇副教授二〇一五年六月天津职业技术师范大学本科生毕业设计扭结式糖果包装机设计The kink type candy packing machine design专业班级:机自1101学生姓名:朱*指导教师:张宇副教授学院:机械工程学院20 15年6月摘要随着改革开放进程的不断发展,我们的生活感受到了越来越多的科学技术革新,这些革新也越来越影响我们的生活,尤其是体现在生产工业中。
现在人们越来越关注的则是包装工业。
商品外包装的美观大方刺激着人们消费的效果,所以设计的题目是“扭结式糖果包装机设计”。
设计的基本方案是:在机器上完成双层糖纸裹包;总体布局是双端扭结,间歇式形式作业。
与此同时,因为要求要大量生产糖果,故对于包装机来说就要求扭结动作较多,因此采用多工位裹包机。
该扭结式糖果包装机由传送机构、理糖机构、推糖机构、折纸机构、供纸结构、切纸结构、纽结结构、工序盘等几部分组成。
机器进行作业时将待包装的硬块糖装进上料部分,然后在传送部分上进行裹包,同时剪纸切纸机构一起工作,最后由打糖杆打下机构。
整体是用输送带对完成的包装糖果进行运输。
在设计的过程中,着重设计的是剪纸机构以及纽结结构。
关键词:裹包;剪纸机构;双端纽结;AbstractNowadays, with the development of science technology, human’s life is more and more influenced by high-technology, especially in the production industry. Today, people pay more attention to packaging industry. The beauty of product packaging stimulates the effect of people’s consumption. The title of this design is “the design of the kink type candy packing machine”.The basic design proposal is finishing double candy packing on machine; the overall layout is double end kink and intermittent form operation. At the same time, because of the huge requirement of candy production batch, multi station wrapping machine is more used.This kink candy packing machine consists of transport mechanism, sugar processing mechanism, sugar pushing mechanism, folding mechanism, paper feeding mechanism, cutting mechanism, kink mechanism and working procedure. When machine operating, packing lump sugar will be put into feeding part, and then be wrapped in the transfer section. Paper cutting mechanism works with it at the same time. Finally, the mechanism is struck by sugar bar.In the process of design, this design focuss on paper cutting mechanism and kink structure.Key Words: Wrap; Paper cutting mechanism; Double end kink目录一. 绪论 (1)1.1研究背景和意义 (1)1.2研究的目的与应用 (1)1.3扭结式糖果包装机的发展趋势 (2)二.扭结式糖果包装机的总体设计方案 (2)2.1包装机功用、设计参照及应用范围分析 (2)2.2设计工艺 (3)2.2.1确定扭结式糖果包装机的类型 (3)2.2.2包装工艺流程、工艺路线和工位数的确定 (3)2.2.3对执行构件的运动要求 (4)2.2.5包装机各构件的实现 (7)2.2.6传动系统的设计 (8)2.2.7各构件的工作顺序 (9)三. 传动系统中各零件设计计算 (10)3.1电动机的选择 (11)3.3齿轮传动的设计 (12)3.4轴的设计 (18)结论 (21)参考文献 (22)附录1:外文翻译 (23)致谢 (35)一绪论1.1研究背景和意义我国的经济发展越来越快快速,在发展经济的同时我各种工业也在飞速渐进,其中包装业最为迅速,在包装形式中主要有扭结式包装、枕式包装和折益信封式包装。
双端扭结式糖果包装机工作循环图设计

自动机械课程设计课程题目:双端扭结式糖果包装机工作循环图设计院系:机电工程学院专业:机械设计制造及其自动化班级:097姓名:学号:2012 年12 月 10 日引言 (3)1总体方案设计 (3)2 实用化设计 (7)3 绘制工作循环图 (11)4 设计计算 (14)5 执行机构的同步优化设计 (16)参考文献 (18)设计参数:1糖果形状规格:长方形,长*宽*高=25*12*10(mm)2包装材料:单张糖果包装专用纸3包装方式:单层双端扭结包裹式4生产能力:Q=120块/分引言当今包装业主要是对不同的批量的产品,选用某中有保护性的包装材料或包装容器,并借助适当的技术手段实施包装作业,以达到规定的数量和质量,同时设法改善外部的结构,降低包装成本,从而在流通至消费的整个过程中使之容易储存搬运,防止产品的破损变质和污染环境以及被环境污染,便于识别应用和回收废料,有吸引力,光开销路,不断促进扩大在生产。
糖果包装业作为众多的包装行业中应用普遍的项目之一,在今年来颇受青睐,但我国糖果包装业尽管起步较早,但一直局限与手工包装,只是在五十年代末期才引进仿形机。
形成了小规模的生产能力,七十年代以后随着中国包装技术协会的建立和包装总公司的相继诞生,我国的包装机械生产水平才取得显著成果。
但同国际的先进水平相比依然存在着明显差距。
本次设计通过对多种方案的综合分析,确定了这一台连续式包装机。
该机有电磁震动上料斗,分糖落糖部件,送糖部件,钳糖机械手,扭结部件,纸架部件,切纸部件等和传动系统组成。
整个包装过程实现了自动化,连续化,传动部件采用无级边速组1总体方案设计。
扭结式1.1功能结构分析1.1.1功能目标的明确总功能主要体现在输入和输出之间的关系以及其性质状态的变化上,对于糖果包装机而言,主要体现在材料的变化上,则材料流成为整机系统的主流,总功能主要反映材料的变化。
1.确定工艺原理和作业次序根据任务书要求,确定本机工艺过程为:送纸裹包工艺过程的确定的同时包装工艺路线随之成定局。
糖果包装机的设计—包裹机的结构设计及仿真

糖果包装机的设计——包裹机的结构设计及仿真摘要随着我国社会、经济的不断进步与发展以及全球化趋势不断深化,我国引进了各种先进的技术,使我国工业水平得到了极大的提高,糖果包装行业飞速发展,再加上现阶段电商行业模式的发展已经成熟,各种电商活动层出不穷,物流方式的不断普及与完善,各类网红糖果的销量逐年飙升,居民消费水平的提高与商品外包装的美观程度大大刺激了人们的消费欲,从各平台的糖果消费趋势来看,扭结式糖果销量直线上升,由此可以看出广大消费者越来越喜爱这种包装结构的糖果。
糖果包装机属于食品包装机械。
根据包装的形式,有两类:折叠包装和扭结包装。
这种包装机一般采用卷筒式包装材料,在主机上实现对包装材料的切割、包装、封口等工序。
因此,本毕业设计设计的是一款扭结糖果包装机,由输送机构、输送机构、分选机构、包装机构、切纸机和输送机构等几个部分组成。
本论文主要针对包裹机构、切纸机构进行分析与优化,利用Proe等软件进行三维二维绘图、渲染、有限元分析。
糖果包装全过程自动化,拥有更快速、准确、增加生产率等优点并且包装方法简单美观,结构牢靠,消费者使用方便。
设计的基本方案是:总体为双端扭结、间歇式作业的包装机,在工位上完成双层糖纸的包裹设计。
因为其需要大量生产,因此采用多工位包裹机。
关键词:糖果包装机;扭结式包装机;包裹机构;扭结式包装机构The design of candy packaging machine -- the structure design andSimulation of the packaging machineAbstractWith the continuous progress and development of our society and economy as well as the deepening trend of globalization, China has introduced a variety of advanced technologies, which has greatly improved the industrial level of our country, the rapid development of candy packaging industry, coupled with the mature development of the current e-commerce industry mode, and various e-commerce activities emerge in an endless stream, With the continuous popularization and improvement of the logistics mode, the sales volume of all kinds of online red candy is soaring year by year, the improvement of the consumption level of residents and the aesthetic degree of the outer packaging of commodities greatly stimulate people's desire for consumption. From the perspective of the candy consumption trend of each platform, it is not difficult to see that the kink packaging candy is more and more loved by people, and the kink packaging structure and function are constantly improved and innovated, which makes the general public Consumers are increasingly accepting.Candy packaging machine belongs to food packaging machine, according to the form of packaging, there are two kinds of folding package and kink package. This kind of packaging machine generally uses the reel type packaging materials, and realizes the cutting, wrapping and sealing processes of the packaging materials on the main machine. Therefore, this graduation project is designed as a kink candy packaging machine, which is composed of several parts, such as transmission mechanism, transportation mechanism, sugar handling mechanism, packaging mechanism, paper cutting mechanism and transportation mechanism. This paper mainly analyzes and optimizes the wrapping mechanism and paper cutting mechanism, and makes three-dimensional two-dimensional drawing, rendering, finite element analysis and animation by using proe and other software. The whole process of candy packaging is automated, which has the advantages of faster, more accurate and more productivity. The packaging method is simple and beautiful, the structure is reliable, and the use of consumers is convenient.The basic scheme of the design is: as a whole, it is a packaging machine with two ends kinked and intermittent operation, which completes the packaging design of double-layer sugar paper on the work station. Because it needs large-scale production, it adopts multi station wrapping machine.Keywords: candy packaging machine; kink packaging machine; wrapping mechanism; kink packaging mechanism.目录1 前言 (4)1.1研究的目的、意义 (4)1.1.1研究的目的 (5)1.1.2研究的意义 (5)1.2本设计在国内外的发展概况及存在的问题 (5)1.2.1国内包装机械业发展现状 (5)1.2.2国内食品工业发展现状 (6)1.3国外发展现状 (6)1.4本设计应解决的主要问题 (7)1.5 章节小节 (4)2 设计原理及方案介绍 (8)2.1功能、参数及应用范围分析 (8)2.2包装工艺拟定 (8)2.3糖果工艺分析 (8)2.3.1扭结包装机类型的确定 (9)2.3.2扭结包裹工艺流程 (9)2.4扭结式包裹机主要部件 (9)2.4.1工序盘机构 (9)2.4.2包裹机构 (10)2.4.3扭结机构 (10)2.4.4供纸机构 (10)2.4.5折纸机构 (11)2.4.6切纸机构 (11)2.5 章节小节 (15)3本设计中各零件的设计 (12)3.1电动机的选择 (12)3.1.1选择电动机类型 (12)3.1.2选择电动机的功率 (12)3.1.3传动装置的总效率 (12)3.1.4确定电动机的转速 (13)3.1.5确定电动机的型号 (13)3.2 V带设计 (13)3.2.1确定设计功率 (13)3.2.2选择带型、基准直径并验算带速 (14)3.2.3确定V带的中心距a0和基准长度L d (15)3.2.4确定小轮包角α1和V带根数 (15)3.2.5确定单根V带的初拉力的最小值F0和轴压力Fτ (15)3.3齿轮的设计 (20)3.3.1选用齿轮的各系列参数 (21)3.3.2确定齿面接触强度 (21)3.3.3校核齿面弯曲强度 (21)3.3.4几何尺寸计算 (21)3.4轴的设计 (26)3.4.1受力分析 (22)3.4.2轴上的功率P、转速N和转矩T (22)3.4.3作用在齿轮上的力 (22)3.4.4轴最小直径的计算 (22)3.4.5 主轴校核 (23)3.4.5.1按弯扭合成强度计算 (23)3.4.5.2疲劳强度的强度校核 (30)3.5章节小节 (32)4轴上零件的设计 (33)4.1轴承的选择 (33)4.1.1轴承的类型选择 (33)4.1.2轴承的尺寸选择 (33)4.2凸轮的设计 (35)4.2.1凸轮类型选择 (35)4.2.2凸轮机构的设计 (35)4.3螺母的选择 (36)4.4螺钉的设计 (36)4.5章节小节 (32)5 零部件的有限元分析 (32)5.1有限元分析介绍 (32)5.2 工序盘主轴的有限元分析 (32)5.3章节小节 (42)6 总结 (43)6.1课题研究总结 (43)6.2展望 (43)参考文献 (44)谢辞 (46)附录 (47)1 前言轻工行业包括食品工业、纺织工业、家电工业、造纸工业等,包装工业在轻工业中占据着重要的位置,起着承上启下的作用,同时包装工业是提高商品使用价值和商业的主要手段,据相关数据表明,包装工业的总产值已达7000亿美元,占全球GDP的2%,已排在世界十大行业之列,其次是实现产品机械化、自动化的主要措施就是包装机械技术的不断进步。
扭结式糖果包装机
扭结式糖果包装机
扭结式糖果包装机是一种用于自动包装扭结型糖果的机器。
这种机器被广泛应用于糖果、巧克力、口香糖和薄荷糖等行业,可以提高包装效率,降低劳动力成本,同时确保包装质量。
扭结式糖果包装机的工作原理是将糖果从喂料口中传输至包装膜上方的出料台,然后通过摇臂将包装膜包裹住糖果并形成扭结。
这个过程只需要一秒钟完成,因此可以大大提高包装速度。
此外,扭结式糖果包装机还具有自动调节长度、自动换刀、自动紧固和自动断膜等功能,从而进一步提高了包装效率和质量。
扭结式糖果包装机的优点不仅在于包装速度和效率,还在于包装质量。
相比人工包装,机器包装可以保证每个糖果的重量和包装质量一致,从而提高了产品的质量和口感。
此外,自动包装还能减少因人工操作而发生的误操作和人为疏漏等问题,避免了不必要的浪费和损失。
然而,扭结式糖果包装机也存在一些缺点。
首先,机器本身的价格相对较高,对于一些规模较小的企业来说,投入成本可能较高。
此外,机器的维护和保养也需要一定的经验和技能,维修成本可能较高。
因此,在选择购买机器之前,企业需要综合考虑其运营规模、需求和预算等因素。
总之,扭结式糖果包装机在现代制造业中具有重要的地位,可以提高产品的包装效率和质量,降低人工包装的成本。
尽管
存在一定的缺点,但其优点仍然得到了众多企业的认可和应用。
与传统的手工包装相比,机器包装正在成为未来制造业的发展趋势之一。
糖果包装机设计(有全套图纸)
第1章绪论1.1自动包装在生产中的应用(1)大幅度地提高生产效率(2)降低劳动强度,改善劳动条件。
(3)保护环境,节约原材料,降低产品成本。
(4)有利于被包装产品的卫生,提高产品保证质量,增强市场销售的竞争力。
(5)延长产品的保质期,方便产品的流通。
(6)可减少包装场地面积,节约基建投资。
自动化水平在制造工业中不断提高,应用范围正在拓展。
包装行业中自动化操作正在改变着包装过程的动作方式和包装容器及材料的加工方法。
实现自动控制的包装系统能够极大地提高生产效率和产品质量,显著消除包装工序及印刷贴标等造成的误差,有效减轻职工的劳动强度并降低能源和资源的消耗。
具有革命意义的自动化改变着包装的制造方法及其产品的传输方式。
设计、安装的自动控制包装系统,无论从提高产品质量和生产效率方面,还是从消除加工误差和减轻劳动强度方面,都表现出十分明显的作用。
1.2自动包装机的发展趋势一、国内自动包装机的科技水平及发展趋势目前,我国的食品包装企业大部分规模偏小,“小而全”是其主要特征之一,同时存在着不顾行业发展要求,重复生产那些成本低、工艺水平比较落后、易于制造的机械产品,行业内目前大约有1/4的企业存在低水平重复生产现象。
这是对资源的极大浪费,造成包装机械市场的混乱,阻碍行业的发展。
随着科学技术的不断发展,各种食品、水产加工品的出现,对食品包装技术和设备都提出了新的要求。
目前,食品包装机械竞争日趋激烈,未来的食品包装机械将配合产业自动化,促进包装设备总体水平提高,发展多功能、高效率、低消耗的食品包装设备。
我国自动包装机地发展新趋势:(1)生产效率化机电一体化是提高包装机械自动化程度及运行可靠性和稳定性的重要保证。
未来包装机械产业将配合产业自动化趋势,技术发展将朝着四个方向发展;一是机械功能多元化。
工商业产品已趋向精致化及多元化,在大环境变化形势,多元化、弹性化且具有多种切换功能的包装机种方能适应市场需求。
二是结构设计标准化、模组化。
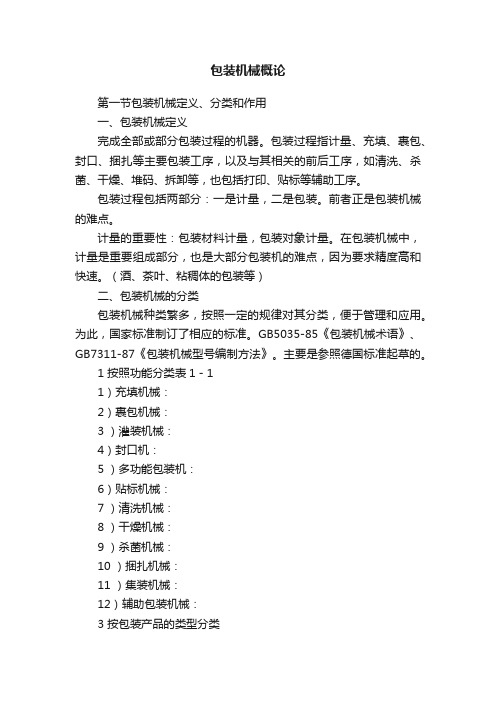
食品设计作业糖果厂车间设备布局图

精品文档
成
传递口品
物料传递口
库
包材传
糖果厂车间设备布局图
1.高速糖
加
工器具清
包果枕式包物料传递口洗消毒间
装机
工
装冷SELC1000硬糖
拉条机
链式成型机
车
却
车 2.糖果双筛
扭包装机
间
软糖链式成型机保温滚床间
洗手更衣间
成型间人流入口
传递口
化
熬 SE
化糖间人流入口
糖
包装车间人流入口
煮化
、真
锅糖
熬空传递口锅
糖连
间续
洗手更
衣间
配料间自动称量配
料混合系统
配料间人流入口
工
公
人路宿
舍
门卫
大
门
公
办路公
区
绿
化
带
厂
绿化带
食堂
精品文档
糖果厂厂区平面图
库
原
料
产区
生
房库
生
绿化带
产生产区大门
内甬道
区
库
绿化带
房
食品厂
北。
6裹包机械1

供纸辊的结构如图5-11所示。 当商标纸和内衬纸的位置 不对中时,通过调节螺杆10进 行调整。 当纸的张力变化或由于纸 辊转动惯量的变化引起供纸速 度不稳定时,通过拉簧12、皮 带7阻止纸速和张力的突变, 从而保持稳定供纸。
3.拉纸、切断机构 拉纸、
图5-12所示为拉纸、切断机构结构示意图。 拉纸辊6与橡胶拉纸辊1转速相同,而动切刀2的转速是拉纸辊的两倍,切断的 纸长近似于拉纸辊周长的一半。 当糖果的规格有较大变动时,应调整相应直径的拉纸辊1、6及一对啮合齿轮。 拉纸辊1、6之间应保持一定的压力,使包装纸顺利拉下而又无相对滑动,此压力 靠重锤7产生。压力沿辊轴线方向应保持均匀,以保证送纸顺利,为此通过松开螺 母10,调节销轴ll可实现。 固定刀片3的刃口应稍低于导纸板4的平面,以防包装纸送下时碰到刃口。动 刀片2应调整到刀刃与固定刀片3的刀刃轻轻擦过,保证切下的纸边光滑整齐。
六、机器的主要结构
1 、理糖供送机构 该机构采用振动料斗给料,转盘 式理糖机构理糖,然后用输送带将理 好的糖果送到包装工位。 图5-8为理糖供送机构示意图。 它主要由间歇振动料斗(图中末 示)、转动的锥形盘1、螺旋槽2、毛 刷3及输送带4等组成。 糖果由间歇振动料斗落到锥形盘1 上,由于锥形盘的快速转动,糖果在 离心力的作用下向四周分散,并进入 螺旋槽2内。糖果的运动由槽下面转动 的圆盘带动。反向旋转的毛刷3将层叠 的糖果刷掉。理顺好的糖果进入输送 带l上,由输送带送到包装工位。
通常左右扭结手之间的距离及对称度需进行调节。 如图5-15所示,转动手轮20可使滑座23左右移动,从而改变摆杆 12的下支点位置,由于摆杆12中间与凸轮接触的支点未变,因此扭结 手部分产生相应位移,达到调整的目的。
第三节
折叠式裹包机
糖果包装机设计

前言随着我国轻工业生产的高速发展,产品包装已逐步实现自动化和机械化,随之出现了生产率比一般工作机高得多的自动机械,现在糖果包装机有了很大的发展,我国已能生产多种型号的糖果包装机,大、中型糖果厂已实现了糖果的机械化包装,一些工厂还装备有保温、匀条、成型及包装一体化的糖果生产流水线。
但是,我国糖果包装机械和世界先进水平相比,差距仍然很大,因此,必须加速提高糖果包装机械化的水平。
糖果包装机有一定的优点:1.自动化程度高糖果包装机一般都是自动包装机,其结构复杂,自动化程度高。
它可以使送纸、切纸、抄纸、理糖、裹包及打糖过程自动完成。
2.易于调节糖块的形状、大小及包装纸的性能。
为使糖果包装机能可靠地工作,糖果包装机都有调节系统和一定范围内的无极变速装置。
3.消耗的功率小糖果包装机的包装对象(糖块)的质量小(一般不超过20g),机器的功率主要用于克服摩擦力,所以功率消耗小,一般电动机功率都在2kW一下。
4.卫生要求高糖果包装机必须保证糖果的卫生质量。
直接和糖块接触的构件应符合食品卫生要求,且能迅速地分解和组合,形状简单,便于洗涤。
糖果包装机属于食品类产品包装机,按照包装的形式有折叠式包裹、扭结式包裹两大类。
这种包装机一般采用卷盘式包装材料,在主机上实现包装材料分切、包裹及封口工序。
本设计是在BZ350—I型糖果包装机做深入调查研究基础上,对某些结构进行改进设计,特别是对糖果包装机扭结手的设计,对扭结手实现三种运动的结构做了精心设计,提高了机器自动化程度,使机器操作更加容易,也保证了机构运行稳定性,提高了机器的生产率。
目录前言 (1)目录 (2)第一章糖果包装机的概述 (3)第一章糖果包装机的概述 (3)一、概述 (3)二、包装机械化的重要意义 (3)三、主要技术特征 (5)四、主要组成结构 (6)第二章参数的计算与分析 (8)一、电动机的选择 (8)二、皮带的设计与选用 (9)三、皮带轮的计算与校核 (15)四、弹簧的计算与校核 (22)五、凸轮结构的设计 (27)总结 (30)参考文献 (32)第一章糖果包装机的概述一、概述糖果包装机属于食品类产品包装机,按照包装的形式有折叠式包裹、扭结式包裹两大类。
双扭结糖果包装机课程设计

双扭结糖果包装机课程设计一、课程目标知识目标:1. 学生能理解双扭结糖果包装机的基本工作原理和组成部分。
2. 学生能够掌握双扭结糖果包装机操作流程中的关键步骤和技术要点。
3. 学生能够了解并描述双扭结糖果包装机在现代化生产中的应用及其对提高生产效率的作用。
技能目标:1. 学生能够运用课堂所学知识,完成双扭结糖果包装机的模拟操作。
2. 学生能够通过小组合作,设计并制作一个简单的双扭结糖果包装机模型,展示其对机器运作的理解。
3. 学生能够运用批判性思维,分析并解决双扭结糖果包装机在操作过程中可能遇到的问题。
情感态度价值观目标:1. 培养学生对现代工业生产技术的兴趣,激发其探索精神和创新意识。
2. 强化学生的团队合作意识,提高沟通协作能力。
3. 增强学生对自动化设备在生产中重要性的认识,培养其尊重劳动、珍惜劳动成果的情感。
课程性质:本课程为技术与设计领域的实践课程,结合学生的年级特点,注重理论知识与实践操作相结合。
学生特点:学生处于好奇心强、动手能力逐渐提高的阶段,对新鲜事物充满兴趣,但需要引导和激发。
教学要求:教师应关注学生的个体差异,提供个性化指导,鼓励学生动手实践,注重培养学生解决问题的能力和创新思维。
通过课程目标的实现,为学生奠定良好的技术基础,为其未来的学习和发展提供支持。
二、教学内容本课程依据课程目标,结合教材内容,组织以下教学大纲:1. 双扭结糖果包装机原理介绍:- 包装机械的基本概念与分类- 双扭结糖果包装机的工作原理与结构组成2. 双扭结糖果包装机操作流程:- 包装材料的准备与处理- 机器的启动、运行与调试- 包装过程中常见问题及其解决方案3. 双扭结糖果包装机模拟操作:- 模拟软件的使用方法- 操作步骤分解与实践演练4. 双扭结糖果包装机模型设计与制作:- 小组合作,进行创意设计- 材料选择与制作过程指导- 模型展示与评价5. 双扭结糖果包装机在现代生产中的应用:- 介绍自动化包装设备在工业生产中的重要性- 分析双扭结糖果包装机在提高生产效率、降低劳动强度等方面的作用教学内容安排与进度:第一课时:双扭结糖果包装机原理介绍第二课时:双扭结糖果包装机操作流程第三课时:双扭结糖果包装机模拟操作第四课时:双扭结糖果包装机模型设计与制作(1)第五课时:双扭结糖果包装机模型设计与制作(2)第六课时:双扭结糖果包装机在现代生产中的应用及课程总结教学内容与教材紧密关联,确保科学性和系统性,注重理论与实践相结合,旨在提高学生的技术素养和创新能力。
间歇双端扭结式裹包机扭结手设计说明书-机械设计课程设计[优秀]
![间歇双端扭结式裹包机扭结手设计说明书-机械设计课程设计[优秀]](https://img.taocdn.com/s3/m/1da40eba7cd184254a353562.png)
包装机械结构与设计课程设计题目:间歇双端扭结式裹包机扭结手设计说明书学号:姓名:专业:完成时间:目录1简介 (2)1.1 糖果包装机的优点 (2)1.2 几种典型糖果包装机 (3)2设计目的与任务 (3)2.1 目的 (3)2.2 内容 (3)2.3 主要技术参数 (4)3.间歇双端扭结式糖果包装机的组成及工作原理 (4)3.1 间歇双端扭结式糖果包装机的组成 (4)3.2 扭结手运动与结构分析 (6)4总体设计 (8)4.1 扭结包装机类型的确定 (8)4.2 包装工艺流程、工艺路线和工位数的确定 (9)4.3 扭结手结构 (9)5总结 (10)间歇双端扭结式裹包机扭结手设计1简介随着我国轻工业生产的高速发展,产品包装已逐步实现自动化和机械化随之出现了生产率比一般工作机高得多的自动机械,现在糖果包装机有了很大的发展,我国已能生产多种型号的糖果包装机,大、中型糖果厂已实现了糖果的机械化包装,一些工厂还装备有保温、匀条、成型及包装一体化的糖果生产流水线.但是,我国糖果包装机械和世界先进水平相比,差距仍然很大,因此,必须加速提高糖果包装机械化的水平.1.1糖果包装机的优点(1)自动化程度高糖果包装机一般都是自动包装机,其结构复杂,自动化程度高.它可以使送纸、切纸、抄纸、理糖、裹包及打糖过程自动完成.(2)易于调节糖块的形状、大小及包装纸的性能.为使糖果包装机能可靠地工作,糖果包装机都有调节系统和一定范围内的无极变速装置.(3)消耗的功率小糖果包装机的包装对象(糖块)的质量小(一般不超过20g),机器的功率主要用于克服摩擦力,所以功率消耗小,一般电动机功率都在2kW一下.(4)卫生要求高糖果包装机必须保证糖果的卫生质量.直接和糖块接触的构件应符合食品卫生要求,且能迅速地分解和组合,形状简单,便于洗涤.糖果包装机属于食品类产品包装机,按照包装的形式有折叠式包裹、扭结式包裹两大类.这种包装机一般采用卷盘式包装材料,在主机上实现包装材料分切、包裹及封口工序.糖果包装机属于食品类产品包装机,按照包装的形式有折叠式包裹、扭结式包裹两大类.这种包装机一般采用卷盘式包装材料,在主机上实现包装材料分切、包裹及封口工序.1.2几种典型糖果包装机2设计目的与任务2.1目的(1) 包装机械课程设计是该课程的延续,通过设计实践,进一步学习掌握包装机械设计的一般方法.(2) 培养学生综合运用所学专业基础课、专业课理论知识与生产实际进行有效结合的能力.(3) 培养综合运用机械制图、机械设计基础、机械制造基础等相关知识进行工程设计的能力.(4) 培养使用手册、图册、有关资料及设计标准规范的能力.(5) 提高技术总结及编制技术文件的能力.(6) 提高学生独立分析问题和解决问题的能力.(7) 为毕业设计教学环节的实施奠定基础.2.2内容(1) 参数设计根据课题设计任务,确定糖果包装机扭结手主要构件(例如滑移齿轮、凸轮)的结构形式与尺寸参数、运动参数.(2) 方案设计根据糖果包装机扭结手的结构形式、性质及运动参数,拟定扭结手的机械传动链、运动系统图、工作循环图.计算并确定各级传动的传动比,齿轮传动、凸轮传动等传动构件的结构参数及尺寸,拟定扭结手的结构方案图. (3) 结构设计根据结构方案图,在正式图纸上拟定传动构件与执行构件的位置.2.3主要技术参数(1) 生产能力 200~350块/米in(2) 糖块规格圆柱形(直径×长度) 13~32长方形(长×宽×高) 27×16×11(3) 包装纸规格商标纸宽90 ,内衬纸宽30(4) 电机理糖电机 0.37kW,主电机 0.75kW(5) 外形尺寸 1450×650×16203.间歇双端扭结式糖果包装机的组成及工作原理3.1 间歇双端扭结式糖果包装机的组成间歇双端扭结式糖果包装机主要由料斗、理糖部件、送纸部件、工序盘以及传动操作系统等组成.可完成单层或双层包装材料的双端扭结裹包.其包装工艺流程图如图1所示.包装机工作时,主传送机构带动工序盘2作间歇转动,如图2所示,随着工序盘2的转动,分别完成对糖果的四边裹包及双端扭结.在第1工位,工序盘2停歇时,送糖杆7、接糖杆5将糖果9和包装纸6一起送入工序盘上的一对糖钳手内,并被夹持形成U形状.然后,活动折纸板4将下部伸出的包装纸(U形的一边)向上折叠.当工序盘转动到第Ⅱ工位时,固定折纸板10已将上部伸出的包装纸 (U形的另一边)向下折叠成筒状.固定折纸板10沿圆周方向一直延续到第Ⅳ工位.在第Ⅳ工位,连续回转的两只扭结手夹紧糖果两端的包装纸,并且完成扭结.在第Ⅵ工位,钳手张开,打糖杆3将已完成裹包的糖果成品打出,裹包过程全部结束.图1 包装工艺流程图1-送糖;2-糖钳手张开、送纸;3-夹糖;4-切纸;5-纸、糖送入糖钳手;6-接、送糖杆离开;7-下折纸;8-上折纸;9-扭结;10-打糖图2 包装扭结工艺路线图1-扭结手;2-工序盘;3-打糖杆;4-活动折纸板;5-接糖杆;6-包装纸;7-送糖杆;8-输送带;9-糖果;10-固定折纸板包装机传动系统由主传动系统和理糖供送系统两部分组成.图3所示为间歇双端扭结糖果包装机主传动系统图.主电机经机械式无级变速器、轴I将运动传递给分配轴Ⅱ,分配轴Ⅱ将运动平行进行分配.经齿轮、马氏盘将运动传递给轴Ⅲ,带动工序盘间歇转动,轴Ⅲ每转动一圈,工序盘转动一个工位(60°).另一传动路线为经齿轮传动带动轴V、Ⅵ转动,从而带动扭结手完成扭结动作.轴V经链传动、齿轮传动带动供纸辊及切刀运动,实现包装纸的供送及切断.分配轴Ⅱ上的偏心轮(1)带动送糖杆送糖;偏心轮(2)带动钳手开、合;偏心轮(3) 带动活动折纸板完成下折纸;偏心凸轮(4)带动接糖杆和打糖杆分别完成接糖和打糖动作.包装机正常工作之前,通过转动调试手轮对包装机进行调试.主机采用机械式无级调速,生产能力连续可调,能适应不同的包装纸和糖果的变化.由于采用马氏机构,该机不宜高速运转.图3 间歇双端扭结糖果包装机主传动系统图3.2 扭结手运动与结构分析糖果经包装纸四面裹包后,两端需扭结封闭.扭结机构由左右对称两部分组成,图4为单端扭结手机构的传动示意图,主要由扭结手、槽凸轮、摆杆、拨轮、齿轮及传动轴等组成,图5是扭结手的空间立体图.为满足包装纸扭结的要求,扭结机构在扭结过程中完成扭结手的转动、轴向移动和扭结手的张开、闭合等三种运动.输入轴1的运动经齿轮4、5、6、7传动后,带动扭结手2实现扭结转动;输入轴1的运动经齿轮4、5带动槽凸轮12转动,经过摆杆10、拨轮8、伞齿轮齿条3带动扭结手的张、合运动;输入轴1的运动经齿轮4、5带动槽凸轮12转动,经过摆杆10、拨轮9实现扭结手的轴向位移运动.扭结手张开和闭合的角度大小与进退距离的协调,由槽凸轮12的曲线保证.齿轮5、齿轮6的齿数分别为60和24,齿数比为2.5,保证扭结手每张、合一次,扭结手旋转2.5圈.根据包装机各执行机构的运动规律及其动作配合要求,可绘制出包装机的工作循环图.当工序盘携带糖块及包装纸旋转至扭结工位时,扭结手进行张合、旋转和轴向位移,完成扭结工序,其工作循环图如图6.图4 扭结手机构示意图1-输入轴 2-扭结手 3-伞齿轮齿条 4、5、6、7、13、14-齿轮8、9-拨轮 10-摆杆 11-弹簧 12-凸轮 15-手盘 16-调节螺杆图5 扭结手的空间立体图图6 扭结手工作循环图图7为扭结手机构的装配简图.左右扭结手之间的距离及对称度的调节,通过转动手轮20来实现.转动手轮20旋转,带动滑座23左右移动,改变摆杆12的下支点位置,实现扭结手产生轴向位移.图7 扭结手结构装配简图1-扭结手 2-套轴 3-扭结手轴 4、13、16-齿轮 5-螺母6-拨轮 7-弹簧 812-摆杆 9、15-销 10-槽凸轮 11-凸轮轴14-输入轴 17-滑块 18-滑块轴 19-滚子轴 20-手轮 21-固定板22-调节螺杆 23-滑座 24-螺栓 25-箱体4总体设计4.1 扭结包装机类型的确定扭结式糖果裹包机有间歇运动和连续运动两种类型.连续运动型一般用于一层纸包装,包装速度较间歇运动型要快.但它如果用两层纸包装糖果时要求内衬纸与外商标纸一样宽,这样会造成内衬纸的很大浪费.间歇运动型既可用于一层纸包装,也可用于两层纸包装,用两层纸时内衬纸和外商标纸可以不一样宽,这样可以节约成本.根据本次课题的设计要求选用间歇运动型包装机.又由于糖果生产批量大,扭结式裹包动作也较多,故选用多工位裹包机.4.2 包装工艺流程、工艺路线和工位数的确定(1)包装程序和工艺流程图:如图1.(2)包装扭结工艺路线图:如图2.(3)工位数及描述从上图2.的扭结工艺路线图分析,糖果需经过夹持、下折纸、上折纸、扭结、打糖这几个阶段,为了减少工位数可将扭结和成品输出分别安排在工位Ⅲ、Ⅳ完成,这样只需四个工位即可.但为改善槽轮机构的动力特性,并使总体布局合理,扭结和成品输出还是分别布置在工位Ⅳ、Ⅵ为佳,这样可简化传动,并且操作人员还可兼顾成品装盒工作.如图2.所示,在第Ⅰ工位,送糖杆7、接糖杆5将糖果9和包装纸一起送入工序盘上的一对糖钳手内,并被夹持形成“U”形.然后,活动折纸板4将下部伸出的包装纸(U形的一边)向上折叠.当工序盘转到第Ⅱ工位时,固定折纸板10已将上部伸出的包装纸(U形的另一边)向下折叠成筒状.固定折纸板10沿圆周方向一直延续到第Ⅳ工位.在第Ⅳ工位,连续回转的两只扭结手夹紧糖果两端的包装纸,并完成扭结,在第Ⅵ工位,钳手张开,打糖杆3将已完成裹包的糖果成品打出,裹包过程全部结束.4.3扭结手结构糖果经包装纸四面裹包后,两端需扭结封闭.扭结机构由左右对称两部分组成,图4为单端扭结手机构的传动示意图:它主要由扭结手、槽凸轮、摆杆、拨轮、齿轮及传动轴等组成.为满足包装纸扭结的要求,扭结机构在扭结过程中完成扭结手的转动、轴向移动和扭结手的张开、闭合等三种运动.输入轴1的运动经齿轮4、5、6、7传动后,带动扭结手2实现扭结转动;输入轴1的运动经齿轮4、5带动槽凸轮12转动,经过摆杆10、拨轮8、伞齿轮齿条3带动扭结手的张、合运动;输入轴1的运动经齿轮4、5带动槽凸轮12转动,经过摆杆10、拨轮9实现扭结手的轴向位移运动.扭结手张开和闭合的角度大小与进退距离的协调,由槽凸轮12的曲线保证.齿轮5、齿轮6的齿数分别为60和24,齿数比为2.5,保证扭结手每张、合一次,扭结手旋转2.5圈.根据包装机各执行机构的运动规律及其动作配合要求,当工序盘携带糖块及包装纸旋转至扭结工位时,扭结手进行张合、旋转和轴向位移,完成扭结工序.5.总结通过这次课程设计对本学期所学的知识有了综合的掌握,锻炼了自己独立思考、独立处理问题的能力,掌握了更多的画图方法,更加熟练了办公软件的应用,是对本学期学习的最好总结,为以后学习包装机械方面的知识打下了基础,更为毕业论文设计做下准备.。
9第九章裹包机械

五、 电 气 控 制 系 统
9
六、机器的主要结构
1.理糖供送机构
该机构采用振动料斗给料,转盘式理糖机构理糖,然后用 输送带将理好的糖果送到包装工位。图4-8为理糖供送机构 示意图。
它主要由间歇振动料斗(图中未示)、转动的锥形盘1、螺 旋槽2、毛刷3及输带4等组成。
图4-8理糖供送 机构示意图 1-锥形盘 2-螺旋槽 3-毛刷 4-输送带
4-
46
图4-45、图4-46分别为采用双张平膜的利乐收 缩包装机简图和工作原理图。
4-
4-
47
2.一端开放式
可采用管状收缩薄膜套住物品并将一端封合; 也可先将管状薄膜或平膜预制成袋,再套住 物品进行裹包。
该裹包法一般是将物品堆积于托盘上,连同 托盘一起裹包,多作为运输包装而采用。预 制袋的尺寸一般比托盘堆积物约大15%~20 %,裹包时,将包装袋撑开,套住托盘和堆 积物。其包装过程如图4-47所示。
图4-14 工序盘结构简 图 1-铜套 2、3-螺钉 4-凸轮(Ⅰ) 5-凸轮(Ⅱ) 6-转盘;7-圆锥销;8转盘轴;9-键; 10-滚子;11-滚子臂; 12、14-扇形齿;13-糖 钳手 ;15-拉簧
16
图4-14所示为工序盘的结构简图。转盘6用圆锥销7固定在转盘轴8 上,由槽轮机构驱动间歇转动,转盘上的6对糖钳手根据包装动作 要求,在不同工位上张开或闭合(夹紧)。
11-摆动凸轮 12-滚子 13-工序盘
14、16-糖钳手 15-接糖杆
17-活动折板 18-扇形齿轮
19-送糖杆 20-缓冲压簧
15
(1)裹包机构的组成及工作原理。 裹包机构主要由工序盘 13、送糖杆 19、接精杆15、活动 折纸板17、固定折纸板及摆动凸轮11、连杆等组成。 (2)工序盘的组成及工作原理。
糖果包装机的设计—扭结机的结构设计及仿真

糖果包装机的设计——扭结机的结构设计及仿真摘要目前,随着我国经济状况日益增长,糖果产业的不断发展,国际品牌的不断入驻,国内糖果产业的竞争力愈演愈烈,人们对糖果的需求多样化导致了糖果需要实现包装形式个性化来提高竞争优势。
通过对大众近些年喜爱的糖果包装形式的调查,不难发现一种老式的扭结糖果包装又回到了我们的生活。
这种包装形式简单大方,富有怀旧情怀,对于有特色的糖纸具有一定的收藏意义。
为此,设计一套具有完整流水线的扭结式糖果包装机,并实现该装置的自动化是本次小组课题的主要任务。
糖果包装机的整体设计是根据综合所有的方案来对比,进行选择,整个装置由上料部分、理糖部分、推糖部分、折纸部分、包裹部分、供纸部分、切纸部分、扭结部分等几个部分组成。
而本文主要是针对该装置中的扭结机构和供纸机构来进行具体的分析、设计、校核、仿真,利用proe等图形设计软件进行三维图形建模,并完成了相应的图形仿真。
和以往现代化的机械相比,此次设计更加连续、高速,降低了功率,对生产率的提高进行了改善。
关键词:扭结式糖果包装机;包装形式;扭结机构;供纸机构;三维建模Design of candy packaging machine——Design and Simulation of kink mechanismAbstractAt present, with the growing economic situation in China, the continuous development of the candy industry, the continuous presence of international brands, the growing competitiveness of the domestic candy industry, people's diversified demand for candy has led to the need to achieve personalized packaging form of candy to improve competitive advantage. Through the investigation of the popular candy packaging forms in recent years, it is not difficult to find an old-fashioned kink candy packaging back to our life. This kind of packaging form is simple and generous, full of nostalgia, and has certain collection significance for the characteristic sugar paper. Therefore, the main task of this group is to design a set of kink candy packaging machine with complete assembly line and realize the automation of the device.The overall design of candy packaging machine is based on the comparison and selection of all schemes. The whole device is composed of feeding part, sugar handling mechanism, sugar pushing mechanism, origami mechanism, wrapping mechanism, paper feeding mechanism, paper cutting mechanism, kink mechanism, etc. This paper mainly analyzes,designs, checks and simulates the kink mechanism and the paper feeding mechanism of the device, uses the graphic design software such as proe to carry out three-dimensional graphic modeling, and completes the corresponding graphic simulation. Compared with the previous modern machinery, this design is more continuous and high-speed, reducing power and improving productivity.Keywords: kink candy packaging machine; packaging form; kink mechanism; paper feeding mechanism; 3D modeling目录1 前言 (3)1.1糖果包装机研究背景、目的及意义 (3)1.2包装机械在国内外的发展现状及趋势 (6)1.2.1国内发展现状及趋势 (6)1.2.2国外发展现状及趋势 (7)1.3本课题主要研究内容、思路及研究方法 (9)2糖果包装机整体结构设计 (9)2.1设计原理 (9)2.2设计方案 (10)2.2.1确定糖果包装机所需参数 (10)2.2.2确定糖果包装机的类型 (10)2.2.3确定糖果包装机工艺路线和工位数 (10)2.3对执行构件的运动要求 (12)3工作循环图绘制及相关分析 (13)3.1规定各机构的组成区间 (13)3.2确定机构组成区段时间及相应分配轴转角并绘制工作循环图 (14)3.3确定最短的工作循环时间 (18)4主要构件的结构设计 (19)4.1糖果包装机扭结机构总体设计 (19)4.1.1扭结手装置的工作原理 (19)4.1.2扭结机构的机构选型及设计 (19)4.2扭结手的运动与结构分析 (20)4.3供纸机构的机构选型及设计 (21)5传动系统主要的零件设计及校核 (22)5.1电动机的选择 (22)5.1.1选择电动机的要求 (22)5.1.2确定电动机相关参数 (22)5.2齿轮传动的设计及校核 (23)5.3基于有限元分析轴的设计及校核 (27)5.4主要杆件的设计 (30)5.4.1推糖机构的杆件设计 (30)6结论 (32)6.1总结 (32)6.2展望 (33)参考文献 (33)谢辞 .............................................................. 错误!未定义书签。
包装机械概论
包装机械概论第一节包装机械定义、分类和作用一、包装机械定义完成全部或部分包装过程的机器。
包装过程指计量、充填、裹包、封口、捆扎等主要包装工序,以及与其相关的前后工序,如清洗、杀菌、干燥、堆码、拆卸等,也包括打印、贴标等辅助工序。
包装过程包括两部分:一是计量,二是包装。
前者正是包装机械的难点。
计量的重要性:包装材料计量,包装对象计量。
在包装机械中,计量是重要组成部分,也是大部分包装机的难点,因为要求精度高和快速。
(酒、茶叶、粘稠体的包装等)二、包装机械的分类包装机械种类繁多,按照一定的规律对其分类,便于管理和应用。
为此,国家标准制订了相应的标准。
GB5035-85《包装机械术语》、GB7311-87《包装机械型号编制方法》。
主要是参照德国标准起草的。
1 按照功能分类表1-11)充填机械:2)裹包机械:3 )灌装机械:4)封口机:5 )多功能包装机:6)贴标机械:7 )清洗机械:8 )干燥机械:9 )杀菌机械:10 )捆扎机械:11 )集装机械:12)辅助包装机械:3 按包装产品的类型分类专用包装机(适用于大批量)通用包装机(适用于多规格)多用包装机(适用于多品种)4 包装生产线自动化程度和故障率是衡量包装生产线的两个主要指标。
三、包装机械的作用1 降低劳动条件,提高生产率(雪糕的包装)2 节约劳动力和原材料(洗衣粉的包装)3 提高商品竞争能力(两端扭糖果)4 延长商品货架期(黄河鲤鱼的保鲜)5 节约基建投资、卫生6 提高经济效益第二节包装机械组成和特点一、包装机械的组成包装机械种类繁多,结构复杂,属于自动机的范畴,机械复杂程度相当于纺织机械,但控制部分要比其复杂。
包装机械基本由8大部分组成:1 包装材料计量供送:计量速度是影响包装机速度的主要因素之一。
2 包装物品计量供送:这是许多包装机的难点。
速度不足3 主传送系统:摩擦特性也影响包装机的速度。
4 包装执行机构:多数包装机是模拟人手的结果,灵巧有余,速度不足。
扭结式糖果包装机设计说明-34页文档资料
扭结式糖果包装机设计说明-34页文档资料1 绪论1.1 课题研究的背景和意义目前, 国内糖果产品的包装形式有扭结式包装、枕式包装、折益信封式包装。
枕式包装在国际上流行于上个世纪60—70年代, 国内从80年代开始流行至今。
传统扭结式包装是最老的包装形式, 从发明到现在已有近百年历史。
这种包装形式多用于糖果, 它不仅可以通过现代化高速、自动化的包装机来完成, 也可以通过手工操作完成。
最初的扭结包装机结构简单,功能单一,操作复杂,只能完成最基本的扭结动作,而且生产效率低下又极不卫生。
因此曾一度被枕式包装机的出现所取代。
多年以来, 糖果包装一直是以枕式包装独占鳌头,风靡一时。
直到现在枕式包装机也较扭结包装机普及,。
目前大多数糖果、巧克力生产企业均采用枕式包装。
但随着糖果包装行业的迅猛发展,以及各种先进技术的应用,糖果扭结包装这种古老而有年轻的包装形式越来越受到人们的青睐。
糖果扭结包装机的结构和功能不断完善, 使这种受人们欢迎的包装形式沉寂了一段时期后又走上了舞台[1、2]。
目前大部分扭结裹包产品,如糖果、冰棒、雪糕、巧克力等食品包装都已实现了机械化。
但糖果扭结包装机的设计上存在一些问题,其缺陷是限制生产发展的瓶颈。
例如:由于包装速度过快,糖块会严重偏移,使糖块超前运动,碰着运动零部件;理糖装置与出糖装置不协调、不同步,从而容易出现卡包漏包现象;包装材料制动力太小,拉伸时容易出现松弛,包装材料因飘动而跑偏;糖果通道间隙大,包装材料难以紧贴糖果。
所以此次课题对这方面的研究对于优化糖果扭结包装机的结构、提高生产效率、降低生产成本以及减少机器故障等方面有着重要意义[3、4]。
1.2 扭结式糖果包装机研究现状用挠性包装材料裹包产品,将末端伸出的裹包材料扭结封闭的机器称为扭结式裹包机。
其裹包方式由单端和双端扭结。
我国糖果包装六七十年代前主要以手工作业为主,这是由我国当时的特殊国情决定的,对糖果扭结包装机的研究很少。
BZ350-Ⅰ型糖果包装机

第2章 图2.42
(2)理糖传动系统
作用:使待包装糖 块通过整理排列, 依次整齐的传入输 送带,由输送带被 送至裹包工位。 图6.24为理糖部分 的传动系统示意图。
1—理糖电机 2—料斗 3—转盘 4—毛刷 5—导向板 6—糖块输送带 7—带轮
图6.24 理糖部分传动系统示意图
2. 钳糖工序盘装置
1.2 主要技术特征及工艺流程
1. BZ350-Ⅰ型糖果包装机主要技术特征 生产能力:200~300粒/ min(无级调速)。 糖块规格:圆柱形糖(直径×长度)ϕ13mm×32mm。
长方形糖(厚×宽×长)11mm×16mm×27mm。 包装纸规格:衬纸—宽度为30mm的糯米卷筒纸或蜡纸。 外包装纸—宽度为90mm的蜡纸或透明卷筒纸。 主电机:0.75kW,额定转速1410 r/min。 理糖电机:0.35kW,额定转速1350 r/min。 外形尺寸(长×宽×高):1530mm×970mm×1570mm。 整机重量:约700㎏。
图6.27是纸卷架的 结构简图
1—轴 2—衬套 3—套筒 4、5—夹纸盘 6—调节滑轮 7—制动皮带 8—螺钉 9—托架 10—调节螺杆 11—滚动轴承 12—弹簧 13—紧定螺钉 14—油杯
图6.27 卷纸架的结构简图
图6.28是切纸装置 的结构简图,图(b) 是把橡胶辊8拨开时 的位置状态。
2. 工艺流程及循环图
图6.21是BZ350-Ⅰ型糖果包装机外形简图
图6.21 BZ350-Ⅰ型糖果包装机外形简图
1—盘车手轮 2—扭结部件 3—料斗 4—理糖盘装置 5—离合器手柄 6—张紧轮 7—开关 8—调速轮 9—机座 10—机架 11—工序盘 12—薄膜卷 13—内衬薄膜卷 14—供纸装置 15—成品输出装置
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
双端扭结式糖果包装机工作循环图
设计
双端扭结式糖果包装机工作循环图设计班级:学生:学号:www wwww ww 3 设计原始基本参数 1. 包装对象长方体形糖果。
糖果形状规格:长方形,长?宽?高=30?12?10。
2. 包装材料连续糖果包装专用纸。
3. 包裹方式单层双端扭结包裹式。
4. 生产能力要求Qt =120件/分钟。
4 一、原始资料分析:1、加工产品:随着社会经济的发展和人们生活质量的提高,营养、卫生、安全、食用方便和多层次消费已成为现代人对食品的消费要求。
食品离不开包装,包装的好坏直接影响食品的质量、档次、和市场销售。
为了应对市场的需求,糖果生产企业在包装规格上也要迎合消费
者的需求,现在要设计的糖果包装机的加工对象是呈长方形的糖果,糖果的形状规格为:长方形,长×宽×高=30×12×10mm。
2、包装材料:连续糖果包装专用纸张———食品包装应该符合包装容器设计的一般要求。
包装对保护商品的关系极大,因此要根据商品性能来选择不同材料作为包装容器。
包装具有美化与宣传商品、促进商品销售和方便消费者的功能。
因此对于自动机械包装也提出了相应的技术要求。
3、包裹方式:单层双端扭结包裹式———包裹的方式以及包裹的质量也直接影响到消费者的购买情况。
包装应具有一定的韧性和强度,以保证食品的储存安全,因此对糖果的包装要求:科学、安全、卫生、经济、实用、美观,包装纸张无明显损伤,撕裂,褶皱。
4、生产能力:设计理论生产能力为:Qt=120块/分钟。
按照每班8小时工作制,则相应的生产任务为57600块/班。
二、糖果包装工艺的
确定:1、糖果包装机的工作原理:按照生产过程的连续性,自动机械可以分为间歇作用性和连续性作用两大类型。
自动机械执行机构的动作,分为工艺操作和辅助操作两种。
工艺操作包括:加工、装配或计量等动作;辅助操作包括加工对象的传送、安装和自动检验,以及自动机械执行机构的空程等动作。
这些动作的时间,有的可以完全重合或者重合一部分,有的则不能重合。
选用挠性包装材料裹包产品,将末端伸出的裹包材料扭结封闭的机器称为扭结式裹包机。
其裹包方式有单端和双端扭结。
扭结式裹包机按其传动方式分为间歇式和连续式两种。
现在要设计的糖果包装机是间歇作用性双端扭结式裹包机。
间歇双端扭结式糖果包装机主要料斗、理糖部件、送纸部件、折纸部件、工序盘、扭结部件、打糖部件以及传动操作系统等组成。
可完成单层或双层包装材料的双端扭结裹包。
2、确定糖果包装的工艺方案:包装机
工作时主传送机构带动工序盘作间歇转动。
随着工序盘2的转动,分别完成对糖果的四边裹包及双端扭结。
在第1工位,工序盘2停歇时,送糖杆7、接糖杆5将糖果9和包装纸6一起送入工序盘上的一对糖钳手内,并被夹持形成U形状。
然后,活动折纸板4将下部伸出的包装纸(U形的一边)向上折叠。
当工序盘转动到第Ⅱ工位时,固定折纸板10已将上部伸出的包装纸(U形的另一边)向下折叠成筒状。
固定折纸板10沿圆周方向一直延续到第Ⅳ工位。
在第Ⅳ工位,连续回转的两只扭结手 5 夹紧糖果两端的包装纸,并且完成扭结。
在第Ⅵ工位,钳手张开,打糖杆3将已完成裹包的糖果成品打出,裹包过程全部结束。
另外,所包装的糖果的质地也不尽相同,有的比较硬,有的比较软,因此在机械包装过程中应当考虑机械动作有可能造成的机械加工损伤,设计的时候应适应糖果质地特点,尽量减少损伤,保证产品加工质量。
糖果包装
机的工艺分析:根据工艺方案,拟订包装工艺流程包装工艺流程图如图1所示图1 包装工艺流程图图
2 包装扭结工艺路线图 6
三、工作循环时间及各执行机构的运动循环图:(一)糖果包装机运动循环时间为:工作循环公式:Qt=1/Tp=Z 式中:Qt——理论生产率;Tp——工作循环时间;Z ——原理时间循环次数。
:Qt=1/Tp=120块/min得Tp=即糖果包装机正常工作时,每包装一块工作运动循环时间为3秒。
(二)设计绘制各执行机构的运动循环图1、划分和确定各执行机构循环组成区段:、送纸机构运动循环可分成以下两个区段:Tk1-向下送纸运动;Ts1-停歇。
因此,应有TP1= Tk1+Ts1 ;相应分配轴转角Φp1=Φk1+Φs1 、切纸机构运动循环可分成以下三个区段:Tk2-初始位置向切纸位置运动;Td2-返回初始位置;To2-在初始位置停歇。
因此,应
有TP2= Tk2+Td2+To2 ;相应分配轴转角Φp2=Φk2+Φd2+Φo2 、送糖机构运动循环可分成以下四个区段:Tk3-初始位置向糖夹方向推进;Ts3-在糖夹工位停歇;Td3-返回初始位置;To3-在初始位置停歇。
因此,应有TP3= Tk3+Ts3+Td3+To3;相应分配轴转角Φp3=Φk3+Φs3+Φd3+Φo3 、下折纸机构可分成以下两个区段:Tk4-向糖夹方向运动并折纸;Td4-返回初始位置;To4-在初始位置停歇。
因此,应有TP4= Tk4+Td4+To4 相应分配轴转角Φp4=Φk4+Φd4+Φo4 、转位机构可分成以下两个区段:Tk5-转盘转位;Ts5-转位后停歇。
因此,应有TP5= Tk5+Ts5 相应分配轴转角Φp5=Φk5+Φs5 、纽结机械手轴向进退机构可分成以下六个区段:Tk6-向糖夹工位推进;Ts6-在糖夹工位停歇;T'k6-向糖夹工位推进;Td6
-返回初始位置;To6-在初始位置停歇。
因此,应有T'P6= Tk6+Ts6+Tk6+Td6+To6 相应分配轴转角Φp6=Φk6+Φs6+Φ'k6+Φd6+Φo6 、扭结机械手开合机构可分成以下四个区段:Tk7-开启向闭合运动;Ts7-闭合后停歇;Td7-闭合回复到开启;To7-在开启状态停歇。
7。