工艺关键件明细表
3、精装修工程关键工艺工法表
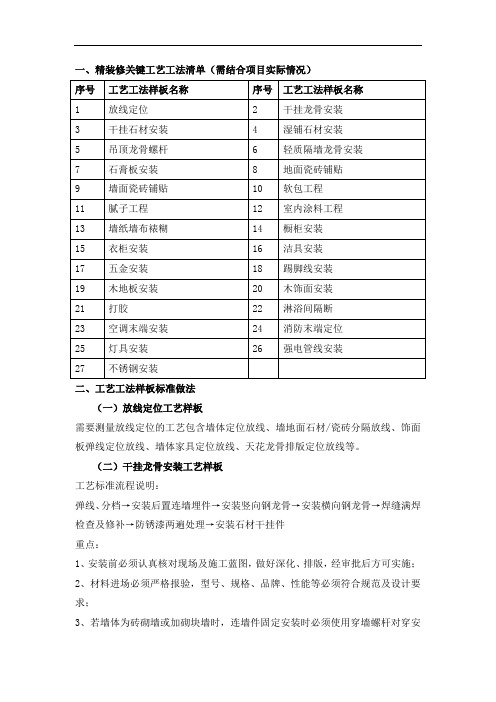
一、精装修关键工艺工法清单(需结合项目实际情况)二、工艺工法样板标准做法(一)放线定位工艺样板需要测量放线定位的工艺包含墙体定位放线、墙地面石材/瓷砖分隔放线、饰面板弹线定位放线、墙体家具定位放线、天花龙骨排版定位放线等。
(二)干挂龙骨安装工艺样板工艺标准流程说明:弹线、分档→安装后置连墙埋件→安装竖向钢龙骨→安装横向钢龙骨→焊缝满焊检查及修补→防锈漆两遍处理→安装石材干挂件重点:1、安装前必须认真核对现场及施工蓝图,做好深化、排版,经审批后方可实施;2、材料进场必须严格报验,型号、规格、品牌、性能等必须符合规范及设计要求;3、若墙体为砖砌墙或加砌块墙时,连墙件固定安装时必须使用穿墙螺杆对穿安装固定;4、钢架型材型号、尺寸必须符合要求,且强度等级不得低于Q235b,所有钢材必须经过热镀锌处理。
不锈钢石材挂件钢号未S202以上、沿海项目需采用S304钢号连接配件;5、钢架安装必须牢固,焊接质量必须符合要求,焊缝须饱满、焊点均匀、打磨平整,观感良好,焊缝必须刷防锈漆,且不低于二道;6、钢架间距符合规范、设计要求,如果基层墙面是轻质墙体,则需在竖向龙骨上增加背穿螺栓,螺栓间距不大于 1.2M(也可采用骨架顶天立地式安装,建议根据现场实际情况选择可行性较高的方案);7、钢骨架安装平整度、垂直度偏差不得大于3mm;8、在墙面有电箱、消防箱等设备部位,钢骨架需做深化及加强处理。
(三)干挂石材安装工艺样板工艺标准流程说明:弹线、分档→安装连墙固定件→竖龙骨安装→横龙骨安装→焊缝处理及修补→石材试拼、排版→安装挂件→石材安装重点:1、安装前必须认真核对现场及施工蓝图,做好深化、排版,经审批后方可实施;2、材料进场必须严格报验,型号、规格、纹路、性能等必须符合规范及设计要求;3、有纹路要求的石材样板必须符合设计图纸要求,石材与天花、地面收口必须满足设计图纸要求;4、石材挂件挂点设置:石材长度在600mm以内,每排挂点不少于2个,大于600mm 以上,每排不少于3个挂点;5、所有进场的石材不得存在色差、缺角、爆边等情况,天然石材不得存在明显色差;6、墙面有预留门洞、设备、检修口等,石材排版必须通过工程部及设计部审批后方可实施。
关键特殊工序控制点明细表

3.涂层性能(附着力、漆膜厚度)
需经岗前培训合格
熟悉工艺流程及作业指导书
需经岗前培训合格
熟悉工艺流程及检验作业指导书
标准比色卡
黏度计
测厚议
铅笔
编制
年 月 日
审核
年 月 日
批准
年 月 日
湖北神河汽车改装有限公司
特殊工序控制点明细表
卷尺
卡尺
样板尺
扁铲
2
油缸支架装配
1.装配前准备
2.装配质量(螺栓拧紧扭矩)
熟悉工艺流程及作业指导书
熟悉工艺流程及作业指导书
扭力扳手
3
U型螺栓装配
1.装配前准备
2.装配质量(螺栓拧紧扭矩)
熟悉工艺流程及作业指导书
熟悉工艺流程及作业指导书
扭力扳手
4
翻转支架焊接
1.焊前准备
2.焊接质量(焊缝尺寸、焊缝外观、焊接强度)
从业资格证
熟悉工艺流程及作业指导书
从业资格证
熟悉工艺流程及作业指导书
同关键工序1
编制
年 月 日Βιβλιοθήκη 审核年 月 日批准
年 月 日
湖北神河汽车改装有限公司
关键工序(艺)和关键控制点明细表
序号
关键工艺
关键控制点
操作人员要求
检验人员要求
检验/控制设备
备注
1
喷漆
1.作业前准备
2.涂层外观
(1)底漆涂层(不允许缺漆漏底,必须干燥无印痕,漆膜厚度≥15μm)
序号
关键工艺
关键控制点
操作人员要求
检验人员要求
各生产工序工艺关键过程和质量控制点检查明细表[1]
![各生产工序工艺关键过程和质量控制点检查明细表[1]](https://img.taocdn.com/s3/m/0e5e39d9988fcc22bcd126fff705cc1755275ffe.png)
各生产工序工艺关键过程和质量控制点检查明细表[1]各生产工序工艺关键过程和质量控制点检查明细表序号关键过程质量控制点/检查内容检查频次检查人员被检查单位1 炼钢吹炼过程①终点成分是否符合规定;②转炉装入量、废钢比;③转炉渣量的控制。
2次/月质量管理部、技术中心相关人员炼钢厂2 脱氧合金化①合金的加入量、氩后成分;②出钢温度。
3 LF精炼①Si-Ca线喂入量;②软吹时间;③精炼后成分。
4 连铸过程①浇钢温度、过热度控制、中包温度;②拉速(温度与拉速控制表);③结晶器水流量、二冷比水量;5 高线加热过程①均热段温度;②开轧温度;③钢坯入炉记录。
炼钢厂(高线)6 轧制过程①轧制程序表;②料形尺寸;③终轧温度;④成品尺寸。
7 控制冷却过程①冷却水水压、流量;②精轧机入口温度;③减定径入口温度;④吐丝温度;⑤风冷线、入口段辊道速度;⑥风冷线出口段辊道速度;⑦盘条表面抽查。
8 H型钢加热过程①均热段温度;②开轧温度。
2次/月质量管理部、技术中心相关人员第二轧钢厂9 轧制过程①轧制程序表;②万能轧机开轧温度、终轧温度;③成品尺寸(红检工)。
10 热锯控制①头尾锯切长度;②取样控制。
11 冷却控制①下冷床温度12 定尺锯切①锯切表面 13 表面检查①表面质量检查 14 配煤过程①入炉煤细度;机焦厂15炼焦加热过程①炉头温度;②看火孔压力;③蓄顶吸力;④焦炉横排温度。
17 炼焦调火过程①直行温度;②K 安、K 均。
18 粗苯洗苯过程①塔后煤气含苯; 19 脱苯过程①贫油含苯;②塔顶温度、塔底温度;③二段贫油冷却温度。
20 焦油脱水过程①脱水温度21 硫铵吸收过程①母液酸度;②包装袋重。
22 烧结过程①配料(准确度、料温、水分);②三点温度。
冶炼厂23炼铁过程①上料;②出铁;③喷煤。
24 煅烧过程①温度;②燃烧比。
2次/月质量管理部、技术中心相关人员建材厂25 碾磨过程①料层厚度;②磨机进出口温度;③选粉机转速;④入料粒度、水分;⑤炉膛温度。
工序质量控制点明细表
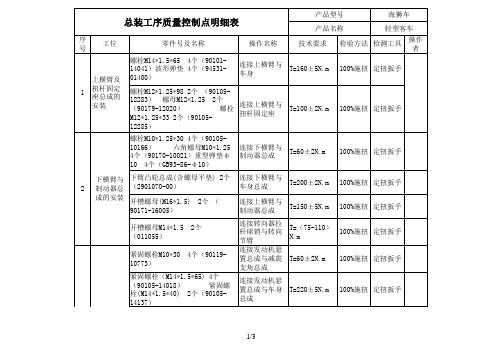
100%施扭 定扭扳手
推力杆紧固螺母M18*1.5 2个
连接推力杆与 元宝梁总成
T=180N.m
100%施扭 定扭扳手
7
车轮的安 螺母M12*1.5 装 01)
20个(2400013-
连接车轮与前 后桥
钢轮T=110N.m 铝轮T=120N.m
100%施扭 定扭扳手
螺栓(带垫M12*1.25*35) 4个 转向器带 (90119-12107)
4个(94531-01400)
高强度螺栓M10*1.0*30 4个
5
传动轴的 安装
(90109-10085E) 弹垫10 4 个(90240-10002) 螺母(六角 法兰面M10*1) 4个 (90179-
连接传动轴与 后桥
T=80±2N.m
10059) 2/3
100%施扭 定扭扳手
总装工序质量控制点明细表
产品型号 产品名称
海狮车 轻型客车
序 号
工位
零件号及名称
操作名称
技术要求
检验方法 检测工具
操作 者
螺栓M12*1.25*50 4个(90101-
6
推力杆总 12170)螺母M12*1.25 4个 成的安装 (90170-12008) 重型弹垫φ12
连接推力杆与 下横臂总成
T=140N.m
4个(GB93-86-φ12)
骑马螺栓 4个(90117-14059) 垫圈14 8个(94622-11400) 波 形弹垫φ14 8个(9453101400)螺母M14*1.25 8个 (90179-14023)
连接后桥与钢 板弹簧
T=160±5N.m
100%施扭 定扭扳手
4
后桥的安 装
生产工艺明细表(1)
工艺文件汇编编制;审核:批准:日期:年月日邯郸市峰峰矿区燕赵橡胶制品有限责任公司工艺文件明细表一、钢丝缠绕胶管工艺文件1、产品基本特征2、生产用主要材料及标准3、热炼工艺4、压出工艺5、压延中胶片6、切割涂塑玻璃丝窗纱7、导钢丝线轴8、钢丝缠绕9、包外胶层10、卷水包布11、硫化12、成品检查与包装二、软心高压钢编胶管工艺文件1.产品基本特征2.生产用原材料3.胶料热炼4.内胶包覆工艺5.压延中胶片6.钢丝合股7.钢丝编织8.包外胶工艺9.缠水包布工艺10.胶管硫化工艺11.胶管脱芯工艺12.成品检查与包装三、硬芯高压钢编胶管工艺文件1、产品基本特征2、生产用主要材料及辅助材料3、工艺流程4、胶料热炼5、挤出内管6、延压中胶7、胶管成型(1)合股施工表(2)套管(3)一层钢丝编织施工表(4)钢丝编织工艺规定(5)两层钢丝编织施工表(6)三层钢丝编织施工表8、包外胶9、缠水包布10、硫化11、成品检验与包装四、喷浆用橡胶软管钢丝编织生产工艺文件1、产品基本特征2、生产用主要材料3、工艺流程图4、胶料热炼5、挤出内管6、压延中外胶7、套管8、钢丝编织9、缠水包布10、硫化11、成品检查与包装一、钢丝缠绕胶管工艺文件企标钢丝缠绕工艺表二、软性高压钢编胶管工艺文件企标硬芯高压钢丝编制工艺I软芯两层编织生产工艺企标软芯高压钢丝编制工艺I软芯编织生产工艺企业钢丝编织压出、包胶工艺三、硬芯高压钢编管工艺文件。
CAPP制作工艺基本件明细表
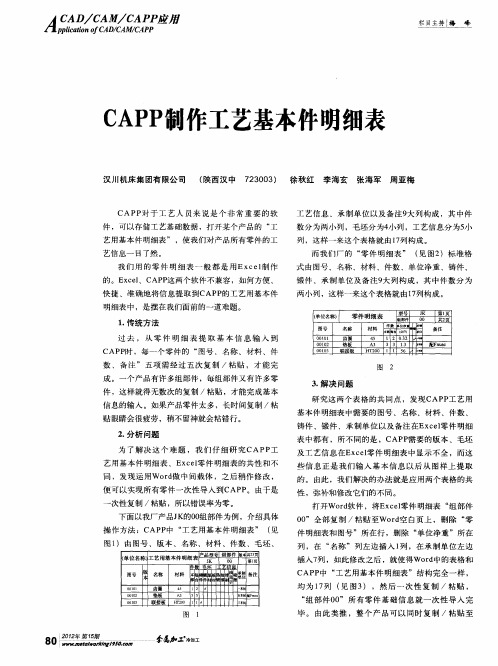
打 圈示 例图
Wo d 白页 ,然 后 按 照 上 面 的 方 法 修 改表 格 ,就 r空
p2(ep it t “n t g ton l \点取打圈的 圆心位 置: p ”)
p 3( o a t a g e t p 2 ( (itn ep lp2 t p lr l(n l l t ) - d s c t t ) p p a tx s e) e ti ) z ) (o c mma d” la e ” t p3 n q e d r p l t)
箭 头和 带 圈的数 字 所 在 的位 置 即 可 ,起 始 编号 和 字 高还 可 设 置 ,制 作打 圈 图的效 率 能提 高 5 0 。 ~1倍
高了工作质量和效率。MW
( 稿 日期 :2 10 1 ) 收 0 2 3 2
MW
( 收稿 日期 :2 10 2 ) 02 3 2
参 冷 磊 加 工
塑
∞1 o 2
齿圈 垫校
A 3
33
一 车 车 mⅡ 间 配F 0
均 为 1 y 见图3 ,然后 一次性 复 制 /粘 贴 , 7I ]( ) “ 部件0 ”所有 零件基础信 息就一 次性导入 完 组 0
毕 。 由此 类 推 ,整 个 产 品 可 以 同 时 复 制 /粘 贴 至
便可以实现 所有零件一次性导 入NC P AP 。由干是
一
次性 复制 / 贴 ,所 以 错误 率 为零 。 粘 下 面以 我厂 产 品J 的 0 组部 件 为例 ,介 绍具 体 K 0
打开Wo d r 软件 ,将E c l x e零件 明细表 “ 组部件 0 ”全部 复制 /粘 贴至Wo d 白页上 ,删除 “ 0 r空 零 件 明细表和 图号”所在行 ,删除 “ 单位净重”所在
装配关键工序明细表新

手刹总成安装
6.
手刹总成安装:采用8.8级M8X30螺栓2
个、螺母2个、弹垫2个,装置于驾驶室 底板之上,对准固定孔,螺母拧力9公斤
拧紧。
手动液压多路 阀安装
7.
手动多路阀安装: 采用8.8级M10X30螺栓 4个、螺母4个、弹垫4个、平垫4个, 装置于驾驶室内座椅平台右侧的面板之 上,对准固定孔,螺母拧力40公斤拧紧
24-27呆扳手、黄油
枪。
关键
重要
一般
传动轴安装
2.
传动轴安装:前后传动轴均共采用10.9
级传动轴专用M12X40X1.25螺栓12个、螺
母12个、弹垫12个,对准固定孔,螺母 拧力70公斤拧紧。
轮胎安装
3.
轮胎安装:四个轮胎均米用专用轮胎螺母 共M16共32个,3T航吊吊起前桥或后桥, 移动轮胎,仔细分辨轮胎齿形(轮胎有旋 向区别),对准轮毂上的固定螺栓,穿出固
12-14、16-18、22-24、
24-27呆扳手。
双联泵20出油 口与10电磁换 向阀连接
2.
双联泵16出油口与电磁换向阀连接:
配备合适的对丝、空心螺栓、组合垫圈、 油管,适中力量拧紧,严禁出现松动、渗 漏、异形弯曲、动态摩擦等不合理现象。
优先阀与转向 器
3.
优先阀与转向器连接:配备合适的对丝、 空心螺栓、组合垫圈、油管,适中力量拧 紧,严禁出现松动、渗漏、异形弯曲、动 态摩擦等不合理现象。
装配关键工序明细表
产品型号
3WYTZ1200-18
零件图号
共页
产品名称
零件名称
第页
总工序名称
及序号
控制工序
名称
工序卡
中工序
工艺文件明细表及辅助材料定额清单
1
15
3XZX2.301.129GZCD
主板单机定额材料清单
3
16
3XZX2.301.129GCD
整机单机定额材料清单
2
17
GY2005.032
外委工艺说明
1
18
19
20
旧底图总号
底图总号
拟制
3XZX2.301.129GMX
审核
复审
日期
签名
标准化
第1页共1页
更改标记
数量
更改图号
签名
借用QYKS-1EGA
6
3XZX2.301.130GGZ
专用工装明细表
1
借用QYKS-1EGA
7
3XZX2.301.130GGJ
工具明细表
2
借用QYKS-1EGA
8
3XZX2.301.130GYQ
仪器明细表
1
借用QYKS-1EGA
9
3XZX2.301.130GGK
工序控制点明细表
1
借用QYKS-1EGA
蓝色
1
支
15
16
17
18
19
20
21
22
23
24
25
26
27
28
29
30
旧底图总号
底图总号
拟制
QYKS-1EGA
金龙卡控水器
辅料定额清单
(千台用量)
审核
复审
日期
签名
等级
标记
第1 页
共1页
标准化
批准
GS1
电 子 工 业
工艺文 件
第 1 册
工艺明细表

物料编号用户名称产品名称B0224000100010内蒙古华润金能板链斗式提升机B0224000100140内蒙古华润金能板链斗式提升机B0224000100170内蒙古华润金能板链斗式提升机B0611000200000内蒙古华润金能板链斗式提升机B0224000100150内蒙古华润金能板链斗式提升机B0224000400020内蒙古华润金能板链斗式提升机B0224000400030内蒙古华润金能板链斗式提升机B0224000100160内蒙古华润金能板链斗式提升机B0224000100030内蒙古华润金能板链斗式提升机B0224000100040内蒙古华润金能板链斗式提升机B0224000100130内蒙古华润金能板链斗式提升机B0128000100000内蒙古华润金能板链斗式提升机B0224000100070内蒙古华润金能板链斗式提升机B0611000200010内蒙古华润金能板链斗式提升机T1502300500805内蒙古华润金能板链斗式提升机B0611000200030内蒙古华润金能板链斗式提升机B0611000200020内蒙古华润金能板链斗式提升机T1215000100809内蒙古华润金能散装机T1306020300808内蒙古华润金能散装机T1306020000808内蒙古华润金能散装机T1306000900806内蒙古华润金能散装机T1306002100806内蒙古华润金能散装机B0318000500020内蒙古华润金能散装机B0318000100040内蒙古华润金能散装机T1215000500809内蒙古华润金能散装机B0318000100090内蒙古华润金能散装机T1305046200810内蒙古华润金能双轴搅拌机B0216000500060内蒙古华润金能双轴搅拌机B0216000500040内蒙古华润金能双轴搅拌机B0216000500050内蒙古华润金能双轴搅拌机T1305028100806内蒙古华润金能双轴搅拌机T1305046100810内蒙古华润金能双轴搅拌机B0216000500020内蒙古华润金能双轴搅拌机B0216000500030内蒙古华润金能双轴搅拌机T1305049300810内蒙古华润金能双轴搅拌机T1305053200810内蒙古华润金能双轴搅拌机T1216000100811内蒙古华润金能双轴搅拌机T1305047500810内蒙古华润金能双轴搅拌机T1305013000806内蒙古华润金能双轴搅拌机T1201100500805内蒙古华润金能单辊碎渣机T1201106900805内蒙古华润金能单辊碎渣机B0206000040020内蒙古华润金能单辊碎渣机B0228000110020内蒙古华润金能斜板锁气器B0228000110010内蒙古华润金能斜板锁气器B0417000100030台湾艾斯敦磨煤机分离器B0417000100010台湾艾斯敦磨煤机分离器B0417000100050台湾艾斯敦磨煤机轴径头部衬板B0219000100010巴西UTEBarcarena电厂电动插板门T1303200100806巴西UTEBarcarena电厂电动插板门B0611000200000巴西UTEBarcarena电厂板链斗式提升机T1502100200805巴西UTEBarcarena电厂板链斗式提升机B0611000200070巴西UTEBarcarena电厂板链斗式提升机T1502100300805巴西UTEBarcarena电厂板链斗式提升机B0128000100000巴西UTEBarcarena电厂板链斗式提升机B0611000200110巴西UTEBarcarena电厂板链斗式提升机B0611000200120巴西UTEBarcarena电厂板链斗式提升机T1502300500805巴西UTEBarcarena电厂板链斗式提升机B0611000200010巴西UTEBarcarena电厂板链斗式提升机B0611000200020巴西UTEBarcarena电厂板链斗式提升机B0611000200210巴西UTEBarcarena电厂板链斗式提升机B0611000200220巴西UTEBarcarena电厂板链斗式提升机B0611000200230巴西UTEBarcarena电厂板链斗式提升机B0611000200140巴西UTEBarcarena电厂板链斗式提升机B0611000200160巴西UTEBarcarena电厂板链斗式提升机B0611000200170巴西UTEBarcarena电厂板链斗式提升机B0611000200180巴西UTEBarcarena电厂板链斗式提升机B0611000200030巴西UTEBarcarena电厂板链斗式提升机B0611000200200巴西UTEBarcarena电厂板链斗式提升机L0221000000100巴西UTEBarcarena电厂MGB410X5型埋刮板输送机B0221000000010巴西UTEBarcarena电厂MGB410X5型埋刮板输送机B0221000000020巴西UTEBarcarena电厂MGB410X5型埋刮板输送机L0221000001000巴西UTEBarcarena电厂MGB410X5型埋刮板输送机L02210000001030巴西UTEBarcarena电厂MGB410X5型埋刮板输送机L0221000001040巴西UTEBarcarena电厂MGB410X5型埋刮板输送机B0221000000040巴西UTEBarcarena电厂MGB410X5型埋刮板输送机L0221000000110巴西UTEBarcarena电厂MGB410X5型埋刮板输送机L0221000000120巴西UTEBarcarena电厂MGB410X5型埋刮板输送机L0221000000130巴西UTEBarcarena电厂MGB410X5型埋刮板输送机L0221000000140巴西UTEBarcarena电厂MGB410X5型埋刮板输送机L0221000000150巴西UTEBarcarena电厂MGB410X5型埋刮板输送机L0221000000160巴西UTEBarcarena电厂MGB410X5型埋刮板输送机B0221000000070巴西UTEBarcarena电厂MGB410X5型埋刮板输送机L0221000000180巴西UTEBarcarena电厂MGB410X5型埋刮板输送机L0221000000190巴西UTEBarcarena电厂MGB410X5型埋刮板输送机L0221000000100巴西UTEBarcarena电厂MGB410X11型埋刮板输送机B0221000000010巴西UTEBarcarena电厂MGB410X11型埋刮板输送机B0221000000110巴西UTEBarcarena电厂MGB410X11型埋刮板输送机B0221000000120巴西UTEBarcarena电厂MGB410X11型埋刮板输送机L0221000001470巴西UTEBarcarena电厂MGB410X11型埋刮板输送机L02210000001030巴西UTEBarcarena电厂MGB410X11型埋刮板输送机L0221000001040巴西UTEBarcarena电厂MGB410X11型埋刮板输送机B0221000000040巴西UTEBarcarena电厂MGB410X11型埋刮板输送机L0221000000110巴西UTEBarcarena电厂MGB410X11型埋刮板输送机L0221000000120巴西UTEBarcarena电厂MGB410X11型埋刮板输送机L0221000000130巴西UTEBarcarena电厂MGB410X11型埋刮板输送机L0221000000140巴西UTEBarcarena电厂MGB410X11型埋刮板输送机L0221000000150巴西UTEBarcarena电厂MGB410X11型埋刮板输送机L0221000000160巴西UTEBarcarena电厂MGB410X11型埋刮板输送机B0221000000070巴西UTEBarcarena电厂MGB410X11型埋刮板输送机L0221000000180巴西UTEBarcarena电厂MGB410X11型埋刮板输送机L0221000000190巴西UTEBarcarena电厂MGB410X11型埋刮板输送机B0203000200150内蒙古华润金能风冷干式输渣机B0203000200170内蒙古华润金能风冷干式输渣机B0203000200200内蒙古华润金能风冷干式输渣机B0203000200210内蒙古华润金能风冷干式输渣机B0203000200260内蒙古华润金能风冷干式输渣机B0203000200270内蒙古华润金能风冷干式输渣机B0203000200280内蒙古华润金能风冷干式输渣机B0203000200370内蒙古华润金能风冷干式输渣机B0203000200380内蒙古华润金能风冷干式输渣机B0203000200440内蒙古华润金能风冷干式输渣机B0203000200450内蒙古华润金能风冷干式输渣机B0203000200460内蒙古华润金能风冷干式输渣机B0203000200570内蒙古华润金能风冷干式输渣机B0203000201340内蒙古华润金能风冷干式输渣机B0203000201420内蒙古华润金能风冷干式输渣机B0203000201430内蒙古华润金能风冷干式输渣机B0203000201530内蒙古华润金能风冷干式输渣机B0203000201620内蒙古华润金能风冷干式输渣机T1200000700805内蒙古华润金能风冷干式输渣机T1200002600805内蒙古华润金能风冷干式输渣机T1200003000805内蒙古华润金能风冷干式输渣机T1200006800805内蒙古华润金能风冷干式输渣机T1200008500805内蒙古华润金能风冷干式输渣机T1200008600805内蒙古华润金能风冷干式输渣机T1200009500805内蒙古华润金能风冷干式输渣机T1200011300805内蒙古华润金能风冷干式输渣机B0613000201000上海阿尔斯通技术服务公司水化器B0613000201020上海阿尔斯通技术服务公司水化器B0802000100010福建华阳电业公司后石电厂空气喷嘴B0802000100020福建华阳电业公司后石电厂空气喷嘴三通管三通管B0612000100000上海阿尔斯通技术服务公司流化底盖B0612000200000上海阿尔斯通技术服务公司连接件组装B0612000200100上海阿尔斯通技术服务公司连接件组装B0612000200200上海阿尔斯通技术服务公司连接件组装零(部)件名称编制备注出料管韩松宝检视门韩松宝链罩韩松宝头罩韩松宝头部机壳韩松宝驱动机构座板韩松宝驱动机构支架韩松宝驱动机构电机罩韩松宝支撑梁韩松宝支架韩松宝标准节韩松宝料斗韩松宝调整节韩松宝尾部机壳韩松宝上检视门韩松宝通用件侧检视门韩松宝检视门韩松宝卸料口韩松宝通用件伸缩管韩松宝通用件料位计组件韩松宝通用件护罩韩松宝通用件上限位开关组韩松宝通用件落料筒韩松宝出风接管韩松宝底座韩松宝通用件导风管韩松宝链罩韩松宝通用件齿轮罩韩松宝螺旋轴A韩松宝螺旋轴B韩松宝冲刷水管韩松宝通用件孔盖韩松宝通用件壳体韩松宝顶盖韩松宝喷淋系统接管韩松宝通用件喷淋系统喷管韩松宝通用件进料口盖韩松宝通用件驱动系统滑座韩松宝通用件驱动系统底座韩松宝通用件壳体韩松宝通用件辊轴韩松宝通用件底座(左)韩松宝外壳韩松宝活门韩松宝磨煤机分离器韩松宝磨煤机分离器韩松宝轴径头部衬板架韩松宝接管韩松宝护管韩松宝通用件头罩韩松宝头部机壳韩松宝通用件调整节Ⅰ韩松宝标准节韩松宝通用件料斗韩松宝调整节Ⅱ韩松宝落渣管韩松宝上检视门韩松宝通用于华润金能尾部机壳韩松宝检视门韩松宝驱动机构座板韩松宝驱动机构支架韩松宝驱动机构罩韩松宝出料管韩松宝左链罩韩松宝立柱韩松宝支撑梁韩松宝侧检视门韩松宝右链罩韩松宝端盖A韩松宝机壳A韩松宝机壳B韩松宝驱动机构座板韩松宝驱动机构支架韩松宝驱动机构罩韩松宝链罩韩松宝端盖B韩松宝出料口韩松宝上盖A韩松宝上盖B韩松宝上盖C韩松宝上盖D韩松宝底架韩松宝进料口韩松宝老鹰铁梁韩松宝端盖A韩松宝借用MGB410X5型机壳A韩松宝借用MGB410X5型机壳B韩松宝机壳C韩松宝驱动机构座板韩松宝驱动机构支架韩松宝借用MGB410X5型驱动机构罩韩松宝借用MGB410X5型链罩韩松宝借用MGB410X5型端盖B韩松宝借用MGB410X5型出料口韩松宝借用MGB410X5型上盖A韩松宝借用MGB410X5型上盖B韩松宝借用MGB410X5型上盖C韩松宝借用MGB410X5型上盖D韩松宝借用MGB410X5型底架韩松宝借用MGB410X5型进料口韩松宝借用MGB410X5型老鹰铁梁韩松宝借用MGB410X5型头部侧板林晓东头部上盖林晓东斜升过渡段前侧板林晓东斜升过渡段后侧板林晓东弧段机壳林晓东弧段上盖A林晓东弧段上盖B林晓东水平过渡段前侧板林晓东水平过渡段后侧板林晓东水平段上盖C林晓东水平段上盖D林晓东水平段上盖E林晓东梯台林晓东壳体林晓东斜升段上盖林晓东斜升过渡段上侧板林晓东下罩体林晓东头部上罩林晓东感应盘林晓东通用件刮板林晓东通用件托板林晓东通用件尾部机壳林晓东通用件前侧板林晓东通用件后侧板林晓东通用件斜升段上侧板林晓东通用件头部上侧板 A林晓东通用件壳体组装林晓东右侧板组装林晓东林晓东林晓东三通管1韩松宝通用工艺过程三通管2韩松宝通用工艺过程流化底盖韩松宝连接件组装韩松宝箱体韩松宝扩散板韩松宝。
专用工艺装备明细表

开口
冲焊
3
机芯弯板按钮孔
ZM-3
冲孔Φ25
冲焊
4
照明综保拔叉
ZM-4
冲外形
冲焊
5
照明综保隔爆
ZM-5
冲孔
冲焊
6
导轨夹件切口
ZM-6
冲切口
冲焊
7
桃型法兰
ZM-7
落料
冲焊
8
角铁切断模
ZM-8
切断
冲焊
9
变压器夹件开U型口
ZM-9
冲U型口
冲焊
10
2.5照明变压器骨架
ZM2305-2
冲侧面支撑板
冲焊
11
防爆电器产品
专用工艺装备明细表
编号:0900
设计审核标准
会签批准
安徽宝龙电器有限公司
2012年3月
安徽宝龙电器有限公司
专用工艺装备明细表
产品型号
ZB-2.5(4.0)/1140(660)M
产品名称
照明综保
序号
零部件图号
零部件名称
机床使用名称编号
钻、压、冲名称
使用部门
1
机芯弯板插口
ZM-1
冲孔
冲焊
2
机芯弯板切口
2.5照明变压器骨架
ZM2305-1
冲侧面板
冲焊
12
2.5照明变压器骨架
ZM2305-3
主板
冲焊
13
4.0照明变压器骨架
ZM2306-1
电焊
14
4.0照明变压器骨架
ZM2306-2
电焊
15
4.0照明变压器骨架
ZM2306-3
电焊
各生产工序工艺关键过程和质量控制点检查明细表[1]
![各生产工序工艺关键过程和质量控制点检查明细表[1]](https://img.taocdn.com/s3/m/6721e7e56294dd88d1d26b05.png)
各生产工序工艺关键过程和质量控制点检查明细表序号关键过程质量控制点/检查内容检查频次检查人员被检查单位1 炼钢吹炼过程①终点成分是否符合规定;②转炉装入量、废钢比;③转炉渣量的控制。
2次/月质量管理部、技术中心相关人员炼钢厂2 脱氧合金化①合金的加入量、氩后成分;②出钢温度。
3 LF精炼①Si-Ca线喂入量;②软吹时间;③精炼后成分。
4 连铸过程①浇钢温度、过热度控制、中包温度;②拉速(温度与拉速控制表);③结晶器水流量、二冷比水量;5 高线加热过程①均热段温度;②开轧温度;③钢坯入炉记录。
炼钢厂(高线)6 轧制过程①轧制程序表;②料形尺寸;③终轧温度;④成品尺寸。
7 控制冷却过程①冷却水水压、流量;②精轧机入口温度;③减定径入口温度;④吐丝温度;⑤风冷线、入口段辊道速度;⑥风冷线出口段辊道速度;⑦盘条表面抽查。
8 H型钢加热过程①均热段温度;②开轧温度。
2次/月质量管理部、 技术中心 相关人员第二轧钢厂9 轧制过程 ①轧制程序表;②万能轧机开轧温度、终轧温度; ③成品尺寸(红检工)。
10 热锯控制 ①头尾锯切长度; ②取样控制。
11 冷却控制 ①下冷床温度 12 定尺锯切 ①锯切表面 13 表面检查 ①表面质量检查 14 配煤过程 ①入炉煤细度; 机焦厂15炼焦加热 过程 ①炉头温度; ②看火孔压力; ③蓄顶吸力; ④焦炉横排温度。
17 炼焦调火 过程 ①直行温度; ②K 安、K 均。
18 粗苯洗苯 过程 ①塔后煤气含苯; 19 脱苯过程 ①贫油含苯;②塔顶温度、塔底温度; ③二段贫油冷却温度。
20 焦油脱水 过程 ①脱水温度21 硫铵吸收 过程 ①母液酸度; ②包装袋重。
22 烧结过程 ①配料(准确度、料温、水分); ②三点温度。
冶炼厂23炼铁过程①上料; ②出铁; ③喷煤。
24 煅烧过程①温度;②燃烧比。
2次/月质量管理部、技术中心相关人员建材厂25 碾磨过程①料层厚度;②磨机进出口温度;③选粉机转速;④入料粒度、水分;⑤炉膛温度。
工艺关键件明细表

JH8-1
重庆力帆汽车有限公司 大理骏马制造厂
第 备 注
页
批准(日期)
第 备 注
页
日 期
JH8-2
重庆力帆汽车有限公司 大理骏马制造厂
序号 零 件 图 号
工艺关键件明细表
零 件 名 称 材 料
产品型号 产品名称 每 台 件 数 关
零(部)件图号 零(部)件名称 键 内 容
文件编号 共 页 第 备 注 页
标记
处数 更改文件号 签
字 日
期
标记
处数
更改文件号
签 字
日 期标记处数来自更改文件号签 字
序号 零 件 图 号
工艺关键件明细表
零 件 名 称 材 料
产品型号 产品名称 每 台 件 数 关
零(部)件图号 零(部)件名称 键 内 容
文件编号 共 页 第 备 注 页
编制(日期) 标记 处数 更改文件号 签字 日期 标记 处数 更改文件号 签字 日期
审核(日期) 会签(日期) 标准化(日期) 批准(日期)