氨厂回收甲醇驰放气分析
甲醇合成工艺中的驰放气回收
统 产 生 了 以下 影 响 :
另外 ,产品的边际贡献 甲醇好 于尿素 。为 了提 高公 司甲
(1)CO转化 率低 ,有效 气损失 大 。由于 甲醇 尾气 水气 醇产量 ,创造更大 的效益 ,对甲醇尾气实施 膜分离提 氢改造 ,
比低 ,造 成 CO 变 换 反 应 不 完 全 ,变 换 气 中 的 CO含 量 由 将尾气 中的 H 进行分离后用于生产 甲醇 ,有实际意义。
0.38% 升 高 到 0.50% 以 上 。 (2)甲烷化 炉温 升大 ,影响 甲烷化催 化剂 使用 寿命 。通
过 同类 型装置 对 比,公 司 1O万 吨合成 氨装置 甲烷化 温升为 31.3 ̄C,接 甲醇驰放 气 的 24万 吨合 成氨 装置 甲烷 化温 升 为 58.4℃ ,温升 过高。
· 140 ·
山 东 化 工 SHANDONG CHEMICAL INDUSTRY
2016年 第 45卷
甲醇 合成 工 艺 中 的驰 放 气 回收
陈 少锋
(陕西 未来 能源化SI2有限公司 ,陕西 榆林 719000)
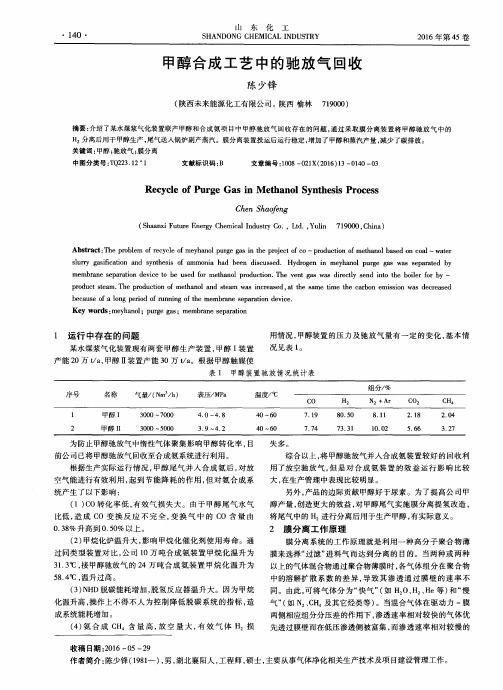
摘要 :介绍了某水煤浆气化装 置联产 甲醇和合 成氨项 目中 甲醇驰 放气 回收存 在 的问题 ,通过采取 膜分离装 置将 甲醇 驰放气 中的
slurry gasification and synthesis of ammonia had been discussed. Hydr0gen in meyhanol purge gas was separated by membrane separation device to be used for methanol production.The vent gas Was directly send into the boiler for by —— product steam .The production of methanol and steam was increased,at the sanle time the ca r bon em ission was decreased because o f a long period of running of the membrane separation device. K ey words:meyhanol;purge gas;membrane separation
甲醇合成工艺中的驰放气回收浅谈
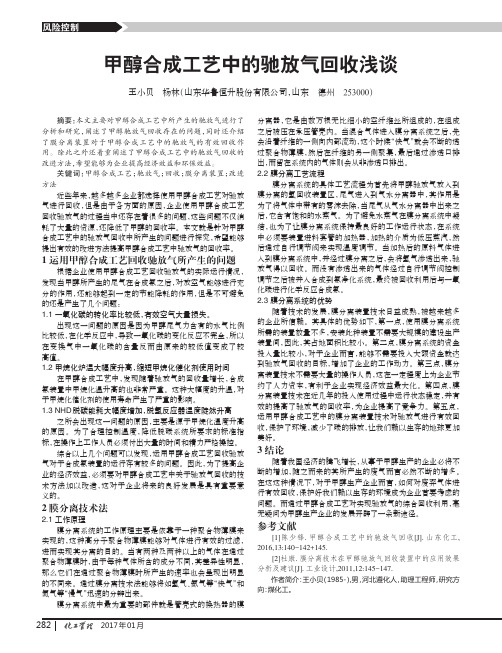
分离器,它是由数万根无比细小的空纤维丝所组成的,在组成 之后被压在承压管壳内。当混合气体进入膜分离系统之后,先 会沿着纤维的一侧向内部流动,这个时候“快气”就会不断的透 过聚合物薄膜,然后在纤维的另一侧聚集,最后通过渗透口排 出,而留在系统内的气体则会从非渗透口排出。 2.2 膜分离工艺流程
膜分离系统的具体工艺流程为首先将甲醇驰放气放入到 膜分离的氢回收装置区,尾气进入到气水分离器中,其作用是 为了将气体中带有的雾沫去除,当尾气从气水分离器中出来之 后,它含有饱和的水蒸气。为了避免水蒸气在膜分离系统中凝 结,也为了让膜分离系统保持最良好的工作运行状态,在系统 中必须要装置进料套管的加热器,加热的介质为低压蒸汽,然 后通过自行调节阀来实现温度调节。当加热后的原料气体进 入到膜分离系统中,并经过膜分离之后,会将氢气渗透出来,驰 放气得以回收。而没有渗透出来的气体经过自行调节阀控制 调节之后被并入合成到氨净化系统,最终被回收利用后与一氧 化碳进行化学反应合成氨。 2.3 膜分离系统的优势
参考文献
[1]陈少锋. 甲醇合成工艺中的驰放气回收[J]. 山东化工, 2016,13:140-142+145.
[2]杜康. 膜分离技术在甲醇驰放气回收装置中的应用效果 分析及建议[J]. 工业设计,2011,12:145-147.
作者简介:王小贝(1985-),男,河北遵化人,助理工程师,研究方 向:煤化工。
膜分离法回收合成氨弛放气探讨

膜分离法回收合成氨弛放气探讨摘要:现代市场经济,经济效益是首要关注的问题,本文就以分析膜分离法回收合成氨的气体的主要设备、设备特点、装置特点及工艺流程,为社会带来更大的经济效益。
关键词:驰放气合成氨膜分离回收氢分析设置本装置的目的,是将氨合成岗位的弛放气经过脱盐水洗涤氨、预热和预放空等处理后,通过普里森膜分离装置分离出含H290%的渗透气送往氢氮气/循环气联合压缩机回收利用,产生的尾气(非渗透气)送加热炉作燃料气。
以下对该装置进行分析。
一、相关工艺流程和设备1.主要工艺流程氢回收的工艺流程可以分为两个基本过程,一是放空气的预处理过程,二是原料气的膜分离过程。
放空气的预处理包括高压水洗、预热及预放空,由合成系统送来的高压弛放气经调节阀减压至11.0MPa进入水洗塔。
由高压水泵送来的软水由塔顶喷淋净化气体。
水洗后的气体(原料气)经预热至40~50℃(高出露点5~10℃),然后送膜分离组进行氢分离回收。
高压水洗的目的是将弛放气中的氨进行回收,同时还要保证水洗后原料气中的氨含量必须低于5ppm才允许进入膜分离器(正常操作条件下,水洗后原料气的氨含量为5ppm)。
为防止原料气中的饱和状态的水凝结,水洗后的原料气必须进行预热处理。
原料气的预放空是膜装置在开车过程中的必要步骤,通过放空阀将原料气放空一段时间,经采样分析确认氨含量低于5ppm及温度达到40—50℃时方可允许原料气进入膜分离器中。
每个膜分离器可被看成外型类似管壳式热交换器,膜分离器壳体由纤维来填充,类似于管束。
原料气从下端侧面进入膜分离器,在壳程与纤维芯侧恒定压差作用下,氢气扩散进入纤维。
在原料气沿膜分离器长度方向流动时,更多的氢气扩散进入纤维,从而在纤维芯侧得到富氢产品称为渗透气;在壳程得到富含惰性气体的物流称为非渗透气。
来自液氨分离器的弛放气,温度11℃、压力14.3MPa,经压力调节阀控制弛放气压力为11MPa后从弛放气洗涤塔下部进入从下向上流动;来自脱盐水总管的脱盐水用阀门控制脱盐水液位再用高压洗氨泵柱塞泵增压后,从洗涤塔上部进入,从上向下流动,与从下向上流动的弛放气体在填料层中逆向接触,弛放气中的气氨被脱盐水洗涤吸收至氨含量≤5ppm从塔顶离开;吸氨后的脱盐水变为浓度15—17%的稀氨水,下降至塔底部,然后经液位调节阀调节液位后去氨蒸馏系统。
甲醇驰放气制合成氨工艺分析
108在甲醇合成阶段,会产生较多的副产物,并且在化工生产阶段,需要技术人员重视对这些惰性气体的释放,从而提高整体化学反应效率。
在甲醇合成阶段,这种驰放气体的成分较为复杂,主要有氢气、水、二氧化碳以及甲烷等气体,技术人员重视对甲醇驰放气的应用,从而提高化学原料的利用效率,为化工企业带来更大的经济效益。
一、合成氨工艺技术方案现阶段甲醇驰放气在使用阶段,能够应用于合成氨项目,实现对驰放气中有效成分的回收利用,并且产出的合成氨产品具有一定的市场前景,在销售过程中,对于化工企业自身发展有着较大的促进作用,提高原材料的利用率。
在合成氨工艺生产中,主要包括三个主要步骤,分别是提氢、压缩与氨合成。
在提氢阶段,其主要目的便是对驰放气中的氢气进行分离,从而达到提出氢气的主要目的。
在提氢过程中,技术人员通常使用变压吸附法。
该技术的应用需要使用一些吸附剂,这些多孔的固态物质能够吸附高沸点的气体,能够对不同沸点的气体进行分离。
在使用阶段,由于驰放气中不同种类气体的沸点不同,在低温环境下,这些驰放气在通过吸附剂时,会发生分离现象,从而实现对氢气的有效分离。
在随后的处理工作中,随着压力的减小与温度的升高,这些吸附剂能够完成再生,在接下来的提氢操作中,能够继续参与化学反应。
至于压缩工序,技术人员需要使用压缩机,从而完成对驰放气的压缩工作。
在不同化工企业生产中,主要存在两种压缩机,分别是离心式压缩机与往复式压缩机。
这两种压缩机在化工生活中有着广泛应用,技术人员根据当前合成氨工艺的需求,选择离心式压缩机作为当前合成氨技术工艺的压缩设备。
与往复式压缩机相比,这种离心式压缩机的应用更为平稳,并且在使用阶段,能够有效压缩处理后的甲醇驰放气,将其作为重要原材料,用以制备氨气。
同时离心式压缩机在使用阶段,整体尺寸较小,即使在使用阶段出现磨损现象,也不需要付出高昂的维修费用。
在压缩机使用阶段,主要依靠汽轮机来驱动,能够便捷完成各项操作。
在氨气合成阶段,技术人员需要为化学反应提供高温高压条件,从而促进化学原料的合成,生产出氨气。
300kt-a合成氨装置弛放气回收系统优化总结

300kt-a合成氨装置弛放气回收系统优化总结300kt/a合成氨装置弛放气回收系统优化总结摘要:随着合成氨工业的快速发展,合成氨装置弛放气回收系统的优化迫在眉睫。
本文通过对某300kt/a合成氨装置弛放气回收系统的研究和总结,从操作参数的优化、设备的改进、节能减排以及运行维护等方面进行讨论,并提出相应的优化建议。
一、引言合成氨装置是现代化肥生产中重要的工艺装置之一,但由于弛放气中含有大量氨气及其他有害物质,若直接排放到大气中将会造成环境污染。
因此,对于弛放气回收系统的优化具有十分重要的意义。
二、操作参数的优化1. 压力控制:合成氨装置弛放气的压力过高或过低都会导致气体的泄漏或系统的断气现象。
因此,在气体压力的控制上,应该根据装置的实际情况合理设定压力范围,并定期检测和调整。
2. 温度控制:合成氨装置弛放气在高温下容易引起气体的挥发,增加氨气的浓度,从而增加了环境污染的风险。
因此,在温度控制方面,应采取降低弛放气温度的措施,如增加冷却设备的使用。
三、设备的改进1. 弛放罐的改进:合成氨装置中的弛放罐是弛放气回收系统的核心设备,其工作状态直接影响着气体的回收效果。
为了提高回收效率,可以通过优化弛放罐的结构、增加吸附剂和改变操作方式等措施来改进。
2. 管道的改进:管道是装置中气体输送的重要通道,若管道泄漏会导致气体的浪费和环境污染。
因此,合成氨装置中的管道应定期检查,发现问题及时修复,避免漏气现象的发生。
四、节能减排1. 废气热能的回收利用:合成氨装置中产生的废气含有丰富的热能,可以通过热交换等技术手段回收利用,减少能源的消耗。
2. 尾气脱硫装置的优化:合成氨装置弛放气回收系统中,尾气脱硫装置是减少气体污染的关键设备。
通过优化尾气脱硫系统的工艺和运行参数,可以降低排放的二氧化硫等有害气体的含量。
五、运行维护1. 定期检查和维护:合成氨装置中的弛放气回收系统需要定期检查设备的运行情况,及时发现和处理可能存在的问题,提高装置的稳定性和可靠性。
甲醇弛放气的有效利用

平 面度 。托 架完成 后 .用天 车 吊入蜂 窝托架 。
2 4 催 化 剂 筐就 位 .
3 存在 问题
催 化剂 筐底 网与筐 体 为分体 式 ,底部立 边交
叉 ,这 样 既能保证 催 化剂 的承装 ,又能保证 筐体
改 造于 2 0 0 9年 4月 2 0日完成并 投 入系 统运 行 。平稳运 行 至 8月 1 日。在 对 铂 网进行 清洗 0 时发 现 主梁有 4处 空 隙 过 大 ,蜂 窝 托 架 有塌 陷 。 经研 究在 空隙过 大处 增加 了 4道 副梁 。重新 投 用
2 4℃ 、水 气 比 1 2的 水 煤 气 经 一 变 炉 、 二 变 1 . 炉 、低 变炉进 行变 换反 应后 ,煤 气 中的 C O含 量
降 到 03 以下 ,再 经 N .% HD脱 硫 、脱 碳 后 进 人
甲烷化器 反应 ,最 终 得 到 C +C 含 量 <1 O O 0× l 的精制 气 ,送 往 氨合成 工序 。气 化来 的水 煤 0 气组分 为 :C 58 ,H 60 % ,C 2 65 % , O4 . % 3.5 O .5 1
CH40 0 % , H2 . 5 , COS 0 o % 。 . 6 S0 8 % . 5
将 其引 入 合 成 氨装 置 净 化 工 序 ,用 于 生 产 合 成 氨 ,大 大提 高 了合 成氨产 能 。
1 气体 成分 1 1 入合 成氨 装 置净化 系统 的 水煤 气 . 由气 化 来 的 压 力 3 8 MP ( 压 ) 温 度 . a 绝 、
第 2期 2 1 年 3月 01
中 氮
肥
NO 2 .
M - ie to e o sFe t ie r g e s S z d Nirg n u ri z rP o r s l
焦炉气制甲醇驰放气合成氨技术
焦炉气制甲醇驰放气合成氨技术本文先介绍焦炉气制甲醇的生产工艺,分析生产过程中产生的气体组成,探究弛放气制氨的可行性,最后提出弛放气制氨的工艺并分析焦炉气制甲醇工艺中的弛放气合成氨工艺的优势,实现了充分利用资源。
标签:焦炉气;弛放气;合成氨以往采用焦炉气制甲醇为富氢反应,生产过程中产生较多合成循环气被以弛放气的形式被防空,与空分系统的生产过程中仅利用氧气生产,导致生产过程中产生的大量纯净氮气仅发挥冷源的作用,降温冷冻水后即被排放,导致资源的大量浪费。
对此研究以氮气、弛放气为原料合成氨的生产技术,达到环保、节能、提高效益的目的。
1 焦炉气制甲醇工艺生产过程中的气体组成见表1。
从表1中焦炉气、转化气以及合成循环气的成分可见,煤气进入甲醇系统后的各反应阶段均属于富氢反应,反应不断进行,惰性成分如氮气、甲烷、氢气等的浓度将逐渐升高而导致反应效率受到影响。
为了解决这一问题,生产过程中常用的方法是合成循环气的一部分作为弛放气放空以降低浓度,常作为锅炉、预热炉的燃料使用或送至回焦爐燃烧,但是这些弛放气的燃烧热值并不高,且弛放气进入焦炉中导致焦炉加热受到影响,因此利用效果并不理想。
空分工段为转化反应提供纯氧,经空气液化、分馏后得到纯氧的同时,也得到了大量纯度极高的氮气,但是处理氮气的过程中多将多数纯净氮气运用于对水冷塔中的冷却水降温,降温后排空,一小部分氮气则是加压后用于氧压机、合成循环机的干气密封。
2 弛放气制氨的可行性从焦炉气制甲醇的工艺中可见,当前焦炉气制甲醇的生产过程中存在大量的资源浪费。
从表1中可见,弛放气是合成循环气的一部分,组成与循环气的气体组成是相同的,进一步分析发现弛放气中的氢气含量在72-75%之间,经变压吸附后即可得到合成氨所需的氢气。
将氮气作为合成氨的原料,空分水冷塔的冷源由冰机代替,因此不对焦炉气制甲醇的工艺造成影响。
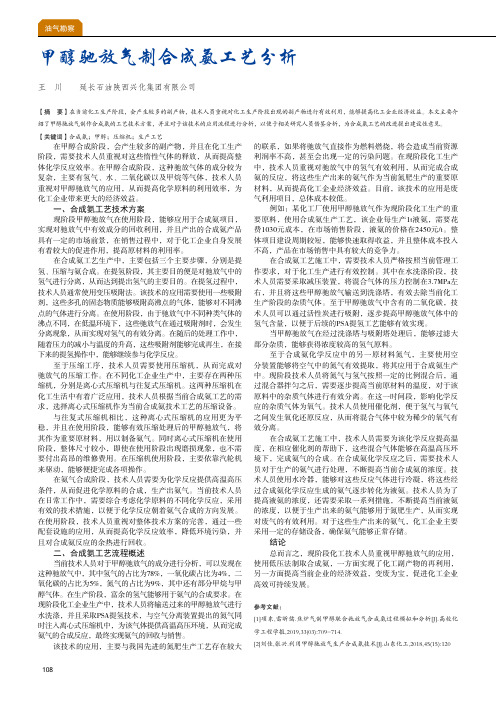
3 弛放气合成氨的工艺设计甲醇弛放气合成氨的工艺流程见图1。
该过程中,甲醇生产后产生的弛放气予以降压,从5.9MPa降压至3.2MPa后,进入变压吸附系统,经吸附、多级压力均衡降低、顺放、逆放、冲洗、多级压力均衡升高以及最终升压等多个步骤最终得到H2原料用于制氨。
膜分离技术回收合成氨弛放气运行总结

透气经压缩重返氨合成系统 , 惰性气体作为尾气
送界 区外供 燃烧 。
2 主 要 设 备
( 1 ) 高压冲洗水泵为往复式高压水泵, 水 泵
的额 定压 力 为 1 6 MP a , 额 定 流量 为 3 . 5 m / h , 功
0 前 言
江 苏灵谷 化工 有限公 司总计 投资 2 5亿元 , 建
成 了 日产 1 3 0 0 t 合成 氨 、 2 2 0 0 t 尿素 的装 置 。该 装 置于 2 0 0 7年 1 2月动 工 , 2 0 0 9年 6月建 成投
3 装 置 特 点
( 1 ) 工艺设 计 合理 , 操 作 简 单稳 定 , 连 续 开工 周期 长 , 加减 负荷 以及 开停 车方便 。 ( 2 ) 预处 理效 果 好 , 氨去 除率 >9 9 %, 对延 长 膜使 用 寿命起 到 了非 常关键 的保 障作 用 。 ( 3 ) 采用 的 中 空 纤 维 膜 具 有 很 好 的 耐 氨 性 能, 耐 氨 的体积 分 数 可达 2 0 0×1 0。 。 。 ; 但 对 入 膜分
和A r 等 的几 十倍 。分 离 时 , 靠 中空 纤 维 膜 内 、 外 两侧 分压差 为推 动力 , 通过渗 透 、 溶解 、 扩散、 解 吸
掉雾 沫夹带 的水 分 。 由于气 体在气 液分 离器 以后
的管路及 膜分 离器 中被 冷 却 降温 易 出现水 雾 , 若
等步 骤来实 现分 离 。在 中空纤 维膜 内侧形 成 富氢
吸收 变成 氨水 , 由塔 底 排 出 。洗 涤 后 的原 料 气 中 氨体 积分数  ̄ <2 0 0×1 0~, 然 后进 入气 液分 离器 除
甲醇驰放气制合成氨项目基本方法及经济效益分析
精心整理唐山佳华5万吨/年甲醇驰放气制合成氨工程项目基本方案及经济效益分析本着“发展循环经济、延伸煤化工产业链、综合利用、变废为宝”的原则,为合理利用甲醇装置副产的驰放气和空分装置副产的高纯氮气,现提出建设“唐山佳华5万吨/年甲醇驰放气制合成氨工程”的简要方案,对项目的可行性进行综合分析。
.■一"I一、氨的主要性质氨,在常温下是无色气体,具有刺激性气味,极易溶于水,氨水中的氨极易挥发,氨水呈弱碱性。
在溶解时放出大量热。
液氨为无色液体,气化时吸收大量的热。
广泛应用于化工、轻工、化肥、制药、合成纤维、塑料、染料、制冷剂等。
二、氨的生产方法1、氰化法2000 °CCaO+3CCa2+CO >CaC+N2CaCN2+C ・CaCN+3H2OCaCO+2NH31905年在德国建成第一套氰化法制氨工业装置,一次大战期间德国、美国主要采用此法制氨,用于制造炸药。
每吨氨要消耗能量190GJ,能量利用率非常低,己逐渐被历史淘汰。
2、直接法0.5N2 + 1.5H2=NH3 AH?298=—46.22kJ?mol-1此法是在高压、高温和有催化剂时,氮气和氢气直接合成氨的一种生产方法。
氢气和氮气合成氨是放热,体积缩小的可逆反应,其反应热不仅与温度有关,还与压力和组成有关。
目前工业上合成氨基本上都用此法。
三、合成氨的产能情况据有关资料统计,世界合成氨产能已超过 1.76亿吨/年,目前合成氨主要生产能力分布在中国、俄罗斯、美国、印度等国,约占世界总产量的一半以上。
近年来合成氨装置大型化是世界合成氨的主流发展趋势,目前世界最大单系列合成氨装置规模已达130万吨/年。
该装置属于FertiNitro公司。
FertiNitro公司是委内瑞拉、美国、.■一"I意大利四个国家的合资企业,该公司还有1套150万吨/年大颗粒尿素装置。
2009年我国合成氨产能为5950万吨。
居世界第一位。
占世界总产量的33.6%, 表观消费量约5324.5万吨,尿素实物产量5544.9万吨,合成氨产品完全满足国内化、■■■肥和工业需要,部分化肥产品如尿素开始向国外出口。
甲醇合成弛放气回收利用

16
000
16 000
5 526
10 473
1 776
3 749
温度 / ℃
40
55
55
55
40
40
压力 / MPa 6. 40 6. 38 6. 35 2. 40 3. 55 0. 02
φ( H2 ) / % 74. 000 74. 000 42. 800 90. 400 99. 900 15. 770
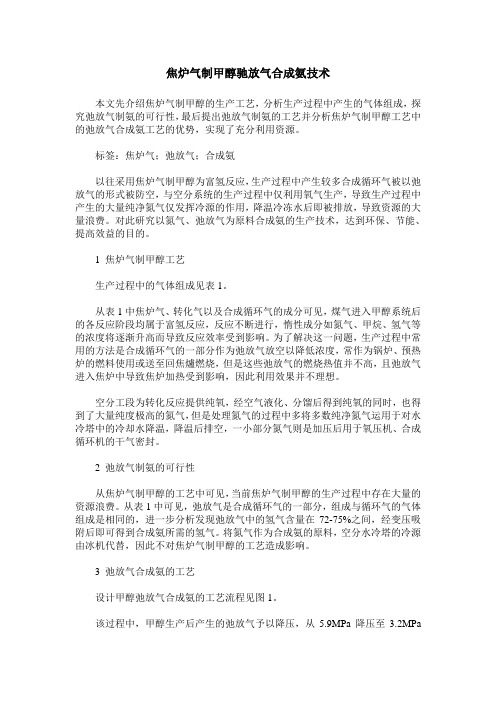
对该合成弛放气的回收ꎬ可选择膜分离、PSA (12 ̄2 ̄6 冲洗流程) 或膜分离 + PSA 的模式ꎬ具体 方案的选择ꎬ主要取决于对 H2 回收率、设备投资 以及运行成本的综合考虑ꎮ
3 H2 回收率对比分析
内蒙古荣信一、二期合成弛放气总体积流量 约为 16 000 m3 / hꎬ压力为 6. 4 MPaꎬ温度为 40 ℃ ꎬ
16
氮肥与合成气 第 47 卷 第 3 期 2019 年 3 月
甲醇合成弛放气回收利用
徐广才 ( 内蒙古荣信化工有限公司ꎬ内蒙古鄂尔多斯 014300)
摘 要: 庄信万丰甲醇合成弛放气中含有体积分数约为 70% 的 H2 ꎬ具有很高的回收价值ꎮ 弛放气回收 H2
的主要方法有膜分离和变压吸附ꎬ通过对 H2 回收率、设备投资以及运行成本综合考虑ꎬ确定采用膜分离 + 变压 吸附的方案ꎬ其中膜分离回收的富 H2 送合成系统回收利用ꎬ变压吸附回收的高纯 H2 送乙二醇装置回收利用ꎮ
甲醇合成弛放气压力为 6. 4 MPaꎬ如选择膜 分离方案ꎬ弛放气可不减压直接进入膜分离系统ꎬ 回收的富 H2 压力为 2. 4 MPaꎬ通过压缩机加压至 5. 3 MPa 送合成装置回收利用ꎮ
PSA 的操作压力为 1. 0 ~ 4. 0 MPaꎬ弛放气进 入装置之前需先降压ꎬ吸附后产品气若送入合成 系统还需要再加压ꎬ动力损失太大ꎮ 内蒙古荣信 二期项目还有一套年产 40 万 t 乙二醇装置ꎬ原料 H2 的压力为 3. 3 MPaꎬ如采用 PSAꎬ产品气可送乙 二醇装置使用ꎮ
甲醇弛放气的回收

甲 醇 水 洗 气 去 低 变 炉
图 1 原设 计 弛放 气回 收流程
昙 渔 、 廿 T怖 2 27 8 1 1 4甲 水 塔 运 8 2-8 田 击 01 0, 1 - 1 羽 廿 . 0 年 月 日6 0 醇 洗 投 , 2运 情 0 况 行 :
3 2 操 作 注意事项 . 甲醇车 间控制好 甲醇系统 压力 ,确保 弛放气
压 力 ( C 5 .0 )高 于入 气 化 炉 天然 气 总 管压 P 1137
力 ( C 5 — 7 。如 果 弛放 气压 力 低 于天 然气 P 1 13 B) 0
根据弛放气的压力、气体成分等 ,结合我公
司 的生 产 流 程 特 点 ,与 相 关 人 员讨 论 后 一 致 认
不增 加投资 的情况下对 甲醇 弛放气加 以 回收利 用 。 2 原设 计 弛放 气 回收 流程 及运 行情 况
2 1 回收 流程 .
汽轮机动力有 限公司的凝汽冲动式汽轮机 。20 07 年3 1 月 6日,低压 甲醇 合成装 置投入试 运行 , 20 0 7年 7月 1 2日进 行装 置 满 负荷 连 续考 核 , 甲
醇合 成 系统运 行 正常 ,产 量达 到设 计要 求 ,节 能 效果 显 著 ,但 弛 放 气 量 较 大 ,天 然 气 耗 量 较 高
( 甲醇 耗天然 气 10 1 7 I) 吨 5 ~10 1I 。 T
改 造完 善 甲醇 水洗 系统 。 甲醇 弛放 气经 甲醇 水 洗塔 除 去残余 甲醇后 ,配 入低 变 炉入 口 ,进入 低 变 系 统 参 与 反 应 , 回收 甲 醇 弛 放 气 中 的 H 、
第 3期
21 0 0年 5 月
合成放空气及氨罐弛放气回收总结

膜 分离 器
4组 。
4 . 2 变 压 吸 附
吸 附塔
6台 ;
均压缓冲罐 产品气缓冲罐 顺放气缓冲罐
1 台; 1台; 1 台;
采用了设计单位开发生产的专用分子筛吸附
剂 ,在 吸附容 量 、强度 、堆 比重 等性 能 指标上 与 同类 型 的其 他 国产 及进 口吸附剂 相 比 ,具 有 明显 优势。 ( 4 )控 制技 术
氨 装置 1套 ,产 能 为 2 0 0 k t / a 。在 合 成 氨 生 产
2 0 0 8年初 ,公 司经 过考察 论证 ,决 定新 建 1
套变压吸附提氢装置来回收燃料气中的氢气 ,即
采用 二级 膜分 离 串 联变 压 吸 附 的气 体 回收 流 程 :
中,合成放空气 [ H : 含量 ( 体积分数 ,下 同) 约为 5 8 % ]及氨罐弛放气 ( H : 含量约为 6 0 %) 直接排放到大气 ,既造成浪费又污染环境 ,多数 厂家采取不 同的工艺方 法对这部分气体 进行 回 收。以下对我公司合成放空气及氨罐弛放气 的回
收情况 作一 介绍 。
1 回收工 艺流程
合成系统放空气经过二级膜分离后 ,渗透气作为 双氧水生产的原料气 ,二级尾气返 回合成氨压缩 系统 ; 一级尾气与洗氨后 的氨罐弛放气绝大部分 送往变压吸附装置提氢 ,提取的氢气返 回合成氨 系统 ,少 部分作 为燃 料气 使用 。
2 工艺 特点
2 . 1 膜分 离
2 0 0 8 年以前 ,洗 氨后 的氨罐弛放气 主要送 往低压膜分离装置提氢 ,提取的氢气返 回合成氨 系统压缩工序。后来 由于洗氨后 的氨罐弛放气不 能满足低 压提氢膜 的净 化度要求 ( 主要 是氨含 量和水含量较 高) ,低压 膜提氢装置被迫停 运 , 氨罐弛放气经洗氨后送往公司燃料气系统。合成 系统放空气经过第一级膜分离器后 ,渗透气去二 级膜分离器 , 一级膜分离后的尾气也是送往公 司 燃料气系统;二级渗 透气 ( 高纯度氢气 )送往 双氧水工序作为双氧水生产原料 ,二级膜分离后 的尾气返 回氢氮压缩机三段进 口作为合成氨原料 气使用。后来随着公司合成氨生产规模的不断扩 大 ,氨罐弛放气气量逐渐增大 ,目前约为 1 6 0 0 I 1 3 / h 。而随着双 氧水生产 规模 的扩大 ,要求一 级膜 分离 的生 产负 荷必 须加 大 ,导致 一级膜 分离 尾气出 口阀门开度过大 ,出现了一级尾气 H : 含 量跑高的现象 ( 最高时曾经达到 4 0 %以上) ;同 时燃料气系统的压力也上升较多 ,尽管后来粉煤
合成氨生产中的废气的回收利用

合成氨生产中的废气的回收利用作者:孟盘继来源:《中国化工贸易》2013年第11期摘要:合成氨生产中会产生很多的气体元素,由于生产企业自身技术以及相应经济条件的限制,对于合成氨中产生的气体利用效率很低,大部分气体都作为废气排放到大气中,造成很大的资源浪费。
随着我国科学发展观的进一步落实,合成氨生产中的废气利用问题日益受到人们的广泛关注,合成氨过程中产生的废气回收利用技术也得到进一步提高。
本文主要通过对合成气体中的回收利用技术进行简要分析,针对性的提出改进措施,为日后的合成氨废气利用提出参考性意见。
关键词:合成氨废气甲醇氨气一、合成氨气体中的一氧化碳回收利用方案一氧化碳是合成氨生产过程中,产生的比较多的一种气体,如果对该气体不进行有效的回收利用,不仅会影响合成氨整个生产环境的安全性与稳定性,如果排放到大气中还会造成大气污染,违背我国落实科学发展观的要求,因此必须对合成氨气体中产生的一氧化碳进行有效的利用回收。
甲醇是化工生产中比较常见的重要原料,比如在化肥厂的生产设备中加入合成氨的生产设备,也就是所谓的联醇生产,联醇生产工艺能够同时进行氨气以及甲醇的合成,能够有效的降低生产成本,是比较有效的一氧化碳回收利用方式。
联醇方法就是充分利用合成氨过程中产生的一氧化碳废气来生产甲醇,虽然一氧化碳的回收利用对于氨的产量没有明显的作用,但是通过变相的利用却能够为企业带来可观的经济效益。
从化学角度分析,一氧化碳生产甲醇的主要反应就是通过一氧化碳与氢气发生化学反应生成甲醇。
并且根据其他相关反应来看,利用一氧化碳生产甲醇的反应,还可以进一步提高氨的生产效率。
根据相关数据表明,没生产一吨的合成氨需要气体转换大约四千立方米,如果企业每年生产六万吨合成氨,利用联醇方法进行生产就能够生产甲醇六千多吨,合成氨四万五千吨,直接经济创收达五百余万元。
利用联醇方法来生产甲醇,势必要增加电机来辅助运转,就这会造成整个生产过程对电能消耗量增多,但是合成氨利用压缩气体设备量将会减少,合成循环机压缩气体量也将随着减少,这就节省了相应的压缩功能,从而与甲醇生产所多消耗的电能相抵消,所以实际上联醇方法也不会造成多余电能的消耗,因此从整体上来说,利用联醇方法生产甲醇,能够对合成氨过程中产生的主要废气,也就是一氧化碳能够充分的回收利用,这既节约了资源又提高了经济效益。
甲醇合成弛放气的回收利用

弛放气 进 行 回收 利 用 。该 方 案 的 主要 任 务 是 将 甲 醇 装置 超过 设计 负荷 的弛 放 气 进 行 减压 , 使 之 具 备 并 入燃 料气 管 网的条 件 ቤተ መጻሕፍቲ ባይዱ
3 . 1 技 术 工 艺路 线 及 技 术 难 点 、 创 新 点
( 1 ) 技术 工艺 路线 甲醇装 置 弛放气 在进 入 水 洗 塔 T 6 0 1之 前 加 三
化剂 的使用 , 甲醇装 置 到催 化剂 使 用 末 期 时需 要 继 续加 大弛放 气量 来 保证 合 成 系统 的稳 定 , 以后 放 空 的弛 放气 量会 大于 2 0 0 0 N m / h 。 弛放 气 组 分 为 : H2 : 7 7 . 3 8 %、 C O: 4 . 8 8 %、 C O 2 :
气体 是非 常可 观 的 , 而 其 氢 回收单 元 的处 理 能力 不
够, 这就造 成 了资 源 的浪 费 。通 过 对 氢 回收单 元 的 技术 改造 , 实 现 了这 部 分 有 效 气 的 回 收 , 既 减 少 了
排放 , 节 约 了能源 又增 加 了效 益 。 1 弛放 气 回收利 用的 意义和 必 要性
氢 回收单元设 计 处 理量 为 2 2 3 3 2 N m / h , 目前 甲醇 装 置 的弛放气 量 已经达 到 2 5 0 0 0 N m / h , 膜 分 离 和
多余弛放气 回收工艺流程见 图 1 , 其 中云线部
分 是需 要技 改增加 的项 目。 ( 2 ) 技术 难点
C O , : 1 . 3 %、 C H4 : 8 . 6 2 %、 N 2 : 7 . 6 4 %、 A r : 0 . 1 8 %。计
算热值为 : 2 8 7 8 k c a l / N m , 将 该 弛 放气 回 收后 做 为
合成氨连续弛放气排放流程模拟及弛放气氨回收工艺分析

L I Ya n
( C h i n a Wu h u a n E n g i n e e r i n g C o m p a n y L t d . ,Wu h a n H u b e i 4 3 0 2 2 3 C h i n a )
中图分类号 : T Q1 1 3 . 2
文献标识码 : A
文章编号 : 1 0 0 4— 8 9 0 1 ( 2 0 1 3 ) 0 3— 0 0 2 4— 0 4
Ve nt i ng Pr o c e s s An a l o g f o r Con t i nuo us l y Re l e as i ng Ga s f r o m Sy n t h e t i c Amm o n i a an d
Abs t r a c t : Au t h o r h a s i n t r o d u c e d t h e 3 k i n d s o f p r o c e s s e s f o r c o n t i n u o u s l y d i s c h a r g i n g r e l e a s e g a s f r o m s y n t h e t i c a mmo n i a p l a n t a n d na a l o g s c h e me o f
方面 , 氨用 于 制 造 化 肥 ; 在化学纤维 、 塑料工业 中, 则 以氨 、 硝 酸和 尿素 作 为 氮元 素 的来 源 生 产 已 内酰 胺、 尼龙 一 6 、 丙烯 腈 等 单 体 和脲 醛 树 脂 等 产 品 。氨 在常温常压 下是无色气 体 , 具 有 特 殊 的 刺 激 性 臭
甲醇生产中驰放气的综合利用
合成 系统所 产生 的 甲醇驰放 气 压力 为 6 . 5 M P a 、
温 度4 0  ̄ C、 流量为1 8 0 0 0 N m / h , 由 于 驰 放 气 具 有
6 . 5 M P a 的压力 , 故不考虑进行加压 。具体工艺流程 为: 原 合成 系统 的 甲醇 驰放 气 , 首先 在小 合成 系统 的 气气换热器的壳程与小合成塔出口的出塔气进行换
u s e ,t o a c h i e v e ma x i mu m p r o d u c t i o n e ic f i e n c y . Ke y wo r d s : p u r g e g a s ; e x t r a c t h y d r o g e n; s y n he t t i c a mmo n i a
流、 多汇 报 , 争 取 他 们 的理 解 和 支 持 。其 次 , 新《 锅
运 转带来 困难 。其 次 , 在 原 材料 、 外 协件 入厂验 收 方
规》 的贯彻 执 行 , 对 产 品监 检 单 位 同样 提 出新 的要 求, 对新《 锅规》 首先要吃准 、 吃 透 才 能履 行 好 其 监
。
氢气和氮气可合成氨。反应如下 :
3 H2 + N 2 N H 3 +Q
( 下转第 1 7 2页)
・
1 7 2 ・
山 东 化 工 S HA N D 0 N G C H E M I C A L I N D U S T R Y
2 0 1 3年第 4 2卷
些企业 存在 的主要 问题 是 : 由于技术 人 员缺乏 , 质 保 责任师 不稳定 , 经 常有 空位 的情 况 , 给质 保体 系正 常
汽包系统进行热量 回收, 产生的低压蒸气送人低压 蒸汽 管 网。
甲醇弛放气的回收利用

甲醇弛放气的回收利用
崔增涛;袁红玲;樊安静;顾朝晖
【期刊名称】《中氮肥》
【年(卷),期】2013(000)004
【摘要】我公司二分公司("18·30"工程)经过近几年技术改造以及工艺设备升级,已具备年产合成氨260 kt、甲醇80 kt和颗粒尿素430 kt的生产能力.二分公司原来直接将粗甲醇弛放气(粗甲醇贮罐中减压闪蒸出来的气体,其主要成分为甲醇、氢气、氮气、一氧化碳、甲烷、氩等)送回合成氨系统作为生产原料进行回收利用,但因弛放气中含有一定量的甲醇,给合成氨生产带来一定的影响.后改为先将粗甲醇弛放气中的甲醇回收后再送回合成氨系统,使问题得到解决,并产生了一定的经济效益.
【总页数】2页(P27-28)
【作者】崔增涛;袁红玲;樊安静;顾朝晖
【作者单位】河南心连心化肥有限公司,河南新乡453731;河南心连心化肥有限公司,河南新乡453731;河南心连心化肥有限公司,河南新乡453731;河南心连心化肥有限公司,河南新乡453731
【正文语种】中文
【中图分类】X781.4
【相关文献】
1.甲醇合成回路弛放气经POX制H2和CO以增产甲醇的工艺 [J], 郑弦;吴高杰
2.甲醇合成弛放气的回收利用 [J], 毛成龙;
3.焦炉煤气甲醇弛放气综合利用的有效途径——韩城黑猫焦炉气甲醇弛放气综合利用项目介绍 [J], 朱炳利;高守东;王万和
4.甲醇合成弛放气回收利用 [J], 徐广才
5.甲醇合成弛放气回收利用 [J], 徐广才;
因版权原因,仅展示原文概要,查看原文内容请购买。
甲醇驰放气制合成氨危险和有害因素浅析

甲醇驰放气制合成氨危险和有害因素浅析作者:余红来源:《中国化工贸易·下旬刊》2019年第06期摘要:本文介绍了利用甲醇合成驰放气生产合成氨危险和有害因素。
关键词:甲醇;驰放气;合成氨甲醇驰放气制合成氨生产过程中涉及的危险化学品有:甲醇弛放气(主要成分为:H2:63.93%、N2:23.00%、CO2:4.50%,其他为:一氧化碳、甲烷、甲醇等)、氮气、空气,产品为液氨。
1 原料气提纯工序的危险、有害因素辨识原料气提纯工序包括甲醇弛放气提氢与氮气精制。
变压吸附制氢主要由吸附器、解吸气缓冲罐、解吸气混合罐等设施组成,氮气精制主要由脱氧器、水分离器、干燥器、冷却器等组成。
该过程主要危险、有害因素分析如下:1.1 火灾、爆炸①氢气等为燃爆性气体,在生产装置中存在火灾爆炸危险,在高压情况下,其爆炸范围加宽,自燃点降低,从而增加了危险性;②吸附器等高压设备装设的压力表和安全阀未按规定检测,易因突然超压等原因造成爆炸事故;③易燃气体易泄漏积聚的场所没有安装可燃气体检测报警装置,泄漏不能及时发现,达到爆炸极限时,遇明火、静电火花会发生火灾爆炸事故;④系统开工阶段未进行系统气密性实验,设备及管道、阀门故障等原因造成泄漏,引起燃烧爆炸事故;⑤在进行停车作业检修过程中,设备、管道、阀门等置换不干净;对处于压力下的设备进行检修等原因均可导致火灾、爆炸事故。
1.2 中毒①变压吸附制氢过程的原料甲醇弛放气及解吸气中含有一氧化碳有毒有害气体,一旦泄漏易引发中毒事故;②有毒气泄漏的危险作业场所通风不良,未装设机械排风装置和高浓度报警器,CO有毒有害气体浓度超标,会引发人员中毒窒息;③设备的检修动火时因置换不彻底,设备及管道、阀门故障等原因造成系统中甲醇弛放气及解吸气泄漏引发人员中毒事故。
2 压缩工序的危险、有害因素辨识压缩工序主要由氮气压缩机、氢氮气压缩机和循环气压缩机等组成,主要危险、有害因素分析如下:2.1 火灾、爆炸①形成爆炸性混合物:由于设备老化,维修不及时,气体通过压缩机缸体连接处、吸排气阀门处、轴封处、法兰连接处等密封点,与空气形成爆炸性混合物,与火源发生火灾、爆炸;②压缩机前的设备发生故障或停电、误操作等事故,而压缩机未能及时停机,使压缩机入口产生抽负压,较轻时将管线抽瘪,严重时导致空气从不严密处进入设备系统内部,形成爆炸性气体混合物;③气体压缩后温度会升高,如果设备循环冷却水水质差,冷却效果不好,会使设备温度升高。
低压甲醇弛放气醇回收改造总结
低压甲醇弛放气醇回收改造总结刘付云;张波【摘要】根据甲醇弛放气量过高的问题,新上了弛放气回收装置,实施后,CODcr含量降低,取得了较好的效果。
【期刊名称】《河南化工》【年(卷),期】2012(000)019【总页数】2页(P51-52)【关键词】甲醇弛放气;回收【作者】刘付云;张波【作者单位】河南心连心化肥有限公司,河南新乡473000;新乡经济开发区管委会,河南新乡473000【正文语种】中文【中图分类】TQ441.410 前言河南心连心化肥有限公司一分厂规模为年产18万t合成氨30万t尿素,联产甲醇。
低压甲醇弛放气醇含量超标引起公司重视,并实施改造。
1 问题的提出及技改措施在甲醇生产中,短时储存于中间储槽的甲醇溶液会因液体的减压而解析出部分气体,称为甲醇储槽弛放气。
该弛放气量及组分受原料气组分及生产参数影响,差别较大。
据检测,每生产1 t粗醇大约会产生25 m3(标态)弛放气。
一分厂粗醇储槽弛放气原来回收进氮氢压缩机一段进口,由于含有少量甲醇,随弛放气一起进入氢氮压缩机,通过压缩机段间油水分离器排出系统,不仅浪费了资源,而且造成排水中含有CH3OH等有机物,使得CODCr值居高不下。
一分厂低压甲醇弛放气中的醇含量在20000 mg/m3,为雾状液醇及气态醇,为了有效回收甲醇储槽弛放气中的甲醇,从根本上解决压缩排出的含醇废水CODCr含量居高不下的问题。
2012年3月份投用了一套甲醇弛放气洗涤回收装置,对弛放气进行进一步洗涤。
2 工艺流程及主要设备工艺流程优点:逐级提浓,节省脱盐水,降低精醇制造费用;低压甲醇加药泵出口配管至洗涤塔,可以节省一台醇洗泵;吸收方式为鼓泡吸收加微滤。
2.1 工艺流程图1 弛放气回收工艺流程工艺流程示意图如图1所示。
甲醇储槽弛放气经气液分离后,气体送入甲醇弛放气洗涤回收塔底部,在自下而上上升过程中,被来自回收塔顶部的脱盐水洗涤,气相中甲醇被洗涤进入液相,净醇后的气体自塔顶去氢氮压缩机一段入口,回收塔底部得到约60%的甲醇回收液送精醇工段,气体出口醇含量≤1 400 mg/m3。