气门摇臂轴支座加工工艺说明书
气门摇臂轴支座加工工艺及其夹具设计说明书
目录第一章前言 (3)1.1设计的意义及内容 (3)1.2零件的作用 (4)1.3机械制造工艺技术相关知识 (4)1.4机床夹具设计基础知识 (5)第二章气门摇臂轴支座的机械加工工艺规程设计 (8)2.1.零件的工艺分析及生产类型的确定 (8)2.1.1零件的作用 (8)2.1.2 零件的工艺分析 (8)2.1.3 确定零件的生产类型 (9)2.2 选择毛坯种类,绘制毛坯图 (10)2.2.1 选择毛坯种类 (10)2.2.2确定毛坯尺寸及机械加工总余量 (11)2.2.3 设计毛坯图 (12)2.2.4 绘制毛坯图 (13)2.3 选择加工方法,制定工艺路线 (13)2.3.1 定位基准的选择 (13)2.3.2 零件的表面加工方法的选择 (14)2.3.3加工阶段的划分 (15)2.3.4工序的集中与分散 (16)2.3.5工序顺序的安排 (16)2.3.6 确定工艺路线 (16)2.3.7 加工设备及工艺装备选择 (19)2.3.8工序间加工余量的确定 (20)第三章切削用量以及基本时间定额的确定 (23)3.1 铣36mm下端面 (23)φ通孔 (25)3.2 钻11mmφ上端面 (26)3.3 粗铣22mmφ前后端面 (27)3.4 粗铣-半精铣28mmφ前后端面 (29)3.5 粗铣26mmφ通孔 (30)3.6 钻18mmφ通孔 (33)3.7 钻16mmφ通孔 (35)3.8 钻3mm第四章气门摇臂轴支座零件专用夹具的设计 (37)φ通孔 (37)4.1钻11mm4.1.1确定定位方案,选择定位元件 (37)4.1.2 确定导向装置 (38)4.1.3 确定夹紧机构 (39)φ后端面 (39)4.2铣28mm4.2.1确定定位方案,选择定位元件 (39)4.2.2 确定夹紧机构 (41)4.2.3确定导向装置 (42)第五章结论 (44)参考文献 (45)致谢 (46)附录 (47)第一章前言1.1设计的意义及内容本次设计是在我们学完大学的全部基础课程,技术基础课程和专业课程之后进行一次考核。
机械工艺夹具毕业设计171气门式摇臂轴支座加工工艺过程 说明书

课程设计说明书气门摇臂轴支座机械加工工艺规程及工艺装备设计序言机械制造工艺学课程设计是在学完机械制造工艺学(含机床夹具设计)和大部分专业课,并进行过金工实习。
为了巩固所学知识和毕业设计,对所学各课程的进行一次深入的综合性的总复习,我们进行了本次课程设计。
通过这次课程设计使我们能综合运用机械制造工艺学的基本理论,并结合生产实习中学到的实践知识,独立地分析和解决工艺问题,初步具备了设计一个气门式摇臂轴支座的工艺规程的能力和运用夹具设计的基本原理和方法,拟订夹具设计方案,完成夹具结构设计的能力,也是熟悉和运用有关手册、图表等技术资料及编写技术文件等基本技能的一次实践机会,为今后的毕业设计未来将从事的工作进行一次适应性训练。
由于能力所限,设计尚有许多不足之处,恳请各位老师给予批评指正。
一、零件的分析(一)零件的作用题目所给的零件是1105柴油机中摇臂座结合部的气门摇臂轴支座。
其中Φ18+0.0270mm(Φ18IT8)孔装摇臂轴,轴上两端各装一进、排气门摇臂。
另一Φ16+0.110mm(Φ16IT11)孔内装一减压轴,用于减低汽缸内压力,便于起动柴油机。
两孔间距为56±0.05mm可保证减压轴在摇臂上打开气门,实现减压。
该零件通过Φ11mm孔用M10螺杆与汽缸盖相连。
该零件可以先铸为一体,再进行各种加工工艺来满足各项要求。
(二)零件的工艺分析零件的材料为HT200,灰铸铁生产工艺简单,铸造性能优良,但塑性较差、脆性高,不适合磨削,为此以下是气门式摇臂轴支座需要加工表面以及与加各工表面之间的位置要求:1、Φ11mm孔内圆周面、Φ18+0.0270mm和Φ16+0.11mm孔内圆周面及其倒角。
2、Φ28、Φ26两圆的前后端面,支座上端面及支座下底端面。
3、Φ18+0.027mm孔中心线与支座下端面平行度误差为0.05Φ16+0.11mm孔中心线与支座下端面平行度误差为0.05Φ28孔的前后两端面与Φ18+0.027mm孔中心线圆跳度误差为0.1 由上面分析可知,可以粗加工气门摇臂轴支座下端面,然后以此作为基准采用专用夹具进行加工,并且保证位置精度要求。
气门摇杆轴支座机械加工工艺规程设计
一、零件的分析(一)零件的作用题目给出的零件气门摇杆轴支座是柴油机一个主要零件。
是柴油机摇杆座的结合部)Φ(Φ孔装摇杆轴,轴上两端各装一进气门摇杆,摇杆座通过两个1320+10.0。
16~孔用M12螺杆和汽缸盖相连,3mm轴向槽用于锁紧摇杆轴,使之不转动。
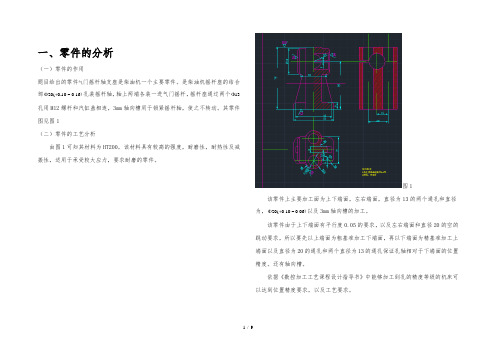
其零件图见图1(二)零件的工艺分析由图1可知其材料为HT200。
该材料具有较高的强度,耐磨性,耐热性及减振性,适用于承受较大应力,要求耐磨的零件。
图1该零件上主要加工面为上下端面,左右端面,直径为13的两个通孔和直径为,).020+Φ以及3mm轴向槽的加工。
(06.0~10该零件由于上下端面有平行度0.05的要求,以及左右端面和直径20的空的跳动要求,所以要先以上端面为粗基准加工下端面,再以下端面为精基准加工上端面以及直径为20的通孔和两个直径为13的通孔保证孔轴相对于下端面的位置精度。
还有轴向槽。
依据《数控加工工艺课程设计指导书》中能够加工到孔的精度等级的机床可以达到位置精度要求,以及工艺要求。
二、确定毛坯(一)毛坯制造方法依据零件材料确定毛坯胚为铸件,因为零件的生产类型为大批量生产,尺寸较大,所以接受砂型机器砂型铸造。
铸件应满足以下要求:(1)铸件的化学成分和力学特性应符合图样规定的材料牌号标准。
(2)铸件的形态和尺寸要求应符合铸件图的规定;(3)铸件表面应进行清砂处理,去除结巴,飞边毛刺,其残留高度应小于或等于1-3mm(4)铸件内部,特别是靠近工作表面处不应有气孔,沙眼,裂纹等缺陷;非工作面不得有严峻的疏松和较大的的缩孔。
(5)铸件应刚好进行热处理。
退火后的硬度小于229HB。
铸件应进行时效处理,消退内应力改善加工性能。
(二)确定毛坯余量接受查表法,查阅《机械制造工艺设计简明手册》表2.2-3该铸造公差等级为CT8-10,MA-H级。
查阅表2.2-4加工表面基本尺寸加工余量等级加工余量数值说明下端面50mm H 4.0 单侧加工上端面48mm H 4.0 单侧加工左端面Φ32mm H 4.0 单侧加工右端面Φ32mm H 4.0 单侧加工,毛坯图三、工艺规程设计(一)定位基准的选择经基准的选择:气门摇杆轴支座下端面既是设计基准又是装配基准所以把它作为精基准满足了基准重合的原则。
方案设计书气门摇杆轴支座零件的机械加工工艺规程...
机械制造工艺学课程设计说明书题目:设计摇臂轴座零件的机械加工工艺规程及专用夹具内容:(1)零件图 1张(2)毛坯图1张(3)机械加工工艺规程卡片 12张(4)夹具装配总图 1张(6)夹具零件图 1张(7)课程设计说明书 1份原始资料:该零件图样一张;生产纲领5000件/年。
班级:06级机制(4)班学生:叶军学号:606014035指导老师:蒋克荣时间:2009年 6月 22日《机械制造技术》课程设计任务书机械工程系06级机制(4)班适用按照分组要求(全班同学共39人,分为13个小组,每组3名同学),每组同学在提供的备选题中选择一种零件。
一、设计题目:编制××零件机械加工工艺规程。
二、设计依据:零件资料:(每小组)该零件图样一张;生产纲领:年产量5000件/年;生产班次:每日1班,全年按300天计算。
三、设计内容:⑴、绘制零件、毛坯图各一张(3#图);⑵、编制零件工艺规程,绘制并填写工艺规程卡片;⑶、绘制并填写零件重点工序加工工序卡;⑷、编写零件机械加工工艺规程及工艺装备设计计算说明书。
四、设计要求:工艺规程可行,参数选择正确,设计计算准确,文字语句通顺,视图绘制规整。
五、设计时间:三周(有效日21天)。
具体分配如下:布置任务、准备资料 1天参数选择及计算 5天绘制零件、毛坯合图 3天编制工艺规程并填写工艺规程卡片 4天绘制指定重点工序的工序卡片 3天整理设计计算说明书及答辩 3天六、参考资料:⑴、机械制造基础相关教材⑵、互换性与技术测量相关教材⑶、机械工艺师设计手册目录第一部分:设计目的 (1)第二部分:设计步骤一、零件的作用…………………………………………1二、确定毛坯,画毛坯、零件图 (2)三、工艺规程设计 (3)四、加工工序设计 (8)五、工序尺寸的计算……………………………………10六、确定切削用量时及基本工时七、夹具设计…………………………………………八、填写机械加工工艺卡和机械加工工序卡第一部分设计目的:机械制造工艺学课程设计是在学完了机械制造工艺学(含机床夹具设计)和大部分专业课,并进行了生产实习的基础上进行的一个教案环节。
气门摇杆支座说明书
机械制造工艺学基础课程设计课题名称:机械制造工艺学程程设计班级:机设1304姓名:王聪指导老师:邓根清机械工程学院2015 年12月《机械制造工艺学课程设计》任务书一、课程概述课程名称:机械制造工艺学课程编号:总学时数:一周学分: 1课程类别: 专业课课程要求:必修授课专业:机械设计制造与自动化专业先修课程:机械制图、机械设计、互换性与技术测量、机械制造工艺学等二、本课程的目的和任务本课程设计是学生在学完机械制造工艺学课程、进行了生产实习之后的一个综合性和实践性很强的教学环节,学生通过课程设计,能综合运用所学基本理论以及在生产实习中学到的实践知识进行工艺及结构设计的基本训练,掌握机械制造过程中的加工方法、加工装备等基本知识,提高学生解决实际工程问题的能力,为后续课程的学习及今后从事科学研究、工程技术工作打下较坚实的基础。
三、课程设计的基本内容(一)对零件(中等复杂程度)进行工艺分析,画零件图。
(二)选择毛坯的制造方式。
(三)制订零件的机械加工工艺规程1.选择加工方案,制订工艺路线;2.选择定位基准;3.选择各工序所用的机床设备和工艺装备(刀具、夹具、量具等);4.确定加工余量及工序间尺寸和公差;5.确定切削用量(四)填写工艺文件1.填写机械加工工艺卡片;2.填写机械加工工序卡片。
(五)编写设计说明书。
四、课程设计的基本要求(一)通过本课程设计,应使学生在以下几方面得到锻炼:1.能运用机械制造工艺学课程中的基本理论和生产实习中学到的实践知识,正确地解决一个零件在加工中的定位、夹紧以及工艺路线安排、工艺尺寸确定等问题,保证零件的加工质量。
2.学会使用手册及图标资料。
掌握与本设计有关的各种资料的名称及用途,做到熟练运用。
(二)在规定时间内应完成以下任务:1.机械加工工艺卡片一张;2.机械加工工序卡片一套;3.设计说明书一份。
目录一零件分析 (4)1.1零件作用分析 (4)1.2零件工艺分析 (4)二毛坯的选择 (4)2.1选择毛坯 (4)2.2确定毛坯尺寸及公差 (5)2.3设计毛坯图 (6)三工艺规程设计 (6)3.1定位基准的选择 (6)3.2零件表面加工方法的选择 (7)3.3制定工艺路线 (7)3.3选择加工设备及刀具、夹具、量具 (8)3.4 机械加工余量确定及工序尺寸计算 (8)3.5 工序设计 (9)3.5.1 加工余量的确定及工序尺寸 (9)3.5.2 确定切削用量 (9)3.5.3 时间定额计算 (11)3.6填写机械加工工艺过程卡和机械加工工艺卡 (12)四摇杆轴支座专用镗孔夹具设计 (12)4.1工件自由度分析及定位方案的确定 (12)4.2夹紧力分析 (13)4.3定位误差及定位精度分析 (13)4.4定位元件与夹紧装置设计 (14)4.5镗模与夹具体的设计 (15)4.6使用操作说明 (17)五参考文献 (18)一 零件分析1.1零件作用分析气门摇杆轴支座是柴油机一个主要零件,是柴油机摇杆座的结合部。
2020年(机械制造行业)气门摇臂轴支座的机械加工工艺及夹具设计毕业设计说明书
(机械制造行业)气门摇臂轴支座的机械加工工艺及夹具设计毕业设计说明书目录中文摘要英文摘要1绪论 (1)1.1 本设计的内容及意义 (1)1.2 课题背景知识 (1)1.2.1 零件的作用 (2)1.2.2柴油机相关知识介绍21.2.3 机械制造工艺技术相关知识 (3)1.2.4 机床夹具设计基础知识 (4)2 气门摇臂轴支座的机械制造工艺规程设计92.1 零件的工艺分析及生产类型的确定92.1.1零件的作用92.1.2零件的工艺分析92.1.3确定零件的生产类型112.2 选择毛坯,绘制毛坯图112.2.1选择毛坯种类112.2.2确定毛坯尺寸及机械加工总余量122.2.3设计毛坯图132.2.4绘制毛坯图 (14)2.3 选择加工方法,制定工艺路线142.3.1定位基准的选择142.3.2零件表面加工方法的选择162.3.3加工阶段的划分162.3.4工序的集中与分散172.3.5工序顺序的安排172.3.6确定工艺路线172.3.7加工设备及工艺装备的选择 (19)2.3.8工序间余量的确定 (20)2.3.9切削余量及基本时间定额的确定213 气门摇臂轴支座专用夹具的设计 (37)3.1确定夹具的结构方案373.1.1确定定位方案,选择定位元件 (37)3.1.2 确定导向装置 (39)3.1.3确定夹紧机构 (39)3.1.4确定辅助定位装置 (40)3.2设计夹具体403.3 夹具装配图上标注尺寸、配合及技术要求40总结43参考文献44致谢45附件46附件A开题报告附件B 英文翻译及原文摘要机械加工行业作为一个传统而富有活力的行业,近十几年取得了突飞猛进的发展,在新经济时代,行业呈现了新的发展趋势,由此对其它的质量,性能要求有了新的变化。
现在机械加工行业发生着结构性变化,工艺工装的设计与改良已成为企业生存和发展的必要条件,工艺工装的设计与改良直接影响加工产品的质量与性能。
本文首先介绍了气门摇臂轴支座的作用和工艺分析,其次确定毛坯尺寸,然后进行了工艺规程设计,最后进行夹具设计。
气门摇臂轴支座夹具设计说明书

一、夹具设计的任务和目的夹具设计是机械制造技术基础课程的一个重要实践环节,它要求学生会全面一、夹具设计的任务和目的夹具设计是机械制造技术基础课程的一个重要实践环节,它要求学生会全面地综合运用本课程及其有关选修课程的理论和实践知识进行工艺及结构的设计。
1.1设计任务本次设计是对气门摇臂轴支座¢11孔加工的钻床夹具设计。
1.2设计目的①让学生能够熟练的运用机械制造工艺学的基本知识理论和夹具设计原理,培养学生分析和解决问题的能力。
②通过实践让学生学会理论联系实际,能够独立自主的解决机械加工中遇到的问题。
二、零件分析2.1零件的作用分析本设计所设计的零件是1105柴油机中摇臂结合部的气门摇臂轴支座,它是柴油机上气门控制系统的一个重要零件。
直径为18mm的孔用来装配摇臂轴,轴的两端各安装一进、排气气门摇臂。
直径为16mm的孔内装一个减压轴,用于降低汽缸内压力,便于启动柴油机。
两孔间距56mm,可以保证减压轴在摇臂上打开气门,实现减压。
两孔要求的表面粗糙度和位置精度较高,工作时会和轴相配合工作,起到支撑的作用,直径11的孔用M10的螺杆与汽缸盖相连,直径3的孔用来排油,各部分尺寸零件图中详细标注。
2.2零件的材料与结构分析零件的材料为HT200,灰铸铁的生产工艺简单,铸造性能优良,但是塑性较差、脆性较高、不适合磨削,而且加工面主要集中在平面加工和孔的加工。
根据对零件图的分析,该零件需要加工的表面以及加工表面之间的位置要求如下:①根据零件的总体加工特性,36mm为整个机械加工过程中主要的基准面,因此在制定加工方案的时候应当首先将此面加工出来。
②外圆的上端面以及与此孔相通的通孔及¢26外圆的前、后端面的尺寸精度要求不高,粗糙度均为12.5,故粗加工即可达到要求。
,因此在制定加工方案的时候应当首先将此面加工出来;3.由于和通孔所要求的尺寸精度较高,其所要求的表面粗糙度为1.6,且孔的轴线与36mm下端面的平行度为0.05,且该孔的轴线圆跳动公差为0.1,因此该孔的的加工是一个难点,需要选择适当的加工方法来达到此孔加工的技术要求。
气门摇臂的说明书
长沙学院CHANGSHA UNIVERSITY课程设计资料气门摇臂轴支座夹具设计长沙学院教务处二〇一三年七月摘要本次毕业设计课题是气门摇杆轴支座加工工艺规程与专用钻孔夹具设计,设计中综合应用了工程图学,机械设计,机械制造工程学,机械几何精度设计等相关课程知识。
本毕业设计在气门摇杆轴支座工艺规程设计过程中,详细的分析了摇臂轴支座的加工工艺,通过工艺方案的比较与分析选择得到了符合技术要求的工序,形成了机械加工工艺过程卡和机械加工工序卡。
本设计进行了钻孔专用夹具的设计,阐述了定位方案的选择、夹紧方案的确定、夹具体的设计,运用AutoCAD完成了此专用夹具的装配图和夹具体的零件图。
此外,还进行了气门摇臂轴支座零件的和钻孔夹具主要零件三维造型设计。
关键词:专用夹具,工艺规程,钻孔,零件加工,CADABSTRACTThe graduation design topic is the valve rocker arm shaft bearing processing procedures and special drilling jig design, design of the integrated application of the engineering graphics, mechanical design, mechanical manufacturing engineering, and related courses such as geometrical accuracy of the mechanical design knowledge. This graduation design in the valve rocker arm shaft bearing procedure during the process of design, the detailed analysis of the rocker arm shaft bearings processing technology, through the selection of process scheme comparison and analysis has been meet the requirements of the technical process, the formation of the machining process and machining process. This design has carried on the special drilling fixture design, expounds the positioning scheme, the scheme determination of clamping, specific design, using AutoCAD completed the assembly drawings for the special fixture and specific part drawing. In addition, the valve rocker arm shaft bearing parts of three-dimensional modeling design and drilling jig main parts.Keyword:Special fixture, process planning, drilling, parts processing, CAD目录摘要 (II)ABSTRACT (III)(空一行) .............................................................................. 错误!未定义书签。
气门摇臂课程设计说明书
机械制造工艺学课程设计说明书题目:气门摇臂轴支座零件的机械加工工艺路线拟定设计人:__杜辰曦(20100430304)指导老师:_王伏林_______________2013 年 6 月1日设计说明首先根据零件的图纸结构及技术要求等,对零件进行了工艺审查并确定了生产类型、毛坯类型和制造加工的方法。
采用HT200作为气门摇臂轴支座的材料,并采用砂型铸造方式进行毛坯制造,确定加工余量,并制定两种加工方案,经过比较分析确定零件的机械加工最终的工艺路线,完成机械加工工序分析及设计。
1. 零件的分析 1.1零件的作用气门摇臂轴支座是柴油机的重要零件之一。
该零件是1105柴油机中气门摇臂座结合部的气门摇臂轴支座,027.0018+φmm 孔装摇臂轴,轴上两端各装一进,排气门摇臂,12.0016+φmm 孔内装一减压轴,用于降低气缸内压力,便于起动柴油机,两孔间距为05.056±mm ,可保证减压轴在摇臂上打开气门,实现减压,该零件通过Φ11mm 孔用M10螺杆与气缸盖相连 1.2零件的工艺分析分析零件图纸,图纸的各视图尺寸标注完整,能够表达清楚零件的各个部分,技术条件标注合理,表面粗糙度标注合理,尺寸公差标注完整,能够完整表述加工要求。
零件材料选择合理,毛坯采用铸件,其中非工作平面铸造即可达到其粗糙度。
该零件加工表面分两种,主要是孔的加工,圆柱端面平面加工。
➢ 内圆表面加工该零件共有4个孔要加工,其中027.0018+φmm 、12.0016+φmm 孔加工要求较高,两孔中间距05.056±mm ,027.0018+φmm 孔中心与底平面距离03.024±mm ,12.0016+φmm 孔中心与底面距离49±0.05mm 。
有平行度要求,表面粗糙度1.6,需精加工,11φmm 小孔由于精度要求不高直接钻出即可,另3φ斜小孔也可直接钻出。
➢ 平面的加工该零件需加工平面为22×36底面精度要求较高,是后续工序的精基准面,需精精铣,上端面要求不太高,粗铣即可。
气门摇臂轴支座加工工艺及夹具设计说明书(1)[1]
![气门摇臂轴支座加工工艺及夹具设计说明书(1)[1]](https://img.taocdn.com/s3/m/d679ff07f111f18583d05af4.png)
序言由于知能力所限,设计中尚有许多不足之处,恳请各位老师给予指教。
机械制造技术基础课程设计是我们学完大学的全部基础课程课、技术基础课以及专业课之后进行的。
这是我们在进行毕业设计以前对所学课程的一次深入的综合性的总复习,也是一次理论联系实际的训练,因此,它在我们四年的大学学习中占有重要的地位。
本次设计的内容是柴油机气门摇臂支座的加工工艺及主要工序夹具设计。
具体是工艺设计,工序卡、工艺过程卡的编制,夹具设计。
就我个人而言,我希望能通过这次课程设计对自己未来将从事的工作进行一次适应性训练,从中锻炼自己分析问题、解决问题的能力,能够更深入理解课本知识,并能够很好的应用理论知识,为以后更好地胜任我的工作岗位打好基础。
第三章 工艺规程设计2一. 零件的分析(一)零件的作用该零件是1105型柴油机中的摇臂结合部的气门摇臂轴支座。
027.0018+φmm 孔装摇臂轴,轴两端各安装一进、排气气门摇臂。
11.0016+φmm 孔内装一个减压轴,用于降低汽缸内压力,便于启动柴油机,两孔间距05.056±mm ,可以保证减压轴在摇臂上打开气门,实现减压。
该零件通过11φmm 小孔用M10螺杆与汽缸相连。
该零件是柴油机气门控制系统的一个重要零件。
(二)零件的工艺分析分析零件图纸,图纸的各视图尺寸标注完整,能够表达清楚零件的各个部分,技术条件标注合理,表面粗糙度标注合理,尺寸公差标注完整,能够完整表述加工要求。
该零件加工表面分两种,主要是孔的加工,圆柱端面平面加工。
将零件图重新绘制在A3图纸上,详见附图。
如图一,现将主要加工部分表述如下:1.孔加工该零件共有4个孔要加工,其中027.0018+φmm 、11.0016+φmm 孔加工要求较高,两孔中间距05.056±mm ,027.0018+φmm 孔中心与底平面距离03.024±mm ,11.0016+φmm 孔中心与底面距离49±0.05mm 。
气门摇臂轴支座说明书

目录第1章零件分析 2 1.1 零件作用分析 2 1.2 零件工艺分析 2 第2章确定毛坯、画毛坯—零件合图 4 2.1 选择毛胚种类 4 2.2 确定毛胚尺寸及加工总余量 5 2.3 设计绘毛胚图 6 第3章工艺规程设计 7 3.1 定位基准的选择 7 3.2 制定工艺路线 8 3.3 选择加工设备及刀、夹、量具 9 3.4 加工工序设计 11 3.5 时间定额计算 11 3.6 填写机械加工工艺过程卡和机械加工工序卡 XXX 第4章气门摇臂轴支座工序专用夹具设计 24 4.1 确定夹具的结构方案 24 4.2 设计夹具体 27 4.3 在夹具装配图上标注尺寸、配合及技术要求 27 总结参考文献第1章零件分析1.1 零件作用分析本设计所设计的零件是1105柴油机中摇臂结合部的气门摇臂轴支座,它是柴油机上气门控制系统的一个重要零件。
直径为18mm的孔用来装配摇臂轴,轴的两端各安装一进、排气气门摇臂。
直径为16mm的孔内装一个减压轴,用于降低汽缸内压力,便于启动柴油机。
两孔间距56mm,可以保证减压轴在摇臂上打开气门,实现减压。
两孔要求的表面粗糙度和位置精度较高,工作时会和轴相配合工作,起到支撑的作用,直径11的孔用M10的螺杆与汽缸盖相连,直径3的孔用来排油,各部分尺寸零件图中详细标注。
图1.1 气门摇臂轴支座零件图1.2 零件的工艺分析通过对气门摇臂轴支座零件图的重新绘制,知原图样的视图正确、完整,尺寸、公差以及技术要求齐全。
通过对零件图的详细审阅,该零件的基本工艺状况已经大致掌握。
主要工艺状况如下叙述:零件的材料为HT200,灰铸铁的生产工艺简单,铸造性能优良,但是塑性较差、脆性较高、不适合磨削,而且加工面主要集中在平面加工和孔的加工。
根据对零件图的分析,该零件需要加工的表面以及加工表面之间的位置要求如下:1. 22φ外圆的上端面以及与此孔相通的11φ通孔,粗糙度均为12.5;2. 36mm 下端面,根据零件的总体加工特性,366mm 为整个机械加工过程中主要的基准面,粗糙度为12.5,因此在制定加工方案的时候应当首先将此面加工出来;3. 28φ外圆的前后端面,粗糙度为12.5;前后端面倒 451⨯的角,粗糙度为12.5;以及18φ的通孔,在这里由于18φ通孔所要求的精度较高,因此该孔的的加工是一个难点,其所要求的表面粗糙度为1.6,且该孔的轴线与36mm 下端面的平行度为0.05,且该孔的轴线圆跳动公差为0.1需要选择适当的加工方法来达到此孔加工的技术要求。
气门摇臂轴支座说明书共22页word资料
目录一、绪论 (3)二、零件的工艺分析及生产类型的确定 (4)2.1零件的作用 (4)2.2零件的工艺分析 (5)2.3 确定零件的生产类型 (6)三、选择毛坯种类,确定加工余量,绘制毛坯图 (6)3.1选择毛坯种类 (7)3.2确定毛坯尺寸及机械加工总量 (10)3.3毛坯图 (11)四、选择加工方法,制定工艺路线 (11)4.1定位基准的选择 (12)4.2零件的表面加工方法的选择....................................4.3加工阶段的划分 (12)4.4工序顺序的安排 (13)4.5确定工艺路线 (13)4.6加工设备及工艺装备选择 (15)4.7基本时间定额的确定 (17)五、夹具设计 (20)5.1夹具设计的特点和基本要求 (20)5.2 定位与夹紧分析 (22)5.3夹具体设计 (22)5.4夹具装配图 (23)六、机床夹具设计心得与展望 (23)七、参考文献 (24)绪论一、本设计的内容及意义:本次设计是在我们学完了大学的全部基础课,技术基础课以及专业课之后而进行。
此次的设计是对大学期间所学各课程及相关的应用绘图软件的一次深入的综合性的总复习,也是一次理论联系实际的训练。
其目的在于:1.巩固我们在大学里所学的知识,也是对以前所学知识的综合性的检验;2.加强我们查阅资料的能力,熟悉有关资料;3.树立正确的设计思想,掌握设计方法,培养我们的实际工作能力;4.通过对气门摇臂轴支座的机械制造工艺设计,使我们在机械制造工艺规程设计,工艺方案论证,机械加工余量计算,工艺尺寸的确定,编写技术文件及查阅技术文献等各个方面受到一次综合性的训练。
初步具备设计一个中等复杂程度零件的工艺规程的能力。
5.能根据被加工零件的技术要求,运用夹具设计的基本原理和方法,学会拟定夹具设计方案,完成夹具结构设计,初步具备设计出高效,省力,经济合理并能保证加工质量的专用夹具的能力。
6.通过零件图,装配图绘制,使我们对于AutoCAD绘图软件的使用能得到进一步的提高。
气门摇臂轴支座的钻φ18通孔夹具设计及加工工艺装备说明书

摘要机械加工行业作为一个传统而富有活力的行业,近十几年取得了突飞猛进的发展,在新经济时代,行业呈现了新的发展趋势,由此对其它的质量,性能要求有了新的变化。
现在机械加工行业发生着结构性变化,工艺工装的设计与改良已成为企业生存和发展的必要条件,工艺工装的设计与改良直接影响加工产品的质量与性能。
本文首先介绍了气门摇臂轴支座的作用和工艺分析,其次确定毛坯尺寸,然后进行了工艺规程设计,最后进行夹具设计。
此次设计是对气门摇臂轴支座的加工工艺和夹具设计,其零件为铸件,具有体积小,零件结构简单的特点,由于面比孔易加工,在制定工艺规程时,就先加工面,再以面为基准来加工其它,其中各工序夹具都采用专用夹具,其机构设计简单,方便且能满足要求。
关键词:气门摇臂轴支座,工艺分析,工艺设计,夹具设计目录摘要 (I)前言 (1)第1 章气门摇臂轴支座工艺分析 (2)1.1气门摇臂轴支座的作用与结构 (2)1.1.1气门摇臂轴支座的作用 (2)1.1.2气门摇臂轴支座的工艺性 (3)1.2气门摇臂轴支座关键表面的技术要求 (3)第2章气门摇臂轴支座的工艺设计 (4)2.1气门摇臂轴支座生产类型的确定 (4)2.2气门摇臂轴支座毛坯的选择与毛坯图说明 (4)2.2.1毛坯的选择 (4)2.2.2确定毛坯尺寸及机械加工总余量 (5)2.2.3设计毛坯图 (6)2.3气门摇臂轴支座工艺路线的确定 (7)2.3.1 定位基准的选择 (7)2.3.2 零件的表面加工方法的选择 (8)2.3.3加工阶段的划分 (9)2.3.4工序的集中与分散 (9)2.3.5工序顺序的安排 (9)2.3.7工序间加工余量的确定 (13)第3章钻Ø18通孔夹具设计 (15)3.1 Ø18通孔总体方案设计 (15)3.2 定位分析及误差计算 (15)3.3 Ø18通孔夹紧机构设计与夹紧力计算 (16)3.4 Ø18通孔对刀及导引装置设计 (17)3.5Ø18通孔打孔夹紧操作动作说明 (18)设计心得 (20)参考文献 (21)前言本次设计是在我们学完了机械制造技术基础课以及其他专业课之后而进行。
气门摇臂轴支座的机械工艺规程设计
气门摇臂轴支座的机械工艺规程设计机械制造基础课程设计作业内容:气门摇臂轴支座的机械工艺规程设计院系:机电工程学院专业:机械设计制造及其自动化学号:姓名:指导老师:写作日期: 2013 年6月20日目录1气门摇臂轴支座的工艺分析 (3)1.1零件的作用 (3)1.2零件的工艺分析 (3)2确定毛坯及制造方法 (5)2.1确定毛坯种类 (5)2.2确定毛坯尺寸及机械加工总余量 (5)3选择加工方法、制造工艺路线 (6)3.1定位基准的选择 (6)3.2零件表面的加工方法选择 (6)3.3加工阶段的划分 (7)3.4工序顺序的安排 (7)3.5拟定工艺路线 (8)3.6加工设备及工艺装备的选择..................... 错误!未定义书签。
3.7工序间加工余量的确定......................... 错误!未定义书签。
3.8切削用量以及基本时间定额的确定............... 错误!未定义书签。
气门摇臂轴支座的机械加工工艺规程设计1.气门摇臂轴支座的工艺分析1.1零件的作用本设计所设计的零件是柴油机中摇臂结合部的气门摇臂轴支座,它是柴油机上气门控制系统的一个重要零件。
直径为Ø18mm的孔用来装配摇臂轴,轴的两端各安装一进、排气气门摇臂。
直径为Ø16mm的孔内装一个减压轴,用于降低汽缸内压力,便于启动柴油机。
两孔间距56mm,可以保证减压轴在摇臂上打开气门,实现减压。
两孔要求的表面粗糙度和位置精度较高,工作时会和轴相配合工作,起到支撑的作用。
直径Ø11mm的孔用M10的螺杆与汽缸盖相连。
直径Ø3mm的孔用来排油。
1.2 零件的工艺分析由技术要求知:零件的材料为HT200,灰铸铁的生产工艺简单,铸造性能优良;但是塑性较差、脆性较高、不适合磨削,加工面主要集中在6个平面的加工和4个孔的加工。
根据对零件图的分析知该零件需要加工的内外表面及精度要求如下:1. Ø22mm外圆的上端面以及与此外圆同轴的Ø11mm的通孔,粗糙度均为Ra12.5;2.长度为36mm的轴支座的下端面,根据零件的总体加工特性,该端面为整个机械加工过程中主要的基准面,粗糙度为Ra6.3,因此根据基准先行的原则在制定加工方案的时候应当首先将此面加工出来;3. Ø28mm外圆的前后端面,粗糙度为Ra3.2;前后端面倒1X45º的角,粗糙度为Ra 12.5;以及与外圆同轴的Ø18的内孔,此孔要求的精度较高,所要求的表面粗糙度为Ra1.6,且该孔的轴线与长度为36mm下端面的平行度为0.05,该孔的轴线跳动公差为0.1mm,深度为37±0.1mm。
气门摇臂轴支座的加工工艺及钻11夹具设计

XXXX大学课程设计说明书设计Q扣1:1459919609扣扣2:1969043202学院:专业:机械设计制造及其自动化题目:机械制造工艺学课程设计气门摇臂轴支座的加工工艺规程及Φ11孔加工专用夹具设计指导教师:XXXXXX职称:XXXXXXXXXXXXXX职称:XXXXXX20**年**月**日摘要现代机械加工行业发生着深刻的结构性变化,工艺工装的设计与改良已成为企业生存和发展的必要条件,工艺工装的设计与改良直接影响着气门摇臂轴支座的质量与性能。
柴油机行业作为一个传统而富有活力的行业,近十几年取得了突飞猛进的发展,在新经济时代,柴油机行业呈现了新的发展趋势,由此对其它的质量,性能立生了新的变化。
本文首先介绍了气门摇臂轴支座的作用和工艺分析,其次确定毛坯尺寸,然后进行了工艺规程自由诗。
关键词:工艺分析工艺规程设计夹具设计Abstractlectures on the spot machining industry is undergoing structural changes.The design and improvement of technology and equipment have become a necessary condition for the existence and development of enterprises.Process Equipment Design and direct impact on improving the quality and performance valve rocker arm shaft bearings.Diesel industry as a traditional and highly dynamic industries,over the last10 years there has a new diesel engine industry,in the new economic era,has a new diesel engine industry trends,which of the other quality properties with a change in health legislation. This paper introduces the valve rocker arm shaft bearing on the role and process analysis,followed by rough determine the size, then the process specification free verse.Key Words:Process Design Technology of fixture design valve rocker arm shaft bearings目录1.零件的分析 (5)1.1零件的作用 (5)2.确定毛坯、画毛坯零件图 (6)2.1确定毛坯 (6)2.2画毛坯零件图 (6)3.零件制造的工艺设计 (7)3.1表面加工方法的确定 (8)3.2定位基准的选择 (8)3.3制定工艺路线错误!未找到索引项。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
序言由于知能力所限,设计中尚有许多不足之处,恳请各位老师给予指教。
机械制造技术基础课程设计是我们学完大学的全部基础课程课、技术基础课以及专业课之后进行的。
这是我们在进行毕业设计以前对所学课程的一次深入的综合性的总复习,也是一次理论联系实际的训练,因此,它在我们四年的大学学习中占有重要的地位。
本次设计的内容是柴油机气门摇臂支座的加工工艺及主要工序夹具设计。
具体是工艺设计,工序卡、工艺过程卡的编制,夹具设计。
就我个人而言,我希望能通过这次课程设计对自己未来将从事的工作进行一次适应性训练,从中锻炼自己分析问题、解决问题的能力,能够更深入理解课本知识,并能够很好的应用理论知识,为以后更好地胜任我的工作岗位打好基础。
一、 课题零件工艺分析及生产类型分析(1)零件的作用该零件是1105型柴油机中的摇臂结合部的气门摇臂轴支座。
027.0018+φmm 孔装摇臂轴,轴两端各安装一进、排气气门摇臂。
11.0016+φmm 孔内装一个减压轴,用于降低汽缸内压力,便于启动柴油机,两孔间距05.056±mm ,可以保证减压轴在摇臂上打开气门,实现减压。
该零件通过11φmm 小孔用M10螺杆与汽缸相连。
该零件是柴油机气门控制系统的一个重要零件。
(2)零件的工艺分析分析零件图纸,图纸的各视图尺寸标注完整,能够表达清楚零件的各个部分,技术条件标注合理,表面粗糙度标注合理,尺寸公差标注完整,能够完整表述加工要求。
该零件加工表面分两种,主要是孔的加工,圆柱端面平面加工。
将零件图重新绘制在A3图纸上,详见附图。
如图一,现将主要加工部分表述如下:1.孔加工该零件共有4个孔要加工,其中027.0018+φmm 、11.0016+φmm 孔加工要求较高,两孔中间距05.056±mm ,027.0018+φmm 孔中心与底平面距离03.024±mm ,11.0016+φmm 孔中心与底面距离49±0.05mm 。
有平行度要求,表面粗糙度1.6,需精加工,11φmm 小孔直接钻出即可,另3φ斜小孔直接钻出。
2.面的加工该零件需加工平面为22×36底面精度要求较高,是后续工序的精基准面,需精加工,上端面要求高,粗铣即可。
φ26圆柱两端面粗铣, φ28圆柱两端粗糙度要求3.2,要精铣。
分析知,该零件的加工应先加工面,孔以面为基准。
保证孔中心与底面的距离,平行度。
(3)、确定零(部)件的生产类型零件的生产类型是指企业(或车间、工段、班组、工作地等)生产专业化程度的分类,它对工艺规程的制订具有决定性的影响。
生产类型一般可分为大量生产、成批生产和单件生产三种类型,不同的生产类型由着完全不同的工艺特征。
零件的生产类型是按零件的年生产纲领和产品特征来确定的。
生产纲领是指企业在计划期内应当生产的产品产量和进度计划。
年生产纲领是包括备品和废品在内的某产品年产量。
零件的生产纲领N 可按下式计算:(1%)(1%)a b N Qm a b =++式中 N----零件的生产纲领Q----产品的年产量(台、辆/年) m----每台(辆)产品中该零件的数量(件/台、辆)%---备品率,一般取2%-4%%---废品率,一般取0.3%-0.7%根据上式就可以计算求得出零件的年生产纲领,再通过查表,就能确定该零件的生产类型。
根据本零件的设计要求,Q=10000台,m=1件/台,分别取备品率和废品率3%和0.5%,将数据代入生产纲领计算公式得出N=10351件/年,零件质量为0.27kg,根据《机械制造技术基础课程设计指导教程》[3]表1-3,表1-4可知该零件为轻型零件,本设计零件气门摇臂轴支座的的生产类型为大批量生产。
二、确定毛坯的制造方式、绘制毛坯简图(1)、选择毛坯的制造方式零件材料为HT200,首先分析灰铸铁材料的性能,灰铸铁是一种脆性较高,硬度较低的材料,因此其铸造性能好,切削加工性能优越,故本零件毛坯可选择铸造的方法;其次,观察零件图知,本设计零件尺寸并不大,而且其形状也不复杂,属于简单零件,除了几个需要加工的表面以外,零件的其他表面粗糙度都是以不去除材料的方法获得,若要使其他不进行加工的表面达到较为理想的表面精度,可选择砂型铸造方法;再者,前面已经确定零件的生产类型为大批量生产,可选择砂型铸造机器造型的铸造方法,较大的生产批量可以分散单件的铸造费用。
因此,综上所述,本零件的毛坯种类以砂型铸造机器造型的方法获得。
图一三、工艺规程设计(1)、定位基准的选择基面选择是工艺规程设计中的重要工作之一,基面选择的正确与合理,可以使加工质量得到保证,生产率得到提高。
否则,加工工艺过程中的问题百出,更有甚者,还会造成零件大批报废,使生产无法正常进行。
(1)粗基准选择:按照有关粗基准的选择原则(即当零件有不加工表面时应以这些不加工表面作粗基准:若零件有若干个不加工表面时,则应以与加工表面要求相对位置精度较高的不加工表面作为粗基准)。
粗基准选择应为后续加工提供精基准,保证加工面与不加工面之间的位置要求或合理分配各加工面的余量,对该零件应以要求与余量均匀的重要表面为粗基准,故该零件选择未加工的底面为粗基准加工上端面。
(2)精基准选择:应该主要考虑如何保证加工精度和装夹方便,为消除基准不重合误差,应该以设计基准为精基准。
(2)、表面加工方法的确定根据零件图上各加工表面的尺寸精度和表面粗糙度,确定各表面的加工方法,如图(3)、工序的集中与分散确定本零件采用工序集中原则安排零件的加工工序。
本零件气门摇臂轴支座的生产类型为大批量生产,可以采用各种机床配以专用工具、夹具、以提高生产率;而且运用工序集中原则使工件的装夹次数少,不但可缩短辅助时间,而且由于在一次装夹中加工了许多表面,有利于保证各加工表面之间的相对位置精度要求。
(4)、工序顺序的安排(1)遵循“先基准后其他”原则,首先加工精基准,即在前面加工阶段先加工36mm 下端面以及11φ通孔。
(2)遵循“先粗后精”原则,先安排粗加工工序,后安排精加工工序。
(3)遵循“先主后次”原则,先加工主要表面28φ和26φ外圆前后端面,0.11016φ+通孔,0.027018φ+通孔,后加工次要表面3φ偏010内孔。
(4)遵循“先面后孔”原则,先加工36mm 下端面,22φ上端面,后加工11φ通孔;先加工28φ和26φ外圆前后端面,后加工0.11016φ+通孔,0.027018φ+通孔。
(5)、确定工艺路线四、选择加工设备及工艺装备机床及工艺装备的选择是制定工艺规程的一项重要工作,它不但直接影响工件的加工质量,而且还影响工件的加工效率和制造成本。
1.机床的选择原则机床的加工尺寸范围应与零件的外廓尺寸相适应;机床的精度应与工序要求的精度相适应;机床的功率应与工序要求的功率相适应;机床的生产率应与工件的生产类型相适应;还应与现有的设备条件相适应。
2.刀具的选择刀具的选择主要取决于工序所采用的加工方法、加工表面的尺寸、工件材料、所要求的精度以及表面粗糙度、生产率及经济性等。
在选择时应尽可能采用标准刀具,必要时可采用符合刀具和其他专用刀具。
3.量具的选择量具主要根据生产类型和所检验的精度来选择。
在单件小批量生产中应采用通用量具,在大批量生产中则采用各种量规和一些高生产率的专用量具。
查《机械制造工艺设计简明手册》[13]所选择的加工工艺装备如下表所示:五、加工余量、工序尺寸和公差的确定查《机械制造技术基础课程设计指导教程》[3]表2-28,表2-35,并综合对毛坯尺寸以及已经确定的机械加工工艺路线的分析,确定各工序间加工余量如下表:六确定切削用量及基本工时工序四 粗铣22φ上端面A (1) 切削深度 4p a mm =。
(2) 进给量的确定 此工序选择YG6硬质合金端铣刀,查表选择硬质合金端铣刀的具体参数如下:D=80mm ,1D =70mm ,d=27mm ,L=36mm ,1L =30mm ,齿数z=10,根据所选择的X61卧式铣床功率为4KW,查《机械制造技术基础课程设计指南》[2]表5-146,得f z =0.09~0.2 mm/r 取fz=0.15mm/r 0.1510 1.5/f mm r =⨯=。
(3) 切削速度的确定 根据所知的工件材料为HT200,硬度HBS187-220,根据《机械加工工艺师手册》[10]表30-23,选择切削速度c v =75m/min 。
计算主轴转速751000299/min 3.1480n r ⨯==⨯,查《机械制造基础课程设计基础教程》[3]表4-18得n=300r/min ,然后计算实际300 3.148075/min 1000n m ⨯⨯==(4)基本时间的确定 铣削常用符号如下: z ——铣刀齿数z f ——铣刀每齿的进给量,mm/z Mz f ——工作台的水平进给量,mm/minM f ——工作台的进给量,mm/min ,Mz ff nz =e a ——铣削宽度,mm p a ——铣削深度,mmd ——铣刀直径,mm查《机械制造技术基础课程设计指南》[2]表2-28得此工序机动时间计算公式:12j Mzl l l T f ++=根据铣床的数据,主轴转速n=300r/min ,工作台进给量M f =0.1510300450/min z f z n mm ⨯⨯=⨯⨯=。
根据机床说明书取Mf =480mm/min ;切削加工面L=22mm根据《机械加工工艺师手册》[10],表30-9查得12l l +=7, 12290.06min 480j Mz l l l T f ++===。
工序五 加工36mm 下端面1.工步一 粗铣36mm 下底面C (1)切削深度 3p a mm =。
(2)进给量的确定 此工序选择YG6硬质合金端铣刀,查表选择硬质合金端铣刀的具体参数如下:D=80mm ,1D =70mm ,d=27mm ,L=36mm ,1L =30mm ,齿数z=10,根据所选择的X61卧式铣床功率为4KW,查《机械制造技术基础课程设计指南》[2]表5-146,得f z =0.09~0.2 mm/r 取fz=0.15mm/r 0.1510 1.5/f mm r =⨯=。
(3)切削速度的确定 根据所知的工件材料为HT200,硬度HBS187-220,根据《机械加工工艺师手册》[10]表30-23,选择切削速度c v =75m/min 。
计算主轴转速751000299/min 3.1480n r ⨯==⨯,查《机械制造技术基础课程设计指导教程》[3]表4-18得n=300r/min ,然后计算实际300 3.148075/min 1000n m ⨯⨯==(4) 基本时间的确定 根据铣床的数据,主轴转速n=300r/min ,工作台进给量M f =0.1510300450/min z f z n mm ⨯⨯=⨯⨯= 根据机床说明书取M f =480mm/min ;切削加工面L=36mm 根据《机械加工工艺师手册》[10],表30-9查得12l l +=7, 12430.08min480j Mz l l l T f ++===。