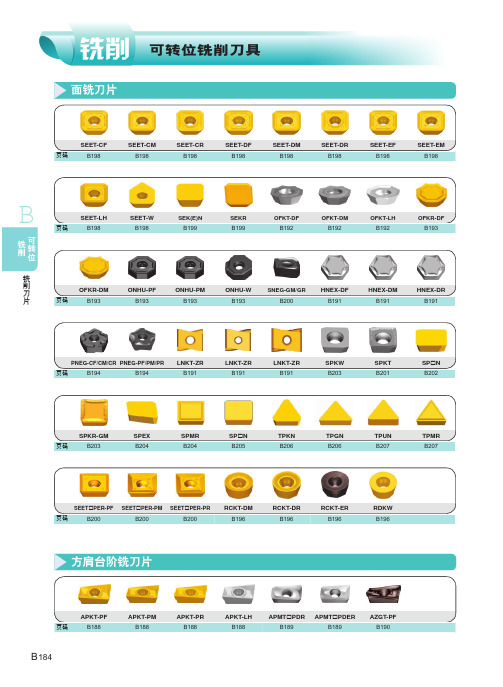
方肩与槽铣刀
株州钻石硬质合金刀具新产品介绍(简化版)_

世界工具 财富利器
三、EMP13产品系列
Φ32- Φ40mm Φ50- Φ160mm
ANGX150608PNR
株洲钻石切削刀具股份有限公司
ZHUZHOU CEMENTED CARBIDE CUTTING TOOLS CO.,LTD.
ФD 63 80 100 125 160 200 250 315
ФD1 77.4 94.4 114.4 139.4 174.4 214.4 264.4 329.4
Фd 22 27 32 40 40 60 60 60
L 40 50 63 63 63 63 63 80
-063-A22-SN15-05 -080-B27-SN15-06 -100-B32-SN15-07 -125-B40-SN15-08 FMA11 -160-C40-SN15-10 -200-C60-SN15-12 -250-C60-SN15-14 -315-D60-SN15-18
世界工具 财富利器
•
• • • • • •
新品目录
1、FMA11 四边形螺旋刃双面槽面铣刀系列(简化版) 2、EMP13 A型螺旋刃双面槽方肩铣刀系列(简化版) 3、FMA12 八边形螺旋刃双面槽面铣刀系列(简化版) 4、FMD05 大五边型双面槽面铣刀系列 (简化版) 5、PCBN PCD超硬刀具系列新牌号(简化版) 6、PML系列立铣刀整硬合金立铣刀 (简化版)
3.16个切削刃,经济性好,更适合较大切
深的加工,最大切深为5.0mm. 4.刀盘可以兼容原非螺旋刃刀片ONHU08T6*。
株洲钻石切削刀具股份有限公司
ZHUZHOU CEMENTED CARBIDE CUTTING TOOLS CO.,LTD.
铣削前行之路——一把刀具集众多性能,优势多多

具库 存一样 , 也被摆 到突 出的位置 上 。方刀片可提供 四个切削刃 , 同样
也 提 供 了其 中每 片 刀 片最 佳 切 削 刃
的能力 。
提高主轴速度和应用更高 的进给率 在其中显得至关重要。
无论是 深还是浅方肩铣削都有 着截然不 同的需求——9 。刀具是 0
从 切 削 角 度 来 看 , 切 深 是 首 必 不 可 少 的 选 择 。对 于有 色 金 属 来 小
境下 , 尤其要注意的一点是不能容忍
毛刺和接刀误差的存在。
当 为 方肩 面铣 概 念 开 发 新 刀 具 平台时, 另一 个重 要 的影 响 因素是 在 C rM l 列 铣 削 刀具 的扩 充 期 间 , o i系 o l 转进给量 , 以确保生成 良
市 ij 寸i j日 j
工舆技术 2] 3 00・
铣 削前 行 之路
一 一 一
把刀具集众 多性能 , 多多 优势
放 眼世 界 , 前 在 车 间最 常见 的 CNC铣 削 已历 经漫 漫 长路 目 铣削工序是方肩面铣 , 这也意味着这 C rM l20 o i 9 方肩 面 铣刀 集 成 了 o l 种特殊的棱形金属切削策略在生产 多项 优 势 , 配有 预淬 硬刀 体 和带 四 如 效率 、 可用性和产品质量 的改进方面 个切 削 刃 的高性 价 比刀 片 , 以及 利用 拥 有 巨大 的潜 力 。在 许 多需 要 进 行 中心螺钉 ( 在许多要求苛刻的工序中 端 面 、 边 和 槽 的 立 铣 应 用 中 , 常 周 经 用 以提 供 高 强 度 ) 改 进 的 刀 片 定 和 可 以看 到方 肩 面铣 的身影 。 位, 以确 保 高 精 度 。 纯 粹 的面 铣 包 方 肩 面 铣 的 切 削性 能 可 以从 两 括精 加 工 至 镜 面 般 的 表 面 以 及高 金 个主要方面来提高 , 即达到更高的金 属去除率的粗加工, 这些能力 已被组 属 去 除 率 和 一 次 走 刀加 l生 成 优 良 丁 合 到 一 把 面 铣 刀 中 , C rM l 即 oo i l 的表 面 质 量 。随 着 铣 削技 术 的不 断
方肩铣刀切削参数

方肩铣刀切削参数一、背景介绍方肩铣刀是一种常用的金属加工工具,用于切削金属材料。
在使用方肩铣刀进行切削时,合理的切削参数是保证加工质量和提高生产效率的关键因素之一。
本文将详细介绍方肩铣刀切削参数的选择与调整。
二、方肩铣刀的结构和分类方肩铣刀主要由刀柄、主轴、夹持装置和刃部组成。
根据不同的加工需求,可以选择不同类型的方肩铣刀,包括高速钢方肩铣刀、硬质合金方肩铣刀等。
三、影响方肩铣刀切削参数的因素1.切削材料:不同材料具有不同的硬度和韧性,需要选择相应的方肩铣刀和合适的参数。
2.切削速度:决定了每分钟进给给量(mm/min)。
3.进给量:即每次进给移动的距离,影响加工表面粗糙度和加工效率。
4.切削深度:即每次下刀的深度,影响加工效率和切削力。
5.切削宽度:即每次切削的宽度,也是影响加工效率和切削力的因素之一。
四、方肩铣刀切削参数的选择1.切削速度的选择:–对于不锈钢、铜等硬材料,一般选择较低的切削速度,以避免过快磨损刀具。
–对于铝合金等软材料,一般可以选择较高的切削速度,提高生产效率。
2.进给量的选择:–进给量过大会导致加工表面粗糙度增大,进给量过小则会降低生产效率。
需要根据具体情况进行调整。
3.切削深度的选择:–切削深度过大会增大切削力和功耗,同时也容易导致振动和表面质量问题。
需要根据材料硬度和机床稳定性进行合理选择。
4.切削宽度的选择:–切削宽度过大会增大刀具磨损和功耗,同时也容易导致表面质量问题。
需要根据材料硬度和机床稳定性进行合理选择。
五、方肩铣刀切削参数的调整方法1.根据加工材料的硬度和韧性,选择合适的方肩铣刀。
2.根据加工要求和机床性能,选择合适的切削速度。
3.根据加工表面粗糙度要求和生产效率需求,调整进给量。
4.根据加工表面质量要求和机床稳定性,调整切削深度。
5.根据刀具磨损情况和加工效率需求,调整切削宽度。
六、方肩铣刀切削参数的优化1.利用先进的数控技术,实现自动化调整切削参数,提高生产效率和加工质量。
八种常用铣刀的名称和用途

八种常用铣刀的名称和用途
铣刀是一种用于金属加工的切削工具,广泛应用于机械加工、模具制造、航空航天等领域。
不同的铣刀有着不同的名称和用途,下面介绍八种常用铣刀的名称和用途。
1. 面铣刀
面铣刀是一种用于平面加工的铣刀,通常用于加工平面、凹槽、沟槽等。
面铣刀的刀片呈直线状,刀柄为圆柱形,适用于高速切削。
2. 端铣刀
端铣刀是一种用于加工端面的铣刀,通常用于加工平面、凹槽、沟槽等。
端铣刀的刀片呈直线状,刀柄为圆柱形,适用于高速切削。
3. T型铣刀
T型铣刀是一种用于加工T型槽的铣刀,通常用于加工T型槽、沟槽等。
T型铣刀的刀片呈T字形,刀柄为圆柱形,适用于高速切削。
4. 滚花刀
滚花刀是一种用于加工花纹的铣刀,通常用于加工花纹、凹槽等。
滚花刀的刀片呈弯曲状,刀柄为圆柱形,适用于高速切削。
5. 镗铣刀
镗铣刀是一种用于加工孔的铣刀,通常用于加工孔、凹槽等。
镗铣刀的刀片呈弯曲状,刀柄为圆柱形,适用于高速切削。
6. 槽铣刀
槽铣刀是一种用于加工槽的铣刀,通常用于加工槽、凹槽等。
槽铣刀的刀片呈直线状,刀柄为圆柱形,适用于高速切削。
7. 面铣刀
面铣刀是一种用于平面加工的铣刀,通常用于加工平面、凹槽、沟槽等。
面铣刀的刀片呈直线状,刀柄为圆柱形,适用于高速切削。
8. 球头铣刀
球头铣刀是一种用于加工球形表面的铣刀,通常用于加工球形表面、凹槽等。
球头铣刀的刀片呈球形,刀柄为圆柱形,适用于高速切削。
不同的铣刀有着不同的名称和用途,选择合适的铣刀可以提高加工效率和加工质量。
(13)铣刀片
PVD涂层
YBG202 YBG205 YBG302 YBG152 YBG252
金属 陶瓷
YNG151C YNG151
硬质合金
B
可转位 铣削
铣削刀片
刀片外形
型 号 L
APKT11T304-PF APKT11T308-PF APKT11T312-PF APKT11T316-PF APKT160408-PF APKT11T304-PM APKT11T308-PM APKT11T312-PM APKT11T316-PM APKT160408-PM APKT11T304-PR APKT11T308-PR APKT11T312-PR APKT11T316-PR APKT160408-PR APKT11T304-LH APKT11T308-LH APKT160408-LH
YBM251 YBM253 YBM351 YBG102 YBD152 YBD252
PVD涂层
YBG202 YBG205 YBG302 YBG152 YBG252
金属 陶瓷
YNG151C YNG151
硬质合金
刀片外形
型 号 L
OFKT05T3-DF
5.26
YC30S
YD051
ØI.C
12.7
S
3.97
ød
4.4
R
0.5
○ ★
OFKT05T3-DM
5.26
12.7
3.97
4.4
0.5
○
★ ★
★
OFKT05T3-LH
5.26
12.7
3.97
4.4
0.5
★主推牌号备库存
●可选牌号备库存
○按订单生产
铣刀的选用

铣刀的选用一、铣刀的种类铣刀的种类很多,这里只介绍几种在数控机床上常用的铣刀。
铣刀:在回转体表面上或端面上分布有多个刀齿的多刃刀具。
粗齿铣刀--刀齿少、粗,刀具强度大,用于粗加工;细齿铣刀--刀齿多,用于精加工。
1、面铣刀(端铣刀)主要用于立式铣床上加工平面、台阶面。
主切削刃分布在铣刀的圆柱面上,副切削刃分布在端面上。
(1)高速钢整体式:刀齿损坏后很难修复。
――应用不多。
(2)硬质合金面铣刀与高速钢铣刀相比,铣削速度较高、加工效率高、加工表面质量也好,并可加工带有硬皮和淬硬层的工件,故得到广泛应用。
按刀片和刀齿的安装方式不同,可分为:a.整体焊接式:将硬质合金刀片与合金钢刀体焊接而成,结构紧凑,制造方便。
但刀齿损坏后很难修复。
应用不多。
b.机夹-焊接式:将硬质合金刀片焊接在小刀头上,再将小刀头装在刀体槽中,用机械方法夹固。
刀头损坏后,只要更换新刀头即可,刀体可以继续使用。
应用较多。
c.可转位式将可转位刀片通过夹紧元件夹固在刀体上,一个切削刃用钝后,将刀片转位,全部切削刃钝后,更换新刀片。
该种铣刀加工质量稳定,切削效率高,刀具寿命长,刀片调整、更换方便,适合在数控铣床或加工中心上使用。
应用广泛。
2、立铣刀主要用于立式铣床上加工外周面、凹槽、台阶面等。
主切削刃分布在铣刀的圆柱面上,副切削刃分布在端面上,且端面中心有顶尖孔,因此,铣削时不能沿铣刀轴向进给,只能沿径向进给。
为了能加工较深的沟槽,并保证有足够的备磨量,立铣刀的轴向长度一般较长。
为了改善切屑卷曲情况,增大容屑空间,防止切屑堵塞,刀齿数比较少,容屑槽圆弧半径则较大。
一般粗齿立铣刀齿数Z=3-4,细齿Z=5-8,容屑槽圆弧半径r=2-5mm。
图2-49为高速钢立铣刀。
应用较广,但切削效率较低。
图2-50为硬质合金可转位式立铣刀。
切削效率高。
3、键槽铣刀主要用于立式铣床上加工圆头封闭键槽。
先轴向进给达到槽深,然后沿键槽方向铣出键槽全长。
外形象立铣刀,仅有2个刀瓣,端面无顶尖孔,端面刃从外圆延至轴心。
铣床刀具种类和介绍及应用
铣床刀具种类和介绍及应用铣床作为一种重要的机床,广泛应用于金属加工制造中。
而铣刀作为铣床的切削工具,种类繁多,下面就常见的铣刀种类及其介绍、应用进行详细阐述。
1.面铣刀:面铣刀是铣床上最常用的刀具之一,主要用于平面加工、开槽、槽铣等操作。
面铣刀可分为单刃面铣刀、多刃面铣刀和立铣刀。
单刃面铣刀正适用于小孔加工和薄壁零件加工,多刃面铣刀适用于高效率平面加工,而立铣刀适用于铣削凹槽。
2.立铣刀:立铣刀用来加工深槽、切削负荷较大的工件。
立铣刀通常分为直柄式立铣刀和锥柄式立铣刀,直柄式立铣刀适用于一般深槽加工,锥柄式立铣刀适用于深槽的一般铣削和各种形状的凹槽铣削。
3.球头铣刀:球头铣刀主要用于加工弧面、倒角、圆形凹槽等工艺,特点是切削轮廓与实体球体相同或近似,切削效果良好,加工表面质量高。
球头铣刀分为立刃球头铣刀和斜刃球头铣刀两种类型,不同类型适用于不同的加工需求。
4.侧铣刀:侧铣刀是刃部平行于旋转轴线的刀具,适用于加工凸出在面上的棱角、槽和平面。
侧铣刀根据刃片安装方式的不同,又可以分为刃片式侧铣刀和整体式侧铣刀两种类型。
刃片式侧铣刀适用于工件切削较薄的加工,整体式侧铣刀适用于需要较大进给量和较高切削效率的加工。
5.齿轮铣刀:齿轮铣刀是专门用于加工齿轮的刀具。
根据不同的齿轮加工要求,齿轮铣刀可分为有倒角的直齿轮铣刀、无倒角的直齿轮铣刀、弧齿轮铣刀、螺旋齿轮铣刀等各种类型。
齿轮铣刀通常需要配合齿轮铣刀专用设备使用,以保证高精度的齿轮加工效果。
6.切槽铣刀:切槽铣刀适用于切割宽槽或深槽,常用于开槽、刨槽等工艺。
根据不同的加工要求,切槽铣刀可分为平底切槽铣刀、圆底切槽铣刀、斜刃切槽铣刀等不同类型。
切槽铣刀的选择要根据具体的工件材料、形状和加工要求来确定。
7.立铰刀:立铰刀是用于加工铰孔的刀具,主要用于铰削孔底面与侧壁之间的角或内孔端面与侧壁之间的角,常用于铰床和铣床上。
立铰刀的种类繁多,选择时需要根据铰孔的尺寸、材料和形状来确定。
CNC常用刀具种类规格标准
CNC常用刀具种类规格标准一、铣刀1. 平口铣刀:平口铣刀是一种最常见的铣刀,在平面和立面上进行铣削操作。
常用的规格有直径为16mm、20mm、25mm、32mm等。
2. 端铣刀:端铣刀适用于切削深度较小的工件,可在平面、立面和轮廓上进行加工。
常用的规格有直径为6mm、8mm、10mm、12mm等。
3. 镗铣刀:镗铣刀常用于镗孔和切削精度要求较高的工件,适用于大批量生产。
常用的规格有直径为6mm、8mm、10mm、12mm等。
4. 槽铣刀:槽铣刀适用于切削槽、倒角和切削凹槽的工件。
常用的规格有直径为4mm、6mm、8mm、10mm等。
5. T形铣刀:T形铣刀通常用于加工T槽和切削凸槽的工件。
常用的规格有直径为8mm、10mm、12mm、16mm等。
二、钻头1. 直径钻头:直径钻头常用于钻孔操作,可用于铸件、金属和非金属材料的加工。
常见的规格有直径为1mm、2mm、3mm、4mm等。
2. 长孔钻头:长孔钻头适用于需要加工深孔的工件,材质较硬的工件也适用。
常见的规格有直径为2mm、3mm、4mm、5mm等。
3. 镗钻头:镗钻头适用于加工精度要求较高的大孔和螺纹孔。
常见的规格有直径为6mm、8mm、10mm、12mm等。
4. 中心钻头:中心钻头适用于进行定位和偏心钻孔的工件,也常用于钻孔前的初始孔加工。
常见的规格有直径为1mm、2mm、3mm、4mm等。
三、刀片1. 外圆刀片:外圆刀片适用于车削和车削外径的工件,用于切削薄壁工件时效果更好。
常用的规格有直径为16mm、20mm、25mm、32mm等。
2. 内圆刀片:内圆刀片适用于车削和车削内径的工件,用于加工深孔时效果更好。
常用的规格有直径为6mm、8mm、10mm、12mm等。
3.轴向刀片:轴向刀片适用于进行车削操作时的进给和退刀,用于车削较长工件时效果更好。
4.切槽刀片:切槽刀片适用于车削切削槽、槽沟和沟道的工件,能够提高生产效率。
5.车削刀片:车削刀片适用于车削平面和轮廓的工件,能够提高加工精度和表面光洁度。
铣刀的种类及主要用途介绍

铣刀的种类及主要用途介绍铣刀是一种金属切削工具,广泛应用于机械加工领域。
根据其形状、材质和用途的不同,铣刀可以分为多种类型。
下面将介绍一些常见的铣刀类型及其主要用途。
1. 面铣刀面铣刀是最常见的铣刀类型之一,也是最基本的铣刀类型。
它的刀具体积大、结构复杂,适用于加工平面、槽口、曲面、齿轮等零件。
常见的面铣刀有平铣刀、侧铣刀和T型铣刀。
- 平铣刀:平铣刀刀片与工件平行运动,削除工件表面的金属,用来加工平面,也可以用来进行镗孔、钻孔和铰孔等工序;- 侧铣刀:侧铣刀刀片与工件垂直运动,用来加工槽口和步进面等,常用于开槽、切割薄板材和切削深度较大的工件;- T型铣刀:T型铣刀形状像字母“T”,适用于加工T型槽、倒角、削平工件突出部分等。
2. 刀柄铣刀刀柄铣刀是指刀柄上带有铣刀刀片的刀具。
根据刀柄的不同,刀柄铣刀可以分为平口刀柄铣刀、面铣刀柄和冰雪蔓柄铣刀等。
- 平口刀柄铣刀:平口刀柄铣刀适用于大型铣削机床,一般用于面铣,可加工较大工件;- 面铣刀柄:面铣刀柄一般是用于加工轮廓结构和大尺寸工件的平铣刀柄,适用于立式铣床和龙门铣床;- 冰雪蔓柄铣刀:冰雪蔓柄是一种先进材料,具有较大的散热面积和良好的散热性能,适用于加工高硬度和高速切削的材料。
3. 端铣刀端铣刀是一种用于加工平面的铣刀类型,具有较高的刚性和切削负荷能力,适用于粗加工或者深入加工的工件。
根据刀片形状的不同,端铣刀可以分为面半切削端铣刀和排屑量较大的端铣刀。
- 面半切削端铣刀:面半切削端铣刀刀片断面的连续曲线为面半切削,刀片安装在刀架上,可用来加工各种粗加工工序;- 排屑量较大的端铣刀:排屑量较大的端铣刀可以高效排屑,适用于高速切削和重切削条件下的铣削。
4. 槽铣刀槽铣刀是一种特殊形状的铣刀,常用于开槽和切槽工艺。
根据槽宽和刀片形状的不同,槽铣刀可以分为等宽槽铣刀、窄槽铣刀、U型槽铣刀、T型槽铣刀等。
- 等宽槽铣刀:等宽槽铣刀切削刀具刃部均匀分布,适用于加工等宽槽;- 窄槽铣刀:窄槽铣刀用于加工窄槽,其形状相对较窄;- U型槽铣刀:U型槽铣刀形状如字母“U”,适用于加工U型槽;- T型槽铣刀:T型槽铣刀形状如字母“T”,适用于加工T型槽。
机械加工各种刀具名称和型式汇总
.一、车刀㈠、外圆车刀:45°外圆车刀60°外圆车刀90°外圆车刀45°弯头车刀60°弯头车刀90°偏头外圆车刀50°直头外圆车刀60°直头外圆车刀75°偏头外圆车刀45°偏头外圆车刀60°偏头外圆车刀45°直头外圆车刀75°直头外圆车刀90°直头外圆车刀㈡、端面车刀:45外圆车刀60外圆车刀90外圆车刀90°直头端面车刀90°偏头端面车刀75°偏头端面车刀60°偏头端面车刀93°偏头端面车刀85°偏头端面车刀45°弯头端面车刀㈢仿形车刀:63°直头仿形车刀72.5直头仿形车刀93°偏头仿形车刀㈣、内孔车刀:92°内孔车刀75°内孔车刀可转位75°上压式内孔车刀可转位90°上压式内孔车刀㈤、切断车刀:普通切断车刀上压式机夹可调切断车刀Q型切断车刀ZQ型切断车刀㈥、切槽车刀:普通切槽车刀机夹内孔切槽车刀.㈦、成形车刀:平体成形车刀棱体成形车刀圆体成形车刀㈧、外螺纹车刀:机夹外螺纹车刀硬质合金焊接外螺纹车刀㈨、内螺纹车刀:机夹内螺纹车刀硬质合金焊接内螺纹车刀㈩、倒角车刀:15°倒角车刀30°倒角车刀45°倒角车刀60°倒角车刀二、铣刀:1、圆柱形铣刀:粗齿圆柱形铣刀细齿圆柱形铣刀2、面铣刀:镶齿套式面铣刀硬质合金端铣刀硬质合金可转位面铣刀3、立铣刀:套式立铣刀直柄立铣刀莫氏锥柄立铣刀短莫氏锥柄立铣刀削平型直柄立铣刀7:24锥柄立铣刀焊接式硬质合金斜齿锥柄立铣刀波形刃立铣刀硬质合金苞米式铣刀4、三面刃铣刀:直齿三面刃铣刀镶齿三面刃铣刀错齿三面刃铣刀5、槽铣刀:尖齿槽铣刀螺钉槽铣刀6、锯片铣刀:粗齿锯片铣刀中齿锯片铣刀细齿锯片铣刀.镶片圆锯7、键槽铣刀:直柄键槽铣刀锥柄键槽铣刀半圆键槽铣刀8、T型槽铣刀:直柄T形槽铣刀削平型直柄T形槽铣刀莫氏锥柄T形槽铣刀硬质合金锥柄T形槽铣刀焊接硬质合金T形槽铣刀9、燕尾槽铣刀:直柄燕尾槽铣刀直柄反燕尾槽铣刀削平型直柄燕尾槽铣刀削平型直柄反燕尾槽铣刀焊接式硬质合金燕尾槽铣刀10、成形铣刀:凸半圆铣刀凹半圆铣刀圆角铣刀11、角度铣刀:单角铣刀不对称双角铣刀对称双角铣刀12、硬质合金可转位铣刀:可转位立铣刀可转位三面刃铣刀可转位面铣刀13、模具铣刀:直柄圆柱形球头立铣刀削平型直柄柱形球头立铣刀莫氏锥直柄圆柱形球头立铣刀直柄圆锥形立铣刀削平型直柄圆锥形立铣刀直柄圆锥形球头立铣刀削平型直柄圆锥形球头立铣刀莫氏锥柄圆锥形立铣刀莫氏锥柄圆锥形球头立铣刀三、孔加工刀具㈠中心钻A型中心钻B型中心钻R型中心钻.㈡麻花钻直柄小麻花钻粗直柄小麻花钻直柄短麻花钻直柄麻花钻直柄长麻花钻锥柄麻花钻锥柄长麻花钻锥柄加长麻花钻粗锥柄麻花钻直柄超长麻花钻锥柄超长麻花钻攻丝前钻孔用直柄阶梯麻花钻攻丝前钻孔用锥柄阶梯麻花钻标准群钻铸铁群钻紫铜群钻黄铜群钻薄板群钻整体硬质合金粗柄麻花钻整体硬质合金定直径圆柱柄麻花钻整体硬质合金直柄麻花钻整体硬质合金直柄内冷却麻花钻削平柄硬质合金三刃麻花钻镶片硬质合金麻花钻镶齿冠硬质合金麻花钻镶片硬质合金内冷却麻花钻硬质合金可转位浅孔钻㈢扩孔钻直柄扩孔钻锥柄扩孔钻套式扩孔钻硬质合金锥柄扩孔钻硬质合金套式扩孔钻㈣锪钻60°直柄锥面钻90°直柄锥面钻120°直柄锥面钻60°锥柄锥面钻90°锥柄锥面钻120°锥柄锥面钻带导柱直柄平底锪钻带可换导柱锥柄平底锪钻带导柱直柄90°锥面锪钻.带可换导柱锥柄90°锥面锪钻㈤铰刀手用铰刀可调节手用铰刀直柄机用铰刀锥柄机用铰刀带刃倾角直柄机用铰刀带刃倾角锥柄机用铰刀套式机用铰刀锥柄长刃机用铰刀锥柄机用桥梁铰刀整体硬质合金铰刀硬质合金直柄机用铰刀硬质合金锥柄机用铰刀硬质合金可调节浮动铰刀硬质合金无刃铰刀手用1:50锥度销子铰刀手用长刃1:50锥度销子铰刀锥柄机用1:50锥度销子铰刀直柄莫氏圆锥和公制圆锥铰刀锥柄莫氏圆锥和公制圆锥铰刀米制锥螺纹锥孔铰刀㈥镗刀单刃镗刀45°通孔镗刀60°通孔镗刀盲孔镗刀精镗刀直槽镗刀加工后端面镗刀T形槽镗刀通切镗刀推切镗刀硬质合金可转位刀片镗刀固定直径双刃镗刀硬质合金可转位双刃可调镗刀微调镗刀㈦扁钻整体扁钻装配式扁钻㈧深孔钻枪钻(整体硬质合金头)枪钻(焊齿式刀头)BTA内排屑深孔钻(焊接式).BTA内排屑深孔钻(机夹式)BTA套料钻BTA镗孔钻喷吸钻(焊接式)喷吸钻(机夹式)DF内排屑深孔钻㈨复合刀具阶梯钻钻--铰钻--攻丝钻--锪--成形锪四、拉刀㈠圆孔拉刀圆廓式圆孔拉刀轮切式圆孔拉刀综合轮切式圆孔拉刀螺旋齿圆孔拉刀㈡键槽拉刀双键槽拉刀矩形花键孔拉刀键槽拉刀三角花键拉刀尖齿花键拉刀渐开线花键孔拉刀五、齿轮刀具㈠齿轮铣刀盘形齿轮铣刀指形齿轮铣刀㈡齿轮滚刀整体高速钢小模数齿轮滚刀整体高速钢高精度齿轮滚刀整体高速钢多头齿轮滚刀镶片高速钢齿轮滚刀圆磨法装配式齿轮滚刀高速滚齿用硬质合金齿轮滚刀硬齿面刮削齿轮滚刀硬质合金可转位式齿轮滚刀多段组装式粗切滚刀波形刃粗切滚刀长短齿粗切滚刀剃前齿轮滚刀磨前齿轮滚刀刮前齿轮滚刀渐开线花键滚刀.㈢插齿刀盘形直齿插齿刀碗形直齿插齿刀锥柄直齿插齿刀渐开线内花键插齿刀斜齿插齿刀薄片插齿刀㈣剃齿刀:盘形剃齿刀径向剃齿刀蜗杆形剃齿刀硬质合金车剃刀㈤蜗轮刀具:蜗轮滚刀蜗轮剃齿刀蜗轮飞刀圆弧齿蜗轮滚刀㈥非渐开线展成刀具:矩形花键滚刀单圆弧齿轮滚刀双圆弧齿轮滚刀钟表齿轮滚刀摆线齿轮滚刀`链轮滚刀非渐开线展成插刀非渐开线展成车刀㈦锥齿轮刀具:直齿锥齿轮铣刀直齿锥齿轮指形铣刀直齿锥齿轮靠模仿形刨刀直齿锥齿轮成对滚切刨刀直齿锥齿轮成对滚切铣刀直齿锥齿轮拉-铣刀盘直齿锥齿轮定装滚刀弧齿锥齿轮铣刀盘弧齿锥齿轮圆拉刀盘摆线齿锥齿轮标准铣刀盘摆线齿锥齿轮万能刀盘准渐开线齿锥齿轮锥形滚刀六、螺纹刀具:㈠螺纹车刀平体螺纹车刀圆体螺纹车刀㈡螺纹梳刀.平体螺纹梳刀圆体螺纹梳刀棱体螺纹梳刀㈢丝锥手用丝锥机用丝锥螺旋槽丝锥螺尖丝锥无槽螺尖丝锥挤压丝锥跳牙丝锥串列式丝锥短柄螺母丝锥长柄螺母丝锥弯柄螺母丝锥复合丝锥内容屑丝锥锥螺纹丝锥梯形螺纹拉削丝锥镶齿丝锥直径可调丝锥㈣板牙圆板牙方形板牙管形板牙钳工板牙㈤螺纹铣刀盘形螺纹铣刀圆柱形螺纹铣刀㈥螺纹切头装平梳刀的自动开合丝锥装圆梳刀的自动开合丝锥装平梳刀的板牙头装圆梳刀的板牙头㈦螺纹滚压刀具滚丝轮搓丝板七、刨刀㈠纵切刨刀㈡端面刨刀㈢切断刨刀㈣专用切槽刨刀八、插刀㈠尖刀.㈡切刀㈢成型刀九、磨具㈠平行砂轮平形砂轮双斜边一号砂轮双斜边二号砂轮单斜边砂轮小角度单斜边砂轮单面凹砂轮双面凹砂轮单面凹带锥砂轮双面凹带锥砂轮孔槽砂轮螺丝紧固砂轮薄片砂轮如有侵权请联系告知删除,感谢你们的配合!。
铣削刀具走刀路线的最基本原则

球头铣刀在进行水平方向进刀时的零切削速度点 仿形铣削是传统的型腔精铣与半精铣加工方式,
刀具一般使用球头立铣刀,采用图中所示 的编程方法进行加工。这种铣削方式来自 于液压仿形铣床的靠模铣削方式。如果照 搬到数控机床上来使用,有如下的缺点
刀具频繁地切入与切出工件,造成刀具刃口容易 因振动而崩刃。
仿形铣削走刀方式,常用刀具和数控 语句中走刀量的倍率调整。
Ve = 0
仿形铣削中刀具在进出工件和触及型 腔根部时,余量变化对刀具的冲击
球头铣刀在进行水平方 向进刀时的零切削速度 点
二、轮廓铣削contouring
轮廓加工方式是推荐的型腔半精铣或精铣的数控编程方 式,此种方式有如下优点:
刀具的切削速度是稳定而持续的,并且避免了球头铣刀 顶端的零切削速度点,最大发挥刀具大直径点切 削速度高的优势。并且特别适合在四轴以上联动 机床上使用,有效利用球头立铣刀大直径加工; 以及高速铣削。
7.5.1 型腔粗加工
Pre-drilled entrance holes
上面所示的平面铣削编程方式,告诉我 们在编程时要尽量减少刀具的切入切出 次数,避免对刀具刃口的冲击。加工面 上如有孔或槽,尽可能安排在后续工序 中完成,这在耐热合金钢材料的面铣加 工时尤其重要。此外面铣削加工刀具走 刀编程时,当加工到孔、槽区域上方时 ,将推荐的进给速率降低25%。 当切削大平面时,选择刀具路径以保持 铣刀完全与其接触,而不是在执行几次 平行走刀。当铣刀进给需变换走刀方向 时,应用执行小直径圆弧转弯路径,以 保持刀具是持续运动的。从而避免出现 停顿和振颤。
方法二、仍采用大直径的铣刀,但是不将圆角靠满,而是 预留余量,给下面的刀具做插铣或摆线铣。尤其对于较深
。 型腔要求过角铣刀较长的时候
铣刀种类

铣刀的种类按铣刀结构和安装方法可分为带柄铣刀和带孔铣刀。
(1)带柄铣刀带柄铣刀有直柄和锥柄之分。
一般直径小于20mm的较小铣刀做成直柄。
直径较大的铣刀多做成锥柄。
这种铣刀多用于立铣加工如图1所示。
1)端铣刀由于其刀齿分布在铣刀的端面和圆柱面上,固多用于立式升降台铣床上加工平面,也可用于卧式升降台铣床上加工平面。
2)立铣刀它是一种带柄铣刀,有直柄和锥柄两种,适于铣削端面、斜面、沟槽和台阶面等。
3)键槽铣刀和T形槽铣刀它们是专门加工键槽和T形槽的。
4)燕尾槽铣刀专门用于铣燕尾槽。
图1 带柄铣刀(2)带孔铣刀带孔铣刀适用于卧式铣床加工,能加工各种表面,应用范围较广。
参见图2。
图2 带孔铣刀1)圆柱铣刀由于它仅在圆柱表面上有切削刃,固用于卧式升降台铣床上加工平面。
2)三面刃铣刀和锯片铣刀三面刃铣刀一般用于卧式升降台铣床上加工直角槽,也可以加工台阶面和较窄的侧面等。
锯片铣刀主要用于切断工件或铣削窄槽。
3)模数铣刀用来加工齿轮等。
数控纵切自动车床的故障分析7.2.1数控纵切自动车床主型号表示方法及基本适用的其它型号1、主型号(按GB/T 15375—94标准)C K A 1 1 12最大棒料直径系列代号组代号结构特性代号数控车床配本山肯交流变频器。
2、基本适用的其它型号国内产品:CKE1112、CKD11127、2、2 数控纵切自动车床故障条目1、主轴弹簧夹头打不开。
2、接料器不动作或动作不正确。
3、中心架夹头与棒料咬死。
4、主轴报警指示灯亮。
5、主轴转动CRT上无主轴转速显示或机床每转进给时,主轴转动,进给轴不移动。
6、冷却液漏或冷却液流量不够。
7、液压压力不够。
8、机床加工零件时,噪声大。
9、回零重复性差或参考点位置偏差。
10、接通总电源开关后,电源指示灯(HL1)不亮。
11、控制电源故障(无控制电压等)。
12、伺服电源故障(无输入电压等)。
13、冷却系统不工作。
14、液压系统不工作。
15、变频器故障报警。
铣削刀具知识

7
| WALTER |
© by Walter AG
可转位刀片切削刃的各种角度
负切削刃
刀尖圆弧
刀片后角 主切削刃
前刀面
后刀面
8
| WALTER |
© by Walter AG
可转位刀具的各种角度
径向前角
轴向前角
s 刃倾角
主偏角
9
| WALTER |
© by Walter AG
双正前角
• 切削轻快,排屑顺利但切 削刃强度较差。适用于加 工软材料和不锈钢、耐热 钢、普通钢和铸铁等。在 小功率机床、工艺系统刚 性不足、以及有积屑瘤产 生时应优先选用该形式。
10
| WALTER |
© by Walter AG
双负前角
• 抗冲击能力强,采用 负型刀片,适用于粗 铣铸钢、铸铁和高硬 度、高强度钢。 • 但铣削功率消耗大, 需要极好的工艺系统 刚性
11
| WALTER |
© by Walter AG
正负前角
• 切削刃抗冲击性能 较强,切削刃也较 锋利。适用于加工 钢、铸钢和铸铁。 大余量铣削时,效 果也较好
– – – – – 方肩铣削, 粗铣 方肩铣削, 精铣 坡铣 孔加工-圆弧插补铣 铣型腔
• 主要应用领域
– 适合所有的加工领域
29
| WALTER |
© by Walter AG
60°~75°主偏角铣刀
•
适用于平面铣削的粗加工。由于径向切 削力明显减小 (特别是 60°时 ),其抗振性 有较大改善,切削平稳、轻快,在平面加 工中应优先选用。 75°主偏角铣刀为通用 型刀具,适用范围较广; 60°主偏角铣刀 主要用于镗铣床、加工中心上的粗铣和半 精铣加工。
常用铣刀的种点类及加工特点
常用铣刀的种点类及加工特点铣刀是用于金属切削和切割的重要切削工具,不同种类的铣刀适用于不同类型的加工任务。
以下是一些常用的铣刀种类以及它们的加工特点:1.平面铣刀(End Mill):•种类:平头铣刀、球头铣刀、角铣刀等。
•加工特点:适用于表面平整化、侧面切削、开槽、轮廓加工等。
2.T型槽铣刀(T-Slot Cutter):•种类:T型槽铣刀、T型槽清底铣刀。
•加工特点:用于加工T型槽,安装螺栓、螺母等零件时使用。
3.立铣刀(Face Mill):•种类:正面铣刀、90度立铣刀、高效切削立铣刀等。
•加工特点:用于平面铣削、表面加工和大面积的平面铣削。
4.球头铣刀(Ball End Mill):•种类:单刃球头铣刀、双刃球头铣刀。
•加工特点:适用于复杂曲面加工、三维加工,可产生球形底部的凹槽和曲线。
5.齿轮铣刀(Gear Cutter):•种类:滚刀、锥齿轮铣刀、分度盘齿轮铣刀等。
•加工特点:用于齿轮加工,包括直齿轮、斜齿轮、螺旋齿轮等。
6.侧铣刀(Side Milling Cutter):•种类:角铣刀、平头侧铣刀、T型槽侧铣刀等。
•加工特点:用于槽加工、平面铣削、侧面加工和切槽等。
7.球头铣刀(Bull Nose End Mill):•加工特点:适用于三维曲面加工,具有球形底部,可用于半球形凹槽。
8.螺纹铣刀(Thread Mill):•加工特点:用于螺纹加工,如内螺纹和外螺纹。
9.V型铣刀(V-Bit End Mill):•加工特点:用于雕刻和雕塑,可产生V形切削痕迹。
10.槽铣刀(Slitting Cutter):•加工特点:用于切割薄材、分度盘、金属带等。
这些铣刀种类在金属加工、木工、塑料加工和其他材料加工中发挥着重要作用。
选择适当的铣刀种类取决于所需的加工任务、材料类型和机床设备。
不同的铣刀种类和设计可用于满足各种切削需求,从粗加工到精密加工。
铣刀种类及规格含图)
铣刀种类及规格含图)————————————————————————————————作者:————————————————————————————————日期:铣刀种类及其规格铣刀,是用于铣削加工的、具有一个或多个刀齿的旋转刀具。
工作时各刀齿依次间歇地切去工件的余量。
铣刀主要用于在铣床上加工平面、台阶、沟槽、成形表面和切断工件等。
种类铣刀按用途区分有多种常用的型式。
①圆柱形铣刀:用于卧式铣床上加工平面。
刀齿分布在铣刀的圆周上,按齿形分为直齿和螺旋齿两种。
按齿数分粗齿和细齿两种。
螺旋齿粗齿铣刀齿数少,刀齿强度高,容屑空间大,适用于粗加工;细齿铣刀适用于精加工。
②面铣刀:用于立式铣床、端面铣床或龙门铣床上加工平面端面和圆周上均有刀齿也有粗齿和细齿之分。
其结构有整体式、镶齿式和可转位式3种。
③立铣刀:用于加工沟槽和台阶面等,刀齿在圆周和端面上,工作时不能沿轴向进给。
当立铣刀上有通过中心的端齿时可轴向进给。
④三面刃铣刀:用于加工各种沟槽和台阶面其两侧面和圆周上均有刀齿。
⑤角度铣刀:用于铣削成一定角度的沟槽,有单角和双角铣刀两种。
⑥锯片铣刀:用于加工深槽和切断工件,其圆周上有较多的刀齿。
为了减少铣切时的摩擦刀齿两侧有15′~1°的副偏角。
此外还有键槽铣刀、燕尾槽铣刀、T形槽铣刀和各种成形铣刀等。
铣刀的结构分为4种。
①整体式:刀体和刀齿制成一体。
②整体焊齿式:刀齿用硬质合金或其他耐磨刀具材料制成并钎焊在刀体上。
③镶齿式:刀齿用机械夹固的方法紧固在刀体上。
这种可换的刀齿可以是整体刀具材料的刀头也可以是焊接刀具材料的刀头。
刀头装在刀体上刃磨的铣刀称为体内刃磨式;刀头在夹具上单独刃磨的称为体外刃磨式。
④可转位式(见可转位刀具):这种结构已广泛用于面铣刀、立铣刀和三面刃铣刀等。
直柄立铣刀规格表直柄立铣刀规格刃部长度全长规格刃部长度全长2 7 40 1/8 3/8 2—5/163 8 40 3/16 1/2 2—5/164 11 43 1/4 5/8 2—7/165 12 47 5/16 3/4 2—1/26 13 57 3/8 3/4 2—1/28 19 63 7/16 1 2—11/1610 22 72 1/2 1—1/4 3—1/412 26 82 9/16 1—3/8 3—3/814 26 82 5/8 1—5/8 3—3/416 32 90 11/16 1—5/8 3—3/418 32 90 7/8 1—7/8 4—1/820 38 100 1 2 4—1/2产品名称产品规格产品材料锯片铣刀Ф60—Ф200 高速工具钢切口铣刀Ф40—Ф80 高速工具钢直齿三面刃铣刀Ф50—Ф130 高速工具钢齿轮滚刀M1—M10高速工具钢高速工具钢直柄键槽铣刀规格Ф2—Ф20 锥柄立铣刀规格Ф14—Ф50 椎柄键槽铣刀规格Ф14—Ф50规格刃部长度全长规格刃部长全长莫氏椎柄号规格刃部长全长莫氏椎柄号2 4 35 14 26 111 2 14 24 110 23 5 35 16 32 117 2 16 28 115 24 7 35 18 32 117 2 18 32 120 25 8 40 20 38 123 2 20 36 125 26 10 45 22 38 140 3 22 36 125 28 14 50 25 45 147 3 24 40 145 310 18 60 28 45 147 3 25 40 145 312 22 65 30 45 147 3 28 45 150 314 24 70 32 53 178 4 32 50 155 316 28 75 35 53 178 4 36 55 185 418 32 80 36 53 178 4 40 60 190 420 36 85 40 63 188 4 45 65 195 445 63 188 4 50 65 195 450 75 200 4。
立铣刀的分类

立铣刀的分类
立铣刀按照不同的分类标准可以分为以下几类:
1. 刀杆形式分类:
- 直柄立铣刀:刀杆完全垂直于工件表面。
- 锯齿立铣刀:刀杆上安装有锯齿状的铣刀,用于进行开槽、切割等操作。
- 锥柄立铣刀:刀杆末端设计为圆锥形,可以快速安装和拆卸。
2. 刀片形式分类:
- 一字刃立铣刀:刀片的铣刃只有一个刃口,适用于加工强
度较大、材料较硬的工件。
- 多刃立铣刀:刀片的铣刃有多个刃口,可以同时进行多刃
铣削,提高加工效率。
3. 刀具类型分类:
- 面铣刀:用于平面铣削,一般有直径较大的圆形刀片。
- 槽铣刀:用于加工槽、凹槽等形状,刀片有锯齿状或直刃状。
- 竖铣刀:用于铣削竖直面,刀片通常呈反齿排列。
- T型铣刀:刀片呈T型,适用于进行T型槽的铣削。
4. 刀具材料分类:
- 高速钢立铣刀:常用的刀具材料,适用于一般材料的铣削。
- 硬质合金立铣刀:由硬质合金制成的刀片,具有较高的硬
度和耐磨性,适用于高硬度材料的铣削。
以上是立铣刀的一些基本分类,不同的分类标准适用于不同的加工需求和材料特性。
常见铣削刀具的应用选择

产品概要∙90°方肩铣刀∙10°– 75°面铣和插铣刀∙圆刀片和大圆角半径刀具∙球头铣刀∙槽铣刀、三面刃铣刀和螺纹铣刀90°方肩铣刀具有90˚主偏角的刀具通用性很强而且是刀具中的最常见类型。
方肩面铣刀、立铣刀和长刃铣刀都包含在本组中。
∙CoroMill 490是一般方肩面铣的首选刀具。
∙CoroMill 390是立铣刀、方肩面铣刀和具有良好坡走铣能力的长刃铣刀的组合。
提供减振刀具和各式各样的圆角刀片用于专用工序。
∙整体硬质合金刀具、CoroMillPlura和CoroMill 316,带有可换式切削头,涵盖的直径范围较小。
∙CoroMill 690是专门用于铣削钛合金的长切削刃刀具。
∙CoroMill 790是主要用于铝合金的刀具,具有最佳的坡走铣能力。
∙本组中的其它铣刀有可乐满精加工长刃铣削刀具和Sandvik Auto-FS精加工面铣削刀具。
10°– 75°面铣和插铣刀这种大范围的刀具主要用于面铣工序,但是具有极小主偏角适合插铣的刀具也属于本组。
∙CoroMill 345是用于普通面铣的基本概念,CoroMill245作为补充选择。
∙CoroMill 365主要用于铸铁。
∙CoroMill 360是真正的重载铣刀。
∙CoroMill 210以及相应版本的CoroMill 316和CoroMillPlura非常适合使用高进给面铣技术。
这些刀具在坡走铣工序的表现非常出色,CoroMill 210也可用于插铣。
圆刀片和大圆角半径刀具圆角刀片铣刀通用性很强,既可用于苛刻的端面铣削,也可用于仿形切削工序,并具有出色的坡走铣能力。
∙轻快切削CoroMill 300为首选。
也可用环形立铣刀,替代球头铣刀。
∙CoroMill 200是较苛刻应用场合的产品选择。
∙大刀尖半径的CoroMillPlura和CoroMill 316可以作为圆角刀片铣刀。
球头铣刀球头铣刀主要用于3D形状(雕刻表面) 的仿形铣削。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
0,02–0,05 2
0,03–0,07 3
首选
XOMX 060204R-M05 F40M XOMX 060204R-M05 F40M XOMX 060204R-M05 F40M XOMX 060204R-M05 F40M XOMX 060204R-M05 F40M XOMX 060204R-M05 F30M XOMX 060204R-M05 F30M XOMX 060204R-M05 F40M XOMX 060204R-M05 F40M XOMX 060204R-M05 F40M XOMX 060204R-M05 F40M XOMX 060204R-M05 F30M XOMX 060204R-M05 F30M XOMX 060204R-M05 F30M XOMX 060204R-M05 F30M XOMX 060204R-M05 F30M XOMX 060204R-M05 F30M XOMX 060204R-M05 F40M XOMX 060204R-M05 F40M XOMX 060204R-M05 F40M
0,5
圆柱柄部
XO..0602
0,2
圆柱柄部
XO..0602
0,5
圆柱柄部
XO..0602
0,9
圆柱柄部
XO..0602
0,1
圆柱柄部
XO..0602
0,1
圆柱柄部
XO..0602
备件
适用刀具 R217.69-..
锁紧螺钉
扳手
C01804-T06P
T06P-3
请查阅最新价格和库存表。 186
(X:100.0%, Y:100.0%)
Created with Grafikhuset CMYK PDF Creator for Jan Mattsson at seco.
方肩与槽铣刀
Nano Turbo 袖珍旋风铣刀 217.69-06
圆柱柄部
圆柱 / 侧固
Combimaster
• 关于刀片的选择和切削参数的推荐 , 请参阅第 189 页。
For cutter
R220.69-0032 R220.69-0040
Dimensions in mm
dmm
Bkw
c
16
8,4
5,6
16
8,4
5,6
For arbor
16 16
(X:100.0%, Y:100.0%)
Created with Grafikhuset CMYK PDF Creator for Jan Mattsson at seco.
10
* 关于柄部和尺寸,请参阅机加工导航者更新样本 2004.2 的刀柄章节。
备件
锁紧螺钉
扳手
刀具角度 : γo = -12° – - 5° γp = + 3° – + 8° γf = -12° – - 5°
装配 形式
0,1
圆柱柄部
XO..0602
0,1
圆柱柄部
XO..0602
0,1
圆柱柄部
XO..0602
4
-2020.3-06-4A 20 20 55 – 80 30 20 60 – 5
4
-2020.3-06-5A 20 20 60 – 85 35 20 65 – 5
5Байду номын сангаас
-2025.3-06-7A 25 20 65 – 90 40 20 70 – 5
7
R217.69 -0816.RE-06-4A 16 – 23 – – – – – M08 5
材质等级 进给量 , fz (mm/ 齿 ) 切削速度 , vc (m/min)
切削参数 – 侧铣
尺寸 mm
加工 满刃切削
侧铣
ae /Dc
100% 25% 10% 5%
推荐进给量 fz mm/ 齿
0,02 0,07 0,12 0,03 0,09 0,16 0,04 0,14 0,25 0,06 0,20 0,34
2
-1214.0-06-3A 14 12 – – 140 95 95 122 – 5
3
-1416.0-06-3A 16 14 – – 160 115 115 140 – 5
3
-1618.0-06-4A 18 16 – – 180 132 132 160 – 5
4
-1820.0-06-4A 20 18 – – 200 150 150 180 – 5
4
-1020.RE-06-5A 20 – 30 – – – – – M10 5
5
-1225.RE-06-7A 25 – 35 – – – – – M12 5
7
-1632.RE-06-8A 32 – 35 – – – – – M16 5
8
-1640.RE-06-10A 40 – 35 – – – – – M16 5
4
R217.69 -0810.0-06-2
10 8 – – 100 64 64 82 – 5
2
-1012.0-06-2
12 10 – – 120 80 80 102 – 5
2
R217.69 -1616.3-06-3A 16 16 46 – 70 22 20 50 – 3
3
-1616.3-06-4A 16 16 46 – 70 22 20 50 – 5
• 关于完整的刀片清单,请参阅第 190 页。 • 关于斜坡铣和螺旋插补铣,请参阅第 230-231 页。
尺寸 mm
型号
Dc dmm l1 L l2 lp l3 lc M ap
R217.69 -0810.0-06-2A 10 8 – – 100 64 64 82 – 5
2
-1012.0-06-2A 12 10 – – 120 80 80 102 – 5
切削参数 – 满刃铣削 (ae /Dc = 100%)
山高 材料 组别
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 20 21 22
F30M
F40M
0,02 0,07 0,12 0,02 0,07 0,12
350 285 245 335 270 235 315 255 220 300 240 210 260 210 180 245 200 175 240 195 170 230 185 160 205 165 145 195 155 135 155 125 – 150 120 – 55 45 – 55 40 – 285 230 200 275 220 190 250 200 175 240 190 165 215 170 – 205 165 – 165 135 – 160 125 – 230 185 160 220 175 155 215 170 150 205 165 140 195 155 135 185 150 130 155 125 – 150 120 – 1205 965 845 1145 920 805 975 780 680 925 745 650 75 60 – 70 55 – 45 35 – 45 35 – 75 60 – 70 55 –
(X:100.0%, Y:100.0%)
方肩与槽铣刀
Nano Turbo 袖珍旋风铣刀 217.69-06
Created with Grafikhuset CMYK PDF Creator for Jan Mattsson at seco.
• 关于刀片的选择和切削参数的推荐 , 请参阅第 189 页。
方肩与槽铣刀
刀片选择 – 217/220.69-06
山高 材料 组别
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 20 21 22
推荐进给量 fz mm/ 齿
Max ap 铣槽 mm
0,04–0,10 4
0,04–0,09 4
0,04–0,09 3,5
0,04–0,09 3
C01804-T06P
T06P-3
请查阅最新价格和库存表。 187
(X:100.0%, Y:100.0%)
方肩与槽铣刀
Nano Turbo 袖珍旋风铣刀 220.69-06
Created with Grafikhuset CMYK PDF Creator for Jan Mattsson at seco.
0,03–0,08 2,5
0,03–0,07 2
0,03–0,06 2
0,04–0,09 3
0,03–0,08 3
0,03–0,07 2,5
0,03–0,07 2
0,04–0,10 4
0,04–0,09 4
0,04–0,09 3,5
0,03–0,07 3
0,05–0,13 4
0,05–0,11 4
0,03–0,06 2
8
-3240.0-06-10A 40 32 140 80 80 115 5
10
R217.69 -1010.0-06-2
10 10 100 62 18 82
5
2
-1212.0-06-2
12 12 120 75 18 102 5
2
刀具角度 : γo = -12° – - 5° γp = + 3° – + 8° γf = -12° – - 5°
切削速度 修正系数
1,00 1,30 1,50 1,60
平均断屑厚度 hm
0,01 0,04 0,08
–
选择合适的进给量。将速度系数和基础切削参数相乘得到切削速度值。
通用刀片 : XOMX 060204R-M05 F40M
刀片 类型
060202 060204 060208 060216