阿维斯塔—波拉里特公司轧制退火酸洗线〔RAP5)情况的介绍
世界十大不锈钢钢厂简介
世界十大不锈钢钢厂简介1.克虏伯•蒂森不锈钢公司克虏伯•蒂森不锈钢公司是于1995年由德国克虏伯公司和蒂森公司不锈钢扁平材生产合并而组建的,1997年成立克虏伯•蒂森不锈钢公司。
随之先后购买了意大利特尔尼特殊钢公司(AST)90%的股权,又控股墨西哥不锈钢公司(Mexinox),1997年,与中国上海浦东钢铁集团公司合资,兴建上海克虏伯不锈钢公(SKS)。
目前,克虏伯•蒂森不锈钢公司在意大利AST公司的年产能力为130万吨,其他四个主要子公司年产粗钢的总能力为190万吨,冷轧不锈钢扁平材的总能力为165万吨,这使克虏伯•蒂森不锈钢公司成为世界最大的不锈钢生产企业,其扁平材产品约占欧洲市场份额的37%,世界市场份额的15%。
在全球钢铁公司合并重组浪潮的冲击下,克虏伯•蒂森不锈钢公司为维护其世界不锈钢扁平材霸主的地位,保持现有的市场份额,与诸如新合并重组的于齐诺尔公司、阿维斯塔•波拉里特公司、阿塞里诺克斯公司等竞争对手相抗衡,该公司采取了一系列策略,如扩大产能、采用先进技术、注重产品结构重组,改善为用户服务。
在意大利的90%控股的子公司AST是一个具有冶炼、连铸、热轧和冷轧等全流程的不锈钢和电工钢生产企业,第二座AOD装置已投产,一台薄板坯连铸机也已投入运行,第五套森吉米尔轧机和一条新的光亮退火线相继开工投产。
这些都使AST公司特尔尼厂不锈钢的产能明显提高,不锈钢热轧带钢的年产能力将增至65万吨,预计2003年总产量可达150万吨。
此外,克虏伯•蒂森不锈钢公司正在谋求在美国建厂或寻求新的合作伙伴,以求与该公司的子公司墨西哥不锈钢公司一起保证整个北美自由贸易区的供应。
目前在北美自由贸易区的销售量占克虏伯•蒂森不锈钢公司总销售量的15%。
墨西哥不锈钢公司冷轧厂的年产能力为22万吨,现正以一半以上的产量供应美国。
北美是一个极具吸引力的市场。
克虏伯•蒂森不锈钢公司以同样的策略三年前进人中国,与宝钢集团上海浦东钢铁公司成立了上海克虏伯不锈钢合资公司,该公司是一座年产50万吨粗钢的全流程的不锈钢扁平材生产企业,2001年11月一期工程投产,年产光亮板能力达7.2万吨。
世界十大不锈钢钢厂简介
世界十大不锈钢钢厂简介1.克虏伯•蒂森不锈钢公司克虏伯•蒂森不锈钢公司是于1995年由德国克虏伯公司和蒂森公司不锈钢扁平材生产合并而组建的,1997年成立克虏伯•蒂森不锈钢公司。
随之先后购买了意大利特尔尼特殊钢公司(AST)90%的股权,又控股墨西哥不锈钢公司(Mexinox),1997年,与中国上海浦东钢铁集团公司合资,兴建上海克虏伯不锈钢公(SKS)。
目前,克虏伯•蒂森不锈钢公司在意大利AST公司的年产能力为130万吨,其他四个主要子公司年产粗钢的总能力为190万吨,冷轧不锈钢扁平材的总能力为165万吨,这使克虏伯•蒂森不锈钢公司成为世界最大的不锈钢生产企业,其扁平材产品约占欧洲市场份额的37%,世界市场份额的15%。
在全球钢铁公司合并重组浪潮的冲击下,克虏伯•蒂森不锈钢公司为维护其世界不锈钢扁平材霸主的地位,保持现有的市场份额,与诸如新合并重组的于齐诺尔公司、阿维斯塔•波拉里特公司、阿塞里诺克斯公司等竞争对手相抗衡,该公司采取了一系列策略,如扩大产能、采用先进技术、注重产品结构重组,改善为用户服务。
在意大利的90%控股的子公司AST是一个具有冶炼、连铸、热轧和冷轧等全流程的不锈钢和电工钢生产企业,第二座AOD装置已投产,一台薄板坯连铸机也已投入运行,第五套森吉米尔轧机和一条新的光亮退火线相继开工投产。
这些都使AST公司特尔尼厂不锈钢的产能明显提高,不锈钢热轧带钢的年产能力将增至65万吨,预计2003年总产量可达150万吨。
此外,克虏伯•蒂森不锈钢公司正在谋求在美国建厂或寻求新的合作伙伴,以求与该公司的子公司墨西哥不锈钢公司一起保证整个北美自由贸易区的供应。
目前在北美自由贸易区的销售量占克虏伯•蒂森不锈钢公司总销售量的15%。
墨西哥不锈钢公司冷轧厂的年产能力为22万吨,现正以一半以上的产量供应美国。
北美是一个极具吸引力的市场。
克虏伯•蒂森不锈钢公司以同样的策略三年前进人中国,与宝钢集团上海浦东钢铁公司成立了上海克虏伯不锈钢合资公司,该公司是一座年产50万吨粗钢的全流程的不锈钢扁平材生产企业,2001年11月一期工程投产,年产光亮板能力达7.2万吨。
不锈钢退火酸洗线介绍

不锈钢退火酸洗线介绍为了降低加工成本、提高生产能力及产品质量,同时也为了提高能源效率及环境适应能力,不少不锈钢带钢生产厂家纷纷引进当今世界最先进的退火酸洗技术、设备,以改建或扩建自己的退火酸洗处理线。
随之而来的问题是,怎样更加合理地在原厂房内布置新的处理线,既保证生产工艺合理、顺畅,又占地面积少。
下面重点介绍2003年6月投产的世界上著名的不锈钢板材生产厂——蒂森克虏伯尼洛斯塔(TKN)克里菲尔德厂(Krefeld)3号冷轧带钢处理线及2003年4月投产的浦项3号新退火酸洗线。
1 1KN 3号不锈钢冷轧带钢处理线(KL3)KL3不锈钢冷轧带钢处理线是当今世界同类设备中最先进的,尤其在产品质量、能源效率和环境适应性方面都很优秀。
这条生产线由安最时集团下属几个公司供货:主要设备供货商是森德维克公司,部分是奥地利的安最时集团(带钢清洗和酸洗段)及荷兰的鹿特丹Thermtec公司(退火炉和雾化空气冷却段)州尔斯通公司提供电气设备。
KL 3冷轧带钢处理线处理冷轧不锈钢带钢包括AISl300系列(80%)和400系列(20%)不钢。
这条线最主要的能力参数汇总于表1中。
表1 1KN的3号冷轧带钢处理线技术参数带钢宽度/mm 600~1380带钢厚度/mm 0.2—2.0带钢速度/m.min-1 100(最大)钢卷重量/t 30(最大)钢卷直径/mm 2500(最大)处理线生产能力/t.h-1 40(奥氏体4301) 28(铁素体4016)退火炉温度/℃ 1240(最高)退火炉的TV值 68m/(最小带钢厚度3mm)1.1 在很小占地面积上实现的现代化技术由于场地条件的限制,这条处理线设计得常紧凑。
为了保证总的技术水平,处理线设备列成4层,总长度仅仅220m。
①在最底层,带钢从两个开卷机之一交替送进处理线,开卷机配置有5辊矫直机和切头剪。
带钢头尾在预重叠电阻焊焊机上进行焊接,这就允许带钢厚度最大相差30%,焊缝强度高于母材强度90%。
阿尔斯通C80-HPCI及SCANDA系统在不锈钢酸洗线中的应用
阿尔斯通C80-HPCI及SCANDA系统在不锈钢酸洗线中的应用太钢至今有四条以上不锈钢酸洗线引进原法国ALSTOM公司的C80-HPCI 高性能控制器及其与INTOUCH构成的SCANDA系统,本文以太钢不锈冷轧厂1#原料退火酸洗线为例介绍其控制器软硬件的应用特点以及SCANDA系统的组态连接过程。
标签:SCANDA系统酸洗线应用0 引言太鋼不锈冷轧厂1#原料退火酸洗线建于2004年,系统总承包商为法国DMS 公司,电气及自动化设备均为法国的阿尔斯通(ALSTOM)公司提供设计及调试,其所用产品及技术属于当时世界最领先的。
整条线根据工艺要求分为头尾段及工艺段,工艺段又分为退火,破磷,抛丸,酸洗,平整和跟踪等部分,共七架C80-HPCI 高性能可编程控制器以满足各种不同的设备及工艺要求。
同时又由两台I/O服务器(一用一备),一台二级网服务器和五台置于操作室的监控PC做为SCANDA 系统。
1 高性能控制器C80-HPCI软硬件功能介绍1.1 高性能控制器C80-HPCI硬件结构高性能控制器C80-HPCI是本套系统的控制核心。
采用VMEBUS框架式结构,各类功能模板均采用前插式结构,无需接线,维护极其方便。
作为控制核心大脑的CPU模板采用GE生产的VMIC7750,它采用INTEL奔腾3处理器,32位寻址,64位数据总线,集成815E芯片AGP图像适配器,使用128M144针的SDRAM内存卡,系统文件及应用程序存储于64M的CF存储卡中。
运算功能极快,功能强大。
同时带有USB2.0,MINICOM,千兆以太网卡等各类计算机标准接口。
VMEBUS总线协议下的数字量、模拟量I/O模板,高速计数器,以及CANBUS/GENIUSN80通讯模板将变频器、远程I/O模块等连接C80-HPCI相应的通信接口。
1.2 高性能控制器C80-HPCI软件应用1.2.1 C80-HPCI的操作系统软件VXWORKS作为控制器的大脑,VMIC7550CPU模板的CF存储卡中配置了VXWORKS 多任务实时操作系统,允许建立多个任务环境进行多个任务通讯数据的交换,同时高度响应的实时性又能够快速响应各类外部中断事件,使各个设备得到良好的性能发挥,且安全稳定。
冷轧退火酸洗线_图文
采用硫酸钠溶液作为电解介质, 通过整流器将工业用交流电转化 为直流电,将电流导入电解槽中 的电极板,通过电解作用去除钢 带表面的锈皮。
中性电解区全长36米,分为六个区段。 进行电解除锈时,保持PH值在5-6之间(即中型电解),有助于溶解 的Fe 以FeOH3的形态析出,并伴随着一些重金属氢氧化物,以达到除 锈的目的。
冷轧退火酸洗线(CAPL)
1#整平机
真空吸附机
1#解卷机
2#整平机
2#解卷机
中性电解
混酸 酸区
清洗
喷 刷 清洗 电焊机 除油区
预热 加热 冷却 炉区
入口活套区
图标示例: 裁剪机
出口活套区
纠偏辊
导向辊
张力辊
SPM
TLL
品检
爬行活套区
收卷机
CAPL生产流程
入口区:
开卷
夹送送料
焊接
炉区:
碱洗除油
预热
加热
出口610mm 钢卷外径: Max.2200mm 钢卷重量:Max.30000KG 产线速度:入口段Max.140m/min
制程段Max.90m/min max 出口段Max.140m/min 产线TV值:=85(mm*m/min) 产能:20万吨/年
产线全长:430 m 入口活套:155 m 炉区: 130 m 酸洗区: 110 m 出口活套:130 m 爬行活套:45 m
除油区可分为喷洗区、刷洗区、清洗段和干燥机四个功能区段: 喷洗段:将脱脂剂溶液喷洗在钢带表面以去除钢带表面的轧延油。 刷洗段:通过高速旋转的刷洗滚轮对钢带表面进行刷洗。 清洗段:高温水冲洗去除钢带表面残留的脱脂剂。 干燥机:通过高温热空气去除钢带表面残留的液体。
推拉式酸洗线工艺培训教程
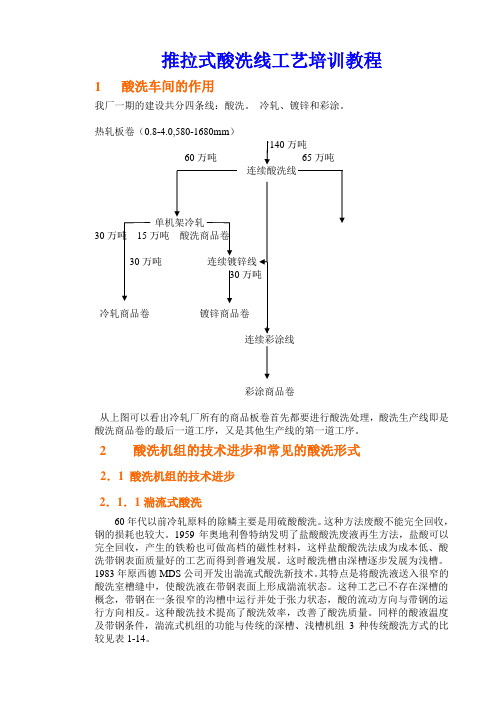
推拉式酸洗线工艺培训教程1 酸洗车间的作用我厂一期的建设共分四条线:酸洗。
冷轧、镀锌和彩涂。
热轧板卷(0.8-4.0,580-1680mm)140万吨60万吨65万吨3030冷轧商品卷镀锌商品卷彩涂商品卷从上图可以看出冷轧厂所有的商品板卷首先都要进行酸洗处理,酸洗生产线即是酸洗商品卷的最后一道工序,又是其他生产线的第一道工序。
2 酸洗机组的技术进步和常见的酸洗形式2.1 酸洗机组的技术进步2.1.1湍流式酸洗60年代以前冷轧原料的除鳞主要是用硫酸酸洗。
这种方法废酸不能完全回收,钢的损耗也较大。
1959年奥地利鲁特纳发明了盐酸酸洗废液再生方法,盐酸可以完全回收,产生的铁粉也可做高档的磁性材料,这样盐酸酸洗法成为成本低、酸洗带钢表面质量好的工艺而得到普遍发展。
这时酸洗槽由深槽逐步发展为浅槽。
1983年原西德MDS公司开发出湍流式酸洗新技术。
其特点是将酸洗液送入很窄的酸洗室槽缝中,使酸洗液在带钢表面上形成湍流状态。
这种工艺已不存在深槽的概念,带钢在一条很窄的沟槽中运行并处于张力状态,酸的流动方向与带钢的运行方向相反。
这种酸洗技术提高了酸洗效率,改善了酸洗质量。
同样的酸液温度及带钢条件,湍流式机组的功能与传统的深槽、浅槽机组3种传统酸洗方式的比较见表1-14。
自从80年代推出湍流酸洗以来,浅槽湍流酸洗机组因其造价低、酸洗事故处理时间短而很快发展起来。
原西德波鸿、澳大利亚BHP、日本住友金属、日本和歌山、日本神钢加古川冷轧厂、比利时西格马公司等于1986-1990年先后建成并投产了湍流酸洗机组。
这种机组的年产量从60万t发展到最大达250万t。
2.1.2机械除鳞法工序的边疆化导致复合除鳞技术的发展。
在传统的化学酸洗的基础上增加了机械方式除鳞。
机械除鳞法有:反复弯曲法、轧制法、喷丸法、NID法及APO法等。
NID法(用高压水喷铁砂浆的除鳞法)是1973年日本石川岛播磨公司开发的,其原理是将铁砂送入高压水流,通过扁缝式喷嘴,形成铁砂流布满钢带的横向表面。
全球主要的高精铝板带企业之一——阿雷利斯公司科布伦茨轧制厂
全球主要的高精铝板带企业之一——阿雷利斯公司科布伦茨轧制厂王祝堂任柏峰,WangZhutangRenBaifeng全球主要的高精铝板带企业之一一一阿雷利斯公司科布伦茨轧制厂Amainenterprisesforaluminumplatesofhighprecision'_______??-______.AlerisAlumin iumWalzprodukteGmbhInKoblenz概况Summary德国科布伦茨(K0blenz)轧制厂(AleriSAluminiumwalzprodukteGmbH)属阿雷利斯(Corus),板带产量约150kt/a,是一个名副其实的高精铝板带轧制企业,生产的合金种类约l10个,主导产品为热交换器用的复合热传输板带箔,航空航天板带,汽车与船舶板材,工模具厚板,结构板材等等(图1),材料的65%出口到其他欧洲国家(约占32%)与世界各国(约占33%),见图2.其它汽车舰}7%4%热交换器t6%分领域的销售份额图1科布伦茨轧制厂产品结构示意图除悠田以外的其它欧州国家35%分地区的销售份额图2科布伦茨轧制厂产品销售地区示意图科布伦茨轧制厂是一个比较年青的工厂,成立于1964年,原属美国凯撒集团(AmericanKaiser GrOuP),初期生产挤压材,稍后转为生产板带材,1987年革荷兰霍哥文集团(DutchHoogovens GrouP)收购该厂,1999年霍哥文集团被英国钢铁生产者一一科鲁斯集团公司(CorusGroupplc.)并购,2006年以为阿雷利斯公司收购.现在,该公司下辖三个企业,其他两个企业是:比利时杜菲尔(DUffe1)轧制厂,加拿大卡普-得?拉,马德里(Cap-de-la-Madeleine)轧制厂.科布伦茨轧制厂的质量管理体系与追求高品质的经营理念在世界铝板带轧制行业中居前列,久负甚誉,成为国际航空航天材料的主要供应者之一,所生产的厚板更是享誉全球(图3).≯Ii鲮r蔷.H0K0TOLWELDURALOIANlAL图3科布伦茨轧制厂提供的模具合金及其厚度科布伦茨轧制厂的生产,技术服务工艺与品质保证,市场开拓,销售与管理员工约1300人,工厂不仅保证员工有一个安定长期的工作岗位,而且有一个安全,健康与环境友好的工作场所,大家都处于一个和谐的环境中.工厂的劳动生产率达120t/(人年).产品品质年年有所改善,产量逐年有所上升,生产装备在不断地更新与改造.职工平均工龄在15qa以上.不断完善的一流装备ConUnuouslyimprovedONfirst-rateequipment为了保证优质航空航天铝板带的供应,科布伦茨轧制厂不但有一流的装备,同时根据需要在不断地改造与扩建,上世纪80年代后期熔炼铸造车间新安了一台现代化的可倾动的静置炉.现在全车间共有5套熔炼静置炉组,在线熔体处理有SNIF除气系统与陶瓷片过滤箱.同期,增建了一台四辊不可逆式冷轧与成套的辅WORLDNONFERROUSMETALS2006961企业与机构■■●■—●■—■—●—_r盛助设备如退火炉,矫直机与剪切生产线,以及一台四辊可造式3250ram热轧机,形成一条(1+1)式生产线.2002年一台世界上最大的之一的铣床建成投产,对航空薄板生产系统进行了全面的改造.后来又投资42百万欧元对冷轧工艺作了全面的大规模改扩建,从而可于2005年末向航空航天部门提供宽度达2800mm 的铝合金厚板.熔炼合金用的原料:纯铝,合金元素,工厂内部废料.铸锭最大质量25t.由于采用当前先进的熔炼铸造工艺,铸锭既有均匀一致的冶金组织,又有相当高的力学性能与低的内应力.3760mm热粗轧机可将600mm厚的扁锭轧成最大宽度3600mm,最薄厚度8mm的厚板,最大轧制速度l80m/min.3250mm四辊热精轧机是双卷取的,产品最终厚度2.5~15mm,最大宽度3000mm.热粗轧机的主电机功率7200kW,最大轧制力45000kN.有一台铁本公司(Tippins)提供的4辊不可逆式3760mm冷轧机,产品最大宽度3500mm,最大厚度2.5mm.还有一台1830mm6辊不可逆式冷轧机,最终产品厚度0.20ram,精度±0.005mm.所有冷轧机都有全自动化控制设备,自动调控带材厚度,板形,平直度.6辊冷轧机的最大轧制速度1000m/min.图43760mm热粗轧机图5厚板HHT连续热处理炉可生产的最大厚板尺寸为厚l80mm,宽3600mm,长24000mm,有一台80000MN的拉伸矫直02世界有色金属2006年第9期机.HttT连续卧式固溶处理炉可处理的最大板材尺寸为:厚200mm,宽3600mm,长24000mm.研发力量不断加强R/OforceisOntherise为了保持工厂的三大主导产品(航空航天与交通运输铝合金板带材,工模具厚板,热交换复合板带材) 在世界市场中的领先地位,不断提高产品的市场竞争力,科布伦茨轧制厂非常重视产品的开发研究工作,每年投入的研发经费占销售收入的3%.将主要力量集中干战略研究上,同时制订了短,中,长期计划,工厂的研发工作与集团的研究工作紧密地联系在一起.科布伦茨轧制厂研发中心近20年来的最大成就是:为铸造大扁锭与特厚工模具板研制出一套行之有效的成熟的工艺,制订了一套工艺文件,开发出了一套独特的工具与模具,不但保证了产品所需的性能, 而且使铸造厚板中的内应力低于标准中的规定极限值;制定了高精度航空航天,交通运输,工模具厚板的热轧,热处理与精整工艺(图6);研制出一批有良好综合性能的新合金,它们有适用于厚板生产的,也有适宜轧制薄板与热交换复合厚箔的.阿雷利斯公司技术中心在研发航天航空,工模具厚板合金方面与美国铝业公司(Alcoa),加拿大铝业公司(Alcan)并列为世界三强之一,在热交换复合铝板带生产方面是世界四强之一(另三个是萨帕铝热传输公司,加拿大铝业公司,海德鲁铝业公司).科布伦茨轧制厂新研制的有更高强度的热交换器合金,可使热传输箔的厚度减薄和/或热交换器在更高的压力下工作,因而可将热交换做得更加紧凑些,可进一步减轻其质量. 图6用科布伦茨轧制厂厚板制造的重型卡车车箱该公司发展的Alustar合金在焊后的强度比同系传统高强度合金的强度还高20%,适用于制造高速渡轮(ferry),可显着减轻自身质量.飞机工业用特厚板机械加工"集成结构(integralstructure)",不但可显着减轻部件的质量,降低制造成本,而且飞机的可靠性,安全性也有很大提高.所谓集成结构就是过去需用几个或甚至三四十个零件用铆接,焊接,紧固联接工艺才能组装成的复杂部件,现在只用一块热轧的特厚板通过铣,刨等机械切削工艺加工成一个整体结构部件.生产集成结构件是一项高技术工作,首先需铸造冶金组织合格内应力低的特大硬合金铸锭,经过严格的均匀化处理后,热轧成特厚板,固溶热处理后,再经拉伸.拉伸工序很重要,一方面使厚板达到所要求的平直度,另方面使热处理过程中产生的残余应力降低到某一值,使厚板中的这种应力与以后机械加工时产生的应力处于平衡状态,当然这是理想的状态,即使达不到这种状态,也应使切削加工后的残余应力小到不会引起成品集成结构件发生变形,否则就会成为废品.Alustar合金是一种A1一Mg系不可热处理强化的高强度铝合金,对海水有很强的抗腐蚀性能,在焊接后的强度比常规船舶合金的高得多,在制造水翼艇, 高速渡轮,巡逻艇方面有独特的优势,对减轻船体质量与增加载荷,提高稳定性有着重要意义(图7).图7用科布伦茨轧制厂厚板制造的高速渡轮随着模具与工具结构的改进,铝合金fE工模具制造业中的应用取得了长足的进展,尽管铝合金工模具价格目前比钢的贵一些,但由于其易加工,交货快捷, 铝合金厚板在工模具材料中有很强的竞争力,是一种很有前景的材料.为此,科布伦茨轧制厂开发出了一系列的工模具厚板铝合金,最大厚度可达900mm.科布伦茨厂模具合金家族各成员的特性如下(见图1): HOKOTOL高强度铝合金:★最大厚度400ram★优良的抛光性能猡■■■●■■●■●■■—一★抗磨损性能强★板材厚度上力学性能高度一致WELDURAL通用型模具铝合金:★最大厚度700mm★优秀的可焊性能★中高力学性能★高抗磨性能★在整个厚度上有均匀一致的力学性能GIANTAL传统模具铝合金:★最大厚度900mm★良好的可焊性能★高的力学性能★优秀的尽寸稳定性能★优良的可切削加工性能科布伦茨/7L~Ij厂另一类最有特色的高精产品是汽车热换器复合铝板带箔,是阿雷利斯集团生产这类材料的最大工厂.阿雷利斯集团是全球最大的复合铝板带箔生产者,2004年的产量约l20kt,占全世界总产量的四分之一左右(图8).图8汽车发动机散热器科布伦茨轧制厂研制成功多个热传输复合铝合金,形成了系列,在汽车发动机与齿轮箱冷却系统,中冷器,空调器中获得了广泛的应用.由于这些合金有更强的抗腐蚀性高,更高的力学性能与更优良的热交换效率,更大的减重效果与长得多的使用期限,被誉为"长寿合金(1onglife)".科布伦茨轧制厂可向用户提供任何厚度与宽度的复合热传输铝合金板带箔材.结束语Conclusiveaccounts德国阿雷利斯集团科布伦茨轧制厂既是一个有名的高精铝板带生产企业,主导产品为汽车热交换复合材料,航空航天板带材与模具厚板,又是一个名副其实的跨国公司,出VI到境J'l,的占销售收入的65%左右. (下转69页)WORLDNONFERROUSMETALS2006963在荧光粉领域的应用在三基色灯用荧光粉(红,蓝,绿粉)中,绿色粉是用Tb激活的稀土磷酸盐(La,Ce,Tb)PO.它是由La2O3,CeO,Tb4O7和H3PO4等制成的.具有效率高,合成度低,粒度较细和高辉度更佳的特点.在投影电视荧光粉中,蓝粉是用Ce激活的稀土溴化物(La,Y)OBr:Ce,颜色效果较好.在终端显示器荧光粉中,黄绿粉是用Tb激活硫氧化镧La,O,S:Tb,其特点是色泽优良,生产效率较高.x射线稀土增感屏荧光粉是用Tb(Tm)激活的硫氧化镧La,OS:Tb(Tm)和溴氧化镧LaOBr:Tb(Tm).医疗用X射线稀土增感屏比传统钨酸钙增感屏具有更优越的性能,不仅检验身体时间短,而且X射线作用小和设备寿命长,从而获得了医疗应用单位的好评.彩色显象管荧光粉是由红,蓝和绿色粉组成的.其中,蓝,绿粉,可用La,O与溴氧化物等制成.如绿粉是用Tb激活的溴氧化镧LaOBr:Tb,不仅生产效率高,而且温度猝灭特性好.再1:L~N蓝粉则是Ce激活的溴氧化镧LaOBr:Ce,这种高效蓝色荧光粉的能量效率为5%.在其它领域的应用用LaO与Cr2O在1300℃高温下可制成铬酸镧(LaCrO)高温电发热体(熔点2490~C),具有耐高温性和高导电性.已用于温度为1500~1800C的高温箱式电阻炉中作高温发热元件.此外,这种发热体在高温下还具有高离子传导性,可作为氧传感器的优良材料.用氧化镧(La,O)与硼(B)可制成高纯LaB细粉,因其具有多余电子,故导电性较好,熔点高(2715℃)和硬度大(显微硬度为245×104Mpa),现已用于制作阴极材料.该材料与钨丝阴极材料相比, 静——■———■■■■—■■■●一其阴极性能更加优越.用La!O和银(Ag)还可制成复合电触点,具有耐电侵蚀和化学稳定性高等优点;并可代替纯银电触点,具有很高的实用价值.此外,La,O,La,OS,LaBeO,LaAlO和LaPO等尚可作为激光材料的基质工作物,用于制造固体激光器.将La,O作为加重天然丝和人造丝的化学药品,可改善工业纺织品的质量.氧化镧的市场Lanthanumoxidemarketof20世纪90年代以来,国内外稀土市场对LaO的需求量不断攀升,从而促进了国内La,O的产量及销售量的快速增长.据统计,国内市场1992年的LaO销售量约300t,2000年为500t,2003年达到了700t,2003年比1992年增长了1.4倍.2003年国内销量约占总销量的26.4%.1999年我国出口La2O31300t,2000年约1450t, 2005年则达到了6775t,2005年比1999年增加4.2倍.主要出口对象为日本和美国等,但以日本为主.近年来我国出口日本的La,O约占日本总进口量的85%以上.据了解,近年来我国LaO的价格在不断下跌.2000年99%的La,O为33元/kg,2002年为20元/kg, 2005年为14元/kg,2005年1:1-,2oo2年$~2ooo年的价格下降了43%与135%,从而造成了生产厂的效益下滑.出口价格则比国内价格还低.但是,今年以来国内外稀土市场形势在逐渐好转,LaO的国内外价格亦有所回升.因此,从总体看La,O今后的产量,国内消费量和出口量仍会增加,从而进一步推动我国LaO工业向前发展.(本文作者单位:中国有色工程设计研究总院)(上接63页)工厂的产量虽不大,只有约150kt/a,但产品附加值高,效益甚好.该厂仅经过10余年的生产就成为一个闻名遐迩的高精铝板带企业,值得我们学习,他们特别注重研发工作,也是很值得借鉴的.中国当前已建成与在建的,而且都把高精铝板带箔作为其主导产品的企业有近20家,但真正称得上如科布伦茨轧制厂那样的高精铝板带箔企业的恐怕就不多了. 现在中国建的一些大型铸锭热轧厂的热粗轧机的开口度都≥600mm,也就是说可以生产厚度≤200mm的热轧厚板,但要生产热处理可强化的铝合金厚板,必须有固溶热处理炉及其他配套齐全的精整设备,即使仅生产的热处理不可强化铝合金厚板也需要配置相应的精整设备.厚度大干200mm的特厚板都是用铸造法生产的,中国尚无这样的生产线,也未听说哪个企业拟建这类生产线.实际上特厚铝合金板在工模具制造业中有着广泛用途,亟需这种材料,市场容量虽不大,但需求年平均增长率却很大.有条件的企业可考虑引进铝合金模具厚板铸造生产线.当前世界上可生产厚达1】00ram的模具铝合金厚板,科布伦茨轧制厂模具厚板的最大厚板为900mm. (本栏目责任编辑:史丽丽) WODNONFERROUSMETALS2006969。
阿维斯塔—波拉里特公司轧制退火酸洗线〔RAP5)情况的介绍

阿维斯塔—波拉里特公司轧制退火酸洗线〔RAP5)情况的介
绍
刘锡妹
【期刊名称】《上海宝钢工程设计》
【年(卷),期】2003(017)001
【摘要】不锈钢带钢直接轧制退火酸洗生产线自九十年代初首次被采用以来,目前世界上共有四条这种类型的生产线:瑞典Avesta公司尼比(Nyby)厂的IRAPL、美国J&L公司米德兰厂的DRAPL(UgineS.A控股)、法国UgineS.A伊斯贝格(Isbergues)厂的LC2i生产线、阿维斯塔波拉里特(AvestaPolarit)公司的BAP5生产线。
其中三条已建成投产,一条即将建成投产。
本文将对笔者所了解的正在建设之中的阿维斯塔波拉里特公司BAP5生产线的一些情况和相关技术进行介绍,以便使对该生产线有兴趣的朋友初步了解该生产线。
【总页数】5页(P24-28)
【作者】刘锡妹
【作者单位】无
【正文语种】中文
【中图分类】TG337.5
【相关文献】
1.直接轧制退火酸洗线设备及工艺 [J], 杨洋;多文亮;董玉杰
2.不锈钢轧制退火酸洗线乳化液站的设计应用 [J], 厉秉奎
3.奥钢联为阿维斯塔波拉里特建造不锈钢生产线 [J],
4.阿维斯塔·波拉里特公司炉卷轧机的新技术 [J],
A.Bohlin;H.Nygren;W.Fuchs;K.Hoen;O.N.Jepsen;郭英渠;赵根宝
5.起步正确是成功开发海上风电的关键访维斯塔斯中国区总裁唐玛勒和维斯塔斯海上风电公司总裁简森 [J], 于贵勇
因版权原因,仅展示原文概要,查看原文内容请购买。
波兰2250mm热带钢轧机生产线简介
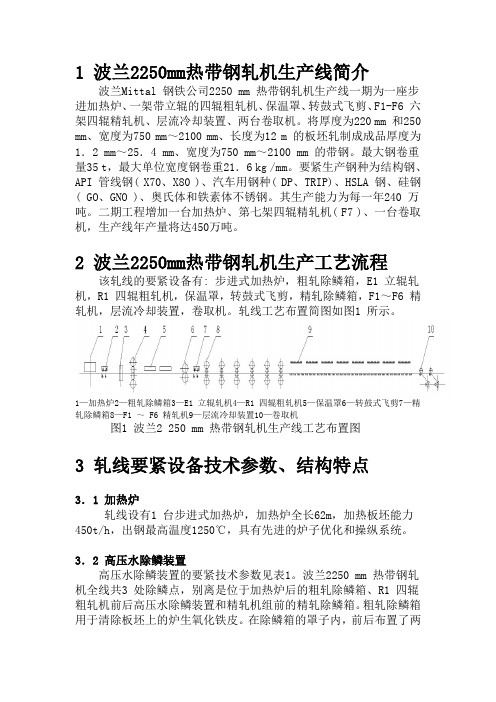
1 波兰2250mm热带钢轧机生产线简介波兰Mittal 钢铁公司2250 mm 热带钢轧机生产线一期为一座步进加热炉、一架带立辊的四辊粗轧机、保温罩、转鼓式飞剪、F1-F6 六架四辊精轧机、层流冷却装置、两台卷取机。
将厚度为220 mm 和250 mm、宽度为750 mm~2100 mm、长度为12 m 的板坯轧制成成品厚度为1.2 mm~25.4 mm、宽度为750 mm~2100 mm 的带钢。
最大钢卷重量35 t,最大单位宽度钢卷重21.6 kg /mm。
要紧生产钢种为结构钢、API 管线钢( X70、X80 )、汽车用钢种( DP、TRIP)、HSLA 钢、硅钢( GO、GNO )、奥氏体和铁素体不锈钢。
其生产能力为每一年240 万吨。
二期工程增加一台加热炉、第七架四辊精轧机( F7 )、一台卷取机,生产线年产量将达450万吨。
2 波兰2250mm热带钢轧机生产工艺流程该轧线的要紧设备有: 步进式加热炉,粗轧除鳞箱,E1 立辊轧机,R1 四辊粗轧机,保温罩,转鼓式飞剪,精轧除鳞箱,F1~F6 精轧机,层流冷却装置,卷取机。
轧线工艺布置简图如图1 所示。
1—加热炉2—粗轧除鳞箱3—E1 立辊轧机4—R1 四辊粗轧机5—保温罩6—转鼓式飞剪7—精轧除鳞箱8—F1 ~ F6 精轧机9—层流冷却装置10—卷取机图1 波兰2 250 mm 热带钢轧机生产线工艺布置图3 轧线要紧设备技术参数、结构特点3.1加热炉轧线设有1 台步进式加热炉,加热炉全长62m,加热板坯能力450t/h,出钢最高温度1250℃,具有先进的炉子优化和操纵系统。
3.2高压水除鳞装置高压水除鳞装置的要紧技术参数见表1。
波兰2250 mm 热带钢轧机全线共3 处除鳞点,别离是位于加热炉后的粗轧除鳞箱、R1 四辊粗轧机前后高压水除鳞装置和精轧机组前的精轧除鳞箱。
粗轧除鳞箱用于清除板坯上的炉生氧化铁皮。
在除鳞箱的罩子内,前后布置了两对集管,上集管高度可调,下集管为固定式,布置了带整流子的高压喷嘴。
60万吨热轧不锈钢退火酸洗线工艺及设备特点
产量
6 0万吨 ,产 品为退 火 、酸 洗后 的钢 卷
生产线主要指标
1 生产 线主要技术指标 及工 艺流程
11 生 产线 主要 技术 指标 .
基本 参数
线 速度 入 口段
工艺 段
ma .lm/ n x1O mi
ma .0 mi x8 m/ n
Ab t a t T e p o e s k y e u p s r c : h r c s , e q i me t t c n c l e f r n e a d c a a t r t s o 0 0 0 a h t n , e h ia ro ma c n h r c e i i f 0 0 V o - p sc 6 r l d s ai l s s e n al d p c l g l e a e b ify i t o uc o l t n es t el e an e i an i k i i r r l n r d ed.I i h i t ng n n e t s t e f s r h me a e c t u u u oma i n p o u t n l e wi a i g ma n t c n c l ar me e s o m d on i o s a t n t r d c i i t l d n i e h ia o o n he p a t r, i e q p e t u h a n ea i g f r a e p c l g s c i n a t ma i l e n h t t k y e uim n c s a n l u n c , i ki e t , u o s s n n o t we d ra d s o c b a t g ma h n r l d sg e n n f c u e n Ch n . l s i c i e a e a l e i n d a d ma u a t r d i i a n Ke y wor s: ot o l d s a n e s s e l a n a i g; c l g p o e s p oc s q i m e t h m e d h — l t ils t e; n e l r e n pik i ; r c s ; r e s e u p n n; o ma e d
国外电渣重熔概况 -东北特钢集团0522

国外电渣重熔新技术
快速电渣重熔的优点是,在保证质量的前提下,熔化速 率是传统电渣重熔的3~10倍,具有很高的生产率。可 以用交换电极的方法,用大断面电极坯料连续生产出各 种小断面规格的电渣钢圆型材、方型材及六角材。由于 具有抽锭功能,并配备了切割装置,在拉坯过程中,电 渣锭的长度可以根据用户需求进行切割,具有很强的生 产灵活性,产品趋于近终成形。另外,电渣钢的成材率 高于传统的电渣重熔。图为因泰克公司为意大利瓦尔布 鲁纳公司制作的快速电渣重熔设备。(见图1~4)。
东北特钢集团
1 前言
东北特钢抚顺基地除引进一台6t保护气氛电渣炉外(已与 ALD公司签订合同),近期还将引进一台12t和一台30t保 护性气氛电渣炉。为了对世界上最先进的电渣炉及电渣重 熔的工艺技术有更加深入全面的了解,出于对引进电渣炉 选型和确定工艺的需要,东北特钢先后与乌克兰科学院巴 顿电焊研究所及世界上著名的CONSARC(康萨克) 公司、ALD公司及INTECO(因泰克)公司等特种 冶金设备制作厂家分别进行了几轮技术交流。派专家到德 国和奥地利的电渣钢生产厂家和电渣冶炼设备设计制作厂 家进行了实地考察。并与因泰克公司正式签订了20t和 100t两台气密型保护气氛电渣炉的订货合同。 东北特钢集团
ESR with two power circuit –ESR TC
1 4 2 5 6
7
3
1电极 图5 1电极 2 熔池 3 钢锭 4 渣池 5 电流导电环 7 水冷结晶器 6 绝缘材料
国外电渣重熔新技术
传统的电渣重熔受渣池温度和钢锭表面质量的影响,熔 化速率、熔池深度及钢锭的凝固速度的控制受到很大的 限制。熔化速率偏低,电渣锭表面质量就会出现问题。 而当今很多质量要求高的产品,需要低的熔化速率,浅 平的金属熔池及快的结晶速度,这些要求是传统的电渣 重熔无法实现的。比如传统的电渣重熔生产含铬2~3% 的轧辊辊坯合格率很高。
世界十大不锈钢钢厂简介
世界十大不锈钢钢厂简介1.克虏伯•蒂森不锈钢公司克虏伯•蒂森不锈钢公司是于1995年由德国克虏伯公司和蒂森公司不锈钢扁平材生产合并而组建的,1997年成立克虏伯•蒂森不锈钢公司。
随之先后购买了意大利特尔尼特殊钢公司(AST)90%的股权,又控股墨西哥不锈钢公司(Mexinox),1997年,和中国上海浦东钢铁集团公司合资,兴建上海克虏伯不锈钢公(SKS)。
目前,克虏伯•蒂森不锈钢公司在意大利AST公司的年产能力为130万吨,其他四个主要子公司年产粗钢的总能力为190万吨,冷轧不锈钢扁平材的总能力为165万吨,这使克虏伯•蒂森不锈钢公司成为世界最大的不锈钢生产企业,其扁平材产品约占欧洲市场份额的37%,世界市场份额的15%。
在全球钢铁公司合并重组浪潮的冲击下,克虏伯•蒂森不锈钢公司为维护其世界不锈钢扁平材霸主的地位,保持现有的市场份额,和诸如新合并重组的于齐诺尔公司、阿维斯塔•波拉里特公司、阿塞里诺克斯公司等竞争对手相抗衡,该公司采取了一系列策略,如扩大产能、采用先进技术、注重产品结构重组,改善为用户服务。
在意大利的90%控股的子公司AST是一个具有冶炼、连铸、热轧和冷轧等全流程的不锈钢和电工钢生产企业,第二座AOD装置已投产,一台薄板坯连铸机也已投入运行,第五套森吉米尔轧机和一条新的光亮退火线相继开工投产。
这些都使AST公司特尔尼厂不锈钢的产能明显提高,不锈钢热轧带钢的年产能力将增至65万吨,预计2003年总产量可达150万吨。
此外,克虏伯•蒂森不锈钢公司正在谋求在美国建厂或寻求新的合作伙伴,以求和该公司的子公司墨西哥不锈钢公司一起保证整个北美自由贸易区的供应。
目前在北美自由贸易区的销售量占克虏伯•蒂森不锈钢公司总销售量的15%。
墨西哥不锈钢公司冷轧厂的年产能力为22万吨,现正以一半以上的产量供应美国。
北美是一个极具吸引力的市场。
克虏伯•蒂森不锈钢公司以同样的策略三年前进人中国,和宝钢集团上海浦东钢铁公司成立了上海克虏伯不锈钢合资公司,该公司是一座年产50万吨粗钢的全流程的不锈钢扁平材生产企业,2001年11月一期工程投产,年产光亮板能力达7.2万吨。
钢帘线的发展和生产工艺现状
钢帘线的开展和生产工艺现状钢丝帘线,俗称钢帘线,是橡胶制品尤其是汽车子午胎理想的骨架材料。
帘线钢是优质硬线钢的精品,是超洁净钢的代表产品和钢铁企业线材生产水平的标志性产品,也是商用钢中强度最高的钢。
它在生产中对冶炼、轧制、加工等每个环节都有特殊的要求,是不折不扣的全过程精品钢材。
生产帘线钢技术含量极高,被誉为“线材中的极品〞、“线材皇冠上的明珠〞。
一般来说,钢帘线需要拉到Φ0.38mm以下,拉的越细,生产难度越大。
因此能拉到的最小线径是衡量一个钢厂帘线钢生产水平的重要标准。
我国钢厂帘线钢大多能拉到Φ0.22mm左右,只有武钢、兴澄特钢等少数几家试拉Φ0.175mm成功。
目前,据我所知,我国可以生产帘线钢的钢厂主要有:宝钢、武钢、鞍钢、首钢、沙钢、青钢、邢钢、兴澄特钢等。
欧洲、巴西等一些钢厂拉到Φ0.15mm没有问题。
而日本神户那么可以拉到Φ0.08m m以下,Φ0.08mm,这是一个非常可怕的数字。
我们人类的头发一般直径在Φ0.18mm 左右,也就是说,神户拉的钢帘线要比我们头发细一半以上。
拉到如此细丝,任何稍大尺寸的硬性夹杂、偏析、非常规组织、内部及外表缺陷都可能是致命的,都可能造成断丝,可见生产难度之高。
帘线钢盘条对化学成分、偏析、脱碳层、晶粒度、组织、外表质量、内部缺陷等都有非常严格的要求,近乎苛刻。
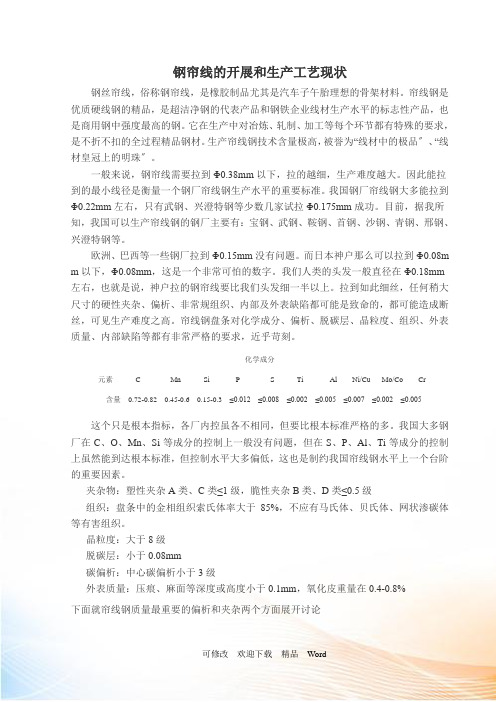
化学成分元素 C Mn Si P S Ti Al Ni/Cu Mo/Co Cr含量 0.72-0.82 0.45-0.6 0.15-0.3 ≤0.012≤0.008≤0.002≤0.005≤0.007≤0.002≤0.005这个只是根本指标,各厂内控虽各不相同,但要比根本标准严格的多。
我国大多钢厂在C、O、Mn、Si等成分的控制上一般没有问题,但在S、P、Al、Ti等成分的控制上虽然能到达根本标准,但控制水平大多偏低,这也是制约我国帘线钢水平上一个台阶的重要因素。
夹杂物:塑性夹杂A类、C类≤1级,脆性夹杂B类、D类≤0.5级组织:盘条中的金相组织索氏体率大于85%,不应有马氏体、贝氏体、网状渗碳体等有害组织。
酸洗线PKL及ARP流程简介
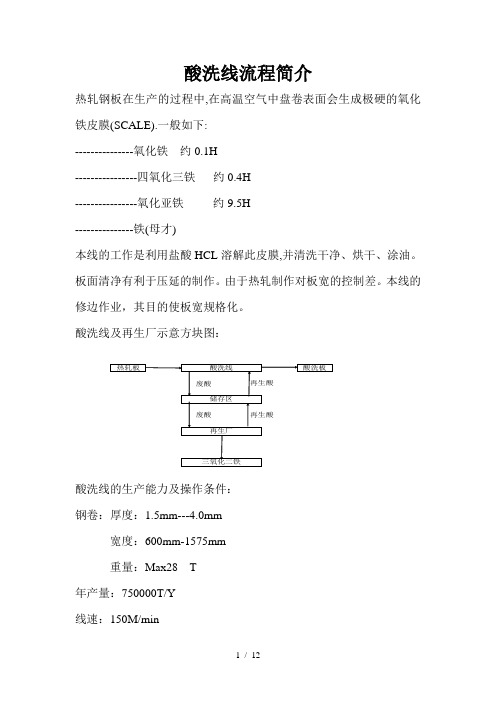
酸洗线流程简介热轧钢板在生产的过程中,在高温空气中盘卷表面会生成极硬的氧化铁皮膜(SCALE).一般如下:---------------氧化铁约0.1H----------------四氧化三铁约0.4H----------------氧化亚铁约9.5H---------------铁(母才)本线的工作是利用盐酸HCL溶解此皮膜,并清洗干净、烘干、涂油。
板面清净有利于压延的制作。
由于热轧制作对板宽的控制差。
本线的修边作业,其目的使板宽规格化。
酸洗线及再生厂示意方块图:钢卷:厚度:1.5mm---4.0mm宽度:600mm-1575mm重量:Max28 T年产量:750000T/Y线速:150M/min盐酸温度及浓度:85度200g HC/L酸洗线的工作流程:酸洗常见的异常与影响一、酸洗作业的功能:1、表面锈皮的去除:酸洗是钢板表面清洗的第一步。
利用硫酸或盐酸将钢板表面的锈皮除去,以便冷轧作业。
2、修边:符合板宽的规格作修剪。
3、涂油:为防止生锈,以及冷轧时的润滑。
二、酸洗后品质的优劣带给后续制作影响是相当大的,因此就针对酸洗作业随时可能发生的缺陷作一个介绍:1、酸洗不足:因酸洗条件不足以及酸洗时间不够,而残留锈皮在板面上,对压延操作影响很大。
容易损坏工辊压坯表面,产生凹痕,造成表面缺陷。
造成酸洗不足有以下因素:1)酸液方面:(1)浓度不够。
(2)温度太低。
(3)铁离子含量高。
2)原料方面:(1)板形不良,造成部分酸洗不足。
(2)锈皮较厚。
3)操作者:(1)速度太快。
(2)状况判断错误。
2、酸洗过度:钢板浸泡太久造成:1)表面发黑:粗糙度大,影响后续加工作业。
2)氢脆化:造成板面疤裂。
3)因钢板基材部分被溶解,易使Fecl2残留造成清洗不干净,影响后续加工。
发生酸洗过度有以下因素:1)酸液方面:浓度太高。
2)机械方面:(1)故障。
(2)修边不顺。
3)仪电方面:不稳经常跳机。
4)操作方面:(1)穿板速度太慢。
酸再生教案课件
第一讲 酸再生基本理论
主讲:甘绍君 2013.3
目录
list
酸再生技术概述 盐酸废液形成及性质 酸再生机组工作原理 预脱硅工艺 废酸净化工艺 酸再生工艺 酸再生新技术介绍 思考题
酸再生技术概述
在现代冶金工业中,从热轧厂运送来的热轧带钢卷,是在高温下进行轧制 和卷取的,带钢表面在该条件下生成的氧化铁皮覆盖在带钢表面上。在冷轧厂 中,热轧带钢在冷轧前必须进行酸洗,其目的是为了清除粘附在带钢表面的氧 化层,为后续加工做好准备。除去氧化铁皮的工作通常由酸洗机组来完成,目 前大部分工厂使用的酸洗液通常是盐酸。 在酸洗过程中,每吨钢需消耗35-45kg的盐酸,这些酸不能随便进行排放 。为防止对环境照成恶劣的影响,因此须对废酸进行再生处理,一方面可以循 环利用盐酸,另一方面减少对环境的破坏。 20世纪30年代,德国的鲁奇(Lurgi)公司提出了鲁奇法(即流化床法) 回收盐酸。1959年奥地利ANDRITZ公司首创了Ruthner法盐酸再生工艺,即 喷雾焙烧工艺。酸再生机组根据客户的要求不同,配置也有所不一样,一般分 预脱硅、脱硅和酸再生三部分。 随着国内对环境保护和资源利用重视程度有了明显提高,人们对冶金工业酸 洗废液资源化处理的研究也越来越深入,目前国内大部分冷轧钢厂都配备了废 酸再生机组,其中ANDRITZ公司的Ruthner法盐酸再生工艺在国内应用的较为 广泛。
●所生产出的副产品氧化铁粉具有高附加值,主要用于磁性材料领域;
It can produce the high quality oxide powder which is used for magnetic materials; ●采用特殊的废气处理方法,使得机组的各项环境指标均能达到一流标准。 It takes a special way to reduce the fume ,all the environment KPI can reach the EURO standard;
AVESTA+POLARIT厂的轧制、退火、酸洗生产线
!"#$%!&’(!)*%厂的轧制+退火+酸洗生产线,-./012342-. 5.667389.6.:;意大利达涅利集团<摘要目前用热轧带钢生产不锈钢冷轧带卷的程序是由一系列单独工艺组成的=退火+酸洗+冷轧+中间退火+冷精轧+最终退火+酸洗及平整>?8-/78的@A26B.18:.-7B厂;芬兰<C世界不锈钢第二大生产厂家C新建D E@1F生产线将在连续生产线中配备所有生产工艺流程=串列式冷轧机C退火炉+酸洗段+平整机>这台世界第一的G G H万B I.生产能力的综合生产线可加工冷轧和热轧两种不锈钢带钢>达涅利公司负责轧机+酸洗段+脱脂段和生产线出入口段设备的设计和供货>关键词串列式冷轧机工作辊偏移调节酸洗平整机J)’((*K L C!K K#!(*K L C&*M N(*K L(*K#*K!"#$%!&’(!)*%,-./012342-. 5.667389.6.:;D./72:7O9P Q R R7S7/252S S./7S T2U P4P@C V B.:W<!X$%)!M%?T2S Y--2/B4-8S2Z Y-2R8-4-8Z Y S7/[6B.7/:2666B22:9E S87:6R-83T8B\./Z S8/676B68R.62-7268R624.-.B24-8S26626=.//2.:7/[C47S]:7/[C S8:Z-8::7/[C7/B2-32Z7.B2 .//2.:7/[C R7/76TS8:Z-8::7/[C R7/.:.//2.:7/[C47S]:7/[./Z6]7/4.66-8::7/[P?T2/2^E@1F :7/2.B@A26B.18:.-7B C?8-/78;,7/:./Z<C B T2^8-:Z_662S8/Z:.-[26B4-8Z Y S2-8R6B.7/:266 6B22:C^7::7/S8-48-.B2.::B T24-8S266267/.S8/B7/Y8Y6:7/2=B./Z23S8:Z-8::7/[37::C .//2.:7/[R Y-/.S2C47S]7:7/[62S B78/C6]7/4.6637::P?T76^8-:Z‘R7-6B G G H H H H H B8//242-W2.-S.4.S7B W7/B2[-.B2Z:7/2S./4-8S266\8B TT8B./ZS8:Z-8::2Z6B.7/:2666B22:6B-746P D./72:776 -2648/67\:2R8-B T2Z267[/./Z6Y44:W8R B T2-8::7/[37::6C47S]:7/[62S B78/C Z2[-2.67/[62S B78/ ./ZB2-37/.:2a Y7432/B8R B T2:7/2PN#bc’)d$B./Z23S8:Z-8::7/[37::C^8-]-8::68R R62B.Z e Y6B32/B C47S]:7/[62S B78/C6]7/ 4.6637::f前言不锈钢的年度市场每年平均以Fg的速率增长>根据此背景C价格水平波动很大C但如果在计算中扣除了原料成本时C呈下降趋势>因此C为了使生产厂家能在这种条件下保持其利润率C需要经常考虑降低其加工费用的方法>从历史上来看C为了保持市场竞争力C生产厂家每年需要降低hg的加工成本>这就导致提高设备生产能力和公司兼并C作为实现持续盈利的方法>近年来采用的其他方法有=将多个工艺流程合并成能以单道次或双道次直接以热轧轧件生产i j材料的单一生产线>本文介绍了@A26B.18:.-7B向达涅利k2./联合公司订购G G H 万B联合轧制+退火和酸洗生产线设备>这将成为世界上不锈钢生产能力最高的生产线C以前只有碳素钢生产线具有这样的生产能力>l生产线的特点目前用热轧带钢生产不锈钢冷轧带卷的程序由一系列单独工艺流程组成=退火+酸洗+冷轧+中间退火+冷精轧+最终退火+酸洗及平整轧制;见图G<>新建的E@1F生产线综合了连续生产线中的J联系人=姚望明C高级工程师C北京;G H H H H m<朝阳区光华路n号汉威大厦东座G o@o室达涅利公司北京代表处万方数据图!普通工艺流程"#$%!&’()*(+#’(,-./’0*11所有工艺2串列式冷轧机3退火炉3酸洗段3平整机4在采用这种创新工艺方案的情况下5可在生产线的入口段安装6机架串列式轧机5直接轧制热轧带钢5然后5或销售该产品或在789对带卷进行第二轮加工:图;<4与普通工艺流程相比5它具有下列优点2:!<优质一号光洁度:扁平度和表面质量<=:;<生产成本低:与普通工艺流程相比5节约!>?@;>?<=:6<收得率高2A B?@A A?:普通工艺流程为A C?@A D?<=:E<减少了带卷所需的贮存面积=图;78F9工艺流程图"#$%;78F9./’0*11G-’H:9<减少带卷搬运=:C<订单交货快:普通工艺为9天5现只;>I#(加工时间<4表!为物料规格和设备数据4表!物料规格和设备数据J,K-*!L.*0#G#0,+#’(’G#(0’I#($0’#-1,(M*N O#.I*(+进厂料出厂料机组数据材料8P L!6>>和8P L!E>>厚度Q I I!%>@C%>:热轧材<年总产量Q万+R,S!!!>厚度Q I I!%>@C%>6%>:冷轧材<入口段速度:最大<Q I R I#(S!69>宽度Q I I A9>@!C9>宽度Q I I A9>@!C9>串列式轧机速度:最大<Q I R I#(S!;9>带卷内径Q I I D C>Q C!>带卷内径Q I I C!>工艺段速度:最大<Q I R I#(S!!9>带卷外径Q I I!>>>@;>>>带卷外径Q I I!>>>@;>>>平整机速度:最大<Q I R I#(S!;9>重量:最大<Q+6>重量:最大<Q+6>出口段速度:最大<Q I R I#(S!69>该生产线的总平面布置图见图64图6总平面布置图"#$%6T*(*/,--,U’O+!V入口段=;V入口活套小车=6V连轧机工段=E V!号中间活套小车=9V加热炉工段=C V喷丸机=D V电解和化学酸洗=B V;号中间活套小车=A V平整机=!>V出口活套=!!V出口段W出入口设备达涅利公司将提供入口带卷运输设备3开卷设备3活套设备3除鳞机及张力矫直机和出口卷取设备4该设备是按带卷准备3穿带和工艺处理自动操作进行设计的4主要装置由下列各项组成4:!<先进的活套设计5配有C X.,11带钢贮存装置5专用钢绳导向系统5活套小车盘上的纠偏装置5改善的活套挑和小车系统的供电设备:见图E<4RYWR第!!期"/,(Z F*I.*/,等28[\L J8F]^87P J厂的轧制3退火3酸洗生产线万方数据图!达涅利车间的入口活套"#$%!&’()*+,,-.)#’/0’#.+#1,)234,-567双重偏心设计的飞剪8在剪切机内带有废钢移出系统8可根据所需的废钢长度调整切割长度95:7对热带轧件仅配有干式破鳞机9在冷轧件生产过程中8带钢用入口和出口张紧装置进行支承9除鳞机是由两台矫直装置和一个抗横弯装置组成8还包括辊架更换和旋转装置以及灰尘和氧化铁皮抽吸系统95!7在湿式张力矫直机后面8有一个带钢清理段8针对不同的最终产品8采取不同的操作模式95;7生产线传动装置优化和张力预设定用的张力管理软件包9<连轧机段在三机架连轧机段将对带钢进行轧制9轧机机架为=辊式8带有侧支承辊和侧支承轴承8以稳定工作辊9调节辊缝几何形状的执行机构为液压>?@缸A中间辊窜动和中间辊弯辊装置5见图;79主轧机参数为B轧制力6;CD E工作辊直径F;GH H E中间辊直径!:=H H E支承辊直径F F;G H H E中间辊窜动:G G H H E工作辊更换:H#’E中间辊和工作辊更换=H#’9为了减小横向力8采用了一专门设计来调节工作辊偏移量9实际上8通过移动工作辊位置8可以用轧制力引起的力来平衡转矩引起的力9工作辊的位置在入口侧通过楔块系统调节E压力在输出侧控制5见图=79轧制油由一综合系统供给8该系统由真空带式过滤器A分离器装置和筒式过滤器系统组成的不同清洗级9在轧机之后8安装有脱脂段9脱脂段由高压水系统和碱脱脂A刷洗装置A漂洗和烘干等组成9图;预组装的轧机机架"#$%;I).J033.H K+.LH#++3(0’L图=工作辊偏移调节装置"#$%=M,)2),++3,N N3.(0L O P3(H.’(QR<Q钢铁第:S卷万方数据!酸洗段酸洗段是由中性电解段"中间漂洗"混合酸段和#级串联式最终漂洗装置"及其后的烘干设备组成$达涅利为电解及混合酸段开发了新的专利技术$电解酸洗工艺流程的目的部分是为了除去铬酸盐层%其铬含量很高%这些铬来自于铬层形成$贫铬层位于退火过程中形成的连续铬酸盐层下面$为了使以后的工艺步骤中的混合酸能与贫铬层直接接触并溶解%必须实现除铬酸盐这一步$不过%在电解酸洗段可以实现贫铬层低溶解率$在化学酸洗过程中%可以除去在退火步骤中形成的贫铬层和上述步骤中形成的铬层%以及电解酸洗后带钢表面可能留下的氧化残留物$带有硝酸和盐酸基的硝酸主要用做酸洗介质$此步骤可以保证带钢最终表面所需的铬含量$由规定浓度的盐酸"硝酸和溶解金属组成的混合酸证明是最佳的酸洗溶液$中性电解酸洗段具有下列重要特点&’()电极区阴级和阳极之间电流完全分开*’+)阴极区带钢最低停留时间为+,*’-)带钢极性变化最少-次’阳极到阴极)*’.)电极区电解液流速高*’#)各酸洗槽’阴极和阳极)之间的辊子未完全浸入并且可在操作过程中进行检查*’/)包括(+个电解酸洗槽$在/号槽与0号槽之间和本工段的后端部配套有中漂洗和刷洗装置*’0)提供有循环系统%并且对12值进行监控%通过自动添加酸使其保持恒定*’3)为了去除反应生产的气体%提供有烟气排放系统$混合酸洗段是由/个酸洗槽组成$酸洗池配备有-个湍流槽和.个入口$每个入口都动态地供给酸洗$为了避免在减速下加工带钢时过分酸洗%可以降低酸洗液供给动能$将每个酸洗池分开的挤干辊未完全浸入酸洗液中$在混合酸池后面是#级步联漂洗段%两级配有清洗刷$4平整机平整机是平整机和轧机的组合装置$它是根据产品大纲不同以+辊和.辊方式进行运行$在用.辊方式时%该轧机的变形量达(56%采用+辊方式时为(6$在#789内%该轧机能够从+辊式转换成.辊式$在线轧机的所有必要装置%比如在生产线中有带钢的情况下的快速换辊装置"清洗和润滑设施等都包括在供货范围内’见图0)$图0组合式.辊:+辊平整机;8<=0>?7@89A B8?9.C D8<D:+C D8<D,E891A,,78F F该轧机的主要参数为&轧制力+#:3GH*工作辊直径.#5:0(#77*支承辊直径((#577*工作辊更换装置-789$I结论新建的J K L,B AM?F A N8B生产线是根据市场对产品质量和生产成本的最新要求%采用不锈钢生产新技术的一条生产线%这将能够在一个道次中生产薄规格(号精度的热轧带钢或以两个道次生产冷轧+O:+P光洁度带钢$尽管本生产线是此类生产线中的第一条%由于达涅利设备的可靠性和J K L,B AM?F A N8B的工艺诀窍%其生产学习曲线预计可以在一个很短的时间内达到额定值$QRSQ第((期;N A9T M L71L N A等&J U V W X J M Y Z J[\X厂的轧制"退火"酸洗生产线万方数据AVESTA POLARIT厂的轧制、退火、酸洗生产线作者:Franz Pempera, Massimo Casal作者单位:意大利达涅利集团刊名:钢铁英文刊名:IRON & STEEL年,卷(期):2002,37(11)被引用次数:0次本文链接:/Periodical_gt200211012.aspx授权使用:辽宁科技大学图书馆(lnkjtsg),授权号:d76e30a5-59b3-4807-af2c-9eaa00c48039下载时间:2011年3月18日。
WRAP产线酸洗区功能简介

WRAP 产线酸洗区功能简介WRAP 酸洗区总长173米,主要分为电解区 EP01,电解区 EP02,刷洗单元 BU03,混酸区 MP04,混酸区 MP05,混酸区 MP06,最终清洗段 FR07,干燥机 SD18,Na2SO4纯化系统 NP18,混酸处理系统APU ,电解区废气系统,混酸区废气系统,脱硝(DeNOx )系统。
基础设计原 料:AISI 300 , AISI 400 宽 度:800 — 1300 mm 厚 度:0.3 — 3.0 mm 速 度:Max 125 m/min 机器TV 值:100参考:厚-0.8 mm, 宽-1300mm酸洗的主要目的是去除钢带表面的氧化物锈皮,不锈钢在退火过程中,钢带表面会形成一层锈蚀层或氧化层。
锈蚀层由Fe 2O 3 、Cr 2O 3 以及 其它合金元素的氧化物组成。
中性电解槽EP01,EP02钢带等级和退火条件的不同会使钢带表面形成不同成分的铁基氧化物。
这些可以通过电解有效去除。
在Na2SO4的中性水溶液中进行电解来除锈是非常有效的。
在这个过程是在直流电下进行,基于电流感应原理使钢带穿行于交替出现的阴阳极板之间,从而达到剥离锈皮的目的。
电解中性盐溶液会引起一系列的化学反应,如: 阴极反应:Na 2SO 4电解 : Na 2SO 4=2Na ++SO 42-EP01 EP02Double brushscrubberMP04 MP05 MP06Spray rinsingDoublebrus h scrubberSpray rinsingHot spray rinsingDryer酸区简图Na析出:2Na++2e-=2NaNaOH生成:2Na+H2O=2NaOH+H2↑阳极反应:硫酸根还原:SO42--2e-=SO4H2SO4生成:2SO4+2H2O=2H2SO4+O2↑电解还原:2NaOH+H2SO4=Na2SO4+2H2O锈皮中的成分,如Fe2O3、Cr2O3、NiO溶解,如:Fe2O3-6e-=2Fe3++3/2O2Cr2O3-6e-=2Cr3++3/2O2NiO-2e-=Ni2++1/2O2在中性溶液中金属离子水解形成氢氧化物,如Fe3++3H2O=Fe(OH)3+3H+Cr3++3H2O=Cr(OH)3+3H+Ni2++2H2O=Ni(OH)2+2H+锈蚀层被溶解,铁离子、和部分镍离子以金属氢氧化物的形式沉淀下来,于是铬表面就显露出来了。
介绍美国特拉伏公司大豆加工情况

介绍美国特拉伏公司大豆加工情况
商业部科技局[1]
【期刊名称】《中国油脂》
【年(卷),期】1979(000)003
【摘要】一、前言美国特拉伏(Dravo)公司化学设备部的技术座谈代表团一行于1979年2月15日至2月21日在北京与我方进行了油料加工等方面的技术座谈。
特拉伏公司创立于1891年,目前已发展成为一个经营工程设计、建筑安装和设备
制造公司,现有雇员14000人,工程技术人员和职员6500人,积累资产为200亿美元。
该公司化学设备部的业务范围主要包括油料加工、食品、石油、纸浆、造纸、以及废水处理等,油料加工是该部的主要业务。
该公司的平转式浸出器是由卡诺夫
斯基(George karnofsky)发明的,他这次也参加了座谈。
【总页数】30页(P49-78)
【作者】商业部科技局[1]
【作者单位】
【正文语种】中文
【中图分类】F4
【相关文献】
1.阿维斯塔—波拉里特公司轧制退火酸洗线〔RAP5)情况的介绍 [J], 刘锡妹
2.引进美国比克莱窑炉公司烧重油抽屉窑情况介绍 [J],
3.对美国GE公司保护控制部考察情况介绍 [J], 张军文
4.充分挖掘企业潜力——介绍美国一些公司在不裁员的情况下降低生产成本的做法[J], 柯冬兰
5.王丙乾、陈慕华、郑拓彬会见普华国际会计公司董事长科迪斯(英国人)和康纳尔(美国人)时,外方介绍有关国外政府审计和注册会计师的情况(摘录) [J],
因版权原因,仅展示原文概要,查看原文内容请购买。