不锈钢的轧制退火酸洗综合生产线
不锈钢线材生产工艺
不锈钢线材生产工艺不锈钢线材的生产工艺主要包括原材料配料、熔炼、连铸、热轧、冷拔、退火、切割等。
以下是对这些工艺的详细说明。
原材料配料:不锈钢线材一般使用高品质的不锈钢坯料作为原材料。
根据不同需求,选择不同的材料成分,如304、316等。
原材料配料一般由配料员根据生产要求按一定比例混合。
熔炼:将原材料坯料放入电炉中进行熔炼。
电炉的高温条件下,原材料坯料逐渐熔化,并通过特定工艺进行脱硫、脱氧等处理,以提高不锈钢的纯度和成分。
连铸:将熔炼后的不锈钢液体倒入连铸机中进行连铸。
连铸机是一种将液体钢水快速冷却形成连续铸坯的设备。
连铸过程中,通过控制结晶核和冷却条件,使液体钢水迅速凝固成钢坯。
热轧:将连铸后的钢坯加热至适当温度,然后通过热轧机进行成形。
热轧工艺主要包括热轧前的预处理(除鳞、倒包等)、热轧和尺寸修整。
热轧能够使钢坯的截面形状变为所需的形状,提高产品的强度和塑性。
冷拔:经过热轧后的钢材通过冷拔机进行拉拔成形。
冷拔能够改变材料的组织结构,提高产品的机械性能和表面质量。
冷拔过程中,通过连续多道次的拉拔,逐渐减小材料截面的尺寸和提高其表面光洁度。
退火:在冷拔后,不锈钢线材会存在一定的内应力和晶界等缺陷,为了消除这些缺陷,需要进行退火处理。
退火过程中,将不锈钢线材加热至适当温度,然后慢慢冷却,以恢复其本身的塑性和韧性。
切割:经过退火处理后的不锈钢线材,根据客户要求,通过切割机进行切割。
切割机能够将长线材切断成所需长度的线材,以便进一步加工或使用。
以上是不锈钢线材的生产工艺。
这些工艺保证了不锈钢线材的质量和性能,使其能够广泛应用于建筑、机械、船舶等领域。
不锈钢轧制工艺

不锈钢轧制工艺
不锈钢轧制工艺是指利用轧机将不锈钢坯料经过一系列工艺加工制成不锈钢板材的过程。
其主要步骤包括:压延、酸洗、冷轧、退火、切割等。
1. 压延:将不锈钢坯料经过高温加热,使其软化后通过轧机进行压延,将坯料逐渐拉长并减少截面积,得到所需的板材形状。
2. 酸洗:将压延后的不锈钢板材通过酸洗设备,经过酸洗液处理,去除表面的氧化皮和污染物,提高表面光洁度和韧度。
3. 冷轧:将酸洗后的不锈钢板材通过冷轧机进行再次压延,通过冷轧的过程可以进一步改善板材的机械性能、表面质量和尺寸精度。
4. 退火:经过冷轧后的不锈钢板材通常需要进行退火处理,即加热至一定温度后进行冷却,目的是消除冷加工应力和提高材料的塑性,增加板材的韧性和延展性。
5. 切割:经过退火处理的不锈钢板材可以进行切割,一般采用机械切割或激光切割等方式将板材切成所需的尺寸。
以上是不锈钢轧制工艺的基本步骤,不同的产品和要求可能会有所差异。
同时,为了提高不锈钢板材的表面质量和光洁度,还可以进行表面抛光、酸洗去除表面锈斑等特殊处理。
世界十大不锈钢钢厂简介
世界十大不锈钢钢厂简介1.克虏伯•蒂森不锈钢公司克虏伯•蒂森不锈钢公司是于1995年由德国克虏伯公司和蒂森公司不锈钢扁平材生产合并而组建的,1997年成立克虏伯•蒂森不锈钢公司。
随之先后购买了意大利特尔尼特殊钢公司(AST)90%的股权,又控股墨西哥不锈钢公司(Mexinox),1997年,与中国上海浦东钢铁集团公司合资,兴建上海克虏伯不锈钢公(SKS)。
目前,克虏伯•蒂森不锈钢公司在意大利AST公司的年产能力为130万吨,其他四个主要子公司年产粗钢的总能力为190万吨,冷轧不锈钢扁平材的总能力为165万吨,这使克虏伯•蒂森不锈钢公司成为世界最大的不锈钢生产企业,其扁平材产品约占欧洲市场份额的37%,世界市场份额的15%。
在全球钢铁公司合并重组浪潮的冲击下,克虏伯•蒂森不锈钢公司为维护其世界不锈钢扁平材霸主的地位,保持现有的市场份额,与诸如新合并重组的于齐诺尔公司、阿维斯塔•波拉里特公司、阿塞里诺克斯公司等竞争对手相抗衡,该公司采取了一系列策略,如扩大产能、采用先进技术、注重产品结构重组,改善为用户服务。
在意大利的90%控股的子公司AST是一个具有冶炼、连铸、热轧和冷轧等全流程的不锈钢和电工钢生产企业,第二座AOD装置已投产,一台薄板坯连铸机也已投入运行,第五套森吉米尔轧机和一条新的光亮退火线相继开工投产。
这些都使AST公司特尔尼厂不锈钢的产能明显提高,不锈钢热轧带钢的年产能力将增至65万吨,预计2003年总产量可达150万吨。
此外,克虏伯•蒂森不锈钢公司正在谋求在美国建厂或寻求新的合作伙伴,以求与该公司的子公司墨西哥不锈钢公司一起保证整个北美自由贸易区的供应。
目前在北美自由贸易区的销售量占克虏伯•蒂森不锈钢公司总销售量的15%。
墨西哥不锈钢公司冷轧厂的年产能力为22万吨,现正以一半以上的产量供应美国。
北美是一个极具吸引力的市场。
克虏伯•蒂森不锈钢公司以同样的策略三年前进人中国,与宝钢集团上海浦东钢铁公司成立了上海克虏伯不锈钢合资公司,该公司是一座年产50万吨粗钢的全流程的不锈钢扁平材生产企业,2001年11月一期工程投产,年产光亮板能力达7.2万吨。
不锈钢板工艺流程
不锈钢板工艺流程不锈钢板是一种具有耐腐蚀、耐高温、耐磨损等优良性能的金属材料,广泛应用于化工、电子、医药、食品、冶金等行业。
下面是一篇关于不锈钢板工艺流程的700字的文章。
不锈钢板工艺流程主要包括以下几个步骤:钢坯选择、热轧、冷轧、退火、酸洗、抛光和裁剪。
首先,钢坯选择是不锈钢板加工的第一步。
首先需要选用合适的不锈钢材料,如304不锈钢、316不锈钢等。
然后根据不同的工艺要求,选择合适尺寸和厚度的钢坯进行加工。
接下来是热轧和冷轧。
热轧一般先将不锈钢坯料加热至一定温度,然后通过轧制机械将钢坯轧制成所需厚度的不锈钢板。
冷轧则是在常温下将热轧成的不锈钢板再进行一次轧制,以进一步提高板材的光洁度和平整度。
然后是退火。
退火是将冷轧不锈钢板加热至一定温度,然后进行持续时间较长的保温处理,目的是消除应力、改善机械性能和提高板材的延展性。
接下来是酸洗。
酸洗是将退火后的不锈钢板浸泡在酸液中,通过化学反应去除板材表面的氧化铁皮和其他杂质,以提高不锈钢板的表面质量和耐腐蚀性。
然后是抛光。
抛光是利用机械磨削和抛光工艺对酸洗后的不锈钢板进行加工,使其表面更加平整、亮丽。
抛光不仅可以提高不锈钢板的外观质量,还可以提高其耐腐蚀性能。
最后是裁剪。
裁剪是将加工好的抛光不锈钢板按照所需尺寸进行切割,以满足不同行业的使用需求。
整个不锈钢板工艺流程中,每个环节都起到不可或缺的作用,任何一个环节的不当操作都可能导致不锈钢板的质量问题。
因此,在加工过程中,工人们需要严格按照工艺流程进行操作,并且加强对材料、设备和操作技术的熟悉和掌握,确保不锈钢板的质量。
不锈钢板的生产工艺流程耗时长、技术要求高、设备投资大,但是由于其优良的性能和广泛的应用领域,使得不锈钢板的市场需求量不断增加。
随着科技的进步和工艺的改进,不锈钢板工艺流程也在不断地完善和创新,以满足市场的需求。
不锈钢退火酸洗线介绍

不锈钢退火酸洗线介绍为了降低加工成本、提高生产能力及产品质量,同时也为了提高能源效率及环境适应能力,不少不锈钢带钢生产厂家纷纷引进当今世界最先进的退火酸洗技术、设备,以改建或扩建自己的退火酸洗处理线。
随之而来的问题是,怎样更加合理地在原厂房内布置新的处理线,既保证生产工艺合理、顺畅,又占地面积少。
下面重点介绍2003年6月投产的世界上著名的不锈钢板材生产厂——蒂森克虏伯尼洛斯塔(TKN)克里菲尔德厂(Krefeld)3号冷轧带钢处理线及2003年4月投产的浦项3号新退火酸洗线。
1 1KN 3号不锈钢冷轧带钢处理线(KL3)KL3不锈钢冷轧带钢处理线是当今世界同类设备中最先进的,尤其在产品质量、能源效率和环境适应性方面都很优秀。
这条生产线由安最时集团下属几个公司供货:主要设备供货商是森德维克公司,部分是奥地利的安最时集团(带钢清洗和酸洗段)及荷兰的鹿特丹Thermtec公司(退火炉和雾化空气冷却段)州尔斯通公司提供电气设备。
KL 3冷轧带钢处理线处理冷轧不锈钢带钢包括AISl300系列(80%)和400系列(20%)不钢。
这条线最主要的能力参数汇总于表1中。
表1 1KN的3号冷轧带钢处理线技术参数带钢宽度/mm 600~1380带钢厚度/mm 0.2—2.0带钢速度/m.min-1 100(最大)钢卷重量/t 30(最大)钢卷直径/mm 2500(最大)处理线生产能力/t.h-1 40(奥氏体4301) 28(铁素体4016)退火炉温度/℃ 1240(最高)退火炉的TV值 68m/(最小带钢厚度3mm)1.1 在很小占地面积上实现的现代化技术由于场地条件的限制,这条处理线设计得常紧凑。
为了保证总的技术水平,处理线设备列成4层,总长度仅仅220m。
①在最底层,带钢从两个开卷机之一交替送进处理线,开卷机配置有5辊矫直机和切头剪。
带钢头尾在预重叠电阻焊焊机上进行焊接,这就允许带钢厚度最大相差30%,焊缝强度高于母材强度90%。
不锈钢无缝管生产工艺流程

不锈钢无缝管生产工艺流程
不锈钢无缝管的生产工艺流程包括多个关键步骤,涉及原材料准备、加热、穿孔、轧制、酸洗、冷拔、固溶退火、酸洗再处理等。
以下是一般的不锈钢无缝管生产工艺流程:
1.原材料准备:
选用高质量的不锈钢坯料,通常是不锈钢圆钢坯。
2.加热:
使用感应加热炉将不锈钢坯料加热到适当的温度,以便后续加工。
3.穿孔:
在坯料中心穿孔,形成中间空心。
4.轧制:
通过多道轧辊的作用,将穿过孔的坯料进行多次轧制,逐渐缩小管道直径,并延伸管长。
5.酸洗:
将轧制后的管材进行酸洗,去除表面的氧化层和杂质,提高表面质量。
6.冷拔:
使用冷拔机对酸洗后的管材进行冷拔,以改善尺寸精度、表面光洁度和机械性能。
7.固溶退火:
对冷拔后的管材进行固溶退火处理,消除残余应力,提高材料的塑性和韧性。
8.酸洗再处理:
酸洗固溶退火后的管材,再次去除氧化层和其他表面杂质。
9.切割:
将处理好的不锈钢无缝管按照客户需求的长度进行切割。
10.成品检测和包装:
对切割好的管材进行质量检测,包括外径、壁厚、长度等参数的检测。
对合格的产品进行包装,以确保在运输和储存过程中不受到损坏。
以上流程中,每一步都需要高度的技术水平和设备支持,以确保生产出高质量、精密度高的不锈钢无缝管。
不同的不锈钢无缝管生产厂家可能在工艺上有一些差异,但总体而言,这个流程基本涵盖了不锈钢无缝管的主要生产步骤。
冷轧不锈钢工艺流程介绍
4AP:
退火工艺 Ni系冷带材温: 1050~1150C Cr系冷带材温: 750~1100C 燃料: LPG或NG
酸洗工艺 Ni系冷带: Na2SO4(电解)→HNO3 +HF Cr系冷带: Na2SO4(电解)→HNO3 +HF
Na2SO4(电解)→HNO3
所谓冷轧不锈钢板带生产,不是单纯的“冷 轧”。在冷轧前还要退火、酸洗、修磨等,冷轧后 还要平整、矫直、剪切、垛板等,所以实际上是从 热轧卷开始直到生产出冷轧成品的全过程。
原料黑皮卷
罩式退火炉BAF
十二辊冷轧机 C R M 二十辊冷轧机 C R M
热卷连续退火酸洗线 A P H
修磨机组 C G L
冷卷连续退火酸洗线 A P C 立式连续光亮退火线 B A L
电解(Cr系) 冷轧卷: Na2SO4电解
(2)酸洗: 热轧卷:HNO3+HF(混酸) 冷轧卷:HNO3(电解)、 HNO3 +HF、 HNO3
5、各机组退火酸洗工艺
1AP(C)、2AP:
退火工艺 冷带Ni系材温:1060~1160C 冷带Cr系材温:750~960C 燃料: LPG
酸洗工艺 冷带Ni系: Na2SO4 (电解)→ (HNO3(电解))→ HNO3+HF 冷带Cr系: Na2SO4 (电解)→ HNO3(电解)→ HNO3 (H2O)
不能用罩式炉
4、酸洗
酸洗是冷轧不锈钢的必经工序。现代化宽带不锈 钢生产都是将退火与酸洗设在同一机组连续作业,称 之为连续退火酸洗机组,如AP(H)、AP(C)等。
酸洗的目的:酸洗的目的是去掉热轧及退火过程 中在钢带表面形成的铁鳞,即氧化层。除此之外,酸 洗另一个目的是对不锈钢表面进行钝化处理,提高钢 板耐蚀性。冷轧成品的酸洗尤为重要。
冷轧不锈钢的退火及酸洗工艺

冷轧不锈钢的退火及酸洗工艺不锈钢热轧带钢经热带退火酸洗后,为了达到一定的性能及厚度要求,需进行常温轧制处理,即冷轧。
不锈钢冷轧时发生加工硬化,冷轧量越大,加工硬化的程度也越大,若将加工硬化的材料加热到200—400℃就能够排除变形应力,进一步提升温度则发生再结晶,使材料软化。
冷轧后的退火按退火方式分为连续卧式退火和立式光亮退火;按退火工序分为中间退火和最终退火。
顾名思义,中间退火是指中间轧制后的退火,而最终退火是指最终轧制后的退火,两者在工艺操纵和退火目的上无全然区别,因此下文统称为冷轧退火或者退火。
连续卧式退火(连退炉)连退炉是目前广为使用的退火设备,广泛用于带钢的热处理,其特点是带钢在炉内呈水平状态,边加热边前进。
炉子的结构一样要紧由预热段、加热段和冷却段组成。
卧式退火炉通常与开卷机、焊机、酸洗线等组成一条连续退火酸洗机组。
冷轧退火对不锈钢成品材料的机械性能有专门大阻碍,如晶粒度、抗拉强度、硬度、延伸率和粗糙度等。
其中退火温度和退火时刻对冷轧材料再结晶后的晶粒度具有最直截了当的阻碍。
10 晶粒度(ASTM)5 0 2 46 8 退火时刻(分)图1.SUS304带钢1100℃时退火时刻与晶粒度关系示意图如前所述,连退炉一样由预热、加热、冷却三大部分组成。
预热段没有烧嘴燃烧,而是利用后面加热段的辐射热来加热带钢,如此能够有效的利用热能,节约能源成本。
加热段利用燃料燃烧直截了当对带钢进行加热,该段一样分为若干各区,每个区都有高温计来操纵和显示温度。
燃烧后高达700多度的废气被废气风机抽出加热室后进入换热器,在换热器内将冷的燃烧空气进行加热(可加热到400多度),加热后的燃烧空气直截了当被送到各个烧嘴。
换热器的目的在于有效回收废气热量。
炉内燃烧条件的治理。
燃料(液化石油气或天然气)在炉内的燃烧状况对质量、成本、热效率等都有专门大阻碍。
空燃比是燃烧治理的一个重要指标。
空燃比越高,燃烧越充分,然而排废量也相应增加,炉内氧含量提升,增加了带钢的氧化程度。
冷轧退火酸洗线_图文
采用硫酸钠溶液作为电解介质, 通过整流器将工业用交流电转化 为直流电,将电流导入电解槽中 的电极板,通过电解作用去除钢 带表面的锈皮。
中性电解区全长36米,分为六个区段。 进行电解除锈时,保持PH值在5-6之间(即中型电解),有助于溶解 的Fe 以FeOH3的形态析出,并伴随着一些重金属氢氧化物,以达到除 锈的目的。
冷轧退火酸洗线(CAPL)
1#整平机
真空吸附机
1#解卷机
2#整平机
2#解卷机
中性电解
混酸 酸区
清洗
喷 刷 清洗 电焊机 除油区
预热 加热 冷却 炉区
入口活套区
图标示例: 裁剪机
出口活套区
纠偏辊
导向辊
张力辊
SPM
TLL
品检
爬行活套区
收卷机
CAPL生产流程
入口区:
开卷
夹送送料
焊接
炉区:
碱洗除油
预热
加热
出口610mm 钢卷外径: Max.2200mm 钢卷重量:Max.30000KG 产线速度:入口段Max.140m/min
制程段Max.90m/min max 出口段Max.140m/min 产线TV值:=85(mm*m/min) 产能:20万吨/年
产线全长:430 m 入口活套:155 m 炉区: 130 m 酸洗区: 110 m 出口活套:130 m 爬行活套:45 m
除油区可分为喷洗区、刷洗区、清洗段和干燥机四个功能区段: 喷洗段:将脱脂剂溶液喷洗在钢带表面以去除钢带表面的轧延油。 刷洗段:通过高速旋转的刷洗滚轮对钢带表面进行刷洗。 清洗段:高温水冲洗去除钢带表面残留的脱脂剂。 干燥机:通过高温热空气去除钢带表面残留的液体。
不锈钢冷轧退火酸洗线生产工艺论文

不锈钢冷轧退火酸洗线生产工艺摘要:本文主要对一新建不锈钢冷轧退火酸洗机组的工艺设备进行了介绍.主要包括了退火炉,酸洗等工艺设备。
关键词:工艺设备退火酸洗cold rolled stainless steel annealing and pickling line production process(tangshan iron and steel co. ltd,hebei tangshan 063000) abstract:this article on a new production line of cold annealing and pickling line process and equipment reviewed.including annealing furnaces,pickling ,other process and equipment.keywords:process, equipment, annealing,pickling1 前言不锈钢冷带退火酸洗机组(capl)主要是使经冷轧机后的钢带经过退火得到要求的性能,再经酸洗去除退火过程中生成的氧化铁皮等杂质,进一步提高带钢的表面质量。
新建生产线的设计规模为55万t不锈钢冷轧产品,生产钢种包括aisi200、aisi 300、aisi 400系列。
建设分二期实施。
一期建设规模为30万t/a,本文所述为一期配套的冷带退火酸洗机组。
2 冷轧来料主要参数经过冷轧机组轧制后带钢的主要参数见表一。
3 工艺设备说明冷带退火酸洗线分成三个部分,入口段、工艺段、出口段。
3.1 入口段入口段主要设备有入口钢卷鞍座、入口钢卷小车、垫纸卷取机、开卷机、夹送辊和直头机、入口剪、引带移出系统、焊机、入口活套等。
冷轧后的钢卷由钢卷小车运送到开卷机的芯轴上。
经过开卷与垫纸卷取、切除头部与上一卷带钢尾端焊接。
6层水平入口活套布置在地坑里,存储带钢能力为800米。
万吨冷轧带钢不锈钢连续退火电解生产线可研

万吨冷轧带钢不锈钢连续退火电解生产线可研1. 引言不锈钢作为一种重要的材料,在工业生产中扮演着至关重要的角色。
为了满足不锈钢的巨大需求,以及提高不锈钢的质量和生产效率,建立一套高效的不锈钢生产线显得尤为重要。
本文将提出一种方案,即万吨冷轧带钢不锈钢连续退火电解生产线的可研。
2. 技术概述本方案旨在建立一套能够高效生产万吨冷轧带钢不锈钢的生产线,该生产线将采用连续退火电解工艺,以提高生产效率和质量稳定性。
具体的技术参数如下:•设备规模:万吨级•生产工艺:冷轧带钢不锈钢连续退火电解•钢带宽度:根据市场需求,可调节•退火温度:根据不同不锈钢材料的工艺要求,可调节•电解电流密度:根据不同不锈钢材料的工艺要求,可调节•生产效率:高达XX吨/小时3. 设备布置为了实现万吨级不锈钢生产,本方案将采用多条连续退火电解线并联的方式进行生产。
具体的设备布置如下:•进料系统:包括料场、卷材切割机和送料机构等。
•冷轧机组:用于将切割好的卷材进行冷轧,得到冷轧带钢。
•连续退火电解线:由多条退火电解段组成,每条段都配备有独立的加热设备和电解槽。
•出料系统:包括退火电解后的不锈钢卷材的剪切和堆垛机构等。
4. 工艺流程生产线的工艺流程如下:1.初始准备工作:将卷材从料场运至冷轧机组,进行切割和冷轧,得到冷轧带钢。
2.连续退火电解:冷轧带钢通过连续退火电解线,依次经过多条退火电解段。
每条段都能控制退火温度和电解电流密度,以满足不同材料的工艺要求。
3.产品出料:经过连续退火电解后,不锈钢卷材通过剪切和堆垛机构进行分离、切割和堆垛,最终得到成品不锈钢卷材。
5. 技术优势万吨冷轧带钢不锈钢连续退火电解生产线具有以下技术优势:•高效生产:通过连续退火电解工艺,生产线可实现高达XX吨/小时的生产效率,满足大规模生产需求。
•质量稳定:连续退火电解工艺能够提供更加稳定的退火温度和电解电流密度,进一步提高了不锈钢的质量稳定性。
•灵活调整:根据不同的市场需求和工艺要求,可以调整钢带宽度、退火温度和电解电流密度等关键参数,以实现生产线的灵活应变能力。
304l不锈钢和304不锈钢的生产工艺
304L不锈钢和304不锈钢是常用的不锈钢材料,它们在工业制造和建筑领域都有着广泛的应用。
它们的生产工艺对于材料性能和质量有着重要的影响。
本文将围绕304L不锈钢和304不锈钢的生产工艺展开讨论,分析其生产过程、工艺特点以及应用领域。
1. 304L不锈钢与304不锈钢的概述304不锈钢属于18-8系列不锈钢,其镍含量为8-10.5%,属于奥氏体不锈钢。
而304L不锈钢是在304不锈钢的基础上降低了碳含量,在焊接时更容易形成均匀的晶界,从而提高了焊接性能。
304L不锈钢的镍含量也略微低于304不锈钢,通常为8-12%。
在耐腐蚀性能、加工性能、焊接性能等方面,304L不锈钢较304不锈钢有一定的优势,因此在一些特殊环境下有着更广泛的应用。
2. 304L不锈钢和304不锈钢的生产工艺2.1 原料准备生产304L不锈钢和304不锈钢的原料主要是铁矿石、铬矿石、镍矿石、锰矿石等。
其中,304L不锈钢的生产过程中需要控制碳含量,因此在原料准备阶段需要对原材料进行精确的配比控制。
2.2 熔炼熔炼是不锈钢生产的关键环节之一。
在熔炼过程中,需要严格控制合金元素的含量,保证不锈钢的化学成分达到标准要求。
对于304L不锈钢,需要降低碳含量,因此在熔炼过程中需要采取一定的技术手段进行控制。
2.3 精炼精炼是指在熔炼后对不锈钢进行精炼处理,以去除夹杂物和氧化物,调整成分和温度,以保证产品的质量。
对于304L不锈钢,精炼过程中需要注重控制温度和氧化性条件,以保证产品的低碳特性。
2.4 热轧热轧是将精炼后的钢坯经过一定温度下的轧制成型。
在热轧过程中,需要控制轧制温度、速度以及轧制力,以确保产品的机械性能和表面质量。
2.5 酸洗酸洗是为了去除热轧后产生的氧化皮和表面污染物,保证不锈钢表面的光洁度和平整度。
2.6 冷轧冷轧是将热轧后的钢坯进行冷轧变形,以达到更高的尺寸精度和表面质量。
冷轧过程中需要控制冷却温度和轧制力,保证产品的尺寸精度和表面质量。
不锈钢冷轧生产工艺经典实用
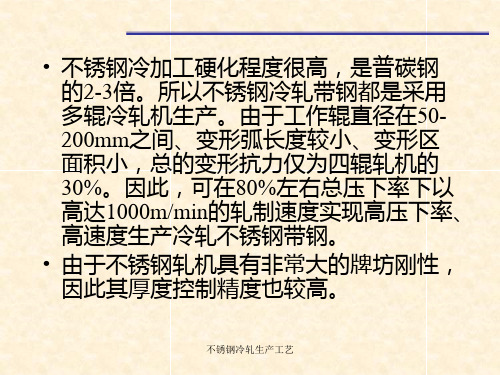
几个关注点
• 轧辊参数 • 轧辊配对 • 砂轮型号 • 磨削也配制 • 轧辊探伤 • 轧辊周期管理
不锈钢冷轧生产工艺
(三)、精整
• 精整是不锈钢生产的后部工序。产品的 尺寸规格和质量能否满足用户要求,精 整有很大作用。通常不锈钢精整包括平 整、矫直、纵切、横切等工序。由于平 整的特殊性,它既可说是精整,又可说 是最后一道冷轧。
不锈钢冷轧生产工艺
• 冷轧后不锈钢的退火,都是通过再结晶 消除加工硬化而达到软化目的。除此之 外,奥氏体不锈钢还要使冷轧时产生的 形变马氏体转变为奥氏体,因此都用 APC、 BA L这样的连续炉退火。
● 固溶处理:加热到1000--1150℃之间碳 化物溶解,快速冷却使其形成稳定的奥 氏体组织。
• 奥氏体不能用罩式炉,铁素体用罩式炉 质量难保证。
不锈钢冷轧生产工艺
2、纵切分条
• 当带钢成卷交货时,要在纵切机线上用 圆盘剪切去毛边,为适应来料的宽度变 化,圆盘剪距离可以调整。圆盘剪操作 主要在于适当调整上下剪刃的间隙量和 重合量,间隙量一般随着材料厚度而增 大,一般为材料厚度的7-12%,而重合最 虽与材料厚度有关,但不完全是对应关 系,应结合操作经验确定。
以前进行的修磨,一般称为粗磨(RP)。其目 的是消除热轧和退火酸洗工序造成的表面缺陷, 改善外观质量,为获得高质量的成品表面创造 条件。 • 成品修磨是冷轧成品退火后进行的修磨,一般 称为精磨(FP)。目的是得到某种特定的表面 质量,以满足建材、厨房设备、家电用品等用 途的特殊要求。
不锈钢冷轧生产工艺
DISA喷丸机
不锈钢冷轧生产工艺
20辊森吉米尔可逆式冷轧机
不锈钢冷轧生产工艺
平整机 平整机
不锈钢冷轧生产工艺
不锈钢带生产工艺
不锈钢带的生产工艺与一般冷轧钢带生产工艺的区别在于不锈钢板带在冷轧前必须先经退火和在生产过程中必须随时保持带钢表面的洁净,以提高成品率和抗腐蚀性能。
不锈钢带的生产工艺流程大致如下:热轧带钢(坯料)一退火,碱、酸洗一检查修磨一冷轧一退火,碱、酸洗一平整一抛光一剪切一检查分类一包装一入库。
铁素体钢和马氏体钢的退火时间较长,目的是便于再结晶和溶解碳化物。
通常在罩式炉中退火,退火温度约800℃,保温2~6h。
铁素体钢要在空气中迅速冷却,以防脆化。
马氏体钢不允许快速冷却,以免引起过大的内应力及硬化裂纹。
奥氏体钢在连续炉中加热温度为1000~1100℃,在水中或空气中迅速冷却。
退火后的带钢先经抛丸处理,打碎表面氧化铁皮,经刷洗后进入酸洗槽,彻底清除氧化铁皮和使表面钝化。
一般用硝酸或硫酸进行酸洗。
硝酸溶液温度为20~55℃,硫酸溶液温度为50~70℃。
酸洗后的带钢经检查后,在带式修磨机上整修表面缺陷,然后送冷轧机轧制。
不锈钢属于难变形钢,冷轧时容易产生加工硬化,特别是多道次低压缩率轧制时更为明显。
不锈钢带一般在四辊轧机和多辊轧机上轧制,如采用偏八辊轧机(MKW轧机)和二十辊轧机等。
对于较易轧制的奥氏体钢,每道次压缩率不超过25%,每轧程的总压缩率不超过75%。
对于碳含量较高的马氏体钢,每道次压缩率为15%,每轧程总压缩率不大于50%。
不锈钢带的轧制规程见表6-8、表6-9。
bebe 03182006-12-01 21:22氩弧焊常见哪些焊接缺陷?若带钢焊缝中存在缺陷,其强度将显著降低,以致造成断带,影响生产。
一般氩弧焊常见的焊接缺陷有:(1)焊缝不合要求,表现为高低宽窄不一,焊缝成形不良,背面焊缝下凹。
焊缝减弱过多,使焊缝强度不够;焊缝过高,造成应力集中,易形成裂纹。
造成焊缝不合要求的原因是焊接工艺参数选择不当,或操作技术不熟练等。
(2)烧穿,在焊缝上出现单个或连续的穿孔称为烧穿。
产生烧穿的原因是:焊接电流过大,熔池温度过高,焊丝加人不及时,带钢对接间隙过大,焊接速度过慢等。
不锈钢热轧退火酸洗工艺
不锈钢热轧退火酸洗工艺一、引言不锈钢是一种具有耐腐蚀、高强度和高温抗氧化性能的特殊金属材料。
在不锈钢生产过程中,热轧退火酸洗工艺是不可或缺的环节。
本文将介绍不锈钢热轧退火酸洗工艺的基本原理、工艺流程和工艺参数。
二、基本原理不锈钢热轧退火酸洗工艺的基本原理是通过特定的工艺控制,使不锈钢板材在高温下经历一系列的物理和化学变化,以达到改善不锈钢表面质量和机械性能的目的。
具体来说,热轧退火酸洗工艺主要包括以下几个方面的作用:1. 温度控制:通过控制退火温度,使不锈钢板材达到适宜的晶粒尺寸和相组织结构,从而提高材料的强度和韧性。
2. 时间控制:不锈钢板材在退火过程中需要经历一定的时间来完成晶粒长大和相变,合理控制时间可以使不锈钢板材获得良好的机械性能。
3. 酸洗作用:酸洗可以去除不锈钢表面的氧化皮和锈蚀物,使不锈钢表面光洁、无杂质,提高耐腐蚀性能。
三、工艺流程不锈钢热轧退火酸洗工艺的基本流程包括以下几个步骤:1. 原料准备:将不锈钢板材送入退火炉前,需要对原材料进行检查和清洁处理,以确保表面无杂质和缺陷。
2. 加热退火:将不锈钢板材送入退火炉进行加热,一般采用氢气保护气氛,控制温度在800~1100℃之间,保持一定的保温时间。
3. 冷却:经过加热退火后,不锈钢板材需要进行冷却处理,以固化晶粒和相组织,提高材料的机械性能。
4. 酸洗:冷却后的不锈钢板材需要经过酸洗处理,常用的酸洗液有硫酸、盐酸等,通过浸泡或喷淋的方式去除表面的氧化皮和锈蚀物。
5. 清洗:酸洗后的不锈钢板材需要进行清洗,去除残留的酸洗液和杂质,以防止后续工艺对材料的影响。
6. 干燥:将清洗后的不锈钢板材进行干燥处理,以消除水分对材料的不良影响。
四、工艺参数不锈钢热轧退火酸洗工艺中的关键参数包括温度、时间、酸洗液浓度和清洗方法等。
合理选择和控制这些参数对于保证不锈钢板材的质量至关重要。
一般来说,热轧退火温度一般控制在800~1100℃之间,保温时间根据不同材料和板材厚度而定。
冷轧不锈钢生产工艺

轧制
使热轧原料在一定 的压力下,成型具有一 定厚度偏差,板形良好 的冷轧钢带。
目的:
1、厚度规格减薄; 2、控制产品厚度精度; 3、提高表面光洁度; 4、改善钢的组织,提高产品的使用性能。
成品退火酸洗
脱脂、退火、酸洗、清洗烘干
酸洗:
将冷轧退火后钢板表面形成的氧化铁皮,经中性电解 除鳞,混酸发白钝化,刷洗烘干形成银白色表面。
根据合同的要求,将带钢剪切至要求的宽度或长度 规格。
剪切方式: 纵切:剪切宽度 横切:剪切长度及宽度
第一部分 不锈钢冷轧工艺火、抛丸、酸洗、刷洗烘干
退火(固溶处理):
金属在高温条件下快速冷却,使之得到固溶体和饱 和固溶体的热处理工艺。 例如:
奥氏体不锈钢加热到1000℃以上,使碳化物或其 他化合物固溶于奥氏体组织中,然后在水中快速冷却, 使其在室温下得到饱和的奥氏体固溶体。 目的: ➢ 消除和改善前道工序遗留的组织缺陷和内应力,改善 钢的塑性和韧性,为热轧后继续冷轧作准备。 ➢ 提高不锈钢的耐腐蚀性。
抛丸:
将大量直径仅为mm的铸钢丸高速喷射在运 行中的钢板上,用以清除钢带上下表面的氧化铁鳞。
酸洗:
通过化学反应,彻底清除带钢表面的氧化铁皮,并使 之钝化,形成耐蚀、发白的表面。
酸洗途径 — 硫酸酸洗、混酸酸洗
硫酸酸洗:去除氧化铁皮,并使之剥离不锈钢基体 混酸酸洗:消除贫Cr层,形成Cr2O3的抗氧化层,使表面钝 化发白
酸洗途径 — 电解酸洗、混酸酸洗
电解酸洗:氧化铁皮反复还原氧化,变得疏松,同时 钢带表面发生电化学反应,产生的气体瞬间爆破,将 疏松的铁鳞剥落 混酸酸洗:消除贫Cr层,形成Cr2O3的抗氧化层,使表 面钝化发白
平整
用来提高退火后带钢的平整度,获得所要求的力学 性能及使带钢表面达到所要求的粗糙度。
热轧不锈钢退火酸洗机组
热轧不锈钢退火酸洗机组,具有退火和酸洗两大功能段,设计生产能力为15-30万吨/年,原料品种为 200/300/400系列不锈钢(符合 GB/T709 标准),规格为1000-1350mmX2-3mm, 设计机组工艺段速度为Max.50m/min.在机组工艺段,主要完成退火、破磷和酸洗工艺。
产品质量符合JISG4304和GB4237-92标准。
机组主要特点:
1.采用退火、破磷和酸洗相结合的先进生产工艺,确保产品质量。
2.在退火炉段,采用预热段和发生炉煤气直接加热段相结合,并设置有空气换热器来预热助燃空气,有效地提高了加热效率和热利用率。
预热后的热空气还可以用来作为干燥烘干使用,提高了热回收率降低了生产成本。
3.在退火后,采用了拉矫破磷和抛丸相结合的工艺,能有效去除氧化铁皮。
采用双抛丸机,一备一用,解决了由于抛丸机抛轮寿命短而影响机组连续运转的情况。
4.酸洗段采用硫酸酸洗、混合酸酸洗和串级漂洗工艺,确保酸洗效果。
5.采用直流数字调速传动控制系统,人机界面好,设备维护简单。
6.根据机组实际情况(速度较低),采用单开卷系统,降低了设备投入和维护量。
7.机组采用卧式地面布置,减少了平台,易于设备操作和维护。
工艺流程:
热轧不锈钢退火
酸洗机组
上卷→开卷→夹送矫直→切头、尾→焊接→(入口活套→)退火→空气冷却→喷水冷却→热风干燥→抛丸→刷洗→硫酸酸洗→混合酸洗→串级漂洗→热风干燥→(出口活套→)水平检查→剪切→卷取→垫纸→下卷→包装。
不锈钢生产工艺流程

不锈钢生产工艺流程不锈钢是一种具有耐腐蚀性和美观性的金属材料,广泛应用于建筑、家具、厨具等领域。
不锈钢的生产工艺流程包括原料准备、熔炼、轧制、退火、表面处理等多个环节,下面将详细介绍不锈钢的生产工艺流程。
首先,不锈钢的生产过程始于原料准备。
通常情况下,不锈钢的主要原料包括铁、铬、镍、锰等金属元素,其中铬的含量决定了不锈钢的耐腐蚀性能。
生产厂家需要根据不同型号的不锈钢产品,精确控制原料的配比和成分,以确保最终产品的质量和性能。
接下来是熔炼环节。
原料经过严格的配比后,被送入高温熔炼炉中进行熔炼。
在熔炼过程中,需要对熔体进行搅拌和除氧处理,以确保合金成分的均匀性和稳定性。
熔炼完成后,将得到不锈钢的母坯。
随后是轧制环节。
母坯经过粗轧、精轧等多道工序的轧制,最终成型为所需规格和尺寸的不锈钢板、带、管等半成品。
在轧制过程中,需要严格控制轧制温度、轧制力度和轧制速度,以确保产品的表面质量和机械性能。
然后是退火环节。
轧制后的不锈钢半成品需要进行退火处理,以消除内部应力和提高材料的塑性和韧性。
退火过程中,需要控制加热温度和保温时间,使材料达到理想的组织结构和性能。
最后是表面处理环节。
不锈钢产品的表面处理包括酸洗、抛光、喷砂等工艺,以提高产品的表面光洁度和美观性。
表面处理还包括对不锈钢产品进行防腐蚀处理,增强其耐候性和耐腐蚀性能。
总的来说,不锈钢的生产工艺流程包括原料准备、熔炼、轧制、退火、表面处理等多个环节。
每个环节都需要严格控制工艺参数和生产过程,以确保最终产品的质量和性能达到标准要求。
不锈钢作为一种重要的材料,在现代社会有着广泛的应用前景,其生产工艺的不断改进和完善,将进一步推动不锈钢行业的发展和进步。
不锈钢板材生产流程
不锈钢板材生产流程一、原材料准备不锈钢板材的主要原材料是不锈钢卷材,其成分包括铁、铬、镍、钼等元素。
首先需要对原材料进行检验,确保其符合生产要求。
然后,将原材料送入剪切机进行切割,得到符合标准尺寸的不锈钢板材。
二、表面处理不锈钢板材的表面需要进行处理,以提高其耐腐蚀性和美观度。
常见的表面处理方法包括酸洗、抛光、喷砂等。
酸洗是将不锈钢板材浸泡在酸溶液中,去除表面氧化物和污染物。
抛光则是利用机械力将不锈钢板材表面磨光,使其光滑亮丽。
喷砂则是通过高速喷射砂粒,使不锈钢板材表面形成均匀的细小凹凸。
三、冷轧经过表面处理的不锈钢板材需要进行冷轧,以改变其厚度和表面光洁度。
冷轧是指将不锈钢板材送入冷轧机中,通过连续的轧制过程,使其逐渐变薄。
同时,冷轧还可以提高不锈钢板材的强度和硬度。
四、退火冷轧后的不锈钢板材会变得脆硬,需要进行退火处理。
退火是指将不锈钢板材加热到一定温度,然后缓慢冷却。
这样可以使不锈钢板材恢复其原有的韧性和塑性,提高其加工性能。
五、切割和成型经过退火处理的不锈钢板材可以进行切割和成型。
切割是指将不锈钢板材按照需求的尺寸进行切割,以适应不同的应用场景。
成型则是通过冲压、弯曲、折弯等工艺,将不锈钢板材加工成各种形状的零件或产品。
六、清洗和检验切割和成型后的不锈钢板材需要进行清洗,以去除表面的油污和杂质。
清洗可以使用溶剂或清洗剂进行。
清洗后,还需要对不锈钢板材进行检验,确保其质量符合标准要求。
七、包装和储存经过清洗和检验的不锈钢板材需要进行包装和储存。
常见的包装方式有裸包、木箱包装等。
包装完成后,不锈钢板材需要储存在干燥、通风的仓库中,避免受潮和污染。
不锈钢板材的生产流程包括原材料准备、表面处理、冷轧、退火、切割和成型、清洗和检验、包装和储存等环节。
这些环节相互配合,确保不锈钢板材在生产过程中的质量和性能。
不锈钢板材具有耐腐蚀、耐热、美观等优点,广泛应用于建筑、汽车、船舶、家电等领域。
通过严格的生产流程和质量控制,可以生产出高质量的不锈钢板材,满足各种应用的需求。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
第39卷 第4期2004年4月 钢 铁I RON AND ST EEL V o l.39,N o.4A p ril2004不锈钢的轧制、退火、酸洗综合生产线A ndrew O rm e(达涅利威恩联合公司)摘 要 将轧制、退火和酸洗工段综合在一起的一体化的主要设想可追溯到1990年在瑞典的A vesta N yby厂增加在线轧机。
自此以后,通过在J&L M idland,然后在U gina Isbergue,最后在A vestaPo larit RA P5生产线上取得了进展。
对不同阶段的综合生产线的工艺发展进行了比较,并且对To rn i o的A vestaPo larit RA P5生产线的工艺流程和设备安装进行了总结。
关键词 不锈钢 退火 酸洗中图法分类号 T G33715 文献标识码 AD EVELOP M ENT OF THE INTEGRATED,ROLL ING,ANNEAL ING AND P I CK L ING L INES FOR STA INL ESS STEELA ndrew O rm e(D an ieliW ean U n ited)ABSTRACT T he m ain in tegrati on concep t fo r com b in ing the ro lling,annealing and p ick ling p ro2 cess began w ith the additi on of the in2line m ill at A vesta N yby,Sw eden in19901Since then it has p rogressed th rough the developm en ts at J&L M idland then U gine Isbergue and finally theA vestaPo larit RA P5line1Com p ares the p rocess developm en ts of the in tegrated line th roughthese vari ou s stages and summ arises the p rocess and in stalled equ i pm en t on the A vestaPo larit RA P5L ine in To rn i o1KEY WORD S stain less steel,annealing,p ick ling1 前言不锈钢的年度市场约为1900万t,平均每年以5%的速率增长。
为了保持市场竞争力,每年需要降低5%的加工成本,见图1。
这就导致提高设备生产能力和公司兼并,作为实现持续盈利目标的方法。
近年中采用的其他方法有:将多个工艺流程合并成能以单道次或双道次直接从热轧轧件生产2B材料的单一生产线。
本文介绍各生产厂家关于这些生产线的发展状况并且总结了A vestaPo larit向达涅利集团威恩联合公司定购110万t联合轧制、退火和酸洗生产线设备。
2 工艺路径的主要发展阶段用热轧带钢生产不锈钢冷轧带卷的原程序是由一系列单独工艺流程组成:退火、酸洗、冷轧、中间退火、冷精轧、最终退火、酸洗及平整轧制(图2)。
本工艺发展的第一阶段是从A vestaPo larit, 收到修改稿日期:2003209206 联系人:杨秋霜,高级工程师,Q1Yang@danch ina1com图1 以CRU数据为基础的冷轧加工费用趋势F ig11 Co ld ro lled conversi on m argintrend based on CRU dataN yby厂的退火酸洗线入口侧引用新轧机时开始的。
该轧机用于直接轧制热轧带钢,而不对表面进行任何事先的机械或化学处理。
该单机架轧机所获得的压下量为33%,这取决于进机的带钢厚度。
此产品主要用于一个特殊市场,但也给A vestaPo larit 研究使用此技术实现良好表面质量的机会。
这也在A vesta Po larit和U gine开发的工艺之间产生了主要差别。
它们在第二阶段插入了此类综合生产线研发成果。
图2 普通工艺流程F ig12 Conven ti onal p rocess 安装在J&L M idland(U gine集团的一部分)的生产线在轧机前面的生产线入口侧配备有机械除鳞装置。
此生产线装备有2台串列式轧机,对有关产品来说,可产生达55%左右的压下量。
开发的第三阶段是U gine,Isbergues综合生产线。
此时,在串列轧制之前热轧带钢的预处理采用了全范围机械和化学除鳞法。
该生产线又装备了2台轧机(预留有添加第3机架的空间),并且有类似J&L生产线的轧制能力。
此类生产线发展的最后阶段是A vestaPo larit表1 不同样板厂设备参数比较T ab le1 Param eters of differen t reference p lan t工厂名称地点年标称生产能力万t・a-1生产的钢种预除鳞串列式轧机的机架数工艺段最高速度m・m in-1A vestaPo larit N YBY瑞典199015300系列无150J&L专用DRA P生产线美国M idland1997199818200,300,400系列仅机械式246U gine L C2i法国Isbergues199819992527300,400系列机械及化学25075 A vestaPo larit RA P5芬兰To rni o2002200375110300,400系列无3150250的RA P5生产线。
它的特点是:在与以前开发成果相比,生产能力发生跳跃性变化(表1)。
这是在最近10年中工厂平均规模明显增大的一个重要特点。
3 AvestaPolar it RAP5生产线新建的RA P5生产线配备有连续生产线中的所有工艺:3机架串列式冷轧机、退火炉、酸洗段、组合式轧制平整机(图3)。
很显然,该生产线未装备任何热轧带卷的预除鳞装置。
对于N o11光洁度来说,该工艺能够获得约60%的压下量和或如果进行第2道次,对于2B来源则可获得70%的附加压下量。
图3 RA P5工艺流程图F ig13 RA P5p roduct line这意味着,与普通工艺流程进行比较时,它具有下列优点:(1)优质1号光洁度(平直度和表面质量);(2)生产成本低(与普通工艺流程相比,节约10%~20%);(3)收得率高:98%~99%(普通工艺流程为96%~97%);(4)减少了带卷所需的贮存面积;(5)减少带卷搬运;(6)定单发货快(普通工艺为5天,现只20m in 加工时间)。
物料规格和设备数据见表2。
该生产线的总平面布置图见图4。
311 终端设备达涅利公司提供了入口带卷运输设备、开卷机组、活套挑设备、除鳞机及张力矫直机和出口卷取设备。
该设备是按带卷准备、生产线穿带和加工自动操作进行设计的。
主要装置由下列各项组成(图5):(1)先进的活套设计,配有六线带钢贮存装置、专用钢绳导向系统、活套小车上的纠偏装置,改进的活套和小车系统的电源;(2)双重偏心设计的飞剪,在剪切机内配有排废钢系统,根据所需的废钢件长度,调整切割长度;(3)仅热轧带材配有干式破鳞机。
在冷轧件生产过程中,带钢用入口和出口张紧装置进行支撑。
破鳞机是由两台矫直装置和抗横弯装置组成,还包括・24・钢 铁 第39卷表2 物料规格和设备数据T ab le2 M aterial specificati on s and p lan t data 规格(参数)数据进厂料材料A IS I300和A IS I400厚度mm110~610宽度mm950~1650带卷内径mm760610带卷外径mm1000~2000质量(最大)t30出厂产品厚度mm110~610(热轧材)310(冷轧材)宽度mm950~1650带卷内径mm610带卷外径mm1000~2000质量t30(最大)设备数据年总产量万t・a-1110入口段速度m・m in-1350(最高)串列式轧机速度m・m in-1250(最高)工艺段速度m・m in-1150(最高)平整机速度m・m in-1250(最高)出口段速度m・m in-1350(最高)有辊盒更换和旋转装置以及灰尘和氧化铁皮抽吸系统;(4)张力管理软件包,用于优化生产线传动装置和张力预设定;(5)根据最终产品要求,为带钢清理段之后的湿式张力矫直机设计有不同的操作方式。
312 串列式轧机工段在3机架串列式轧机工段将对带钢进行轧制。
轧机机架为6辊设计,带有侧支承辊和侧支承轴承,以稳定工作辊。
用于调节辊缝几何形状的执行机构为液压A GC缸、中间辊窜辊和中间辊弯曲装置。
主轧机参数为:轧制力:25M N;工作辊直径:150mm;中间辊直径:436mm;支承辊直径:1150mm;中间辊窜动:300mm;图4 总平面布置图F ig14 General layou t1—入口段;2—入口活套;3—串列式轧机工段23机架;4—中间活套;5—加热炉工段;6—喷丸机;7—电解和化学酸洗;8—出口活套;9—组合式冷轧平整机;10—爬行活套;11—出口段图5 达涅利集团车间的入口活套F ig15 En try looper in D an ieli w o rk shop 更换工作辊时间:3m in;更换中间辊和工作辊时间:6m in。
为减小横向力,采用一种专用结构来调节工作辊偏移。
实际上,通过移动工作辊位置,可以用轧制力引起的力来平衡转矩引起的力。
在输入侧,借助楔块系统调节工作辊位置,在输出侧控制压力(图6)。
轧制油是由一综合系统供给的,其带有由真空皮带过滤器、分离器装置和筒式过滤器系统组成的不同清洗级。
在轧机之后,安装有脱脂段。
脱脂段为高压水系统和碱脱脂、刷洗装置、漂洗和烘干等组成的组合装置。
313 酸洗段酸洗段是由中性电解段、中间漂洗、混合酸段和5级串联式最终漂洗装置、及其后的烘干设备组成。
达涅利为电解及混合酸段开发了新的专利技术。
电解酸洗工艺流程的目的是为了从贫铬层去除铬含量很高的铬酸盐层。
该贫铬层在退火过程中形成,位于连续铬酸盐层下面。
为了使以后的工艺步骤中的混合酸能与贫铬层直接接触并溶解,必须实现除铬酸盐这一步。
不过,在电解酸洗段可以实现贫铬层低溶解率。
在化学酸洗过程中,可以除去在退火步骤中形成的贫铬层和上述步骤中形成的铬层,还有电解酸洗后带钢表面可能留下的氧化残留物。
带有硝酸和・34・第4期 A ndrew O rm e:不锈钢的轧制、退火、酸洗综合生产线图6 工作辊串辊调节装置F ig16 W o rk ro lls offset adju stm en t盐酸基的硝酸主要用作为酸洗介质。