ASME的焊接工艺介绍
ASMEIXQ235B焊接工艺规程WPS-1903A版

ASME,IX,Q235B焊接工艺规程WPS-1903,A版XXXXXXXXXX有限公司焊接工艺规程(WPS)公司名称:CompanyNameXXXXXXXXXX有限公司编制Prepared审批ApprovedWPSNO.WPS-1903版本REV.A日期Date2019.11.12PQRNoPQR-1903焊接方法WeldingProcess GMAW自动化程度TYPE(S)半自动焊Semi-automaticwelding接头JOINTS(QW-402)详图Detailssketch:接头型式:坡口对接或角焊缝JointDesign:GrooveorFillet根部间隙:见接头图SeeSketchRootspacing衬垫Backing:GMAW:有或无WithorWithout定位块Retainers:有或无WithorWithout接头型式按图纸要求Jointdetailsmaybeperapplicabledrawingrequirement母材BaseMetals(QW-403)材料标准号BaseMetalSpecification:GB/T3274-2017;材料等级Grade:Q235B评定的厚度范围:ThicknessRange:母材BaseMetal:坡口焊缝Groove:16-200mm角焊缝Fillet:所有All最大焊道厚度Maximumpassthickness:13mm焊接方法WeldingProcessGMAW填充金属FillerMetals(QW-404)SFANo/AWSNoSFA5.18ER70S-6F-No.6A-No.1填充金属尺寸SizeofFillerMetals1.2mm填充金属产品型式FillerMetalProductForm实芯Solid焊丝-焊剂标准和型号Flux/wirespecificationclassGB/T8110,ER50-6附加填充金属SupplementFillerMetal无None评定的焊缝金属厚度范围WeldMetalThicknessRange:坡口焊缝GrooveMax:200mm角焊缝Fillet所有All焊接位置POSITIONS(QW-405)坡口焊缝位置Position(s)ofGroove1G角焊缝焊缝位置Position(s)ofFillet1F,2F焊接方向WeldingProgression:向上Up预热PREHEAT(QW-406)预热温度和预热方式PreheatTemperatureandPreheatMethodMinimum80℃;火焰或电加热FlameorElectric最高层间温度InterpassTemperature,Maximum300℃预热保持时间和温度PreheatMaintenance不要求Notrequired焊后热处理POSTWELDHEATTREATMENT(QW-407)温度范围TemperatureRange590-610℃时间范围TimeRange最短时间Minimumtimelimit:壁厚T50mm,1hr/25mm,15minminimum;壁厚T>50mm,2hrsplus15minforeachadditional25mmover50mm。
焊接手册(ASME规范)

压力容器焊接手册(ASME 规范)
目录
版次:0
2 第 2 页,共 104 页
压力容器焊接手册(ASME 规范)
1.1 目的 作为焊接 ASME 规范容器的参考基准。
第一章 总则
1.2 适用范围 本手册适用于按照 ASME 规范建造的压力容器焊接的设计、采购、检验等。
1.3 参考文献 1)ASME 规范第 VIII-1 卷。 2)ASME 规范第 VIII-2 卷。 3)ASME 规范第 IX 卷。 4)ASME 规范第 II-C 卷。
Joint Design 接头
(10)
Backing (Yes) 衬垫(有) (11)
(No)(无)
Backing Material (Type) 衬垫材料(型号)
(12)
(Refer to both backing and retainers)
□Metal
□Nonfusing Metal
□Nonmetallic
压力容器焊接手册(ASME 规范)
版次:0
DHME
压力容器焊接手册(ASME 规范)
第 1 页,共 104 页
焊接科-焊接技术系 2007 年
1
第一章 总则 1.1 目的 1.2 适用范围 1.3 参考文献 第二章 设计规范 2.1 编制 WPS 2.2 评定 PQR 2.3 设备焊接坡口设计 第三章 采购要求 3.1 焊接材料采购技术要求 3.2 焊接材料选择指南
压力容器焊接手册(ASME 规范)
版次:0
POSITION QW-405 焊接位置 Position(s) of Groove 坡口的位置 Welding Progression: Up 向上 Position(s) of Fillet 角焊缝位置
ASME压力容器与锅炉焊接工艺要点评定原则及要求

ASME压力容器与锅炉焊接工艺要点评定原则及要求ASME是美国机械工程师协会(American Society of Mechanical Engineers)的简称,ASME BPVC(Boiler and Pressure Vessel Code)是ASME制定的压力容器和锅炉规范,为了确保压力容器和锅炉的安全运行,ASME BPVC对焊接工艺、评定原则和要求进行了规范。
下面,将详细介绍ASME压力容器与锅炉焊接工艺要点、评定原则及要求。
一、焊接工艺要点:1.材料选择:应根据压力容器和锅炉的工作条件,选择适合的材料,确保其机械性能和耐腐蚀性能满足要求。
2.试样和检测:在焊接前,应根据标准要求制作试样,进行材料的化学成分分析和力学性能测试。
焊接后,需要进行缺陷检测,如X射线检测、超声波检测等。
3.焊材选择:应选用符合ASME规范要求的焊材,包括焊丝、焊剂、焊剂分析试剂等。
4.焊接工艺参数:应控制好焊接参数,包括预热温度、焊接电流和电压、焊接速度等。
同时,要进行记录和检验,确保焊接质量。
5.焊接工艺规范:应编制和执行符合ASME规范的焊接工艺规范,确保焊接过程的可追溯性和一致性。
6.焊接人员培训:根据ASMEBPVC要求,焊接人员需要经过相关培训和考试,取得相应的资格证书。
二、评定原则:1.符合ASMEBPVC规范:焊接工艺、焊接人员、焊材选择等必须符合ASMEBPVC的规范要求,确保焊接质量和安全性。
2.焊接质量控制:焊接过程中,要进行监测和控制焊接质量,尽量避免焊接缺陷和不合格情况的发生。
3.缺陷评定:对焊接接头进行非破坏性检测,如X射线检测、超声波检测等,评定焊接接头的缺陷情况,并根据规范要求进行合理评定和修复。
4.焊接质量验收:根据ASMEBPVC的要求,对焊接接头进行质量验收,确保焊接接头满足设计要求和安全使用。
三、要求:1.焊接工艺评定:在实际生产中,应对焊接工艺进行评定,包括焊接工艺规范的编制和执行过程,以及焊接人员的培训和证书要求。
ASME焊接变素

A-No.1的评定也适用于A-No.2,反之亦然。
焊缝金属的化学成分可以下列任一方式确定:
(a)对于所有的焊接方法----从工艺评定试件的熔敷焊缝金属取样进行化学成分分析。
(b)对于手工电弧焊、钨极气体保护焊和等离子焊----按填充金属标准规定的化学成分,或
5
按填充金属制造厂或供应商提供的质量证明书所载的化学成分。 (c)对于熔化极气体保护焊和气电立焊----在使用与工艺评定试件相同的保护气体的情况
时)、商标号合或确认的采购文件作为公称化学成分的参考。
附加重要变 素
× ×
非重要变 素 × × × ×
×
QW-404填充 金属
ΦSFA No.:填充金属所属SFA分类号的改变或改变到SFA分类号不包括的填充金属或非SFA分
类号的填充金属从一种改变为另一种。
当填充金属符合某一SFA分类号,则在下述范围内的改变不要求重评:
×
×
(a)从某一单一保护气体改变为另一种单一保护气体;
2
(b)从单一保护气体变为混合保护气体,或反之; (c)改变混合保护气体的规定百分比组成;
×
(d)保护气体的增加胡或取消。
QW-408 气体
SFA5.32中的AWS型号可用来规定保护气体的成分。
3 Φ气体流量:保护气体或和混合保护气体的流量改变超出规定范围。
64 5/8in(16mm)者,如坡口的制备在制造中采用热过程方法,则时间的坡口制备亦应采用此法。 ×
坡口制备应包括采用热过程方法做背面清根、背面开槽或清除不良焊缝金属。
热过程的使用:热输入的增加,或单位焊缝长度内熔敷焊缝金属体积的增加超过评定值,增
加量的计算如下:
(a)热输入{J/in.(J/mm)}=伏特×安培×60/焊接速度{in./min(mm/min)}源自1 (b)焊缝金属体积的测量:
焊接手册(ASME规范)
DHME 压力容器焊接手册(ASME规范)焊接科-焊接技术系2007年目录第一章 总则1.1目的1.2适用范围1.3参考文献第二章 设计规范2.1 编制WPS2.2 评定PQR2.3 设备焊接坡口设计第三章 采购要求3.1 焊接材料采购技术要求3.2 焊接材料选择指南第一章 总则1.1目的作为焊接ASME规范容器的参考基准。
1.2 适用范围本手册适用于按照ASME规范建造的压力容器焊接的设计、采购、检验等。
1.3参考文献1)ASME规范第VIII-1卷。
2)ASME规范第VIII-2卷。
3)ASME规范第IX卷。
4)ASME规范第II-C卷。
第二章 设计规范2.1 焊接工艺规程WPS2.1.1 工艺评定用焊接工艺规程工件焊接前,应编制工艺评定用焊接工艺规程(格式如正式的焊接工艺规程),评定试件应按工艺评定用焊接工艺规程焊接。
此焊接工艺规程在工艺评定合格前,不得用于正式产品焊接。
2.1.2 合格的焊接工艺规程工艺评定合格后,根据工艺评定的记录(电流、电压、焊接速度等),修改工艺评定用焊接工艺规程而编制出合格的焊接工艺规程。
2.2 焊接工艺规程的格式及填表方法如下:焊接工艺规程WELDING PROCEDURE SPECIFICATIONS (WPS)Company Name 公司名称 (1) Reviewed By:签字人 (2) Welding Procedure Specification No.WPS 编号 (3) Date 日期 (4) Supporting PQR No.(s)所依据的PQR编号 (5) Revision No.修改文件号 (6) Date 日期 (7)Welding Process(es) 焊接方法 (8) Type(s)自动化等级(自动,手工,机动或半自动) (9) (Automatic, Manual, Machine, or Semi-Auto.)* Each base metal-filler metal combination should be recorded individually对于每一种母材—填充金属的组合均需分别填表焊接工艺规程WELDING PROCEDURE SPECIFICATION (WPS)WPS No. Rev.POSITION QW-405 焊接位置Position(s) of Groove 坡口的位置 (31) Welding Progression: Up 向上 (32) Down 向下 (32) Position(s) of Fillet 角焊缝位置 (33) POSTWELD HEAT TREATMENT QW-407 焊后热处理Temperature Range 温度范围 (37) Time Range 时间范围 (38)Preheat QW-406 预热Preheat Temp. Min.预热温度最小 (34) Interpass Temp. Max.层间温度最大 (35) Preheat Maintenance预热的保持方式 (36) (Continuous or special heating where applicable should be recorded) GAS QW-408 气体Percent Composition 百分组成Gas(es) (Mixture) Flow Rate气体 (混合保护气体) 流量Shielding 保护气体 (39) Trailing尾部保护气体 (40) Backing背面保护气 (41)ELECTRICAL CHARACTERISTICS QW-409电特性Current AC or DC 交流或直流 (42) Polarity极性 (43)Amps(Range) 安培(范围) (44) Volts(Range)伏特(范围) (45)(Amps and Volts range should be recorded for each electrode size,position, and thickness, etc. This information may be listed in a tabularform similar to that shown below.)(安培和伏特范围应按每种焊丝尺寸,位置和厚度等分别记录,可按以下表的方式记录)Tungsten Electrode Size and Type (46)钨极规格和类型 (Pure Tungsten,2%Thoriated etc.)(纯钨极或2%钍钨极等) Mode of Metal Transfer for GMAW (47)金属过渡方式(GMAW) (Spray arc,short circuiting arc,etc)(射流或断路等) Electrode wire feed speed range (48)送丝速度范围TECHNIQUE QW-410String or Weave Bead无摆动焊或摆动焊 (49) Orifice or Gas Cup Size嘴孔或喷嘴尺寸 (50) Initial and Interpass Cleaning (Brushing,Grinding,etc)打底焊道和中间焊道的清理方法(清理和打磨等等) (51) Method of Back Gouging背面清理方法 (52) Oscillation摆动 (53) Contact Tube to Work Distance导电嘴—工件距离 (54) Multiple or Single Pass (Per side)多道焊或单道焊(每边) (55)Multiple or Single Electrodes多丝焊或单丝焊 (56) Travel Speed(Range)焊接速度(范围) (57) Peening锤击 (58) Other其它 (59)焊层 焊接方法 填充金属Filler Metal电流Current电压范围焊接速度范围其它例如:备注,说明,加热丝,施焊技术,焊炬角度等等Weld Layer(s) Process 种类Class直径Dia.极性Type Polar安培Amp RangeVolt Range TravelSpeedRangeOther(e.g. Remarks,Comments,Hot WireAddition, Technique, Torch Angle,Etc.)(60)PREPARED BY 编制 DATE日期 APPROVED BY 批准 DATE日期(1) 公司名称 如“大连日立机械设备有限公司”(2) 签字人 通常由DHME质保部-质保科长签字(3) WPS 编号 DHME编号规则AWPS+年号+流水号(4) 日期(5) PQR编号 支持工艺规程的PQR,编号规则APQR+年号+流水号(6) 修改文件号 从0开始(7) 日期(8) 焊接方法 SMAW+SAW或GTAW(9) 自动化等级 焊接方法的自动化程度,如:SMAW:手工GMAW&FCAW:半自动SAW:机动或自动GTAW:手工或自动(10) 接头 接头形状单面V形,双面V形,单面U形,双面U形,角焊缝,坡口焊缝&角焊缝,堆焊焊缝(11) 衬垫 记为 “√”,双面焊作为有垫板对待(12) 衬垫材料 如SA516-70,或母材及焊缝金属(13) 母材分类号 查QW-422,或AWS B2.1(14) 母材组号 查QW-422,或AWS B2.1若无冲击试验要求,此处可不填写“N/A”(15) 规格型号和等级 母材的型号和等级SA240-304(16) 化学成分和力学性能 母材的化学成分和力学性能填入无P-No.的母材的化学成分和力学性能(17) 坡口焊,母材厚度范围 按照QW-450(18) 角焊,母材厚度范围 按照QW-202.1,QW-451.3,QW-451.4,通常为“不限”(19) 坡口焊的管径范围 管件焊接时,填入管径(20) 角焊的母材厚度范围 通常为“不限”(21) 填充金属的ASME SFA号,或AWS A号 如“5.1”等或“GB/T5117”(22) 填充金属的等级 如“E7016”如“ER70S-2”(23) 填充金属的F-No. 按QW-432,无分类号填入“-”(24) 填充金属的A-No. 按QW-442,可按熔敷金属的化学分析结果、标准值、质量证明书(应注意焊接方法,焊接条件应与产品一致)(25) 填充金属尺寸 填充金属的尺寸(26) 坡口焊缝金属厚度 根据评定的结果填写(27) 角焊缝焊缝金属厚度 通常为“不限”(28) 焊丝-焊剂(等级) 填写焊丝和焊剂的型号,如“F7A2-EH14”(29) 焊剂牌号 当有冲击试验要求时,填写焊剂的“商品牌号”,如“G-80”当焊接高合金时,如奥氏体不锈钢时,必须填写焊剂的“商品牌号”,如“AT-SJ601”(30) 熔化性填充 当使用熔化性嵌条时,填写嵌条的类型,商品名称(31) 坡口的位置 坡口焊的位置,应按照评定结果,1G-6G(32) 焊接行进方向 3G,3F,5G,6G位置时必须填写,按照评定结果,“√”(33) 角焊缝位置 角缝焊接的位置,应按照评定结果,1F-4F(34) 预热温度 最低的预热温度,按照评定结果,堆焊时应分层填写,QW-406.1,QW-281.2(e) (35) 层间温度 最高的层间温度,按照评定结果, QW-406.3,QW-281.2(e)(36) 预热的保持方式 填入预热保持方法,需要消氢处理时,填入后热规范(37) 焊后热处理温度范围 按照焊接工艺评定,或“-”(38) 焊后热处理保温时间 焊后热处理的保温时间范围,按照评定结果(有冲击试验要求时),或“-” (39) 保护气体的类别,混合比,气体流量 按照评定结果(40) 尾部保护气体的类别,混合比,气体流量按照评定结果(41) 背面保护气体的类别,混合比,气体流量 按照评定结果(42) 电流 DC或AC(43) 电流极性 RP与SP,EN与EP,DC+与DC-,AC无极性之分(44) 焊接电流范围(45) 电弧电压范围(46) 钨极类型和尺寸 按照ISO6848,SFA-5.12(47) GMAW的金属过渡形式 短路过渡,颗粒过渡,喷射过渡(48) 送丝速度范围QW-409.8 以送丝速度代表电流控制时,填入送丝速度(49) 焊接技巧QW-409.10 直焊,摆动,直焊或摆动(50) 喷孔或喷嘴尺寸QW-410.3 GMAW,GTAW,PAW喷嘴的尺寸(51) 层道清理方法QW-410.5 打磨,打磨或刷(52) 背面清理方法QW-410.6 碳弧气刨,打磨,机加工(53) 机械摆动的参数QW-410.7 当采用机械摆动装置时,填入摆动的频率和幅度(54) 导电嘴-工件距离(干伸长)QW-410.8 SAW:30-40cmGMAW&FCAW:10-25cm(55) 多道焊或单道焊QW-410.9 填入“单道”或“多道”(56) 电极数 如:SAW:单丝SAW:双丝(57) 焊接速度(58) 锤击QW-410.5 填入“是”,“否”(59) 其它(60) 焊接规范 填入评定合格的焊接规范2.2 焊接工艺评定记录PQR焊接工艺评定记录PQR的格式和填写规则如下:焊接工艺评定记录PREHEAT QW-406预热Preheat Temp.预热温度 (25) Interpass Temp.层间温度 (26) Other其它 (27) 侧) (43) Single or Multiple Electrodes多丝焊或单丝焊 (44) Other其它 (45)焊接工艺评定记录PROCEDURE QUALIFICATION RECORD (PQR) PQR NO.Tensile Test QW-150 拉力试验Specimen No.试样号 Width宽Thickness厚Area面积UltimateTotal Load NUltimateUnit Stress MPaType of Failure& Location(46) (47) (48) (49) (50) (51) (52)Guide-Bend Tests QW-160 导引弯曲试验Type and Figure No. 类型和编号 Result 结果(53) (54)Toughness Test QW-170 韧性试验Specimen No. Notch Location Notch Type Test Temp.Impact Values Lateral Exp.侧向膨胀 Drop Weight 落锤试验试样号 缺口位置 缺口类型 试验温度冲击值 % Shear mm Break 断裂 No Break 不断裂(55) (56) (57) (58) (59) (60) (61) (62) (63)Fillet-Weld Test 角焊缝试验Result-Satisfactory: Yes No (64) Penetration into Parent Metal: Yes No 结果满意 是 否 熔透母材: 是 否 Macro-Results (65) 低倍检查结果Other Tests其它试验Type of test试验类型 (66) Deposit Analysis熔敷金属成分 (67) Other其它 (68) Welder's Name 焊工姓名 (69) Clock No.工号 (70) Stamp钢印 (71) Tests conducted by:执行人 (72) Laboratory Test No.实验室试验编号 (73) We certify that the statements in this record are correct and that the test welds were prepared, welded, and tested in accordance with the requirements of Section Ⅸ of the ASME Code.MANUFACTURER 制造厂 PREPARED BY 编制 DATE 日期 CERTIFIED BY 证明 DATE 日期 REVIEWED BY 签字 DATE 日期PQR填写规则:序号内容详细(1)公司名(2) PQR编号(3)日期评定合格日期(4) WPS编号及版号用于施焊评定试件的WPS(5)焊接方法(6)自动化等级 SMAW:手工GTAW:手工、自动SAW:机械化GMAW&FCAW:半自动(7)接头评定试件的坡口形式及焊道层、道布置(8)材料标准如“SA-516”(9)型号和等级“70”(10) P-No. 按QW-422(11) P-No. 按QW-422(12)试件厚度(13)试件直径(14)其它(15) SFA标准如“5.1”(16) AWS等级如“E7016”(17)填充金属F-No. 如“6”(18)焊缝金属A-No. 如“1”,可根据SFA标准、质量证明书、化学分析报告等依据(19)填充金属规格如“Φ4.0”(20)其它(21)焊缝金属厚度如“6.0mm”,对于每种焊接方法,应分别测量。
ASME规程学习总结焊接

ASME规程学习总结ASME概述:ASME是American Society of Mechanical Engineers(美国机械工程师协会)的英文缩写。
主要领域为机械工程的发展,是一个集设计、制造、安装、检验、试验为一体的标准规程。
ASME规程每年都会有更新增补,并且每三年修订一次。
目前ASME已增加到12卷,其中在火力电站建设应用的有5卷,分别是ASME Ⅰ卷动力锅炉建造规则、ASME Ⅱ卷材料、ASME Ⅴ卷无损检测、ASME Ⅷ卷压力容器建造规则、ASME Ⅸ卷焊接和钎焊评定。
焊接专业的各类指导性文件分别包括在了这5卷里。
各卷册的解释说明:(一)A SME Ⅸ焊接和钎焊评定此卷主要说了焊接工艺评定(WPS)的制作和焊工、焊接操作工的证书评定1、焊接工艺评定(WPS):WPS是对焊接施工的一个指导性文件,所有的焊接工作都根据WPS施工,WPS包括内容有:焊接方法、材质、焊接材料、预热、热处理等详细的参数,支持焊接工艺评定的指导文件是工艺评定记录(PQR),PQR是在做焊接工艺评定时的记录。
不同的焊接方法和材质都对应不同的焊接工艺评定。
2、焊接工艺评定流程:做焊接工艺评定时主要包括3个条件,重要变素、附加重要变素、和非重要变素。
重要变素是焊接工艺评定中的重要环节,如果重要变素改变那么这个工艺评定就不能再用,需重新评定,因为重要变素影响焊缝的力学性能。
重要变素包括(母材材质的改变、焊接材料的改变、预热温度的大幅度改变、热处理温度的改变、保护气体的改变等)附加重要变素是当有冲击要求时才需要的变素,当改变附加重要变素时工艺评定也需要重新评定。
附加重要变素包括(层间温度、电极特性、母材厚度等)非重要变素是不影响焊缝力学性能的变素,非重要变素改变时焊接工艺评定不需重新评定。
非重要变素包括( 焊条直径、坡口形式、焊材厂家牌号等)有了这三个条件就可以做焊接工艺评定,流程为:坡口加工-----合格焊工焊接-----记录PQR-----表面检查-----无损检测-----力学性能试验(拉伸、弯曲、冲击)------工艺评定卡。
ASME IX 、AWS D1.1及AWS D1.6焊接工艺评定试验要求

项目
具体技术要求
备注
1
ASME IX试验要求
对接焊缝(BW)
焊接试件厚度T(mm)
拉伸
侧弯
面弯
背弯
T<10
2
/
2
2
T≥10
2
4
/
/
试验合格标准
拉伸试验合格标准是试样的抗拉强度不小于:
1、母材的规定最低抗拉强度;
2、如母材是由两种规定最低抗拉强度不同的材料构成,则取最小值
3、焊缝金属的规定最低抗拉强度,此条适用于允许使用室温强度低于母材的焊缝金属
≤275(MPa)
275-380(MPa)
380-725(MPa)
横向膨胀量(mm)
三个试样平均值
三个试样中的最低值
三个试样平均值
三个试样中的最低值
三个试样平均值
三个试样中的最低值
三个试样平均值
三个试样中的最低值
≤16(不要求试验)
16-19
18
14
20
14
27
20
0.33
0.25
19-25
20
14
27
20
34
27
0.38
0.25
25-38
27
20
34
27
41
34
0.5
0.38
38-64
34
27
48
41
54
48
0.64
0.50
>64
41
34
54
48
61
54
0.75
0.64
备注:1、具有不同要求吸收能量的的两种母材连接时,焊缝金属冲击能量吸收要求应符合任一母材要求;
ASME压力管道锅炉压力容器焊接工艺参数确定评定方法与规则

ASME压力管道锅炉压力容器焊接工艺参数确定评定方法与规则ASME(美国机械工程师学会)压力管道、锅炉、压力容器焊接工艺参数的确定和评定方法与规则是在焊接工艺设计和焊接质量评定中起到重要作用的一系列准则。
这些准则旨在确保焊接工艺的安全性、可靠性和一致性。
本文将对ASME焊接工艺参数的确定和评定方法与规则进行详细阐述。
首先,ASME规定了焊接工艺参数的确定方法。
具体而言,焊接工艺参数包括焊接电流、焊接电压、电极直径、焊接速度、预热温度、焊接气体流量等。
ASME将这些参数的确定分为两个步骤:首先是工艺试验和焊接样品制备,其次是参数评定。
工艺试验是通过在标准试样上进行一系列试验,确定适用于具体焊接材料和构件的焊接工艺参数。
试验包括针对不同参数组合的焊接试验,对焊缝的深度、宽度、外观、收缩等进行检测和评估。
试验结果将用于确定最佳的焊接工艺参数组合。
在参数评定阶段,焊接样品将被进一步评估,以确定焊接工艺参数的可行性和一致性。
评定方法包括对焊缝的断面、收缩、硬度、拉伸强度、冲击韧性等性能的评价。
这些评价结果将用于对焊接工艺参数进行修订和确定。
除了焊接工艺参数的确定,ASME还规定了焊接工艺参数的评定方法与规则。
焊接工艺参数的评定是为了验证焊接工艺的有效性和可靠性,以保证焊接接头的质量。
评定方法包括焊接工艺规范和焊接过程规范的编制,焊接程序评定和焊接工艺评定的实施。
焊接工艺规范是一份包含焊接工艺参数和评定方法的文档,它规定了适用于特定焊接材料和构件的合适焊接工艺。
焊接过程规范是工艺规范的具体实施文件,对焊接工艺参数进行细化和规范。
焊接程序评定是通过对焊接试样的实际焊接进行评估,以验证焊接工艺的可行性和一致性。
焊接工艺评定是对焊接接头进行一系列检测和评价,以验证焊接工艺的质量和可靠性。
总之,ASME对焊接工艺参数的确定和评定方法与规则的制定,为焊接工艺的设计和质量评估提供了准则和指导。
这些准则不仅可以确保焊接工艺的安全性和可靠性,还可以保证焊接接头的一致性和质量。
ASME规范-焊缝RT-评定法则

ASME规范中焊缝RT评定法则一. 透照黑度要求:(1)单片:X射线D≥1.8,γ射线:D≥2.0;(2)多片曝光并叠片观察时,每一张底片的D≥1.3;(3)对(1)或(2)最大黑度D=4.0;(4)当孔型IQI的本体黑度或线型IQI规定线号区的黑度为D时,则被检区任一处的黑度为0.85D~1.3D,否则为不符合要求,在这超差区域应另加一个IQI重新拍片──计算D的变化时,应圆整到0.1。
二.线型IQI选用按下表规定:(1)线形缺陷显示评为不合格的有三种:((a)任何显示特征为裂纹、未焊透、未熔合的;对全焊透焊缝包含角焊缝,则角焊缝的厚度应计入t内。
(c)任何一群成一直线分布的显示,在12 t焊缝长度内显示累计长度> t的,但相邻缺间距> 6L的除外,这L为群显示中最长缺陷显示长度。
当长度<12t的则按比例折算。
(2)圆形缺陷显示(a)不计黑度大小;(b)计作圆形缺陷显示的:(c)间距≥1in.(25mm)时,允许单个显示尺寸为1/3 t或1/4in.(6mm)中的较小者。
若t >2in.(50mm)允许单个圆形显示尺寸为3/8in.(10mm)。
(d)多个圆形显示成线状排列时:在长度为12 t内显示直径d的总和< t时为合格,详见强制性附录4中图4-1。
各组群孔显示成线状排列长度Li及各组相互间距的规定,详见图4-2;在长度12 t内各组群长度之和< t为合格。
(d)密集的和单个的圆形显示对于不同焊缝厚度在图4-3至图4-8中分别给出了典型密集度和尺寸的合格范围,这应结合表4-1给焊缝质量作出正确评定。
(e)对于焊缝厚度t <1/8(3mm)时,在长6in.(150mm)的焊缝内圆形显示数量≤12为合格。
当长度< 6in.(150mm)的焊缝则应按比例折算。
(以上图、表的复印件另附本文后面)(f)密集性显示:(ⅰ)合格的密集性显示长度≤1in.(25mm)或2t中的较小者。
ASME压力容器建造规范中的焊接要求与实践

ASME压力容器建造规范中的焊接要求与实践ASME压力容器建造规范中的焊接要求包括了一系列的标准和规定,以确保焊接过程的质量和安全性。
这些要求和实践旨在确保焊接接头的强度和可靠性,以满足压力容器在长期使用中的安全性和可靠性要求。
首先,ASME规范要求焊接工艺的选择必须基于材料的类型、壁厚、使用条件等因素,以确保焊接接头的质量符合要求。
在选择焊接工艺时,必须考虑到不同种类的焊接方法对焊接接头质量的影响,以及如何保证焊接接头的质量和可靠性。
其次,ASME规范中还对焊接人员的资质要求进行了规定,包括对焊工的培训、认证和监督。
焊接人员必须具有相关的专业知识和技能,并严格按照规范要求进行焊接作业,以确保焊接接头的质量符合要求。
此外,ASME规范还对焊接材料的选择、储存和使用进行了规定。
焊接材料必须符合规范要求,并进行适当的质量控制,以确保焊接接头的质量和可靠性。
总之,ASME压力容器建造规范中的焊接要求和实践旨在确保焊接接头的质量和可靠性,从而保障压力容器在长期使用中的安全性和可靠性。
符合这些要求和实践对于压力容器的建造和使用至关重要。
ASME压力容器建造规范中的焊接要求与实践是确保压力容器在使用过程中安全和可靠性的关键方面。
这些要求和实践涵盖了焊接过程的各个方面,包括焊接材料的选择、焊接工艺的确定、焊接人员的资质要求、焊接接头的检验和评定等。
遵循这些要求和实践对于压力容器的建造和使用具有重要意义。
首先,ASME规范对于焊接材料的选择和质量控制提出了严格的要求。
在选择焊接材料时,必须考虑到材料的类型、强度、韧性、耐腐蚀性等因素,并严格按照规范要求进行材料的质量控制。
此外,焊接材料的储存和使用必须符合规范要求,以确保焊接接头的质量和可靠性。
其次,ASME规范要求焊接工艺必须能够确保焊接接头的质量符合要求。
在确定焊接工艺时,必须考虑到材料的类型、壁厚、使用条件等因素,并进行适当的焊接工艺试验,以确保焊接接头的质量和可靠性。
ASME压力容器建造规范中的焊接要求与实践

ASME压力容器建造规范中的焊接要求与实践引言ASME(美国机械工程师协会)是国际上公认的压力容器标准制定组织之一。
ASME的压力容器建造规范中包含了大量关于焊接的要求和实践指南。
本文将对ASME压力容器建造规范中的焊接要求和实践进行介绍和解析。
焊接要求ASME压力容器建造规范中明确了焊接的一些基本要求,以确保焊接接头的质量和可靠性。
1.焊接操作人员的资格要求:ASME规范对焊接操作人员的资格有严格的要求。
焊接操作人员需要持有ASME焊接操作人员资格证书,并且需要定期进行更新和重新评估。
2.焊接材料的选择与准备:根据ASME规范,焊接材料需要根据容器的使用环境和设计要求进行选择,并且需要进行相应的准备工作,如除锈、清洗等。
3.焊接工艺的选择和验证:在ASME规范中,对于不同的焊接接头类型,要求选择合适的焊接工艺,并对该工艺进行验证和评估,以确保焊接质量和可靠性。
4.焊接接头的准备和装配:在焊接之前,需要对接头进行准备工作,如坡口的加工和清理,以确保接头的质量。
同时,在焊接之前需要对接头进行装配,并进行校核和验证。
5.焊接参数的控制和记录:焊接过程中,需要对焊接参数进行严格控制,并对参数进行记录。
这些参数包括焊接电流、焊接电压、焊接速度等,可以用来评估焊接质量和控制焊接过程。
焊接实践除了焊接要求,ASME压力容器建造规范还提供了一些关于焊接实践的指导和建议。
1.焊接工艺评定:根据ASME规范,进行焊接工艺评定是非常重要的一步。
这个评定过程通常包括焊接试样的制备和试样的检测,以评估焊接工艺的质量和可靠性。
2.非破坏性检测:ASME规范要求在焊接过程中进行非破坏性检测,以确保焊接接头的质量和可靠性。
常用的非破坏性检测方法包括超声波检测、涡流检测、射线检测等。
3.焊缝的评估和验收标准:在焊接完成后,需要对焊缝进行评估和验收。
ASME规范提供了详细的评估和验收标准,包括焊缝的尺寸、形状、缺陷等方面的要求。
阿斯米管道焊接标准

阿斯米管道焊接标准
阿斯米(American Society for Testing and Materials,ASTM)是美国
一家非营利组织,成立于1898年,致力于制定各类标准以及测试和认证方法。
阿斯米焊接标准即由该组织制定,是国际上判断焊接质量的标准之一。
阿斯米焊接标准以焊接的基本原理和焊接工艺为基础,从焊接构件材料、焊接接头形状、接头品质等多个方面规定了各种焊接方式的要求。
其中,焊接工艺包括焊接电流、焊接电压、焊接速度、采用何种气体等。
接头品质则包括焊缝质量、金属结构的组织状态、微观组织等方面。
对于公称壁厚等于和大于16mm的管道,应预先进行机加工处理,如坡口。
对于管路与配件或阀门之间的对接焊口,管道焊接端口形状经机加工处理后应与管件或阀门的坡口相匹配。
对于管路和管路之间的对接焊口,若两管的内径差小于或等于壁厚差小于或等于2mm,则没有必要进行匹配。
以上内容仅供参考,如需更全面准确的信息,可查阅阿斯米官网发布的最新版ASTM标准。
ASME管道焊接方案和焊接工艺规程

在使用 GTAW 焊接方法焊接温度计管嘴和材料与母材相同的规格小于 P22 的小型管嘴时 不需进行焊后热处理 在此情况下 焊接温度应保持 比规定的最低温度高 50-100
用电加热方法保持工作温度 采用专用测温笔或通过闪光焊焊接的热电偶 控制层间温度 并通过便携式温度计或连接到过程打印机上的热电偶监视 层间温度 尤其应注意焊缝两侧的预热区域不得小于 5 倍壁厚
GB3087 20
Dn 100
GB700 Q235A GB699 20
Dn 100 无限制
A106 Gr.B/GB3087 20 或 GB699 20
Dn 100
A106 Gr.B/GB3087 20 或 GB699 20
A335 P22
Dn 100 无限制
A691 1Cr/A335 P11
Dn 100
1 2 3 4 5 6 7 8 9 10 11 12 13 14
文件编号 WPS 号 ASME001 WPS 号 ASME002 WPS 号 ASME003 WPS 号 ASME004 WPS 号 ASME005 WPS 号 ASME006 WPS 号 ASME007 WPS 号 ASME008 WPS 号 ASME009 WPS 号 ASME010 WPS 号 ASME011 WPS 号 ASME012 WPS 号 ASME013 WPS 号 ASME014
合金钢管应利用调整装置找正
GMAW 和 SAW 焊接工艺仅允许用于单独规定的焊接工作 如钢结构的焊 接等 仅在限制的特殊情况下才可对压力管件采用 GMAW 方法焊接 换言之 必须确保所采用的焊接程序适于所要进行的焊接工作 在这种情
况下 GMAW 焊接方法仅作为一种备选方法 通常情况下 不反对使用 SAW 焊接方法 唯一的限制在于工件的尺寸及转动 从尺寸的角度讲 SAW 可用于直径大于 200mm 和厚度大于 12mm 的管道 SAW 的焊接工 艺规程中未包含根部焊道的任何内容 也就是说 SAW 可与某种手工焊一 起使用
ASME 第IX卷焊接篇内容介绍
ASME Section IX
ASME 第IX卷是关于焊工、焊机操作工、钎接工、钎机操作工 的评定,以及按照ASME锅炉及压力容器规范和ASME B31压力管 道规范所采用的焊接或钎接工艺评定及操作工的技能评定。
• ASME的焊工考试必须由制造商进行!
ASME Section IX
第IV章 焊接资料
➢ QW-400 变素 ➢ QW-420 材料的分组 ➢ QW-430 F-No. ➢ QW-440 焊缝金属化学成分 ➢ QW-450 试样 ➢ QW-460 插图
应先查阅第I章、第II章或第III章的要求,再引用到第IV章 的相关内容!
P- No.5A+ P- No.5A P- No. 5A + P- No.4、3 或1 相同的两个未被指定P- No.的母材相焊 一个未被指定P- No.的母材+另一个有P- No.的 母材 一个未被指定P- No.的母材+P- No.15E 两个不同的未被指定P- No.的母材相焊
评定的母材范围 相同的P- No 内的母材 P- No.15E 或5B+另一个P- No.15E或5B 与评定试件相同的两种P- No..组成的接头 P- No.15E 或5B+另一个P- No P- No.3+ P- No.3 或1 P- No4+ P- No.4、3 或1 P- No. 5A + P- No . 5A 、4、3 或1 P- No. 5A + P- No 4、3 或1 与评定相同的母材 与评定相同的未被指定P- No.母材+与评定相同的P- No. 的母材 与评定相同的未被指定P- No.母材+P- No.15E 或5B 与评定相同的两个母材
ASME第Ⅸ卷焊接工艺评定焊工技能评定

All rights reserved BV I&F China
4
ASME的总体介绍
ASME 所有卷目录
All rights reserved BV I&F China
5
ASME的总体介绍
以上12卷ASME锅炉压力容器规范标准分为以下4大类:
► 1)建造部分:共6卷,其中包括:
第Ⅰ卷:动力锅炉;
H
供热锅炉(铸铁除外)
第Ⅱ卷、第Ⅳ卷、第Ⅸ卷
H
铸铁分段供热锅炉
第Ⅳ卷
H
供热锅炉组装
第Ⅳ卷、第Ⅸ卷
HLW
衬里的饮水加热器
第Ⅱ卷、第Ⅳ卷、第Ⅸ卷
UM
小型容器
第Ⅱ卷、第Ⅴ卷、第Ⅷ-1 卷、第Ⅸ卷
U
压力容器(常规设计) 第Ⅱ卷、第Ⅴ卷、第Ⅷ-1卷、第Ⅸ卷
U2
压力容器(分析设计) 第Ⅱ卷、第Ⅴ卷、第Ⅷ-2卷、第Ⅸ卷
2
ASME的总体介绍
All rights reserved BV I&F China
3
ASME的总体介绍
► ASME 的含义及规范用途 1. ASME
The American Society of Mechanical Engineer 美国机械工程师协会 2. BPVC The Boiler and Pressure Vessel Committee 锅炉及压力容器委员会 3. ASME 锅炉及压力容器规范用途 BPVC为锅炉、压力容器、移动容器和核设施部件的建造过程中以及核设施和移 动容器的在役检查中,控制压力完整性、整体结构安全的规则。 建造:包括材料、设计、制造、检验、试验、检查、认证和泄压在内的一个含义 广泛的名词。
All rights reserved BV I&F China
ASME压力管道、锅炉、压力容器焊接工艺参数确定、评定方法与规则

ASME压力管道、锅炉、压力容器焊接工艺参数确定、评定方法于规则1.焊接方法;从一种焊接方法改用另一种焊接方法,应作焊接工艺评定试验。
适用于锅炉与压力容器的焊接方法有:气焊、焊条电弧焊、埋弧焊、熔化极气体保护焊、钨极气体保护焊、等离子弧焊、电渣焊、激光焊、电子束焊、闪光对接焊、感应加热压力焊、电阻焊、铝热压焊、气压焊、惯性及连续驱动母材焊、螺柱电弧焊和螺柱电阻焊。
在实际焊件的同一条焊缝上,如采用两种或两种以上不同的焊接方法,或不同的重要工艺参数焊接时,则可按每种焊接方法所焊的母材,金属厚度分别对试件进行焊接工艺评定。
也可以实际焊件焊缝拟使用的组合焊件方法或焊接工艺焊接同一付工艺评定试件。
但每一种焊接方法,或焊接工艺所焊的焊缝金属厚度均应满足能取出所要求的拉伸和弯曲试样的要求。
对于焊条电弧焊、钨极气体保护焊、熔化极气体保护焊、等离子弧焊和埋弧焊,或这些方法的组合,如已完成的焊接工艺评定采用厚度大于13mm的试件,则该焊接工艺评定报告可与另一种焊接方法的工艺评定报告联用于同一条实际焊件的焊缝,包括根部焊道。
2.母材金属类别;在锅炉与压力容器中所用母材金属的种类繁多。
如以母材金属的钢号或材料的牌号进行评定,则评定的工作量十分大,且无此必要性。
为了减少这种无实际意义的重复评定,国外ASME法规的作法是,将规定认可的标准材料,按其化学成分,力学性能和焊接性加以分类,即将合金成分相近,强度级别和焊接性接近的材料规入一类,并标以P分类号。
在同一类母材金属中,又按强度和冲击韧性的等级进行分组,并将分组号标在分类号的后面,例如SA106-A碳钢属于第1类第1组,其分类组别号的表示方法为P1-1。
最新版的ASME法规已将在锅炉和压力容器中使用的近1000种钢材分成23类52组。
这种对母材金属的分类是以大量的材料焊接性试验和焊接工艺试验数据以及多年的实际生产经验为基础的。
因此,列于同一类的各种母材金属,如拟采用的焊接工艺规程中,其它的焊接工艺重要参数相同或在容许范围之内,则采用某种母材金属的焊接工艺评定报告可互相通用。
ASME-Ⅸ焊接评定
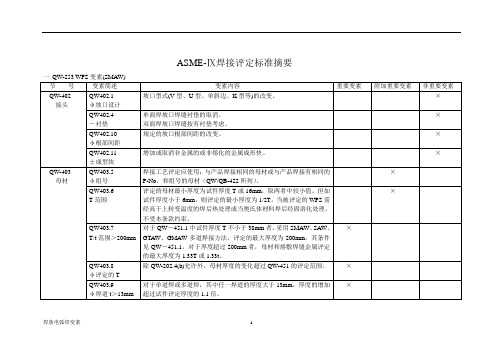
ASME-Ⅸ焊接评定标准摘要焊条电弧焊变素 1焊条电弧焊变素 2焊条电弧焊变素 3注:+-增加,――取消,>-增大/大于,<-减少/小于,↑-上坡焊,↓-下坡焊,←-左焊法,→-右焊法,φ-改变。
焊条电弧焊变素 4焊条电弧焊变素 5焊条电弧焊变素 6注:+-增加,――取消,>-增大/大于,<-减少/小于,↑-上坡焊,↓-下坡焊,←-左焊法,→-右焊法,φ-改变。
焊条电弧焊变素7埋弧自动焊变素8埋弧自动焊变素9埋弧自动焊变素10埋弧自动焊变素11埋弧自动焊变素12注:+-增加,――取消,>-增大/大于,<-减少/小于,↑-上坡焊,↓-下坡焊,←-左焊法,→-右焊法,φ-改变。
埋弧自动焊变素13埋弧自动焊变素14埋弧自动焊变素15埋弧自动焊变素16注:+-增加,――取消,>-增大/大于,<-减少/小于,↑-上坡焊,↓-下坡焊,←-左焊法,→-右焊法,φ-改变。
熔化极气体保护焊变素19熔化极气体保护焊变素20熔化极气体保护焊变素21熔化极气体保护焊变素22熔化极气体保护焊变素23熔化极气体保护焊变素26熔化极气体保护焊变素27注:+-增加,――取消,>-增大/大于,<-减少/小于,↑-上坡焊,↓-下坡焊,←-左焊法,→-右焊法,φ-改变。
钨极氩弧焊变素30钨极氩弧焊变素31钨极氩弧焊变素32钨极氩弧焊变素33注:+-增加,――取消,>-增大/大于,<-减少/小于,↑-上坡焊,↓-下坡焊,←-左焊法,→-右焊法,φ-改变。
钨极氩弧焊变素34钨极氩弧焊变素36钨极氩弧焊变素37注:+-增加,――取消,>-增大/大于,<-减少/小于,↑-上坡焊,↓-下坡焊,←-左焊法,→-右焊法,φ-改变。
五QW-257 WPS变素(PAW)等离子弧焊变素39等离子弧焊变素40等离子弧焊变素41等离子弧焊变素42等离子弧焊变素43注:+-增加,――取消,>-增大/大于,<-减少/小于,↑-上坡焊,↓-下坡焊,←-左焊法,→-右焊法,φ-改变。
asme 焊接标准

asme 焊接标准ASME焊接标准。
ASME(美国机械工程师学会)是一个国际性的专业组织,致力于推动机械工程领域的技术发展和标准制定。
在焊接领域,ASME制定了一系列的标准,旨在确保焊接工艺的质量和安全性。
本文将介绍ASME焊接标准的相关内容,包括其适用范围、主要内容和实际应用。
ASME焊接标准涵盖了多个方面,包括焊接材料、焊接工艺、焊接检测和焊接人员资质等。
其中,最为重要的标准之一是ASME Boiler and Pressure Vessel Code (ASME锅炉及压力容器规范),该规范规定了锅炉和压力容器的设计、制造、检验和验收的要求,其中包括了焊接方面的要求。
另外,ASME还制定了一系列的焊接程序规范(WPS)和焊接操作规范(PQR),用于指导焊接工艺的开发和验证。
ASME焊接标准的适用范围非常广泛,涵盖了多个行业和领域。
在石油化工、核能、航空航天、造船、铁路、桥梁、建筑等领域,ASME焊接标准都有着重要的应用。
通过遵循ASME焊接标准,可以确保焊接工艺的质量和可靠性,从而保障工程设备和结构的安全运行。
ASME焊接标准的主要内容包括了焊接材料的选择和规范、焊接工艺的制定和验证、焊接接头的设计和评定、焊接质量的检测和评定等。
在焊接材料方面,ASME规定了一系列的焊接材料的标准和规范,包括焊接电极、焊丝、焊剂等。
在焊接工艺方面,ASME要求制定详细的焊接程序规范,并进行焊接操作规范的验证,以确保焊接工艺的稳定性和可靠性。
在焊接接头设计和评定方面,ASME规定了多种焊接接头的设计要求和评定标准,包括对焊缝形状、尺寸、位置、质量等方面的要求。
在焊接质量检测方面,ASME要求进行多种焊接质量的检测和评定,包括焊缝的无损检测、力学性能测试、金相组织分析等。
ASME焊接标准在实际应用中发挥着重要的作用。
通过遵循ASME焊接标准,可以确保焊接工艺的质量和安全性,从而保障工程设备和结构的安全运行。
在工程实践中,焊接工程师和技术人员需要熟悉ASME焊接标准的相关要求,合理制定焊接工艺,并进行焊接质量的检测和评定。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
美国的焊接工艺介绍ASME 规范产品专业委员会赵孟显1 基本概念(1)介绍与焊接有关的3个组织(a)美国焊接学会:American Welding Society(AWS)主要归口焊接术语、焊接材料制造和检验、钢结构焊接的标准,这些标准同时又是美国国家标准(ANSI)。
另外还制定“标准焊接工艺规程”(SWPS)。
(b)美国材料和试验学会(ASTM)American Society for Testing and Materials(ASTM)主要归口各种材料,包括铁基材料(即俗称“黑色金属”)、非铁基材料(即俗称“有色金属”)和其它材料的制造、检验、无损检测及其它试验标准,这些标准同时也是美国国家标准(ANSI)。
(c)美国机械工程师学会:American Society of Mechanical Engineers (ASME)主要归口锅炉、压力容器、核能容器、玻璃纤维增强塑料压力容器、压力管道的设计、制造与检验的规范(也是美国国家标准)及用于这些规范的材料(包括铁基材料、非铁基材料、焊接材料)、上述容器的焊接及无损检测的标准。
其它还有一些组织,也引用一些有关焊接的标准,如美国石油学会(API)中的钢结构焊接引用AWS中的D1.1、铸钢件的补焊引用ASTM 中的A 488、而井口装置受压件的焊接引用ASME中的第IX卷的要求。
(2)ANSI/AWS A3.0中的一些焊接术语(a)材料连接方法分类(见图1)(b)熔化焊方法分类(见图2)焊接方法的缩写和定义:AAW Air acetyleneAHW Atomic hydrogenBMAW Bare metal arcCAW Carbon arcEBW Electron beamEGW ElectrogasESW ElectroslagFLOW FlowFCAW Flux cored arcFW FlashGMAW Gas metal arcGTAW Gas tungsten arcIW InductionLBW Laser beamOAW OxyacetyleneOHW OxyhdrogenPAW Plasma arcPEW PercussionPW ProjectionRSEW Resistance seamRSW Resistance spotSAW Submerged arcSMAW Shielded metal arcSW Stud arcTW ThermitAAW 空气-乙炔焊:利用空气中的氧气和乙炔产生的火焰进行焊接的方法,不施加压力。
是一种老式的和很少使用的方法。
AHW 原子氢焊:2个金属极之间外加氢气保护的一种弧焊方法,不施加压力。
是一种老式的和很少使用的方法。
BMAW 裸金属弧焊:在一个裸电极或薄药皮电极和焊缝熔池之间产生电弧的一种弧焊方法,不使用保护气体,也不施加压力。
填充金属来自电极。
是一种老式的和很少使用的方法。
CAW 碳弧焊:在一个碳电极和焊缝熔池之间产生电弧的一种弧焊方法,它可以使用或不使用保护气体,无须施加压力。
EBW 电子束焊:利用主要由高速电子流组成的聚焦束流撞击被焊表面产生的热量使金属接合的焊接方法。
不使用保护气体,也不施加压力。
EGW 气电立焊:通过连续送进的填充金属极和焊缝熔池之间的电弧使之产生接合的一种弧焊方法。
在近似立焊位置焊接,可以使用模块,使熔化的焊缝金属强迫成型。
该方法可用或不用外加保护气,无须施加压力。
使用实芯或金属粉芯焊丝时,用单一气体或混合气体形成气体保护;使用药芯焊丝时,可用或不用外加的气体或混合气来形成保护气。
ESW 电渣焊:以熔渣产生金属接合的焊接方法。
熔渣使填充金属和工件的被焊表面熔化。
当焊接进行时,熔渣沿着接头的整个横截面移动,而熔池则受到熔渣的保护。
起焊时,首先以电弧加热渣,然后灭弧,导电的渣借助电流通过电极和工件时的电阻产生的热量而保持熔融状态。
FLOW 钎接焊:以熔点低于母材的熔化的填充金属作为热源漫流过熔合面以产生接合的一种硬钎焊方法。
是一种老式的和很少使用的方法。
(注:按字面可译为“漫流焊”)。
FCAW 药芯焊丝弧焊:采用连续送进的填充金属极和焊缝熔池之间的电弧进行焊接的气体保护熔化极弧焊方法。
本法所用保护气体来自管状焊丝内部的焊剂,可带有也可不带有外部供应的、起补充保护作用的气体,焊接时无须施加压力。
FW 闪光焊:通过在对接接头结合面上利用闪光作用再加压产生焊缝的电阻焊方法。
闪光作用是在工件之间很小的接触点上施加很高的电流密度、同时将作为工件的接头缓慢地强制移动排出材料而产生的。
通过对工件的迅速顶锻完成焊缝。
GMAW 熔化极气体保护焊:采用连续送进的填充金属极和焊缝熔池之间的电弧的弧焊方法。
此法采用外部供应的保护气体,焊接时无须施加压力。
GTAW 钨极气体保护焊:以钨极(非熔化极)和工件之间的电弧加热金属,从而获得接合的弧焊方法。
保护方法是采用单一气体或混合气体。
压力和填充金属可用也可不用(此法有时不恰当地称为“TIG ” 焊)。
IW 感应焊:由于工件对高频焊接电流的流动阻力而发热,以达到金属接合的焊接方法。
焊接时压力可用也可不用。
高频焊接电流效应是将焊接热集中于所要的部位。
LBW 激光焊:通过应用一个经聚焦的光束撞击被焊件以产生热量达到材料结合的一种焊接方法。
OAW 氧-乙炔气焊:使用乙炔作为燃料气的氧气焊接方法。
焊接时无须施加压力OHW 氧-氢气焊:使用氢气作为燃料气的氧气焊接方法。
焊接时无须施加压力。
PAW 等离子弧焊:以电极-工件间的压缩电弧(转移弧)或电极-压缩喷嘴间的压缩电弧(非转移弧)加热金属,从而获得结合的弧焊方法。
保护气体是从嘴孔喷出的热离子化气体,也可以再辅之以另一种气源的保护气体。
保护气体可以是单一的惰性气体,也可以是混合气体。
压力和填充金属可用亦可不用。
PEW 冲击焊(对焊):通过电能的迅速释放产生电弧,并在电能释放后立即施加冲击力以形成材料结合的一种焊接方法。
PW 凸焊(点焊):利用焊接电流的电阻热来形成结合的一种电阻焊方法,焊缝位于凸点、浮花或交叉点等预先确定的点上,金属连接处互相搭接(并加压)形成材料结合的一种焊接方法。
RSEW 电阻缝焊:这是一种电阻焊方法,工件表面互相搭接并沿接头长度方向通过滚轮逐渐前进,利用焊接电流的电阻热达到焊接温度并加压以形成多个连续互相搭接的熔核组成焊缝来实现结合。
RSW 电阻点焊:这是一种电阻焊方法,以工件(接触点)作为电流回路的一部分,焊接电流流过表面互相搭接的工件产生电阻热,并加压以实现结合。
SAW 埋弧焊:以一个(或多个)金属裸电极与工件之间形成的一个(或多个)电弧加热金属,使后者得到结合的弧焊方法。
熔化的金属和电弧被一层铺在工件上的粒状可熔性焊剂加以保护。
不施加压力,填充金属取自电极,有时尚从焊棒、焊剂、金属粒等得到补充性的填充金属。
SMAW 手工电弧焊:以涂料焊条与工件之间的电弧加热金属,从而达到结合的一种弧焊方法。
以涂料的分解物对电弧进行保护。
施焊时无须外加压力,填充金属取自焊条。
SW 螺柱焊:螺柱或相似的零件与工件采用焊接连接的统称,焊接可以通过电弧、电阻、摩擦或其它方法。
可加也可不加附加的保护气。
(这里指电弧螺柱焊)TW 铝热焊:通过金属氧化物和铝的化学反应形成液体金属来加热金属形成结合的一种焊接方法。
压力可加也可不加,填充金属取自液体金属。
焊接方法缩写和定义CEW CoextrusionCW ColdDFW DiffusionEXW ExplosionFOW ForgeFRW FrictionHPW Hot pressureIW InductionPGW Pressure gasROW RollRSEW Resistance seamRSW Resistance spotUSW Ultrasonic UW UpsetCEW 挤压焊:通过加热工件到焊接温度并在挤压模具中强制加压形成结合的一种固态焊接方法。
CW 冷焊:在室温通过施加压力并在焊接处产生坚固变形形成焊缝的一种固态焊接方法。
DFW扩散焊:在较高温度对工件施加压力,但无肉眼可见变形或相对移动的情况下形成焊缝的一种固态焊接方法。
可在结合面上加入固态的填充金属。
EXW 爆炸焊:工件通过受控制的爆炸产生的高速冲击形成焊缝的一种固态焊接方法。
FOW 锻焊:将工件加热到焊接温度,并对结合面施加足以产生永久变形的突然锻击以形成焊缝的一种固态焊接方法。
FRW 摩擦焊:一种固态焊接方法,它借助工件之间的相对旋转或滑动产生热量,再突然施加压缩力使材料从结合面塑性排出,从而使工件在结合面产生焊缝。
HPW 热压焊:将工件加热并对结合面施加足以产生宏观变形的压力以形成焊缝的一种固态焊接方法。
IW 感应焊:由于工件对高频焊接电流的流动阻力而发热,以达到金属结合的焊接方法。
焊接时压力可用可不用。
高频焊接电流效应是将焊接热集中于所要的部位。
PGW 加压气焊:一种氧-燃料气焊方法,氧-燃料气焊时在整个结合面上同时形成焊缝。
焊接时施加压力,但不加填充金属。
RSEW 电阻缝焊:一种电阻焊方法,工件表面互相搭接并沿接头长度方向通过滚轮逐渐前进,利用焊接电流的电阻热达到焊接温度并加压以形成多个连续互相搭接的熔核组成焊缝来实现结合。
RSW 电阻点焊:一种电阻焊方法,以工件(接触点)作为电流回路的一部分,焊接电流流过表面互相搭接的工件产生电阻热,并加压以实现结合。
ROW 滚焊:一种固态焊接方法,通过对工件结合面加热并施加滚轧到足够的压力使之产生变形以形成焊缝。
USW 超声波焊:一种固态焊接方法,通过对工件的局部应用高频率的振动能并在压力下结合在一起以形成焊缝。
UW 顶锻焊:一种电阻焊方法,通过焊接电流流过互相对接的接合面产生电阻热获得热量,并加压以实现整个接合面或在前进的接合面上实现结合。
(d)硬钎接和软钎接方法分类钎接方法缩写和定义AB Arc brazingBB Block brazingTCAB Twin carbon arc brazingDB Dip brazingDS Dip solderingDFB Diffusion brazingFB Fumace brazingFS Fumace solderingFLB Flow brazingIB Induction brazingIS Induction solderingIRB Infrared brazingIRS Infrared solderingINS Iron solderingRB Resistance brazingAB 电弧硬钎接:使用电弧作为热源的一种硬钎接方法。
BB 加热块硬钎接:以置于接头处的加热块于的热量来进行钎接的一种硬钎接方法。
是一种老式的和很少使用的方法。