双提升管催化裂化
双提升管催化裂化
两段技术具有较高的操作灵活性:常规提升管只有2个控制点(进 口和出口),而两段提升管有4个控制点:一段进出口、二段进出口
1.4 两段提升管催化裂化的动力学分析
—平推流模型
平推流反应器的设计方程
催化裂化反应速率方程可表示为
rA kCAa
将该FVA反0 应器0x改A 成dxr总AA 体积相同的两个反应即器便串不变联考化虑,二仅段催反化应剂反温活应度性就和提将组高产成,生的对积
特点: 分段反应 催化剂接力 短反应时间 较高剂油比
这些特点是针对常规提升管催化裂化的弊端提 出的,为便于解释,我们首先看看常规提升管催化裂 化存在的问题
1.2 常规提升管催化裂化的弊端
70 60 50 40 30 20 10 0
0
时间,s 0
各产物产率及转化率,%wt
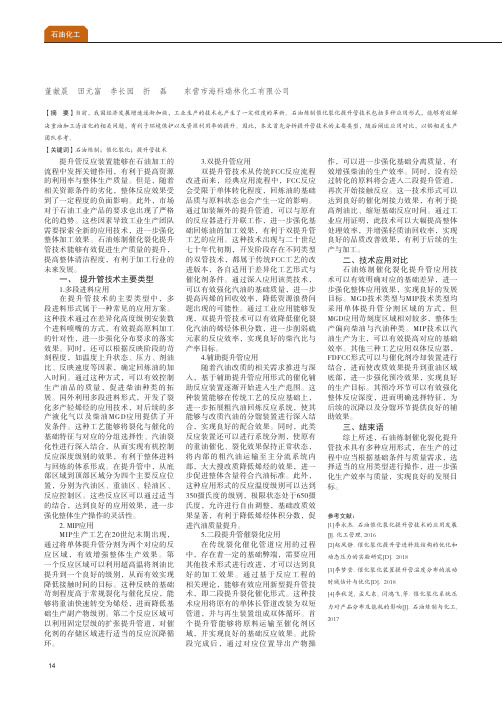
十三集总模型模拟计算结果
转化率 汽油
过度裂化比:
r2
K2 K0
汽油裂化速度常数 原料裂化速度常数
1.4 两段提升管催化裂化的动力学分析
—三集总模型
模型假定催化剂结焦后,原料裂化和汽油裂化的速度常
数同等下降。因此选择性不变,即过裂化比 r2 保持不变
实际催化裂化反应过程中,催化剂的选择性不断下降,
汽油裂化反应所占的比例逐渐增加, r2 相应逐渐增大 两段催化裂化在第二段及时更换催化剂,使过裂化比 r2
柴油 气体
焦炭
10
20
30
40
提升管反应器高度,m
1
2 34
➢催化裂化反应快、催化剂失活快, 目的产品为中间产物
➢原料在10m前大部分都已转化, 转化率继续上升主要是柴油进一 步转化的贡献
➢柴油收率在10m前达到最大,汽 油收率在25m后升幅有限,轻油 收率在15m左右达到最大
石油炼制催化裂化提升管技术
提升管反应装置能够在石油加工的流程中发挥关键作用,有利于提高资源的利用率与整体生产质量。
但是,随着相关资源条件的劣化,整体反应效果受到了一定程度的负面影响。
此外,市场对于石油工业产品的要求也出现了严格化的趋势。
这些因素导致工业生产团队需要探索全新的应用技术,进一步强化整体加工效果。
石油炼制催化裂化提升管技术能够有效促进生产质量的提升,提高整体清洁程度,有利于加工行业的未来发展。
一、 提升管技术主要类型1.多段进料应用在提升管技术的主要类型中,多段进料形式属于一种常见的应用方案。
这种技术通过在差异化高度级别安装数个进料喷嘴的方式,有效提高原料加工的针对性,进一步强化分布要求的落实效果。
同时,还可以根据反映阶段的苛刻程度,如温度上升状态、压力、剂油比、反映速度等因素,确定回炼油的加入时间。
通过这种方式,可以有效控制生产油品的质量,促进柴油种类的拓展。
国外利用多段进料形式,开发了裂化多产轻烯烃的应用技术,对后续的多产液化气以及柴油MGD应用提供了开发条件。
这种工艺能够将裂化与催化的基础特征与对应的分组选择性、汽油裂化性进行深入结合,从而实现有机控制反应深度级别的效果,有利于整体进料与回炼的体系形成。
在提升管中,从底部区域到顶部区域分为四个主要反应位置,分别为汽油区、重油区、轻油区、反应控制区。
这些反应区可以通过适当的结合,达到良好的应用效果,进一步强化整体生产操作的灵活性。
2. MIP应用MIP生产工艺在20世纪末期出现,通过将单体提升管分割为两个对应的反应区域,有效增强整体生产效果。
第一个反应区域可以利用超高温将剂油比提升到一个良好的级别,从而有效实现降低接触时间的目标。
这种反映的基础苛刻程度高于常规裂化与催化反应,能够将重油快速转变为烯烃,进而降低基础生产副产物级别。
第二个反应区域可以利用固定层级的扩张提升管道,对催化剂的存储区域进行适当的反应沉降循环。
3.双提升管应用双提升管技术从传统FCC反应流程改进而来,经典应用流程中,FCC反应会受限于单体转化程度,回炼油的基础品质与原料状态也会产生一定的影响。
浅析两段提升管催化裂化技术及应用效果
进 而 影 IR C 新 鲜 进 料 的 吸 附 和反 应 。 I FC  ̄
二 、两段提升管催化裂化 ( S F C)技术的基本原理 TR C T R C 技术是 用优化的两段提 升管反应器取代 原单一 SF C
提升管反应 器 ,构成两路循环 的新 的 “ 反应一 再生 ”系统流
+. 3O
显著 强化 。此外 ,在催化 汽油 回炼改质 的操作状 况下 ,剂
油 比会得到进一步提高 。 三 、两段提升管工艺系列技术
a d i e qa t n e l uly d s i )技术可以在一定程度上解决改善产品分布 和提 高产 品质量 的矛盾 。研究 表明 ,汽 油中的烯烃化 合物
含 量 的 两 段 提 升 管 催 化 裂 化 T R C -MF ( hpeF n — S F C- Mu il u c
t n fma i zn i ud p o u t il n mp o i g g s n i s o x mi g l i r d c ed a d i rv n a di e o i q y
项 目
干气+ 焦炭 总液体产品
轻 质 油 柴 油
常规催化裂化
基准 基准
基 准 基 准
TRC — F S FCM , %
一. 1 O +. 1 O
+. O 5 +. 3 0
柴油十六烷值 汽油 中烯烃
基准 基准
+. 3 O 一O 1
3催 化裂化汽油降烯烃技术 . 由于我 国特殊 的石 油加工工艺 流程 ,降低催 化裂 化汽 油 的烯烃含量成为一些炼油 企业 生产的瓶颈 问题 ,T R C SF C 图1 S F C M G T R C — D 技术流程示意图 新 鲜催 化 裂 化原 料 进第 一 段提 升 管反 应 器 ,循 环 油 技术 与适宜 的降烯 烃催化剂配合 ,可 以在大 幅度 降低 催化 裂化汽油烯烃含量 ( 幅最高达2 %) 的前提下 ,同时不损 降 5 失 目的产品产率 ,并 使柴油 的质量 得到 改善 ,该 技术 称为
两段提升管催化裂化沉降器内待生剂吸附油气的变化

两段提升管催化裂化沉降器内待生剂吸附油气的变化刘熠斌;闫昊;孙晓昉;冯翔;杨朝合【摘要】沉降器内汽提油气的冷凝是造成重油催化裂化装置沉降器结焦的根本原因.为了分析待生剂吸附油气的性质变化,首先通过在线取样获得两段提升管催化裂化装置不同提升管内待生剂,用甲苯抽提提取待生剂上吸附的烃类并进行性质分析;然后在模拟汽提实验装置上进行待生剂的模拟汽提实验,分析汽提过程中的化学反应;最后将汽提油气中的液相组分进行二次热转化实验,探索汽提油气在沉降器稀相空间的热转化行为.结果表明,二段提升管待生剂吸附油气较多,馏程偏重,饱和分和氢含量很低;汽提过程中的化学反应以热裂化为主,二段待生剂吸附油气的反应较弱,重油收率较高,而且经过二次热裂化反应后,二段汽提油气重油收率仍然高于50%.因此二段提升管待生剂汽提油气会对两段提升管催化裂化沉降器的结焦产生重要影响.%Condensation of stripped hydrocarbons is the root cause of coking in the disengager of a fluid catalytic cracking unit.To analyze the property changes of stripped hydrocarbons,on-site sampling at an industrial two-stage riser fluid catalytic cracking (TSRFCC) plant was performed to get the spent catalysts from various risers.The spent catalyst was extracted with toluene as solvent to obtain adsorbed hydrocarbons,which were analyzed by various methods.The spent catalyst from riser was also stripped with steam as a medium,and the chemical reactions in stripping were investigated.The liquid of stripped hydrocarbons was gathered to carry out thermal cracking experiment to simulate the reaction in dilute phase zone in the disengager.The spent catalyst from 2nd riser contained more adsorbed hydrocarbons with high distillation range and lower saturate andhydrogen contents.Thermal cracking is the dominant chemical reaction in the stripping process.Yield of heavy oil was higher in the stripping of the 2nd riser spent catalyst due to the lower crackability of the adsorbed hydrocarbons.After secondary thermal cracking,the heavy oil yield of stripped hydrocarbon from the 2nd riser spent catalyst was still over 50%.Therefore,stripped hydrocarbon from the 2nd riser spent catalyst had a remarkable effect on coking in the disengager of the TSRFCC unit.【期刊名称】《石油学报(石油加工)》【年(卷),期】2017(033)005【总页数】7页(P842-848)【关键词】催化裂化(FCC);待生剂;吸附油气;汽提;化学反应【作者】刘熠斌;闫昊;孙晓昉;冯翔;杨朝合【作者单位】中国石油大学重质油国家重点实验室,山东青岛266580;中国石油大学重质油国家重点实验室,山东青岛266580;中国石油大学重质油国家重点实验室,山东青岛266580;中国石油大学重质油国家重点实验室,山东青岛266580;中国石油大学重质油国家重点实验室,山东青岛266580【正文语种】中文【中图分类】TE624Abstract: Condensation of stripped hydrocarbons is the root cause of coking in the disengager of a fluid catalytic cracking unit. To analyze the property changes of stripped hydrocarbons, on-site sampling at anindustrial two-stage riser fluid catalytic cracking (TSRFCC) plant was performed to get the spent catalysts from various risers. The spent catalyst was extracted with toluene as solvent to obtain adsorbed hydrocarbons, which were analyzed by various methods. The spent catalyst from riser was also stripped with steam as a medium, and the chemical reactions in stripping were investigated. The liquid of stripped hydrocarbons was gathered to carry out thermal cracking experiment to simulate the reaction in dilute phase zone in the disengager. The spent catalyst from 2nd riser contained more adsorbed hydrocarbons with high distillation range and lower saturate and hydrogen contents. Thermal cracking is the dominant chemical reaction in the stripping process. Yield of heavy oil was higher in the stripping of the 2nd riser spent catalyst due to the lower crackability of the adsorbed hydrocarbons. After secondary thermal cracking, the heavy oil yield of stripped hydrocarbon from the 2nd riser spent catalyst was still over 50%. Therefore, stripped hydrocarbon from the 2nd riser spent catalyst had a remarkable effect on coking in the disengager of the TSRFCC unit.Key words:fluid catalytic cracking (FCC); spent catalyst; adsorbed hydrocarbon; stripping; chemical reaction沉降器结焦是影响重油催化裂化装置长周期运行的重要原因。
石油化工重油催化裂化工艺技术

石油化工重油催化裂化工艺技术石油化工重油催化裂化工艺技术是一种将重油转化为轻质油和化学品的过程。
该过程主要利用催化剂的作用,在高温高压条件下,使重油的大分子裂解成小分子,同时发生异构化、芳构化和氢转移等反应,以获得更多的轻质油和化学品。
催化剂的选择:催化剂是该技术的核心,其选择对产品的质量和产量有着至关重要的影响。
目前,常用的催化剂包括酸性催化剂、金属催化剂和金属氧化物催化剂等。
工艺条件的控制:工艺条件包括反应温度、压力、空速等,这些因素对产品的质量和产量都有着极大的影响。
因此,精确控制这些工艺条件是重油催化裂化工艺技术成功应用的关键。
产品的质量和性能:重油催化裂化工艺技术生产的产品具有高辛烷值、低硫含量等特点,被广泛应用于汽油、柴油、航空煤油等领域。
在应用方面,石油化工重油催化裂化工艺技术适用于不同类型重油,如减压渣油、催化裂化残渣油、脱沥青油等。
对于不同工业应用,可根据实际需求选择合适的工艺技术。
例如,对于生产高质量汽油和柴油的需求,可以选择更为精细的催化剂和严格的工艺条件;对于生产高附加值化学品的需求,则可以通过调整工艺流程和催化剂类型来增加化学品产量。
虽然石油化工重油催化裂化工艺技术在提高石油利用率、生产高质量石油化工产品方面具有重要作用,但也面临着一些挑战。
催化剂的活性、选择性和稳定性是该技术的关键,而目前催化剂的研究与开发尚存在诸多困难。
重油催化裂化过程中产生的固体废物和废气等对环境造成了严重影响,亟需解决。
由于重油资源的有限性,需要进一步探索和研发更为高效、环保的石油化工技术,以适应未来可持续发展的需要。
石油化工重油催化裂化工艺技术在石油化工产业中具有重要地位。
随着经济的发展和科技的进步,该技术将不断完善和优化,提高石油利用率和生产效率,同时注重环保和可持续发展。
未来,需要加强催化剂的研发与优化,减少环境污染,提高技术的绿色性和可持续性。
应积极探索新的石油化工技术,以应对全球能源危机和环境问题的挑战。
催化裂化两段提升技术的现状及应用

的上方 , 这样 可大 幅提 高原 料 油 的转 化 深度 , 料 原
处 理量 能够 增加 2 % 以上 , 收 提 高约 3 , 0 轻 % 干气 和焦炭 收率有 效 降低 .
杨 朝合 等 ¨ 采 用 新 鲜 原 料 油 进 入 第 一 段 提 升 管 , 循环 油单 独进 入第 二 段 提升 管 的方 法 , 而 当 企 业需 要对 汽 油 降 烯 烃 时 , 以在 第 二 段 提 升 管 可
本, 有利 于实 际 操 作 , 时也 有 利 于 检 修 , 少 故 同 减
油收率 ; 另外 它 能 降低 第 二段 提 升 管 内的 柴 油 分 压 , 利于柴油 的生成 , 有 并降低干气 收率.
2 3以增产 丙烯 为 目的的进 料方 案 .
障 的发生 . 石宝 珍 发 明 的一 种 烃 类 原 料 双 提 升 管 催
解决 以上 问题 的两段提升管催化裂化技术 , 介绍 了两段提升管技 术的现状与 改进 , 阐述 了两段提 升管催化裂 化在石油炼制工业 中的改善产品分布的重要作 用及其优 势 , 总结了两段提升 管技术在进料 方案 、 装置优化 等 方面 的现状及应用. 为石化行业催化裂化技术应用提供参考 . 关键词 : 两段提升管 ; 催化裂化 ; 现状 ; 应用
中 图 分类 号 :E 2 . T 64 4 文 献 标识 码 : A d i1 .99 ji n 17 -8 92 1. .0 o:0 36 /.s . 642 6. 02 2 0 6 s
0 引 言
石 油是一 种 重 要 的能 源 形 式 , 油 和石 油 产 石
速 汽化 , 汽化 后 的油 气 分 子 进 入 催 化 剂 孔 道 进 行 反应, 反应 时 间约 为 3S 反 应过 程 中 , 炭 不 断在 . 焦
两段提升管FCC再生设备应力腐蚀裂纹成因分析及处理措施
两段提升管FCC再生设备应力腐蚀裂纹成因分析及处理措施通过对两段提升管催化裂化装置再生系统设备裂纹调查,分析了应力腐蚀裂纹产生的原因,并对应力腐蚀裂纹提出了解决的办法,消除了装置的设备隐患。
标签:两段提升管催化裂化;应力腐蚀;裂纹;分析;措施前言山东石大科技集团有限公司20万吨/年两段提升管催化裂化装置自2002年4月改造并一次性开车成功,该技术由中国石油大学化学化工学院首次成功应用于工业化试验,由于一段提升管催化裂化为同轴式沉降——再生器结构,为了便于催化剂的流化,我们增加催化剂烧焦罐,这使得操作难度和水平有了不同程度的提高。
运行后期两段提升管催化裂化装置的二段提升管、烧焦罐的外旋壳体、烟道管的弹簧支座等焊缝部位相继出现了大量穿透性裂纹,并出现漏风现象,严重威胁到装置的安全,平稳及长周期运行。
为了解上述问题,设计科研单位对裂纹产生的原因进行了认真地调查和分析,生产车间和机动科对裂纹进行补救和处理,积累了大量的实践经验。
本次对大量的基础数据进行分析研究,确认了裂纹产生的原因,并将采取的措施。
1 两段提升管催化裂化装置主要设备裂纹现状1.1 主要设备设备名称1:催化剂烧焦罐主要尺寸:Φ1800/2200×9200mm×12设计压力(表):0.35Mpa 设计温度:750℃操作压力(表):0.15Mpa 操作稳定:650-700℃介质:催化剂、烟气设备名称2:外置旋风分离器主要尺寸:Φ1000×5425mm×10主体材质:15CrMoR龟甲网材质:Ocr13 衬里:JA-95耐磨层厚度:20mm1.2 裂纹分布及状况两段提升管催化裂化装置自02年6月投产,运行10年后相继出现了大量裂纹,其中催化剂烧焦罐烟道支座处筒体上共发现6条穿透性裂纹,这些纵向、横向裂纹的最长约为0.5m,且裂纹形状有条状和树枝状,分布极不均匀,随后在催化剂烧焦缸外旋筒体上的焊缝出现长约20cm的穿透性裂纹,该裂纹为纵向裂纹。
两段提升管催化裂化
两段提升管催化裂化/裂解系列技术TSRFCC TM Process技术背景催化裂化仍将是石油加工企业最重要的蜡油和渣油转化为高价值轻质油品的重油轻质化手段。
目前我国车用汽油的80%、柴油的三分之一左右来自于催化裂化过程。
1936年建成世界上第一套固定床催化裂化工业装置,20世纪60年代由于分子筛催化裂化催化剂的出现,发展了提升管催化裂化技术并沿用至今。
近年来,研制出了各种类型的催化裂化催化剂以适应于不同的原料和不同的加工方案,甚至可以做到“量体裁衣”;围绕着提升管反应器,在进料雾化喷嘴、预提升段及终端气固分离设备等方面也有较大的改进。
这些都对提高目的产品产率做出了重要贡献,但在近半个世纪中一直存在着“重”催化剂开发“轻”工艺技术研究的倾向。
由于石油资源的重质化和劣质化,以及对轻质油品需求的迅速增加,催化裂化所加工的原料越来越重,因此,提高目的产品产率和改善产品分布一直是催化裂化技术进步的主旋律。
然而随着环保法规的日趋严格,汽柴油质量升级步伐加快,催化裂化特别是重油催化裂化目前面临着前所未有的困难,如何在保证目的产品收率和汽油辛烷值不减少的前提下降低催化汽油烯烃含量是当务之急。
简单地进行催化汽油回炼或使用降烯烃催化剂,以及延长反应物流在反应器中的停留时间实现汽油烯烃含量的降低,总是以牺牲汽柴油收率、总液体收率或柴油质量为代价。
两段提升管催化裂化(TSRFCC—Two Stage Riser Fluid Catalytic Cracking)是在中国石油天然气股份公司的支持下,由中国石油大学(华东)历时八年开发成功的一项新技术,通过华东设计院实现工业化。
2002年至今已有9套工业装置投入生产。
该技术基于多相复杂化学反应工程理论基础,在不回炼汽油的情况下(主要工艺方案)可显著提高装置的加工能力和目的产品产率,同时增加柴汽比,提高柴油的十六烷值。
与传统催化裂化技术相比,TSRFCC 技术具有极强的操作灵活性,通过工艺流程、设备参数和操作条件优化,以及配合适宜的催化剂,已经形成了TSRFCC系列技术。
两段提升管催化裂化技术
剂混合物进人沉降器进行油剂分离,油气去分馏
塔,结焦催化剂经汽提后去再生器烧焦再生;循
环油(包括在一段提升管未反应的催化裂化原
料,即一段重油,以及回炼油和油浆)进入第二
机械设备大型化等方面的长足发展和改进,降低
了装置投资和加工成本,化解了由于节能和环保 要求带来的压力;其次,相继开发成功了多种原
在单提升管反应系统中,预热的原料油经喷
2两段提升管催化裂化技术的研究 情况
针对单一提升管反应器的弊端,一些研究机
构和石油公司提出了两段催化裂化的概念。20
嘴进入反应器,与来自再生器的高温催化剂接触、 气化并进行反应;油气和催化剂沿提升管上行,边 流动边反应,在这个过程中存在不少弊端,例如, 反应时间过长、催化剂活性低选择性差、不同反应 组分恶性竞争等。两段提升管催化裂化技术的反 应系统打破了原来单一的提升管反应器型式和反
丙烯的收率和总液收分别达到1
9.6 4%,
在XTL一5小型提升管催化裂化试验装置上对这 些方案逐一进行了考察,结果表明TSRFCC—I
型工艺由于其催化剂接力、分段反应、短反应时间 和大剂油比等鲜明的技术特点,使其在处理掺兑 焦化蜡油的原料时,能在提高转化深度的同时改 善产品分布和汽油质量,解决传统催化裂化装置 因为掺炼焦化蜡油而带来的诸多难题。孙武 等【91以孤岛油VGO为原料,在两段提升管催化裂 化试验装置上进行了工业试验与空白试验对比。 结果表明,采用两段提升管催化裂化技术,产品 分布得到改善,液收率明显提高,干气和焦炭产 率明显降低,对于孤岛油VGO。液收率可提高1
含量降低,柴油的十六烷值增加。赵威等¨1针对
万方数据
第38卷第7期
周治峰,等:两段提升管催化裂化技术
两段提升管催化裂化

两段提升管催化裂化概述两段提升管催化裂化是一种在炼油厂和化工厂中广泛使用的催化裂化技术。
该技术能够将重质石油分子转化为轻质石油产品,如汽油和液化石油气等。
相对于传统的一段式催化裂化,两段提升管催化裂化具有更高的转化率和选择性,能够更有效地利用原料和提高产品质量。
本文将介绍该技术的原理、特点和应用。
技术原理两段提升管催化裂化实际上是将连续两个提升管串联在一起,中间夹杂着一个再生器。
石油原料首先进入第一个提升管,在催化剂的作用下,产生一系列的化学反应,将重质分子裂解为轻质分子,并生成一定的热量。
这些分子随后被推向再生器,在再生器中,积累的焦炭等杂质被清除,同时对催化剂进行再生。
进入再生器的氨水可作为氮源,可将烧蚀掉的焦炭还原,生成氨气和分子氢等还原性气体。
再生后的催化剂随后被送回第一个提升管,循环继续。
但在此之前,这些催化剂还需要通过气流等方式被送至第二个提升管,再次参与化学反应,最终得到所需的轻质产品。
在这个过程中,两个提升管被看做是裂化反应和再生反应的两个阶段。
技术特点两段提升管催化裂化具有以下显著特点:•高转化率和选择性。
相对于一段式催化裂化,两段提升管催化裂化能够更有效地转化重质分子,并且更有选择性,能够更好地选择生成高处方的轻质产品。
•可适应不同的生产要求。
对于不同种类的石油原料,两段提升管催化裂化能够根据不同的生产要求进行调整。
同时,可以使用不同的催化剂和操作条件来获得更好的生产效果。
•能够减少不必要的废料。
通过两个提升管的串联作用,两段提升管催化裂化能够更好地利用原材料,并减少废料的产生。
这对于环境保护和能源的节约具有重要意义。
应用案例两段提升管催化裂化技术已经得到了广泛的应用。
以下为几个具有代表性的应用案例:•台湾中油公司在其宽中进口炼油厂中采用两段提升管催化裂化技术,能够生产高质量的汽油、柴油和航空煤油等产品。
•阿布扎比国家石油公司在其鲁鲁炼油厂中采用两段提升管催化裂化技术,生产具有高辛烷值的汽油产品。
两段提升管催化裂解多产丙烯研究

44两段提升管催化裂化的研究中,在理论分析的基础上结合室内实验将新型的工艺技术开发出来。
通过分段反应、每段都使用相应的催化剂,可以使反应的时间缩短。
第一段需要进新鲜原料,二段需要进回炼油浆,对于每一段反应的时间都要严格控制,以缩短反应的时间。
由于每段进料的过程中,都会接触到高活性的再生剂,而且催化剂为两路循环,从而使得催化剂接力提高,剂油比也有所提高。
1 实验分析1.1 实验方法在两段提升管装置上进行催化裂解实验,将预热炉中的原料温度提升到设定的温度,使用齿轮泵将原料输入到提升管中,原料到达底部的喷嘴,混合到高温水蒸气中,经过雾化之后,原料喷入到提升管中,从再生器中喷出来,在高温环境下接触再生剂,将两者混合之后就会发生反应。
提升管的顶部,催化剂从油气中分离出来,从中将物质从油气中提出来之后,经过气升管传输到再生器中。
在这里,油气被二级冷凝,就会有液体和裂化气分离出来。
液体产物在低于205℃的环境中蒸馏,就会有汽油和柴油分离出来,剩下的是重油。
汽油与重油经过混合之后,就进入到二段提升管,对产生的反应进行分析计算。
1.2 实验原料的性质实验原料包括沥青质、氢、胶质、氮、硫以及残炭等等。
其中,氢的含量是非常高的。
催化裂解多产丙烯要求具有较高的气体收率,而且其中的氢含量比较高。
与普通的操作条件相比较,多产丙烯的要求会更高一些,其中重金属含量相对较低,对于催化剂的稳定性、活性的保持非常有利。
实验中可以根据需要有选择地进行。
1.3 实验产物的分析实验产物包括3种:其一为烟气,对烟气使用色谱进行分析,计算出烟气的总量预计组成的成分,就可以将实验反应所生成的焦炭量计算出来。
裂化气重化工中含有氮气、氢气和各种小分子的烃。
对于此,可以使用色谱分析,采用模拟蒸馏的方式,就可以测定重油馏分、柴油以及汽油的含量。
2 实验结果2.1 技术操作思路在催化剂的作用下,重油转化丙烯技术是采用丙烯助剂添加的方式,使丙烯的收率得以提高。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
0 0 10 20 30 40
0
Riser Height, m
Riser Height, m
1.2 常规提升管催化裂化的弊端
青岛石化厂提升管
Microactivity, wt%
60
程取 沿 程取 样 得到 类似 物分 产 物分 布 结果 , 重 轻质 油 轻质 化 反应 在提 升管底部基本完成, 升管底部基本完成 , 时催 同 时催 化 剂失 活严 重
1. 两段提升管催化裂化介绍
二段提升管 一 段 提 升 管 新 鲜 料 沉 降 器 循 环 油 烧 焦 罐
1.1 TSRFCC 概念及特点
一段进新鲜原料, 一段进新鲜原料,二段进回
再 生 器
炼油; 炼油;均与高活性再生剂接 触反应;两段都在轻油收率 触反应; 反应, 反应, 收率 在 , 回炼 化 油降 在二段进 油
2.71 1.45 0.38 3.78 4.16 2.71
的产物分布一栏, 注:在FCC的产物分布一栏,括号中为装置的原始数据,括号外是换算为相同原 的产物分布一栏 括号中为装置的原始数据, 料转化深度时的产物分布以便于比较。 料转化深度时的产物分布以便于比较。换算时多出的油浆按原料产品分布分配到 各产物中。 各产物中。
辽河石化分公司工业运行结果—产物分布 2.2 辽河石化分公司工业运行结果 产物分布
FCC 干气+损失, 干气 损失,m% 损失 液化气, 液化气,m% 汽油, 汽油,m% 柴油,m% 柴油, 油浆, 油浆,m% 炭焦, 炭焦,m% 总转化率, 总转化率,m% 轻油收率, 轻油收率,m% 目的产品收率, 目的产品收率,m% 催化剂剂耗(标定当月) 催化剂剂耗(标定当月) kg催化剂 原料油 催化剂/t原料油 催化剂 05 年 检 修 调 整 操 作后,轻收和液 收 比 04 年 又 增 加 了 2.79 和 2.41 个 百分点。焦炭、 干气显著下降 4.31 12.99 42.92 27.85 1.95 9.98 70.20 70.77 83.76 1.16 两段04年 两段 年 3.63 13.33 39.09 34.44 1.63 8.88 63.93 73.53 86.86 0.69 两段―FCC 两段 -0.68 0.34 -3.83 6.59 -0.32 -1.1 -6.27 2.76 3.1 -0.47
辽河石化分公司工业运行结果—原料性质 2.2 辽河石化分公司工业运行结果 原料性质
项目 20oC密度 密度 残炭 单位 kg/m3 m% HK, oC 镏程 vol% 饱和烃 芳香烃 胶质 沥青质 元素组成 10%, oC 30%, oC 50%, oC m% m% m% m% C, m% H, m% FCC 892.2 5.08 218 350 421 475 67.8 19.7 12.5 两段 896.8 4.7 229.9 358.2 440 508.3 69.04 19.17 11.18 0.6 86.43 12.86
1.4
两段提升管催化裂化的动力学分析
—平推流模型 平推流模型
平推流反应器的设计方程
x A dx V A =∫ 0 r FA0 A
催化裂化反应速率方程可表示为
rA = kC A a
即便不考虑二段反应温度和组成的 变化,仅催化剂活性提高,对 反应就将产生积 极影响
将该反应器改成总体积相同的两个反应器串联
100
80
重油转化率及收率
Conversion
Product selectivity, wt%
70
60
Gasoline selectivity
50
60
40
Diesel Oil30
20
20
Heavy oil yield
10
汽柴油的选择性
0 5 10 15 20 25 30 35 40 45 50
选择性与转化率同步增加
1.4 两段提升管催化裂化的动力学分析
—三集总模型 三集总模型
控制好两段 的转化率对 TSRFCC技 技 术的实施效 果至关重要
2.两段提升管催化裂化的工业应用 2.两段提升管催化裂化的工业应用
两段提升管催化裂化技术经过八年的艰苦探索,于 2002年5月在胜华教学实验厂工业化试验成功 胜华教学实验厂两段催化裂化装置目前已经平稳运 行3年多 两段提升管催化裂化技术已经在辽河、锦西、长庆、 玉门和前郭等八家石化公司应用,取得了良好的经 济效益
x A ,1 dx x A , 2 dx V V1 V2 A A = + =∫ +∫ 0 FA0 FA0 FA0 (rA )1 x A ,1 (rA ) 2
若反应速率为连续函数,则这种改变对反应结果没有影响。
1.4 两段提升管催化裂化的动力学分析
—三集总模型 三集总模型
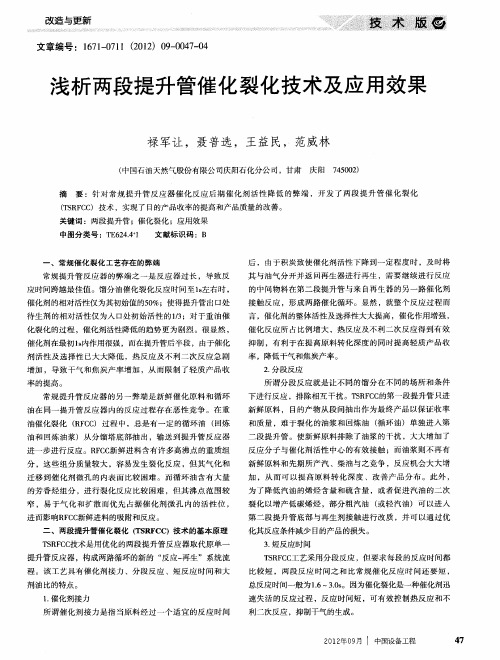
Weekman三集总模型的修正 三集总模型的修正
催化剂活性沿提升管高度变化
50 40
Extraction with n-C5H12& CCl4-C2H5OH
30
Stream stripping
20
Extraction with n-C5H12 Oily Catalyst
10
0 0 5 10 15 20 25 30 35
Riser Height, m
y 2 = r1 r2 e
r2 y1
[
1 r2 e r2
y 1 y21 r2 e Ein ( r2 ) + Ein ( )] r2 y1
r
K1 原料裂化为汽油的速度常数 = 初始选择性比: 初始选择性比: r1 = K0 原料裂化速度常数
过度裂化比: 过度裂化比:
K 2 汽油裂化速度常数 r2 = = K 0 原料裂化速度常数
2.1 胜华教学实验厂工业化实验
FCC Feeding amount, kt/a Dry gas+Coke LPG Products Gasoline Diesel HGO Sum Light oil Total liquid Conversion, % Feed Conversion, % 106 1.07 1.28 4.59 3.48 0.18 10.60 8.07 9.35 TSRFCC-I 139 1.02 1.48 6.07 5.10 0.23 13.90 11.17 12.65 FCC m% 10.07(8.86) 12.1(11.43) 43.29(40.91) 32.87(31.06) 1.67(7.74) 100.00 76.16(71.97) 88.26(83.4) 65.46(61.2) 98.33(92.26) TSRFCC-I m% 7.36 10.65 43.67 36.65 1.67 100.00 80.32 90.97 61.68 98.33
1.4 两段提升管催化裂化的动力学分析
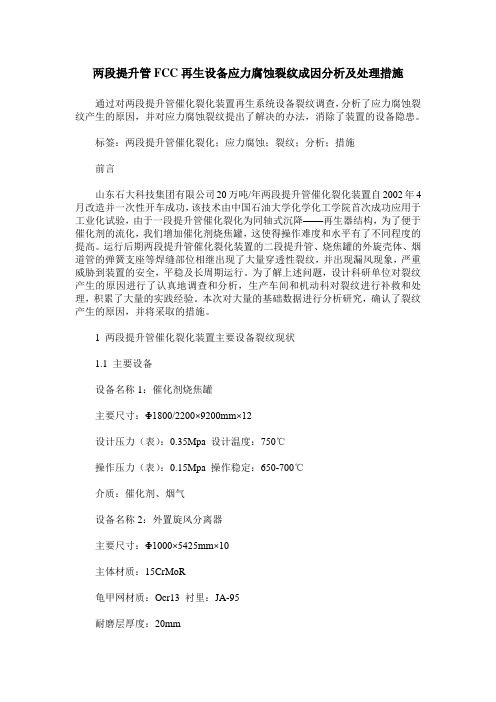
—三集总模型 三集总模型 两段与单段汽油 收率预测与比较
单段汽油收率最大 53% 转化率74%,选择性72% 转化率74%,选择性72% 74% 两段汽油收率最大 56% 转化率76%,选择性74 转化率76%,选择性74 % 76% 不随转化率变化, 线 1—r2不随转化率变化,单段裂化 随转化率变化,两段FCC 线 2—r2随转化率变化,两段 随转化率变化, 线 3—r2随转化率变化,单段裂化
针对常规提升管的弊端, 针对常规提升管的弊端,提出了两段提升管催化裂化的概念
1.3 两段提升管催化裂化的原理
分段反应 一段进新鲜原料 二段进回炼油 催化剂两路循环 催化剂接力 一段、二段进料 都与再生剂接触 控制反应时间, 保证轻油收率最 大时终止反应 两路循环 优化两段转化率 避免恶性竞争 根据各自反应特点,确定 反应条件 提高了提升管内催化剂的 整体活性,强化了催化反 应,有利于抑制热反应 减少目的产物的过裂化, 改善产物分布 两段建立了新的热平衡, 有利于剂油比的提高
y22 =
r[ 1
β y12+1
β +1
β y11+1
β +1
+
( r20 + βy11 )
β
( y12 y11 )
β
β
( r20 + βy11 ) 2 β 1 ( r20 + βy11 )3 β 2 ( r20 + βy11 ) 4 β 3 β 1 β 2 β 3 + ( y12 y11 ) + ( y12 y11 ) + ( y12 y11 ) + ...]} 2!( β 1) 3!( β 2) 4!( β 3)
70 60
各 产 物 产 率及 转 化 率 ,% wt 转化率
催化裂化反应快、催化剂失活快, 催化裂化反应快、催化剂失活快, 目的产品为中间产物 原料在10m前大部分都已转化, 前大部分都已转化, 原料在 前大部分都已转化 转化率继续上升主要是柴油进一
50
汽 油
40 30 20 10
焦 炭 柴 油 气 体
短反应时间
较高剂油比
1.3
两段提升管催化裂化的原理
催化剂 接力
四个特点相互依托
分段反应、催化剂接力和较高剂油比, 从而提高提升管内催化剂动态活性,
分段 反应 较高剂 油比 短反应 时间
通过控制反应时间,适时终止反应, 使在保证重油转化的前提下提高轻油 收率和改善产物分布成为可能
两段技术具有较高的操作灵活性:常规提升管只有2个控制点(进 两段技术具有较高的操作灵活性 口和出口),而两段提升管有4个控制点:一段进出口、二段进出口
两段提升管催化技术
的理论、 的理论、应用与发展
中国石油大学(华东) 中国石油大学(华东) 化学化工学院
汇报内容
两段提升管催化裂化(TSRFCC) 1. 两段提升管催化裂化(TSRFCC)介绍 2. 两段提升管催化裂化的工业应用 两段提升管催化技术多产丙烯(TSRMP) 3. 两段提升管催化技术多产丙烯(TSRMP)研究 两段提升管催化裂解(TSRCP) 4. 两段提升管催化裂解(TSRCP)生产丙烯和乙烯 5. 小 结