对横管式连续蒸煮器的实践与认识
连续蒸煮(横管)

计量器种类很多,草类原料用销鼓计量器, 竹片常用单螺旋计量器
原料温度较低,含有大量空气,需进行汽蒸 升温、除气
低压蒸汽(0.35MPa)预蒸0.5~1min,原料 升温至80℃左右,蒸汽替代原料中大部分空 气,原料和药液接触时,蒸汽迅速冷凝而形 成一定真空,有利于药品渗透
蒸煮前期,原料疏松,液煮量不大,属 气相蒸
蒸煮后期原料体积收缩,加热蒸汽冷凝, 液量加大,属液相蒸煮
管内有螺旋起输送和搅拌混合作用
蒸煮时间可通过增减蒸煮管根数、控制 蒸煮管内螺旋转速进行调节
草类KP浆蒸煮工艺参数 用碱量(NaOH计)14%~20% 硫化度15%~20% 蒸煮时间15~50min 蒸煮温度140~170℃ 液比为1:2.5~4.5
超过15m,单条线产能50~300t/d 蒸煮特点:可以进行气相高温快速蒸煮 规模比kamyr小,投资少
上世纪80年代,柳江纸厂从瑞典引进了 国内第一套Pandia连蒸系统
90年代初,天津轻机厂引进Sunds技术, 在国内生产横管连续蒸煮系统
轻工业杭州机电设计研究院也能提供整 套设备
适于碱法制浆、酸法制浆及亚铵法制浆
硅含量 鼓式洗草机,去除大块砂石及金属杂物 水力洗草机,主要洗涤设备 洗涤水温20~50℃,水量30-50m3/吨绝干料片 斜螺旋脱水出料干度12%-20%
② 洗涤水处理及回用 湿法洗涤系统需用大量水,洗涤水循环使用
斜螺旋脱水机脱水进入旋转细格栅,可将水 中85%以上悬浮物去除,然后进入沉淀装置 (常配有加药装置),去除水中细小泥沙及 其它杂质
原料进入螺旋喂料器,原料压缩成料塞
草类压缩性好,选用压缩比较大,木材、竹 片压缩性差,压缩比较小。草料压缩比2.2~ 4,竹片1.6~2.2
第四节 蒸煮设备

连续蒸煮设备
1.潘地亚连续蒸煮器流程
1-输送机 2-双辊计量器 6-药液罐 7-竖管 10-气动止逆阀 11-补偿器
3-双螺旋预浸器 8-预压螺旋 12-蒸煮器
4、5-贮液罐 9-螺旋进料器
料仓→输送机1 →双辊计量器2 →双螺 旋预浸器3,同时送入蒸煮液预浸→预压螺 旋8 →螺旋进料器9 →料塞管→气动止逆 阀(竖管7) →补偿器11 →蒸煮管12 → 出料器13 →喷放锅。 白液和黑液→白液罐4或黑液罐5 →药 液槽6中混合→泵→预浸器→竖管7供蒸煮 用。
蒸球内布汽方式二
蒸球球壁中心 球面孔板回转 布汽,布汽效 果好。
间歇蒸煮设备
(二)立式蒸煮锅
1.立锅的结构组成
其结构包括锅体、循 环系统、支座三部分。
容积: 50m3 75m3 110m3 碱性条件、酸性条 件
(1)锅体
上锅体 圆筒部 下锥部
蒸煮锅的高度通常为 其直径的3~4倍。比值大 些,有利于药液的分布和 循环。
循环泵应采用耐热耐碱材料制成的离心泵,
扬程为16~20m;
加热器通常有三种,双程套管式加热器、列
管式加热器与U型加热器
间歇蒸煮设备
♦ 底部抽液循环系统
药液由下锥部滤网抽出, 经循环泵和加热器后大 部分送入锅的底部,小 部分送入锅的顶部。 优点:蒸煮锅上部温度高 下部压力大,彼此配合 使蒸煮均匀。 缺点:易造成堵塞滤网和 放料困难。
锥底喷放锅
2、喷放热量回收系统
第二章
1.掌握有关名词解释及计算。 2.试述碱法蒸煮过程中木材、草类及竹子等的脱木 素反应历程。 3.熟悉蒸煮过程中纸浆得率下降的主要原因(剥皮
反应和碱性水解)。
4.试述蒸煮操作过程或程序。
淀粉连续蒸煮器操作说明及日常维护

国民淀粉连续蒸煮器(JET COOKER)操作说明及日常维护一、背景一)为什么使用连续蒸煮器(JET COOKER)1.整个蒸煮过程自动控制,从而蒸煮质量稳定;2.粘性控制3.无菌产品二)连续蒸煮器(JET COOKER)优点1.淀粉蒸煮系统设备采用最新的工程结构特点,制造出最好的产品。
BVG淀粉蒸煮器是连续运行的“干饲料蒸煮器”2.蒸煮器在启动和停止时都设有自动冲洗周期,确保系统的清洁,得到最佳的运行。
3.利用存储槽的液位高低来控制系统的启动和停止4.采用不锈钢结构,防止纸厂典型的潮湿和腐蚀。
5.流量测量画面,显示了所有的测量和控制。
6.浆液的放料、浓度、蒸煮温度和煮后的浓度都是受控的。
7.采用PLC对设备的启动、运行、停止和保护进行可靠的控制。
8.以紧凑的支架设计,无更多的安装环境要求,降低安装成本。
9.选用的PLC可以与DCS兼容,单机单元根据淀粉槽的高低液位信号来运行,PLC 也可以与大多数的DCS通信。
二、启动程序及注意事项一)每次蒸煮器重新启动前准备:1.打开电源开关2.打开主清水手阀3.打开压缩空气阀(5bar)4.打开蒸汽手动阀,并打开冷凝水排放阀(蒸汽管道压力最好在5bar以上)5.淀粉溶解槽中加入清水(70%液位)6.检查温度设定是否正确(现为102度)7.检查淀粉蒸煮流量是否在设定点上8.检查稀释水设定是否正确(现在一次稀释水为7000L/h左右,二次稀释水设定为25000L/h)9.检查料仓是否有淀粉二)启动:1)当检查工作完成后,将蒸煮器显示屏在“COOKER”界面打到“自动”(AUTO)状态,然后再按“启动”(START)。
蒸煮器即会以设定程序运行。
2)在正常生产时,COOKER处于自动状态。
液位到达低限时,COOKER会自动启动。
液位达到高限时,会自动停下,并自动清洗整个管路,如果要在运行的时候需把设备停下来,按STOP 就可。
三、警报处理:1)在运转时如有故障,COOKER会发出警报声,并出现报警原因对话框。
蒸煮机BZZJ设备工艺原理
蒸煮机BZZJ设备工艺原理蒸煮机BZZJ是一种高效的食品加工设备,广泛应用于食品加工厂、食品饮料加工企业和家庭等场合。
本文将针对蒸煮机BZZJ设备的工艺原理进行详细介绍。
一、蒸煮机BZZJ设备概述蒸煮机BZZJ是一种通过蒸汽加热食品,将其蒸熟或蒸烫的设备。
通常由锅体、加热器、蒸汽系统、控制器、排污系统和安全保护系统等组成。
其主要特点是熟食香味浓郁,营养成分得到保留,速度快,操作简便等。
二、蒸煮机BZZJ设备的工艺原理1. 加热器加热水蒸煮机BZZJ的加热器负责将水加热到蒸汽发生的温度。
一般的蒸煮机BZZJ中,加热器通常采用不锈钢的加热管,其材质和粗细会根据需要而有所不同。
通过加热器加热水可以将水加热到100℃以上,从而产生高温高压蒸汽。
2. 蒸汽系统产生蒸汽当加热器加热水,水温升高到一定温度时,会产生水蒸气。
这时,蒸汽系统会将水蒸气引到锅体内部。
蒸汽系统一般包括蒸汽管、蒸汽阀门、安全阀和压力表等部分,主要作用是控制蒸汽进入锅体中的时间和温度,以保证蒸煮的质量。
3. 锅体中的食品受热蒸煮当高温高压蒸汽进入锅体中,食品受到高温高压蒸汽的作用,从而使食品变软变熟。
在蒸煮的过程中,锅体内部的温度和压力都会随着蒸煮的进行而发生变化。
所以,蒸煮的时间和温度需要依据不同的食品进行调节。
4. 控制器控制时间和温度蒸煮机BZZJ中的控制器是整个设备的关键部分,主要是用来控制蒸煮的时间和温度。
控制器一般由温度控制器、定时器、保险丝和指示灯等部分组成。
当设定的温度和时间达到时,控制器会发出报警声,提示用户食品已经蒸煮完成,需要及时取出。
5. 排污系统排放废水在蒸煮的过程中,锅体内部会产生少量的废水,这时排污系统就会起到作用。
排污系统一般由排污阀和水位计等部分组成。
在蒸煮完成后,打开排污阀,将废水排出,这样一来,再次使用时就可以保证食品的卫生性。
6. 安全保护系统防止事故发生蒸煮机BZZJ中的安全保护系统主要是用来保护机器的使用者的安全。
横管式连续蒸煮系统用蒸煮管的优化设计

横管式连续蒸煮系统用蒸煮管的优化设计刘建蒙;黄德山;崔学录【摘要】For saving costs and optimizing structures, optimize head, bearing , etc structures of large cooking pipe by theoretical calculation , analysis and comparison, replace traditional flat head with spherical-dished head with flange which convex is subjected to internal pressure, cancel thrust bearing in the bearings. The results show that the optimized cooking pipe structure is more reasonable, and greatly reduces the weight and manufacturing difficulty.%为了节约成本,优化结构,本文通过理论计算分析对比对大型蒸煮管的端盖、轴承等结构进行了优化,用凸面受内压的带法兰球冠封头取代传统的平盖封头,取消轴承座中的推力轴承.结果表明,优化后的蒸煮管结构更加合理,重量大大减轻,制造难度降低.【期刊名称】《轻工机械》【年(卷),期】2013(031)001【总页数】3页(P60-62)【关键词】非木原料纸浆;连续蒸煮;蒸煮管;优化【作者】刘建蒙;黄德山;崔学录【作者单位】轻工业杭州机电设计研究院,浙江杭州 310004;轻工业杭州机电设计研究院,浙江杭州 310004;延边石岘白麓纸业有限公司,吉林延边133101【正文语种】中文【中图分类】TS733.1我国具有丰富的非木材纤维资源。
竹子、麦草、芦苇是我国用于造纸的非木材纤维资源。
横管式连续蒸煮器生产硫酸盐毛竹浆实践

【 关键词 】 连续蒸煮器; 毛竹 实 生产; 浆; 践 【 中图分类号 】T 79 【 S4、 3 文献标识码 】 A
【 文章编号 】 10—63 08 8 3 前言
广西柳江 造纸 厂在上世 纪 6 O年 代 末 引 进 了芬 兰 T m a—
煮温度 l 5 1 O , 5 ~ 6 ℃ 蒸煮 压力 O5 — ,5 a 得浆蒸 煮 K值 、5 0 MP , 6 1 ~ 8 粗渣率 ≤3 毛竹和小杂竹虽然同属竹类原料 , 由于 4 1, %。 但
其 质地 与 小杂 竹 比坚 硬 很 多 , 别 是 生长 周 期 在 5 以上 的老 特 年
宁 绍斌
( 西柳 江造 纸厂 , 西 柳州 5 5 1 ) 广 广 4 0 1
【 摘 要 】 总结广西 造纸厂第 柳江 一化浆分 横管 厂用 式连续蒸 煮器生 产硫酸盐 毛竹浆的实 验。 表明: 过对蒸煮 践经 结果 经
工 艺和 生 产流 程进 行 适 当的调 整 , 以 生产 出合乎 漂 白要 求 的 硫酸 盐 毛 竹浆 。 可
后 的原 料供 应 上 会有 保 障 。 用毛 竹在 横 管式 连 续蒸 煮 器 上制 使
实验证 明,竹材蒸煮时蒸煮药液纵向渗透速度 比弦向快 2 0 比径 向快 5 0 竹片宽度和厚度决定蒸煮药液渗 0 3 %, 0 6 %, 透 时间, 减少 竹片宽度 和厚度对缩短蒸煮时 间, 提高竹浆质量
有 很 好 的好 处 。我们 通 过 改 造切 竹机 的上 下链 排 , 在切 前 先 把
毛竹纵向扎裂 , 然后适当切短 , 后续工段加强筛选 , 把压碎 的竹 节 和竹黄 等除去 ,得 到的合格竹 片长度 2 ~ 0 0 3 mm,宽度 ≤
1 mm, 度 7 mm, 小 杂 竹 片 比相 差 不 大 , 改 造 切 竹 机 的 8 厚 5 与 与 上 下链 排 前 比 , 度 减 少 3mm, 度 减 少 1 mm, 大 限 度 地 宽 厚 . 5 最
管道蒸养知识点总结
管道蒸养知识点总结一、管道蒸养工艺原理管道蒸养是将蒸养材料在高温、高压条件下蒸发并沉积在管道内表面形成均匀、致密的蒸养层,从而提高管道的耐腐蚀性和抗磨损性。
蒸养材料一般采用金属或合金材料,如镍、钛、钼等。
在蒸养工艺中,蒸养材料进入高温反应室,通过加热使其蒸发形成蒸汽,然后沉积在管道内表面上,形成蒸养层。
蒸养工艺原理包括以下几个方面:1.蒸养层的形成:蒸养层是由蒸养材料蒸发后沉积在管道内表面形成的一层致密、均匀的材料层。
蒸养材料在高温、高压条件下蒸发形成蒸汽,然后沉积在管道内表面上,与管道内壁形成致密结合,从而形成蒸养层。
2.蒸养层的性能:蒸养层具有优良的耐腐蚀性、抗磨损性和耐高温性能。
通过蒸养工艺形成的蒸养层可以有效保护管道内表面不受腐蚀、磨损及高温等因素的损害,从而延长管道的使用寿命。
3.蒸养工艺条件:蒸养工艺需要在高温、高压条件下进行,以确保蒸养材料的蒸发和沉积过程能够顺利进行。
通常蒸养工艺需要在800-1200℃的高温条件下进行,同时需要在一定的真空或气氛条件下进行,以保证蒸养材料能够顺利蒸发和沉积。
二、管道蒸养材料管道蒸养材料是进行管道蒸养工艺的关键材料,其性能直接影响着蒸养层的质量和管道的使用效果。
蒸养材料通常采用金属或合金材料,具有良好的耐腐蚀性、抗磨损性和耐高温性能,常见的蒸养材料包括镍、钛、钼等。
1.镍蒸养材料:镍是一种常见的蒸养材料,其蒸养层具有良好的耐腐蚀性和耐磨损性能。
镍蒸养层可以有效保护管道内表面不受腐蚀和磨损的损害,尤其适用于石油、化工等行业的管道修饰。
2.钛蒸养材料:钛是一种优良的蒸养材料,其蒸养层具有优异的耐腐蚀性和耐高温性能。
钛蒸养层可以有效保护管道内表面不受腐蚀和高温的影响,尤其适用于电力、航空航天等行业的管道修饰。
3.钼蒸养材料:钼是一种常用的高温合金材料,其蒸养层具有很高的耐高温性能。
钼蒸养层可以有效保护管道内表面不受高温的影响,尤其适用于高温介质传输的管道修饰。
制浆造纸设备第03章 3.3-3.4 连续蒸煮设备
预防措施: (1)检查防反喷阀汽缸内空气压力在0.8MPa~ 1.0MPa (2)检查草片供给系统,原料进入喂料器的各输送这杯压迫运转正常。
第二次是1962年研究成功的锅内高温逆流洗涤,大大提 高了洗涤效率,简化了洗浆设备
第三章 蒸煮设备
第三节 连续蒸煮设备
木片仓
液体 白液用于润滑和压力平衡
木片和液体
低压蒸汽用于预 热
用于调节转子 的手轮
木片和液体出
木片和液体
高压喂料器
喂料系统流程 蒸煮塔
计量螺旋
木片来自溜槽
低压喂料器
排气泄压
转子内 的料斗
二、横管连续蒸煮器—潘迪亚(Pandia)式
4、操作规程与安全规程 :P72-74 5、故障处理:
打滑:P74 堵塞:P74 反喷:P74-75 特殊情况处理: P75
第三章 蒸煮设备
第三节 连续蒸煮设备
二、横管连续蒸煮器—潘迪亚(Pandia)式
反喷事故:
定义:反喷是料塞强度下降导致管内蒸汽和浆料回喷出来的现象,它 不但会影响正常生产,还会危及操作人员的人身安全。
第三章 蒸煮设备
第三节 间歇式蒸煮设备
三、连续蒸煮的附属设备:
(三)、给料器(进料器)
2、 高压进料器: 是卡米尔连续蒸煮器的关键设备。 (1) 作用:将料片定量地均匀地从低压的溜槽送入高压的蒸煮锅(或 浸渍锅)。同时将蒸煮区的高压与喂料区的低压隔离开,防止压力泄漏。 (2) 结构:
连续蒸煮横管

? 2)主要工艺过程及参数 ? ① 湿法洗涤 ? 除去料片中杂质 ? 均匀料片水分 ? 溶出部分水抽出物 ? 降低药品消耗,提高纸浆质量,降低黑液中
硅含量 ? 鼓式洗草机,去除大块砂石及金属杂物 ? 水力洗草机,主要洗涤设备 ? 洗涤水温20~50℃,水量30-50m3/吨绝干料片 ? 斜螺旋脱水出料干度 12%-20%
? 适于碱法制浆、酸法制浆及亚铵法制浆
? 近10年来国内新建规模 3万吨以上草浆 厂基本上都采用 Pandia连蒸系统
? (二)Pandia 连续蒸煮系统流程
? 1、化学木浆
? 图30是用Pandia连续蒸煮系统生产化学木浆 的流程图。包括如下几个基本步骤:料片输 送机→双辊计量 →双螺旋预浸 →挤入料塞管 →蒸煮管 →喷放锅
? ② 洗涤水处理及回用 ? 湿法洗涤系统需用大量水,洗涤水循环使用
? 斜螺旋脱水机脱水进入旋转细格栅,可将水 中85%以上悬浮物去除,然后进入沉淀装置 (常配有加药装置),去除水中细小泥沙及 其它杂质
? 80%以上水回用 ? ③ 连续蒸煮系统
? 计量器种类很多,草类原料用销鼓计量器, 竹片常用单螺旋计量器
? 三、Pandia 横管式连续蒸煮系统 ? (一)Pandia连蒸应用概况 ? Pandia连蒸在20世纪40年代初投产 ? 可用于木材或非木材原料生产化学浆、半
化学浆或化机浆
? 目前,国内用于蒸煮麦草、芦苇、竹片、 红麻、龙须草、棉杆等生产化学浆
? Pandia连续蒸煮系统更适合蒸煮草类原料 ? 蒸煮管根数 2-8根,最大管径达 l.8m,长度
? 料塞干度约 40%-45%,密度约 550kg/m3
? 防止螺旋磨损、来料中断等情况引起料塞不 紧密而发生反喷, T形管配气动防反喷阀
碱法连蒸设备及操作
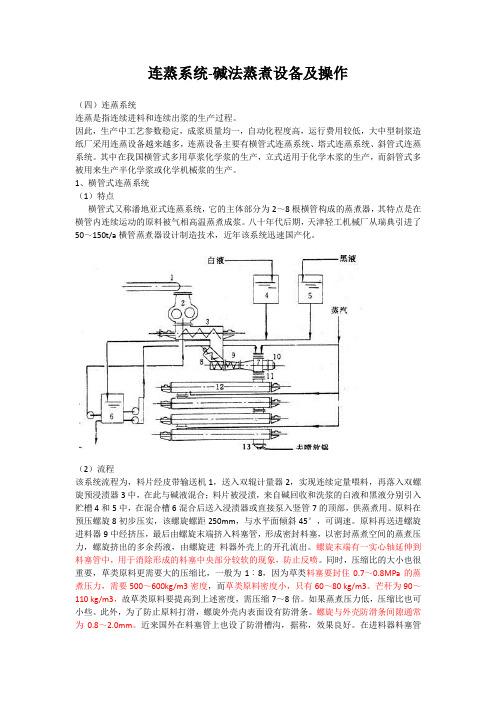
连蒸系统-碱法蒸煮设备及操作(四)连蒸系统连蒸是指连续进料和连续出浆的生产过程。
因此,生产中工艺参数稳定,成浆质量均一,自动化程度高,运行费用较低,大中型制浆造纸厂采用连蒸设备越来越多,连蒸设备主要有横管式连蒸系统、塔式连蒸系统、斜管式连蒸系统。
其中在我国横管式多用草浆化学浆的生产,立式适用于化学木浆的生产,而斜管式多被用来生产半化学浆或化学机械浆的生产。
1、横管式连蒸系统(1)特点横管式又称潘地亚式连蒸系统,它的主体部分为2~8根横管构成的蒸煮器,其特点是在横管内连续运动的原料被气相高温蒸煮成浆。
八十年代后期,天津轻工机械厂从瑞典引进了50~150t/a横管蒸煮器设计制造技术,近年该系统迅速国产化。
(2)流程该系统流程为,料片经皮带输送机1,送入双辊计量器2,实现连续定量喂料,再落入双螺旋预浸渍器3中,在此与碱液混合;料片被浸渍,来自碱回收和洗浆的白液和黑液分别引入贮槽4和5中,在混合槽6混合后送入浸渍器或直接泵入竖管7的顶部,供蒸煮用。
原料在预压螺旋8初步压实,该螺旋螺距250mm,与水平面倾斜45°,可调速。
原料再送进螺旋进料器9中经挤压,最后由螺旋末端挤入料塞管,形成密封料塞,以密封蒸煮空间的蒸煮压力,螺旋挤出的多余药液,由螺旋进料器外壳上的开孔流出。
螺旋末端有一实心轴延伸到料塞管中,用于消除形成的料塞中央部分较软的现象,防止反喷。
同时,压缩比的大小也很重要,草类原料更需要大的压缩比,一般为1︰8,因为草类料塞要封住0.7~0.8MPa的蒸煮压力,需要500~600kg/m3密度,而草类原料密度小,只有60~80 kg/m3。
芒秆为90~110 kg/m3,故草类原料要提高到上述密度,需压缩7~8倍。
如果蒸煮压力低,压缩比也可小些。
此外,为了防止原料打滑,螺旋外壳内表面设有防滑条。
螺旋与外壳防滑条间隙通常为0.8~2.0mm。
近来国外在料塞管上也设了防滑槽沟,据称,效果良好。
在进料器料塞管对面装在气动止逆阀10,其作用是便于原料成塞,保持料塞一定的紧密度,防止螺旋进料器的反喷,当料塞过松时,螺旋进料器的电流低于限定值,装在止逆阀气缸压缩空气管路上的电磁阀,在时间继电器与电流继电器的作用下关闭止逆阀。
130t_d麦草浆横管连蒸系统生产经验
文献标识码: B
文章编号: 0254-南驻马店市白云纸业有限公 司 130 t / d 麦草浆连续蒸煮系统自 2002 年 投产以 来, 经 过 2 年 多的 运行, 现已完全达到设计要求, 在 生产实践中积累了较丰富的经验和 处理 问题 的方 法, 现 将其作 一总 结, 供同行参考。
( 2) 蒸煮 蒸 煮管用蒸汽量:
# 64 #
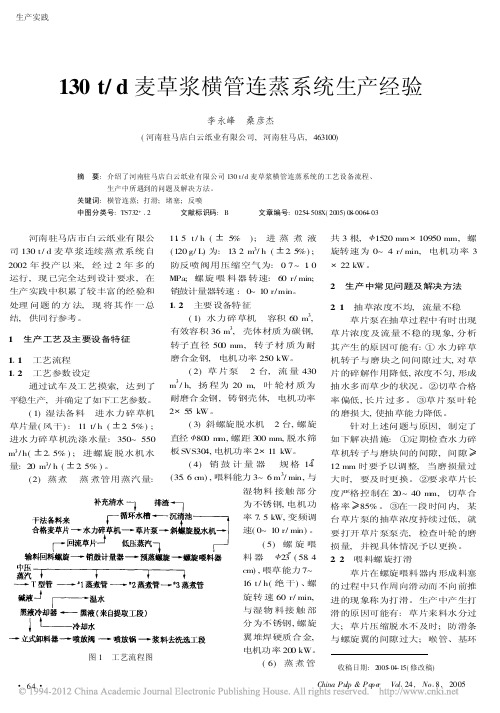
图 1 工艺流程图
1115 t / h ( ? 5% ) ; 进 蒸 煮 液 ( 120 g/ L) 为: 1312 m3/ h ( ? 215% ) ; 防反喷阀用压缩空气为: 017~ 110 MPa; 螺旋 喂 料器 转速: 60 r/ min; 销鼓计量器转速 : 0~ 10 r/ min。 112 主要设备特征
( 5) 螺 旋 喂 料 器 <23d ( 5814 cm) , 喂草能力 7~ 16 t / h( 绝 干) 、螺 旋转 速 60 r/ min, 与湿物 料接 触 部 分为不锈钢, 螺旋 翼堆焊硬质合金, 电机功率 200 kW。
( 6) 蒸煮管
共 3 根, <1520 mm @ 10950 mm, 螺 旋转速为 0~ 4 r/ min, 电机功率 3 @ 22 kW。
草片在螺旋喂料器内形成料塞 的过程中只作周向滑动而不向前推 进的现象称为打滑。生产中产生打 滑的原因可能有: 草片来料水分过 大; 草片压缩脱水不及时; 防滑条 与螺旋翼的间隙过大; 喉管、基环
在横管连续蒸煮器尾部加装黑液提取装置
在横管连续蒸煮器尾部加装黑液提取装置
梁实梅
【期刊名称】《中华纸业》
【年(卷),期】2004(025)005
【摘要】近十多年来,通过从国外引进和国内研制,目前投产的100吨/日以上的横管连续蒸煮器已达30套之多,极大地提高和改进了我国草类纤维制浆设备和工艺技术水平。
它与蒸球等间歇蒸煮器比较,具有成浆质量均匀、稳定,浆的物理强度好(特别是采用冷喷放),细浆得率高,蒸汽、烧碱和氯消耗低,蒸汽和电等供应均衡、无高峰负荷,以及设
【总页数】2页(P44-45)
【作者】梁实梅
【作者单位】无
【正文语种】中文
【中图分类】TS7
【相关文献】
1.横管连续蒸煮器连续运转的基本条件 [J], 邢益标
2.横管连续蒸煮器生产半化学竹浆的实践 [J], 吴晓乾;许乐平
3.横管式连续蒸煮装置的蒸煮管结构与设计 [J], 李良伟;吴庆生;张向农
4.横管式连续蒸煮器生产硫酸盐毛竹浆实践 [J], 宁绍斌
5.横管式连续蒸煮器(又称潘迪亚式0在国内非木材纤维制浆的推广应用 [J], 罗叔夫
因版权原因,仅展示原文概要,查看原文内容请购买。