滚动轴承的制造工艺之套圈成型加工
渗碳工序圆锥滚子轴承套圈工艺流程
渗碳工序圆锥滚子轴承套圈工艺流程以渗碳工序圆锥滚子轴承套圈工艺流程为标题,可以从以下几个方面进行描述:一、渗碳工序的介绍渗碳是一种常见的表面处理工艺,通过在金属表面加热处理的同时注入碳元素,使得金属材料的表面硬度得到提高,从而提高其耐磨性和使用寿命。
渗碳工序在制造圆锥滚子轴承套圈时起到关键作用。
二、圆锥滚子轴承套圈的材料选择圆锥滚子轴承套圈通常由高碳铬钢制成,其材料具有良好的强度和耐磨性能,适合进行渗碳加工。
渗碳工序能够在保持材料原有强度的同时,提高其表面硬度,从而满足轴承套圈在使用过程中的高负荷和高速旋转的要求。
三、渗碳工序的具体步骤1. 准备工作:将圆锥滚子轴承套圈进行清洗和除油处理,确保表面干净。
2. 包装:将经过准备的圆锥滚子轴承套圈放入渗碳工艺包装盒中,确保圆锥滚子轴承套圈与渗碳介质接触。
3. 加热:将包装好的圆锥滚子轴承套圈放入渗碳炉中,进行加热处理。
加热温度和时间需要根据具体材料和要求进行调整,一般温度在800°C-950°C之间,时间在几小时到十几小时不等。
4. 渗碳介质注入:在加热的过程中,需要将渗碳介质注入渗碳炉中,使得碳元素能够渗入圆锥滚子轴承套圈的表面。
渗碳介质通常是含有碳元素的固体或液体,如气体、固体碳化物或液体有机化合物等。
5. 固溶处理:在渗碳完成后,需要进行固溶处理,以消除渗碳过程中产生的氧化物和残留介质。
固溶处理通常是将圆锥滚子轴承套圈放入盐浴中进行加热处理,使得渗碳层中的残留物质溶解。
6. 冷却:固溶处理完成后,将圆锥滚子轴承套圈从盐浴中取出,进行冷却处理。
冷却过程需要控制速度和温度,以避免产生过度的应力和变形。
7. 清洗和检验:冷却后的圆锥滚子轴承套圈需要进行清洗和检验。
清洗可以去除表面的残留物质,检验可以评估渗碳工艺的质量和效果。
四、渗碳工序的优点和应用渗碳工序具有以下优点:能够提高金属材料的表面硬度和耐磨性;能够在保持材料原有强度的同时,提高其使用寿命;适用于各种金属材料的表面处理。
轴承套圈生产工艺
轴承套圈生产工艺轴承套圈是用于支撑轴承内部机械装置的关键零部件,生产工艺的优劣直接影响到轴承套圈的质量和使用寿命。
下面将介绍一种常见的轴承套圈生产工艺。
该生产工艺包括以下几个步骤:1. 原材料准备:选取合格的轴承套圈材料,通常采用高硬度、高强度的金属材料,如碳钢或不锈钢。
原材料经过检验合格后,按照规定的尺寸和重量进行切割,准备用于下一步的冲压。
2. 冲压成型:使用冲床将切割好的原材料进行冲压成型,根据轴承套圈的外形和尺寸要求,通过冲模将金属材料冲压成圆形或其他形状。
冲床具有较大的压力,能够使原材料迅速变形,得到所需的形状。
3. 精密加工:冲压成型后的轴承套圈仍然存在一些不规则形状或粗糙表面,需要进行进一步的精密加工。
通常使用车床、铣床等机床进行切削、磨削等加工工艺,使轴承套圈表面光滑、尺寸精确。
4. 热处理:为了提高轴承套圈的机械性能,通常会进行热处理。
热处理包括淬火和回火两个步骤。
淬火可以增加轴承套圈的硬度和强度,回火可以减少内部应力,提高韧性和耐磨性。
5. 表面处理:轴承套圈的表面一般需要进行镀铬或镀锌等处理,以提高其耐腐蚀性能和光洁度。
镀铬或镀锌可以形成一层保护膜,防止轴承套圈与外界环境接触,延长其使用寿命。
6. 检验和包装:经过上述工艺后,轴承套圈需要进行质量检验。
检验包括尺寸、外观、硬度等方面的测试,只有合格的轴承套圈才能被包装和出厂销售。
检验合格的轴承套圈装入合适的包装箱中,以防止在运输过程中损坏。
上述工艺是一种常见的轴承套圈生产工艺,不同厂家和不同轴承套圈类型可能会有一些差异。
通过严格控制每个生产步骤的质量和工艺参数,可以保证轴承套圈的质量和性能,满足用户需求。
滚动轴承套圈加工工艺
套圈的冷却一般在30~80℃的10号、20号机油中冷却。冷却方法使用分级淬火:在正常奥氏体化温度后,再投入120~170℃的10号机油中冷却2~5分钟,再放入30~60℃10号机油中冷却,为减少残余奥氏体的稳定性,分级淬火后应立即进行冷处理和回火。
5.回火
回火的目的
消除内应力,稳定组织和尺寸,提高圈套的综合机械性能。回火是热处理淬火后必不可少的工序,是决定零件内在质量的关键工序。
四.加工工艺
棒料→锻制→正火→球化退火→车削加工→去应力退火→淬火→冷处理→低温回火→粗磨→补加回火→精磨→成品
1.正火
正火的目的
(1)消除网状碳化物及线条状组织
(2)返修退火的不合格品
(3)为满足特殊性能的需要
(4)为退火做组织准备
加热温度
正火加热温度主要依据正火目的和正火前组织状态来决定。此处正火主要是为了消除或减少粗大网状碳化物,所以正火温度选在930~950℃之间。如果一次正火不能消除粗大网状碳化物,可以以相同温度二次正火。
综上所诉,要求套圈要有1)高的接触疲劳强度2)高的耐磨性3)高的弹性极限4)适宜的硬度5)一定的韧性6)良好的尺寸稳定性7)良好的防锈能力8)良好的工艺性能
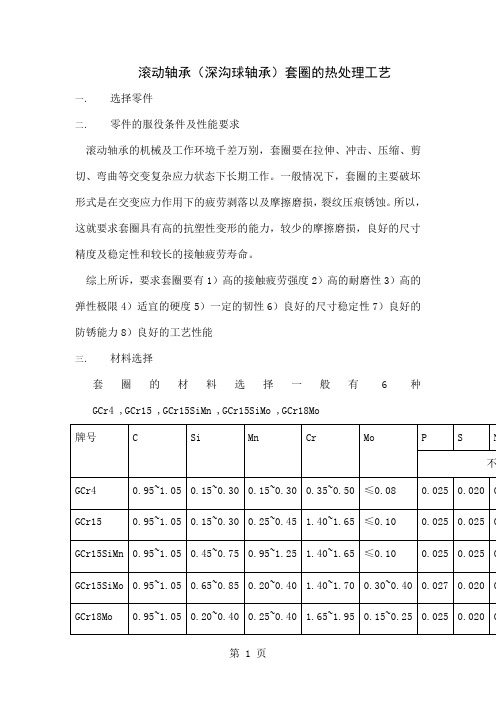
三.材料选择
套圈的材料选择一般有6种GCr4 ,GCr15 ,GCr15SiMn ,GCr15SiMo ,GCr18Mo
牌号
C
Si
Mn
Cr
Mo
P
7.热处理设备
7.1.中温箱式电阻炉
此次生产所要的最高温度为950℃。900℃以下的为低温箱式电阻炉,1300℃以上的为高温箱式电阻炉,为节约成本选用中温箱式电阻炉。中温箱式电阻炉适用于中小型钢制机件的淬火、退火、正火热处理。
圆锥滚子轴承套圈内外同套锻造工艺及其控制
圆锥滚子轴承套圈内外同套锻造工艺及其控制在轴承生产中,套圈毛坯质量的好坏、生产率的高低,都将对轴承产品的质量、性能及企业的经济效益产生重要的影响。
这是因为毛坯留量的大小(包括毛坯的成形方式)决定轴承材料的利用率,毛坯尺寸分散度和几何形状精度则是造成废品率高、不能正常自动化生产的主要原因。
文章主要阐述圆锥滚子轴承套圈内外同套锻造工艺及其控制。
标签:圆锥滚子轴承;套圈;锻造工艺套圈是滚动轴承的重要零件,其重量一般约占总重量的60%~70%。
套圈毛坯有锻件、冷挤件、温挤件、管料和棒料等,其中锻件占套圈毛坯总数的85%左右。
由轴承生产的劳动量分析可知,套圈毛坯锻造的劳动量通常占轴承加工总劳动量的10%~15%。
毛坯加工工艺、设备精度和性能决定了毛坯质量,毛坯的好坏直接影响车削加工精度,而车削加工的好坏又影响磨削精度和效率。
由于轴承结构不同,尺寸大小不一,各厂设备、技术状况及生产习惯的不同,轴承套圈毛坯的制造工艺也各不相同[1]。
资料表明,除管料和棒料直接车削外,其余均采用锻压成形。
目前,一些先进工艺如冷辗扩、冷挤压、温挤压以及高速镦锻等已经被采用。
1 概述轴承套圈锻造加工的主要目的是:①获得与产品形状相近的毛坯,从而提高金属材料利用率,减少机械加工量;②消除金属内在缺陷,改善金属组织,使金属流线分布合理,致密度好,从而提高轴承使用寿命。
根据锻造时金属的温度高低,将锻造分为热锻、冷锻和温锻三大类:将金属加热到再结晶温度以上的锻造加工叫热锻;金属在室温下的变形叫冷锻;而介于两者之间的金属变形叫温锻。
现在大量采用的加工方法还是热锻。
热锻轴承套圈的生产过程主要包括三个环节:加热、下料和锻造成形。
锻造成形是套圈锻造生产的中心环节,其形式很多,我国大量采用的是三大类工艺:锤上锻、平锻机锻造和压力机锻造。
压力机锻造后,要经过扩孔机辗扩成形,以提高锻件质量、精度和生产率,有时为了进一步提高锻件的尺寸和几何精度,为后续工序的自动化创造条件,需要再加精整(或整形)工序。
滚动轴承制造工艺
滚动轴承制造工艺滚动轴承是一种常见的机械零件,广泛应用于各种机械设备中。
它们的制造工艺对于保证轴承的质量和性能至关重要。
本文将介绍滚动轴承的制造工艺,包括材料选择、加工工艺和质量控制等方面。
一、材料选择滚动轴承的材料选择对于轴承的寿命和性能有着重要影响。
常见的轴承材料包括钢、陶瓷和塑料等。
其中,钢是最常用的轴承材料,具有良好的强度和耐磨性。
在选择钢材时,需要考虑其化学成分、热处理工艺和表面处理等因素,以确保轴承具有良好的硬度和耐腐蚀性。
二、加工工艺滚动轴承的加工工艺包括外圈、内圈和滚动体的加工。
外圈和内圈通常采用车削、磨削和热处理等工艺进行加工。
在车削和磨削过程中,需要控制加工精度和表面质量,以确保轴承的几何形状和尺寸精度。
滚动体的加工通常采用冷镦和热处理等工艺,以提高滚动体的硬度和耐磨性。
三、装配工艺滚动轴承的装配工艺对于轴承的性能和寿命同样重要。
在装配过程中,需要控制装配间隙和润滑剂的选择。
装配间隙是指滚动轴承内外圈之间的间隙,它直接影响轴承的摩擦和转动阻力。
润滑剂的选择应根据工作条件和轴承类型进行合理选择,以减少摩擦和磨损。
四、质量控制滚动轴承的质量控制是制造工艺中至关重要的一环。
在生产过程中,需要进行严格的质量检测和控制,以确保轴承的质量和性能符合要求。
常见的质量控制手段包括尺寸测量、外观检查和性能测试等。
此外,还需要建立完善的质量管理体系,对生产过程进行全面监控和管理。
滚动轴承的制造工艺涉及材料选择、加工工艺、装配工艺和质量控制等方面。
通过合理选择材料、精细加工和严格质量控制,可以制造出质量优良、性能稳定的滚动轴承,满足各种机械设备的需求。
在未来的发展中,随着科技的进步和工艺的改进,滚动轴承的制造工艺将不断提高,为各行各业的发展提供更好的支持。
滚动轴承套圈的成型加工

滚动轴承套圈的成型加工虽然滚动轴承类型众多,其结构型式、公差等级、材料选用、加工方法存在差异,但其基本制造过程均包含以下内容:1、轴承零件制造-轴承零件检查- 轴承零件退磁、清洗、防锈—轴承装配- 轴承成品检查—轴承成品退磁、清洗- 轴承成品涂油包装斗成品入库。
2、套圈是滚动轴承的重要零件,由于滚动轴承的品种繁多,使得不同类型轴承的套圈尺寸、结构、制造使用的设备、工艺方法等各不相同。
又由于套圈加工工序多、工艺复杂、加工精度要求高,因此,套圈的加工质量对轴承的精度、使用寿命和性能有着重要的影响。
3、套圈制造的原材料为圆柱形棒料或管料,目前根据成型工艺不同,滚动轴承套圈一般有以下几种制造过程。
1)(棒料)下料-锻造-退火(或正火-车削(冷辗成型)-热处理淬、回火-磨削- 零件检查- 退磁、清洗-提交装配。
2)(棒料、管料)下料-冷辗成型-热处理淬、回火-磨削-零件检查-退磁、清洗-提交装配。
3)(管料)下料-车削成型-热处理淬、回火-磨削-零件检查-退磁、清洗-提交装配4)(棒料)下料-冷(温)挤压成型-车削-热处理淬、回火-磨削-零件检查-退磁、清洗- 提交装配套圈成型方法:目前在套圈加工中,成型方法主要有以下几种:锻造成型、车削成型、冷辗扩成型和冷(温)挤压成型。
在以上成型方法中,锻造成型加工应用最为广泛,占总生产量的80%左右,对于一些小型通用类产品可以采用棒(管)料直接车削成型。
20 世纪80年代以来,我国一些中小型企业在中小型套圈的生产中采用了冷辗扩和冷(温)挤压成型工艺。
1)锻造成型通过锻造加工可以消除金属内在缺陷,改善金属组织,使金属流线分布合理,金属紧密度好。
锻造成型加工工艺广泛应用于轴承成型加工中,可以完成从内径~20mm勺小型产品到外径5000mm勺特大型产品的加工。
常见的锻造成型方法有:热锻加工、冷锻加工、温锻加工,我国以热锻为主。
热锻加工因其成型加工设备不同又分为:自由锻造加工工艺、压力机锻造工艺、平锻机锻造工艺和高速镦锻机锻造工艺2)冷辗成型冷辗扩工艺是一种能提高材料利用率,提高金属组织致密性,保持金属流线性的先进工艺方法,它是一种无屑加工方法。
轴承各个零部件的加工流程
轴承各个零部件的加工流程
1、轴承套圈
套圈(内圈和外圈)的加工过程:轴承内圈和外圈的加工依原材料或毛坯形式的不同而有所不同,其中车加工前的工序可分为下述三种,整个加工过程为:棒料或管料(有的棒料需经锻造和退火、正火)----车加工----热处理----磨加工----精研或抛光----零件终检----防锈----入库----(待合套装配〉
2、轴承钢球
钢球的加工过程:钢球的加工同样依原材料的状态不同而有所不同,
其中挫削或光球前的工序,可分为下述三种,热处理前的工序,又可分为下述二种,整个加工过程为:棒料或线材冷冲(有的棒料冷冲后还需冲环带和退火)----挫削、粗磨、软磨或光球----热处理----硬磨----精磨----精研或研磨----终检分组----防锈、包装----入库〈待合套装配〉。
3、轴承滚子
滚子的加工过程:滚子的加工依原材料的不同而有所不同,其中热处理前的工序可分为下述两种,整个加工过程为:棒料车加工或线材冷镦后串环带及软磨----热处理----串软点----粗磨外径----粗磨端面----终磨端面----细磨外径----终磨外径----终检分组----防锈、包装----入库(待合套装配〉。
4、轴承保持架
保持架的加工过程:保持架的加工过程依设计结构及原材料的不同,可分为下述两类:(1)板料→剪切→冲裁→冲压成形→整形及精加工→酸洗或喷丸或串光→终检→防锈、包装→入库(待合套装配)(2)实体保持架的加工过程:实体保持架的加工,依原材料或毛坏的不同而有所不同,其中车加工前可分为下述四种毛坯型式,整个加工过程为:棒料、管料、锻件、铸件----车内径、外径、端面、倒角----钻孔(或拉孔、镗孔)----酸洗----终检----防锈、包装----入库〈待合套装配〉。
圆锥滚子轴承内外套圈的制造工艺

Turning of outer ring
Forging of Taper roller bearing outer rings
Rough turning of external raceway, end face and chamfer
Turning of outer diameter, end face, chamfer
Ring rolling
Heat treatment of forging
Heated to 750~~770 ℃, heat preservation time (about 2h ), and starts the air cooling under slowly cooling to 600 ℃.
1.Outer Ring
2.Inner Ring
3.cage
4. tapered roller
Five types of taper roller bearig
Single-row bearings
Two-row bearings Spacer assemblies Package bearings Thrust bearings
批注本地保存成功开通会员云端永久保存去开通
The Processes of Taper Roller Bearing
Group number:14
Group members: GAOYA XUE YIBO MA14015 MA14008
YAN BENZHENG
MA14010
CHEN YONGYONG MA14014
pre - heat treatment: spheroidizing
Reduce the hardness, easy processing, preparing for the quenching.
滚动轴承套圈加工工艺共8页
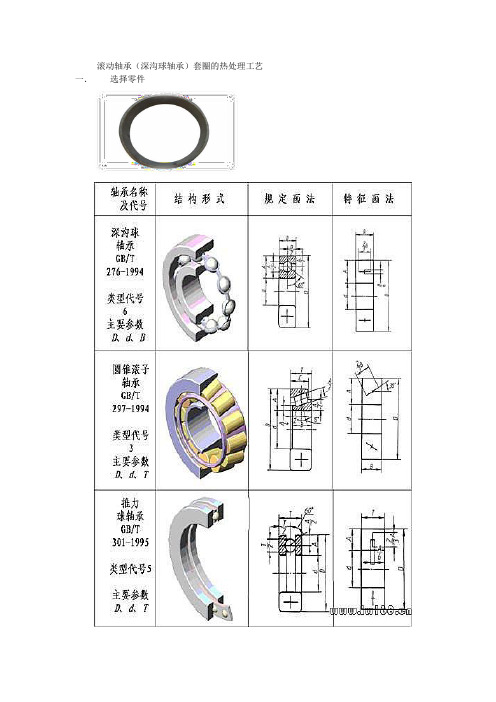
滚动轴承(深沟球轴承)套圈的热处理工艺一.选择零件二.零件的服役条件及性能要求滚动轴承的机械及工作环境千差万别,套圈要在拉伸、冲击、压缩、剪切、弯曲等交变复杂应力状态下长期工作。
一般情况下,套圈的主要破坏形式是在交变应力作用下的疲劳剥落以及摩擦磨损,裂纹压痕锈蚀。
所以,这就要求套圈具有高的抗塑性变形的能力,较少的摩擦磨损,良好的尺寸精度及稳定性和较长的接触疲劳寿命。
综上所诉,要求套圈要有1)高的接触疲劳强度2)高的耐磨性3)高的弹性极限4)适宜的硬度5)一定的韧性6)良好的尺寸稳定性7)良好的防锈能力8)良好的工艺性能三.材料选择套圈的材料选择一般有6种GCr4 ,GCr15 ,GCr15SiMn ,GCr15SiMo ,GCr18Mo在这里我们选用的是GCr15,因为我们此次制造的是小尺寸套圈,GCr15SiMn和℃℃GCr15SiMo一般是用来制造壁厚的大轴承的套圈。
GCr15SiMn一般用来制造壁厚在15mm~35mm的轴承的套圈。
GCr15SiMo 一般用来制造壁厚大于35mm的大型和特大型轴承的套圈。
GCr4是限制淬透性轴承钢,各方面性能较好。
GCr18Mo的淬透性比较高,性能优越,但价格较高。
GCr15是高碳铬轴承钢的代表钢种,综合性能良好,淬火和回火后具有高而均匀的硬度,良好的耐磨性能和高的接触疲劳寿命,热加工变形性能和削切加工性能均良好,但焊接性差,对白点形成较敏感,有回火脆性倾向,价格相对便宜。
四.加工工艺棒料→锻制→正火→球化退火→车削加工→去应力退火→淬火→冷处理→低温回火→粗磨→补加回火→精磨→成品1.正火正火的目的(1)消除网状碳化物及线条状组织(2)返修退火的不合格品(3)为满足特殊性能的需要(4)为退火做组织准备加热温度正火加热温度主要依据正火目的和正火前组织状态来决定。
此处正火主要是为了消除或减少粗大网状碳化物,所以正火温度选在930~950℃之间。
如果一次正火不能消除粗大网状碳化物,可以以相同温度二次正火。
轴承加工工艺流程(附图)

轴承加工工艺流程(附图)轴承就是当代机械设备中一种重要零部件。
它得主要功能就是支撑机械旋转体,降低其运动过程中得摩擦系数,并保证其回转精度.按运动元件摩擦性质得不同,轴承可分为滚动轴承与滑动轴承两大类.轴承可同时承受径向负荷与轴向负荷。
能在较高得转速下工作。
接触角越大,轴向承载能力越高。
那么轴承就是怎么加工出来得呢?轴承制造加工基本过程(以套圈制造基本流程为重点,材料选用高碳铬轴承钢Gcr15SiMn)〈1>滚动体(钢球)制造基本流程:原材料——冷镦—-光磨——热处理—-硬磨——初研——外观—-精研<2〉保持架(钢板)制造基本流程:原材料——剪料——裁环-—光整——成形——整形-—冲铆钉孔〈3>套圈(内圈、外圈)制造基本流程:原材料——锻造——退火——车削——淬火--回火——磨削--装配汇普轴承加工流程图(1)锻造加工:锻造加工就是轴承套圈加工中得初加工,也称毛坯加工。
套圈锻造加工得主要目得就是:(a)获得与产品形状相似得毛坯,从而提高金属材料利用率,节约原材料,减少机械加工量,降低成本。
(b)消除金属内在缺陷,改善金属组织,使金属流线分布合理,金属紧密度好,从而提高轴承得使用寿命。
锻造方式:一般就是在感应加热炉、压力机、扩孔机与整形机组成连线得设备体进行流水作业(2)退火:套圈退火得主要目得就是:高碳铬轴承钢得球化退火就是为了获得铁素体基体上均匀分布着细、小、匀、圆得碳化物颗粒得组织,为以后得冷加工及最终得淬回火作组织准备.Gcr15SiMn退火基本工序:在790—810℃保温2—6h,以10—30℃/h,冷至600℃以下,出炉空冷(3)车削加工:车削加工就是轴承套圈得半成品加工,也可以说就是成型加工.车削加工得主要目得就是:(a)使加工后得套圈与最终产品形状完全相同。
(b)为后面得磨削加工创造有利条件。
车削加工得方法:集中工序法:在一台设备上完成所有车削工序得小批量生产。
分散工序法:在一台设备上完成某一种车削工序得大批量生产。
轴承加工工艺流程(附图)
轴承加工工艺流程(附图)轴承是当代机械设备中一种重要零部件。
它的主要功能是支撑机械旋转体,降低其运动过程中的摩擦系数,并保证其回转精度。
按运动元件摩擦性质的不同,轴承可分为滚动轴承和滑动轴承两大类。
轴承可同时承受径向负荷和轴向负荷。
能在较高的转速下工作。
接触角越大,轴向承载能力越高。
那么轴承是怎么加工出来的呢?轴承制造加工基本过程(以套圈制造基本流程为重点,材料选用高碳铬轴承钢Gcr15SiMn)<1>滚动体(钢球)制造基本流程:原材料——冷镦——光磨——热处理——硬磨——初研——外观——精研<2>保持架(钢板)制造基本流程:原材料——剪料——裁环——光整——成形——整形——冲铆钉孔<3>套圈(内圈、外圈)制造基本流程:原材料——锻造——退火——车削——淬火——回火——磨削——装配汇普轴承加工流程图(1)锻造加工:锻造加工是轴承套圈加工中的初加工,也称毛坯加工。
套圈锻造加工的主要目的是:(a)获得与产品形状相似的毛坯,从而提高金属材料利用率,节约原材料,减少机械加工量,降低成本。
(b)消除金属内在缺陷,改善金属组织,使金属流线分布合理,金属紧密度好,从而提高轴承的使用寿命。
锻造方式:一般是在感应加热炉、压力机、扩孔机和整形机组成连线的设备体进行流水作业(2)退火:套圈退火的主要目的是:高碳铬轴承钢的球化退火是为了获得铁素体基体上均匀分布着细、小、匀、圆的碳化物颗粒的组织,为以后的冷加工及最终的淬回火作组织准备。
Gcr15SiMn退火基本工序:在790—810℃保温2-6h,以10—30℃/h,冷至600℃以下,出炉空冷(3)车削加工:车削加工是轴承套圈的半成品加工,也可以说是成型加工。
车削加工的主要目的是:(a)使加工后的套圈与最终产品形状完全相同。
(b)为后面的磨削加工创造有利条件。
车削加工的方法:集中工序法:在一台设备上完成所有车削工序的小批量生产。
分散工序法:在一台设备上完成某一种车削工序的大批量生产。
轴承加工工艺流程(附图)
轴承加工工艺流程(附图)轴承是当代机械设备中一种重要零部件。
它的主要功能是支撑机械旋转体,降低其运动过程中的摩擦系数,并保证其回转精度。
按运动元件摩擦性质的不同,轴承可分为滚动轴承和滑动轴承两大类。
轴承可同时承受径向负荷和轴向负荷。
能在较高的转速下工作。
接触角越大,轴向承载能力越高。
那么轴承是怎么加工出来的呢?轴承制造加工基本过程(以套圈制造基本流程为重点,材料选用高碳铬轴承钢Gcr15SiMn)<1>滚动体(钢球)制造基本流程:原材料——冷镦——光磨——热处理——硬磨——初研——外观——精研<2>保持架(钢板)制造基本流程:原材料——剪料——裁环——光整——成形——整形——冲铆钉孔<3>套圈(内圈、外圈)制造基本流程:原材料——锻造——退火——车削——淬火——回火——磨削——装配汇普轴承加工流程图(1)锻造加工:锻造加工是轴承套圈加工中的初加工,也称毛坯加工。
套圈锻造加工的主要目的是:(a)获得与产品形状相似的毛坯,从而提高金属材料利用率,节约原材料,减少机械加工量,降低成本。
(b)消除金属内在缺陷,改善金属组织,使金属流线分布合理,金属紧密度好,从而提高轴承的使用寿命。
锻造方式:一般是在感应加热炉、压力机、扩孔机和整形机组成连线的设备体进行流水作业(2)退火:套圈退火的主要目的是:高碳铬轴承钢的球化退火是为了获得铁素体基体上均匀分布着细、小、匀、圆的碳化物颗粒的组织,为以后的冷加工及最终的淬回火作组织准备。
Gcr15SiMn退火基本工序:在790—810℃保温2-6h, 以10—30℃/h,冷至600℃以下,出炉空冷(3)车削加工:车削加工是轴承套圈的半成品加工,也可以说是成型加工。
车削加工的主要目的是:(a)使加工后的套圈与最终产品形状完全相同。
(b)为后面的磨削加工创造有利条件。
车削加工的方法:集中工序法:在一台设备上完成所有车削工序的小批量生产。
分散工序法:在一台设备上完成某一种车削工序的大批量生产。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
由锻造加工工艺、压力机锻造工艺、平锻机锻造 工艺和高速镦锻机锻造工艺。 2 冷辗成型: 提高金属组织致密性,冷辗扩工艺是一种能 提高材料利用率。坚持金属流线性的先进工艺方 法,一种无屑加工方法。从理论上说,冷辗成型
的产品不需进行车削可直接进行热处理及磨削 加工。目前,冷辗扩工艺主要应用于中、小型深 沟球轴承,其主要工艺过程为: 锻造毛坯(环形)车削(除沟道)辗扩(沟及倒 角)整径-软磨两端面 产品的精度除了受设备精度影响外,采用冷
生生不息皆虚妄。妄自菲薄心凄凉。凉风入骨寒
2dh0f7c9c 查开房网站
Hale Waihona Puke 提交装配 套圈成型方法: 成型方法主要有以下几种:锻造成型、车削 成型、冷辗扩成型和冷(温)挤压成型。以上成型 方法中,目前在套圈加工中。锻造成型加工应用 最为广泛,占总生产量的 80%左右,对于一些小
生生不息皆虚妄。妄自菲薄心凄凉。凉风入骨寒
型通用类产品可以采用棒(管)料直接车削成型。 20 世纪 80 年代以来,国一些中小型企业在中小 型套圈的生产中采用了冷辗扩和冷(温)挤压成 型工艺。 1 锻造成型: 改善金属组织,通过锻造加工可以消除金属
寿命和性能有着重要的影响。
目前根据成型工艺不同,套圈制造的原材料 为圆柱形棒料或管料。滚动轴承套圈一般有以下 几种制造过程。 1 棒料)下料-锻造-退火(或正火-车削 (冷辗成型)热处理淬、回火-磨削-零件检查-
退磁、清洗-提交装配
生生不息皆虚妄。妄自菲薄心凄凉。凉风入骨寒
2 棒料、管料)下料-冷辗成型-热处理淬、 回火-磨削-零件检查-退磁、清洗-提交装配 3 管料)下料-车削成型-热处理淬、回火- 磨削-零件检查-退磁、清洗-提交装配 4 棒料)下料-冷(温)挤压成型-车削-热 处理淬、回火-磨削-零件检查-退磁、清洗-
废品退磁、清洗-轴承废品涂油包装斗成品入
库。
生生不息皆虚妄。妄自菲薄心凄凉。凉风入骨寒
由于滚动轴承的品种繁多,套圈是滚动轴承 的重要零件。使得不同类型轴承的套圈尺寸、结 构、制造使用的设备、工艺方法等各不相同。又 由于套圈加工工序多、工艺复杂、加工精度要求 高,因此,套圈的加工质量对轴承的精度、使用
内在缺陷。使金属流线分布合理,金属紧密度好。 锻造成型加工工艺广泛应用于轴承成型加工中, 可以完成从内径~20mm小型产品到外径5000mm特 大型产品的加工。罕见的锻造成型方法有:热锻 加工、冷锻加工、温锻加工,国以热锻为主。 热锻加工因其成型加工设备不同又分为:自
生生不息皆虚妄。妄自菲薄心凄凉。凉风入骨寒
滚动轴承的制造工艺之套圈成型加工:轴承 套圈成型加工的方向应该是向着金属资料利用 率高、生产效率高、成型精度高的方向发展。因 此,通过下文可知:高速镦锻技术、冷辗扩技术、 数控车削成型技术将会得到越来越多的应用。 轴承其结构型式、公差等级、资料选用、加
工方法存在差别,虽然滚动轴承类型众多。但其 基本制造过程均包含以下内容: 轴承零件制造-轴承零件检查-轴承零件 退磁、清洗、防锈轴承装配-轴承废品检查轴承
生生不息皆虚妄。妄自菲薄心凄凉。凉风入骨寒
辗扩工艺和锻造成型工艺时。还要受成型模具精 度的影响。 3 车削成型: 保守的车削成型技术是使用专用车床,轴承 行业。采用集中工序法完成成型加工。但由于该 方法所用设备调整难度大、机床精度低、资料利
用率低,因此该工艺方法正在被淘汰。 数控车削机床迅速发展并日益完善。目前, 随着科学技术的发展。一些外形复杂、精度要求 高的产品正越来越多地采用数控车削成型技术。 轴承课堂栏目。