汽车后桥主减装配工艺
装配的基本概念和装配工艺规程的制定

(一)装配的基本概念和装配工艺规程的制定◎ 1装配的基本概念1.1装配的概念任何机器(含汽车,后同)都是由若干个零件、组件和部件所组成的。
按照规定的技术要求,将零件、组件和部件进行配合和连接,使之成为半成品或成品的工艺过程称为装配。
把零件、组件装配成部件的过程称为部件装配,而将零件、组件和部件装配成最终产品的过程称为总装配。
装配不仅对保证机器的质量十分重要,还是机器生产的最终检验环节。
通过装配可以发现产品设计上的错误和零件制造工艺中存在的质量问题。
因此,研究装配工艺,选择合适的装配方法,制定合理的装配工艺规程,不仅是保证汽车装配质量的手段,也是提高生产效率与降低制造成本的有力措施。
1.2装配精度装配精度是装配工艺的质量指标。
正确地规定机器和部件的装配精度是产品设计的重要环节之一,它不仅关系到产品质量,也影响到产品制造的经济性。
装配精度是制定装配工艺规程的主要依据,也是选择合理的装配方法和确定零件加工精度的依据。
装配精度的内容包括零部件间的配合精度和接触精度、位置尺寸精度和位置精度、相对运动精度等。
1)部件间的配合精度和接触精度(1)零部件间的配合精度是指配合面间达到规定的间隙或过盈的要求。
它关系到配合性质和配合质量。
已由国家标准《公差和配合》来解决。
例如,轴和孔的配合间隙或配合过盈的变化范围。
(2)零部件间的接触精度是指配合表面、接触表面达到规定的接触面积与接触点分布的情况。
它影响到接触刚度和配合质量。
例如:导轨接触面间、锥体配合和齿轮啮合等处,均有接触精度要求。
2)零部件间的位置尺寸精度和位置精度(1)零部件间的位置尺寸精度是指零部件间的距离精度,如轴向距离和轴线距离(中心)精度等。
(2)零部件间的位置精度包括平行度、垂直度、圆轴度和各种跳动。
3)零部件间的相对运动精度这是指有相对运动的零部件间在运动方向和运动位置上的精度。
其中运动方向上的精度包括零部件间相对运动时的直线度、平行度和垂直度等;而运动位置上的精度即传动精度是指内联系传动链中,始末两端传动元件间相对运动精度。
主减速器设计说明书

摘要汽车主减速器是汽车传动中的最重要的部件之一。
它能够将万向传动装置产来的发动机转矩传给驱动车轮,以实现降速增扭。
本次设计的是有关十米高一级客车后桥主减速器设计总成。
并要使其具有通过性。
本次设计的内容包括有:方案选择,结构的优化与改进。
齿轮与齿轮轴的设计与校核,以及轴承的选用与校核。
并且在设计过程中,描述了主减速器的组成和差速器的差速原理和差速过程。
方案确定主要依据原始设计参数,对比同类型的减速器及差速器,确定此轮的传动比,并对其中重要的齿轮进行齿面接触和齿轮弯曲疲劳强度的校核。
而对轴的设计过程中着重齿轮的布置,并对其受最大载荷的危险截面进行强度校核,轴承的选用力求结构简单且满足要求。
主减速器及差速器对提高汽车行驶平稳性和其通过性有着独特的作用,是汽车设计的重点之一。
关键词:主减速器;差速器;转速;行星齿轮;传动比AbstractAutomobil reduction final drive is one of the best impossible parts in automobile gearing. It can chang speed and driving tuist within a big scope .The problem of this design is ten meters passager car reduction final unit ,it’ s properlyin common use . The design of scheme, the better design and improvement of structure ,the design and calibration of gear and gear shiftes , and the select of bearings , and also the design explain the construction of differential action .The ting of the scheme desierment main deside. The drive ratio of gear , according to orginal design parameter and constrasting the same type reduction final drive ang differential assay . It realize planet gear in the design of structure . It put to use alteration better gears transmission in the design of gear , and compare the root contact tired strength of some important gears and the face twirl tired strength . It eraphaize pay attention to the place of gears. Compare the strength of the biggest load dangraes section. It require structure simple and accord with demand in select of bearings .Key words : Reduction final , Differential , Rotational speed ,Plantet gear , Drive ratio目录摘要 (I)Abstract (II)目录 (III)第1章绪论 (1)第2章主减速器的结构形式 (2)2.1主减速器的齿轮类型 (2)2.2主减速器的减速形式 (2)2.3主减速器主、从动锥齿轮的支承方案 (2)2.3.1主动锥齿轮的支承 (2)2.3.2从动锥齿轮的支承 (3)2.3.3主减速器的轴承预紧及齿轮啮合调整 (4)第3章主减速器基本参数选择与计算载荷的确定 (5)3.1主减速器齿轮计算载荷的确定 (5)3.1.1按发动机最大转矩和最大抵挡传动比确定从动锥齿轮的计算转矩Tce .. 5T (5)3.1.2按驱动轮打滑转矩确定从动锥齿轮的计算转矩cs3.1.3按汽车日常行驶平均转矩确定从动锥齿轮的计算转矩T (6)Cf3.2锥齿轮主要参数的选择 (6)3.2.1主、从动锥齿轮齿数Z1和Z2 (6)3.2.2从动锥齿轮大端分度圆直径D2和端面模数m s (7)3.2.3主、从动锥齿轮齿面宽b1和b2 (7)3.2.4双曲面齿轮副偏移距E (8)3.2.5中点螺旋角 (8)3.2.6螺旋方向 (9)3.2.7法向压力角α (10)第4章主减速器锥齿轮的几何尺寸计算 (11)4.1锥齿轮轮齿形状的选择 (11)4.2锥齿轮的几何尺寸计算 (11)第5章主减速器锥齿轮的强度计算 (14)5.1单位齿长圆周力 (14)5.2轮齿弯曲强度 (14)5.3轮齿接触强度 (16)第6章主减速器锥齿轮轴承的载荷计算 (18)6.1锥齿轮齿面上的作用力 (18)6.1.1齿宽中点处的圆周力 (18)6.1.2锥齿轮的轴向力和径向力 (18)6.2锥齿轮轴承的载荷计算 (19)6.3锥齿轮轴承的寿命计算 (20)6.3.1 A轴承的寿命计算 (20)6.3.2 B轴承的寿命计算 (20)6.3.3 C、D轴承的寿命计算 (21)第7章齿轮材料 (22)第8章对称式圆锥行星齿轮差速器设计 (23)8.1差速器齿轮主要参数选择 (23)8.1.1行星齿轮数n (23)8.1.2行星齿轮球面半径R b (23)8.1.3行星齿轮和半轴齿轮齿数Z1和Z2 (23)8.1.4行星齿轮和半轴齿轮节锥角、模数及半轴齿轮节圆直径的初步确定 (24)8.1.5压力角α (24)8.1.6行星齿轮轴直径d及支承长度L (24)8.2差速器轮齿的几何计算 (25)8.3差速器齿轮强度计算 (26)第9章驱动桥半轴设计 (26)9.1全浮式半轴计算 (27)9.2半轴的结构设计 (27)9.2.1全浮式半轴杆部直径设计 (27)9.2.2半轴杆部设计其他要求 (27)9.3半轴的强度校核 (28)9.3.1半轴的扭转应力 (28)9.3.2半轴花键的剪切应力 (28)9.3.3半轴花键的挤压应力 (29)结论 (30)致谢 (31)参考文献 (32)第1章绪论驱动桥处于动力传动系的末端,其基本功能是增大由传动轴或变速器传来的转矩,并将动力合理的分配给左、右驱动轮,另外还承受作用于路面和车架或车身之间的垂直立、纵向力和横向力。
微轻型车后桥减速器的数字化装配技术

片调整结构是依靠差速器两端垫片对差速器轴承预
紧力 和减速器主被齿 间隙进行调整 ;调整螺母 调整 传统 的减速器 总成装配工艺方式 ,只是采用简 结构是通过差速器两端调整螺母调节差速器轴承预
图 3 减速器总成原 装配工艺流程 图
单的压力机 、 定制扭力扳手 、 风动工具和简易的 自制 紧力和减速器主被齿 间隙 。所以在装配调整螺母结
计算机 内部 自动计算 垫片厚度 值——( 艺要 工 求齿侧 间隙为 01 ~ . m, . O0 0 2 m 取间隙为 01 m : .l m)
e左 =L 左 一 L左 一 0. 11; e右 =L 右 一 L有 一 0. 1 1。
件 装 齿组 锁 螺 鱼 主 组 l l 主 轴 环、 配主 件。紧 母。 括 齿 压装 齿 承内 压 到主 轴 母 垫 将 螺 预 l l 监 锁紧 上 及 片,锁紧 母 拧 压力 控) 齿努
摘 要: 介绍 了主减速器的结构特征 、 减速 器及 差速 器传统装配工艺分析及数 字化装 配的工 艺过程 , 出了数字化 主减 指 速 器装 配线投产 以来所取得 的成效以及 给企 业带来的经济效 益和社会效 益。 关键词 : 差速 器装 配; 主减速器装配 ; 配工艺; 字化 装 数
中图分类号 : 4 32 8 U 6 .1
1
减速器的结构及装 配要点
11 减速 器 的分 类 .
a) b) 主减速器的减速形式可分为单级减速 、双级减 ( 调 整螺母调整结构减速器 ( 垫 片调整 结构减 速器
速、 双速减速 、 单级贯通 、 单级或双级减速配 以轮边 . 减速等。减速器形式 的选择 ,主要是取决于 由动力 12 减速 器 的支 承 结构 方式 减速器 中主动锥齿轮的支撑结构 , 主要分为悬臂 性 、燃料经济性等整 车性能所要求的主减速 比的大 小及驱动轮桥下的离地间隙、驱动桥 的数 目及布置 式结构及骑马式支承结构。悬臂式结构的齿轮是 以其 轮 齿 大 端一 侧 的轴 颈悬 臂 式 地 支 承于 一 对轴 承 的外 形式等。 侧。装于轮齿大端一侧轴颈上的轴承多采用两个可以 柳州五菱汽车工业有限公司生产 的主减速器为 预警以增强支承刚度的圆锥滚子轴承 , 中位于驱动 其 单级 主减速器 , 所用 齿轮采用 “ 格里森” Ges ) ( l o 制 an 桥前部的通常称为主动锥齿轮前轴承 , 其后部紧跟齿 的准 双 曲 面齿 轮 ,主被 齿 齿轮 安 装 结构 采 用 下偏 置 轮背面的那个称为主动锥齿轮的后轴承。 式, 这样 可以减低汽车底盘结构传动轴 的安装 高度 , 骑 马式 支 承 结 构 的特 点 是在 主动 锥 齿 轮 的两 端 可以提高行车稳定性 , 其主要有两种结构 , 即垫片调 均有轴承支承, 这样可大大增加支承刚度 , 又使轴 承 整结构 和调整螺母调整结构。对于前者 , 主要是通过 负荷减小, 齿轮啮合条件改善, 因此齿轮 的承载能力 差速器两端垫片选择来保证减 速器总成的主被齿间 高于悬臂式。数据研究表明, 当主动锥齿轮采用骑马 隙和总成 回转力矩 , 这种减速器主要用于五菱之光 , 式支承时 , 它的支承刚度壳大大增强。同时轴 的偏转 五菱鸿途等系列微车 。后一种减速器是我们公 司新 角较悬臂式支承时 , 大为减小 , 约较小到悬臂式支承 近开发批量生产 的调整螺母 调整结构式减速器 。它 的 1 0以下 。而主动锥齿轮后轴承的径 向负荷 比悬 / 3 的主要结构是利用差速器两端 的调整螺母来调节减 臂式 的要减小至 1 — /。齿轮承载能力较悬臂式可 / 1 7 5 速器总成 的主被齿间隙和总成回转力矩。这种减速 提高 1% 0 左右。 该结构 比较复杂 , 适用于传递较大扭
汽车装配与调试驱动桥总成分装作业指导书3.4.1 作业指导书

后桥总成分装作业指导书☞任务目标与要求●小组成员分工协作,利用汽车维修手册及实训资料,依据任务工作单分析制定工作计划,并通过小组自评或互评检查工作计划。
●认识汽车后桥总成的整体结构,理解后桥总成主减速器、差速器、半轴与桥壳等主要零部件的功用以及安装位置。
●完成后桥总成分装的装配过程并能正确使用相关后桥专用拆装工量具。
☞注意事项●在任务实施过程中严格遵守相关实验实训制度和规范的要求,注意职场健康与安全需求,做好废料的处理,并保持工作场所的整洁。
实施步骤☞准备工作●根据工作任务,在老师的指导下先进行分组;●小组接受工作任务,准备实训车辆、拆装工具、扭力扳手、维修手册、等配套器材,清理场地、做好实施准备工作;●组长带领组内成员阅读任务工单,查阅实训汽车维修手册、互联网、指导书或相关学材等,认真讨论,制定工作计划,合理分工,并检查计划有效性;☞实施步骤1、依照制定工作计划的引导,观察认识所用汽车后桥总成的组成,查找各主要部件的安装位置,并填写任务工单。
2、合理选择工具,并正确使用各类工具完成汽车后桥总成的拆装过程。
拆装过程中,请参考维修手册,严格按照相关技术标准和要求完成装配任务。
3、以下为一般汽车后桥总成分装线标准工序如下:(1)、清洗桥壳(2)、桥壳上线确认桥壳总成型号与速比等相关信息(3)、装吊减速器确认减速器是否与桥壳总成型号一致(4)、装拧紧减速器螺栓拧紧螺栓到工艺文件规定的扭力值后打色标(5)、涂胶、装后盖(6)、装后盖螺栓并拧紧到规定值(7)、装左右制动器(8)、拧左右制动器螺栓到规定扭力值(9)、装左右制动器凸轮(10)、装左右半轴确认半轴与桥型匹配一致,确认装配后半轴轴向间隙符合工艺卡片规定值(11)、调整左右制动间隙(12)、对桥总成进行试漏检测主要是对桥内充规定压力的气体,不漏气为合格(13)、对后桥进行简单磨合试验主要检验后桥总成实际工作情况的问题(14)、后桥总成下线主要检测后桥的外观合格情况☞评估总结●回答指导教师提问并接受指导教师相关考核;●对本次任务完成过程及效果进行自我评价和小组互评,填写任务工作单;●清洁工作场所,清点归还相关工具设备,完成本次任务。
汽车后桥主减轴承盖和减速器壳新型连接结构的设计研究
主要 缺点 : i )由于需 要 圆柱销 限位 , 所 以主减 速 器壳 和 轴 承盖上 的孔径 精度要 求高 , 加工不便 ; 2)为便 于装 配 , 主减速器 壳 和轴 承盖 的销 孑 L
图1 主减速器壳和轴承盖的连接示意图
距离精度要求高, 加工精度难 以保证 ;
3 4 技 术纵 横
轻 型汽 车技 术
2 0 1 3 ( 3) 总 2 8 3
采用喷丸强化工艺提高汽车后桥 主被动 齿轮疲劳寿命
宋怀兰 宋加伟 郑亚冰 王 国林 黄卫祥
( 南京依 维柯 汽车有 限 , 厶 \ 司)
摘
要
某轻 型 汽车 随发 动机 动 力的提 升 , 原配后桥 主被 动齿 轮 疲 劳寿命 不能 满足设 计要 求。 针 对 这一 问题 , 本文提 出采 用喷 丸强4  ̄ - r - 艺提 高齿轮 的承载 能 力 , 制定 了
2 产 品介 绍
主减 速 器壳 总 成机 械 加工 过 程 的描 述 : A、 先 后完 成左 、右 轴承 盖和减 速器壳 各 零件 的加 工要 求; B、将加 工后 的轴承 盖 和减速 器壳通 过 专用工 具和 工装用 连接 螺栓完 成装 配 ; C 、将装 配 完成 的
主减 速器 壳总成 ,再 通过 机械加 工 的方式 完 成轴
素 ,造 成疲 劳失 效 的变载荷 峰值 通常 远小 于静 态 破 坏分 析得 到的 “ 安全 ” 载荷。 驱动桥作 为汽 车最 重要 的承载 部件 之一 ,无 时无刻 承受 着不 同形 式
度 H R C 5 8 ~6 4 , 有 效 硬 化层 深 度 ( 齿 面处 ) 1 0~
1 . 4 m m, 心部硬 度 ( 在 1 / 3 齿 高处 ) : HR C 3 0~ 4 5 。 1 - 2 齿轮 疲劳寿 命试验 该 车型配 备 4 9 0发动 机传 递至后 桥输 入扭 矩
后桥拆装
后桥的构造与拆装1、能叙述后桥的功用、组成和分类;2、识别后桥的主要零件,并叙述其主要作用;3、规范地进行后桥的拆装。
一辆江淮和悦轿车,在车速接近60km/h收回油门时,后桥处有不正常的“呼隆、呼隆”声,并感到后桥有抖动现象。
经维修人员检查,初步判定该车后桥半轴套管弯曲变形所引起。
需对半轴套管进行修复。
理论知识回顾1. 后桥概述后桥,就是指车辆动力传递的后驱动轴组成部分。
它由两个半桥组成, 可实施半桥差速运动。
同时,它也是用来支撑车轮和连接后车轮的装置。
如果是前桥驱动的车辆,那么后桥就仅仅是随动桥而已,只起到承载的作用。
如果前桥不是驱动桥,那么后桥就是驱动桥,这时候除了承载作用外还起到驱动和减速还有差速的作用,如果是四轮驱动的,一般在后桥前面还配有一个分动器。
后桥分为整体桥和半桥。
整体桥配非独立悬架,如板簧悬架,半桥配独立悬架,如麦弗逊式悬架。
车桥分类根据车桥的作用不同,车桥可分为驱动桥、转向桥、支持桥、转向驱动桥。
后桥分类根据桥的悬架不同,分为整体式a)和断开式b)。
整体式整体桥配非独立悬架,如板簧悬架。
断开式断开式配独立悬架,如麦弗逊式悬架。
工作基本原理发动机传出动力到变速箱,通过变速到后桥大齿盘上。
差速器是一个整体,里面是:上下有小齿盘中间有十字柱上面带两个小行星的齿轮〔起到转弯调速作用〕差速器是立着放的,两边有两个小圆洞,上面有滑键,咱们常说的半柱就是在这里面插着,走直线的时候十字柱不动,转弯的时候十字柱动起来调整两边轮胎的转速,来提高汽车在转弯时候的机动性!格尔发载重汽车的后桥为驱动桥,其主要作用是:(1) .将发动机发出,由离合器、变速箱和传动轴等传来的动力通过减速器,使其转速下降,扭矩增大,并将这一力矩通过半轴传给驱动轮;(2) •承受汽车后轴的负荷;(3) •通过钢板弹簧把路面的反力和反力矩传给车架;(4) •汽车在行驶时,后轮制动器起主要的制动作用,并且在驻车时,后轮制动器产生驻车制动。
汽车后桥组装过程主要装配

汽车后桥组装过程主要装配汽车的驱动桥主要由主减速器、差速器、半轴和驱动桥壳组成。
万向传动装置传来的动力依次经过主减速器、差速器和半轴最后传给驱动轮。
主减速器可以降低转速、增加扭矩、并改变转矩的传递方向,以适应汽车行驶的方向。
差速器的功用是在必要时可使汽车两侧的车轮以不同的转速旋转,以适应汽车转弯及在不平道路上行驶。
半轴的功用使将扭矩从差速器传到驱动轮。
桥壳用以支承汽车的部分重量,并承受驱动轮上的各种作用力,同时它又是主减速器、差速器等传动装置的外壳。
驱动桥的分解图如下图1-1所示:图1-1 驱动桥减速器与差速器的分解图 2. 差速器总成结构图与装配工艺图1-2 差速器总成装配图装配工艺过程如下:1.装配行星齿轮、半轴齿轮以及十字轴;2.行星轮轴锁销孔铆接;3.安装被动闪齿轮,并拧紧被动闪齿轮上装配的螺栓。
3(主减速器总成结构图与装配工艺1.动锥齿轮2.轴承座3.油封4.凸缘5.锁紧螺母6.上圆锥滚子轴承7.调整垫片 8.隔套 9.下圆锥滚子轴承图1-2 主动锥齿轮总成装配图其装配工艺过程如下:? 将上、下滚子轴承外圈压入主减壳中,其配合关系为过盈配合。
? 将下滚子轴承内圈压入主轴,其配合关系为过盈配合。
? 依次装好隔套、上滚子轴承内圈、凸缘、垫片、锁紧螺母。
? 对锁紧螺母施加拧紧力矩M1,其大小在230N?m-260N?m之间。
4.后桥主减总成工艺装配后桥主减总成装配工艺如下:1.装配行星齿轮、半轴齿轮以及十字轴,并通过销孔对十字轴进行固定2.安装被动闪齿轮,并拧紧被动闪齿轮上装配的螺栓3.将主动锥齿轮上的滚子轴承外圈压入主减壳中,其配合关系为过盈配合。
4.将下滚子轴承内圈压入主轴,并依次装好隔套、上滚子轴承内圈、凸缘、垫片、锁紧螺母。
5.最后将差速器总成通过轴承装配到减速器壳体上。
K203底盘中后桥主减速器及差速器的装配与调整

按 顺序 和 方 向装 上轴 承盖 、轴 承外 套 及 调 整螺 母 ,注意 不要 将 调整 螺 母螺 纹上 偏 ,要 多 旋 进 旋 出 几 次 , 防 止 损 坏 螺
纹 。对 于 以上 各部 件 固 定螺 栓可 以 按附 图一所 示扭 矩进 行 紧 固 。
轮 上 ( 意 不 要 忘 装 套 环 ) 锁 好 卡 注 ,
装好 主 动齿 轮后 ,要测 定 主 动齿 轮 轴承 的预压 ,对主从 动齿轮轴 承预 紧 ,可
( 齿 )的 齿 中 间 。然 后 转 动 主 动 小 齿 盆 轮 法 兰盘 几 圈 ,铅 片被 压 出 的厚度 可 以
近 似 看作 齿轮 啮 合 的间 隙 。我 们认 为这 个 间隙在 0. mm 最 合适 。( 准为 0. 4 标 3 mm~0 4 . 1mm)若间隙超过 0 4 .mm,则 旋 进 被动 齿 ( 齿 )后 面 的调 整螺 母几 盆 圈 ,同时 被 动齿正 面 调 整螺 母也 要相 应 旋 出几圈 。若 间隙小于 0. mm,则 与上 4 面的 调整 方 法相 反 。 4 2 面接触情况的测定 与调 整 .齿
维普资讯
主减速器及差速器的装配与调整
康 国 大庆石 油管理局钻井二公 司 13 0 00 6
机千 斤 ,调 整车 身高 度 ,缓慢 平 稳地 取
本文讲述 了采用 K 0 2 3底 盘的汽车起 重机 中后 桥主 减速 器及差速 器的装 配 与调 整 方法 ,重
点蚀 及剥 落 、减 速齿轮 轴 承损 坏 、差 速 齿 轮打 坏 。针对 不 同情 况 ,我们 采取 了 更换 主 从动 齿轮 副 、轴 承的 办法 进行 修
3 主减速器及差速器的组装 .
3. 1主动齿轮 ( 角齿 )组装
汽车制造工艺装配工艺

收集信息
1-后桥壳;2-差速 器壳;3-差速器行 星齿轮;4-差速器 半轴齿轮;5-半轴; 6-主减速器从动齿 轮齿圈;7-主减速 器主动小齿轮
9
收集信息
(2)断开式驱动桥 驱动桥采用独立悬架,即主减速器壳固定在车架上,两侧
的半轴和驱动轮能在横向平面相对于车体有相对运动的则称 为断开式驱动桥
10
40
谢 谢!
41
汽车制造工艺简介
42
汽车制造工艺简介
43
工艺基础:概念
44
工艺基础:概念
45
车身制造四大工艺定义及特点
46
冲压工艺
47
冲压工艺
48
49
50
51
52
53
54
55
56
57
58
59
60
61
62
63
64
65
66
67
68
69
(5)装上控制臂:放上控制臂到纵梁内侧及控制臂固定支 架中,用螺栓、螺母松装,用手动定扭扳手紧固
装上控制臂:用螺母及螺栓装上控制臂到前桥 装下控制臂到前纵桥:用螺母及螺栓松装下控制臂到前 纵梁上的安装支架 装前减震器下端到前桥:放前减震器到前桥的减震器规 定支架上,用2个螺钉及2个螺母紧固到规定扭矩
装上控制臂:用螺母及螺栓装上控制臂到前桥 装下控制臂到前纵桥:用螺母及螺栓松装下控制臂到前纵梁 上的安装支架。
装前减震器下端到前桥:放前减震器到前桥的减震器固定 支架上,用2个螺钉和2个螺母紧固到固定扭矩。
装前稳定杆到前桥:放前稳定杆上的连杆到前桥用2个螺 母和2个螺栓紧固到规定扭矩。
29
制定计划
13
收集信息
汽车后桥主减速器及差速器总成

汽车后桥主减速器及差速器总成发展概况:03年中旬,为开拓生产经营,齿轮厂的产品结构发生了重大变革,由原来的齿轮加工专业厂,向齿轮变速箱和汽车后桥等总成产品发展。
特别是随着汽车产品和农用汽车的迅猛发展,给齿轮厂发展汽车后桥主减速器总成提供了商机,具有广泛的销售市场,另外主减速器总成的开发又可拉动齿轮厂汽车盆角齿轮的生产销售。
因此厂部决策引进东风型汽车后桥主减速器及差速器总成技术,大力发展汽车后桥主减速器总成产品,通过几年来的努力,我们先后开发了8大系列近40个品种的主减速器总成,形成了大规模系列化生产。
并取得了显著的成绩,现年均产销量两万多台,产值3000万元左右。
一、汽车后桥主减速器的功用:汽车后桥(也叫驱动桥),是汽车传动系的最末端(如下图示)。
它一般由主减速器、差速器、半轴和驱动桥壳等零件部件组成。
驱动桥的基本功用是增扭、降速,驱动桥不仅是汽车的动力传递机构,而且也是汽车的行走机构,还起着支承汽车荷重的作用。
其中主减速器又称主传动器,它是汽车驱动桥的核心部分,其基本功用是将发动机发出的扭矩传给驱动轮,实现降速增扭,以保证汽车行驶时具有足够的驱动力和适当的速度。
由于绝大多数汽车的发动机是纵向布置的,主减速器还具有改变扭矩90°(因主、从动锥齿轮的夹角为90°)的作用,使之与驱动轮的旋转方向一致。
二、汽车后桥主减速器的分类1)按减速齿轮副数可分为单级主减速器(采用螺旋锥齿轮,如EQ140、EQ1061)和双级主减速器(第一级采用螺旋锥齿轮,第二级采用圆柱齿轮,如CA141、Fiat682N2)。
2)按主减速比的变化分为速比不变的单速主减速器和速比变化的双速主减速器。
3)按位置分为中央主减速器和轮边减速器。
如装载机桥、压路机桥和斯太尔桥都带有轮边减速器。
增加轮边减速器的目的是:在不加大主减速器尺寸的情况下获得较大的传动比和较大的扭距。
三、主减速器用锥齿轮的类型:1、主减速器的齿轮是弧齿锥齿轮(又叫“螺旋锥齿轮”)。
汽车装配工艺技术

3、装配的紧固性。凡是螺栓、螺母、螺钉等件必须 达到规定的扭矩要求。应交叉紧固的必须交叉紧 固,否则会造成螺母松动现象,带来安全隐患。 螺纹联接严禁松动现象,不过,过紧会造成螺纹 变形、螺母卸不下来。 4、装配的润滑性 按工艺要求,凡需润滑的部位必须加注定量的润 滑油或润滑脂。对发动机来说,如果润滑油过少 或漏加,发动机运转起来,很快会造成齿轮磨损 或拉缸现象,直到整机损坏;加注过多,发动机 运转时润滑油很容易窜到燃烧室、燃烧后产生积 碳;因此加油量必须按工艺要求执行。
13、加注油料。 给油箱加注柴油,中后桥减速器加注润滑油, 两边轮毂加注润滑油,注意加注油料是应按照工 艺要求加注,不能多加或者少加。最后,做好加 油标记,涂抹绿漆。 14、分装及安装翼子板。 根据工艺要求分装好翼子板,然后把翼子板安装 到翼子板支架上面,打紧螺栓。在安装过程中要 保护翼子板漆面不得有磕碰、划伤。牵引车安装 侧标志灯。
七、装配的注意事项 1、对于长圆孔连接件,一般要加平垫片,且 平垫片放于长圆孔一侧。 2、对于超过四个孔的连接件,需进行对角紧 固,最先紧固的螺母最后还应复紧。 3、对于圆孔与长圆孔同时存在的件,应先紧 圆孔端,后紧长圆孔端。 4、为保证整车美观性,管束与电线束应避免 交叉。 5、管线束过梁或者与梁接触时,必须用护套 和蛇形护套。
3、装贮电瓶箱 安装电瓶箱总成时 检查贮气筒油漆质量、不得 有漏漆、划漆、凸焊螺母焊缝平整、贮气筒不得有 明显缺陷。 4、连接传动轴于后桥减速器上。检查传动轴油漆无 划伤,将传动轴凸缘上的孔与后桥减速器凸缘上的 孔对准,从传动轴方向穿入螺栓、套上弹簧垫
圈、扭紧螺母。
5、翻转底盘 首先把吊链从后桥下面穿过去并固定在另一侧 的吊链上面;将翻转底盘夹具夹在车架前端,打紧 螺栓,操纵设备翻转底盘、翻转后取下夹具及吊链。
汽车后桥主减速器支撑轴承固定方式分析
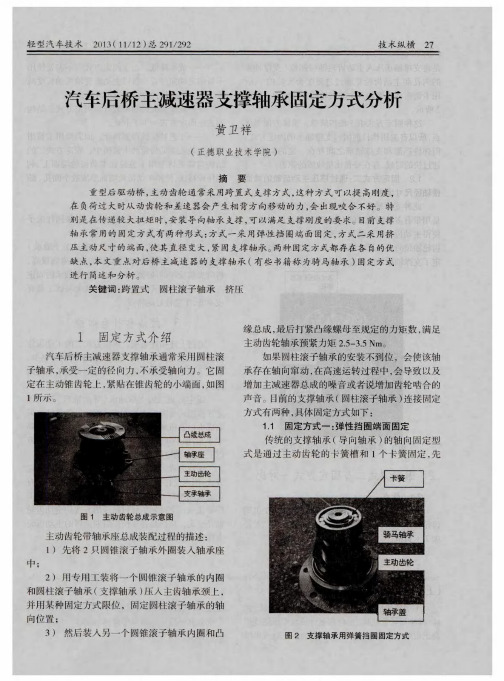
卡簧 固定轴 向位 置 ,所 以主动齿 轮轴 颈 的长度 减 少了, 这 样材料 有所减少 , 成本 降低 ;
— —
用卡簧钳将卡簧装入主动齿轮的卡簧槽 中,如图
2所示 。
减 少装 配件 品种数 量 。固定 方式二 结 构
这 种 固定 方式 由于操 作 简单 ,维修 方便 等优 点, 所 以普遍用 作 目前 国 内支 撑轴 承 的固定方 式 , 但 弹性 挡 圈 和支 撑 轴 承之 间存 在一 定 的 间 隙 , 转 速 过快 的时候 , 存 在 噪音质量 故障 的隐患 。
使用的工况 , 正常使用支撑轴承的使用寿命很高 ,
售 后失效 反馈 的故 障很低 。所 以支 撑轴 承 的固定
方 式二 比固定 方式 一在 同样保 证装 配基 础上 具有 成 本低 , 工 艺性好 的特点 。
3 经 济和 社 会 效 益
通 过上 述描述 表 明 ,固定方式 二 的主 动齿 轮 的轴径 长度 比固定 方式 一要 短 , 所采 用 的材 料少 , 满 足了轻量 化 的设 计 理念 ,很好 的实 现 了节能 减
排。
固定方 式 二 的支 撑 轴 承 ( 导 向轴 承 ) 轴 向 同
定 连接 型式与 固定 连接方 式一 相 比 ,就 零件 的采 购成 本 以及机 械加 工 的制 造成 本 ,单 台份可 以 降
图 3 支 撑轴 承通 过挤 压 的 固定 方式
本 4元 , 如果年 产量 在 l 0万 以上 , 降本额 在 4 0万 以上 , 降本 的空 间及利润 非常可 观 。
用压床 挤压 , 使 得 主动齿轮端 面形成 数个 圆孔 。 随 之装 配节拍 也有所 降低 。
2 _ 2 缺点
— —
驱动桥主减速器总成结构优化及过程控制方案探讨

到齿面出现点蚀或者轴承滚珠压痕等问题存在。
2.主减速器总成漏油 主减速器总成漏油主要出现在主齿油封处以及主 减速器总成法兰面与桥壳安装面结合位置。拆解故障 主减速器总成可以看到油封唇口异常磨损现象。
汽车技术 | Auto Technology
陆安平 汽车
在汽车后驱动桥售后故障件中,最为突出的故障件就是主减速器总成。主减速器总成常见失效模式有总 成异响和总成内零部件烧蚀、损坏。从整车角度分析,失效后果可分为异响(影响驾驶舒适性)以及传动功能 失效两大类。经过对主减速器总成专项分析整改,取得了一定的整改效果。
结语
通过对某国产手动变速器总成六挡噪声大问题的
分析,发现并解决了从动六挡齿压装完后端面跳动不
合格的问题,即:设备压头磨损严重,端面不平整,
在压装过程中不能保证从动六挡齿完全装配到位,存
在端面跳动不合格的情况,从动六挡齿端面跳动不合
格导致F 、F 超差,变速器总成在校验六挡过程中出现
p
r
噪声大的情况。
结语
主减速器总成故障是驱动桥最为突出的售后问 题,提升主减速器总成的结构刚性、稳定性,提升主 减速器总成的生产过程控制,是解决主减速器总成质 量问题的关键。 参考文献 [1] 姜维春.汽车后桥主减速器异响分析与改进[J].汽车
零部件,2008(9):94-95. [2] 徐海军,李海建,刘峰,等.后桥总成啸叫噪声问
[2] 张展.齿轮传动的失效及其对策[M].北京:机械工业 出版社,2011.
[3] 孙恒,陈作模,葛文杰.机械原理[M].北京:高等教 育出版社,2010.
485后桥装配指导
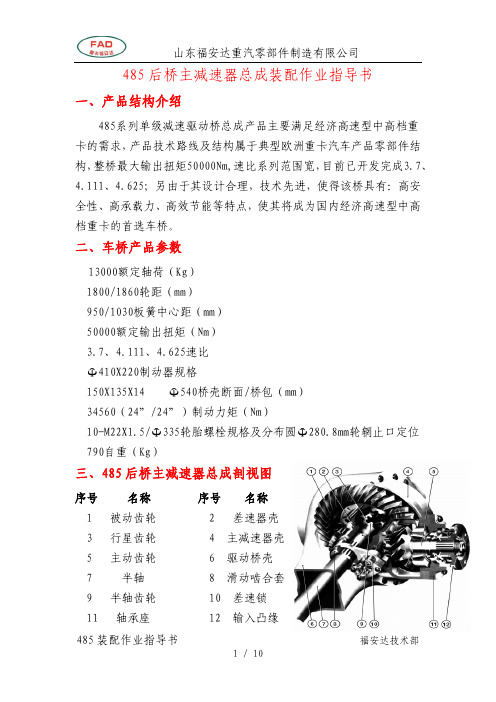
485后桥主减速器总成装配作业指导书一、产品结构介绍485系列单级减速驱动桥总成产品主要满足经济高速型中高档重卡的需求,产品技术路线及结构属于典型欧洲重卡汽车产品零部件结构,整桥最大输出扭矩50000Nm,速比系列范围宽,目前已开发完成3.7、4.111、4.625;另由于其设计合理,技术先进,使得该桥具有:高安全性、高承载力、高效节能等特点,使其将成为国内经济高速型中高档重卡的首选车桥。
二、车桥产品参数13000额定轴荷(Kg)1800/1860轮距(mm)950/1030板簧中心距(mm)50000额定输出扭矩(Nm)3.7、4.111、4.625速比Ф410X220制动器规格150X135X14 Ф540桥壳断面/桥包(mm)34560(24”/24”)制动力矩(Nm)10-M22X1.5/Ф335轮胎螺栓规格及分布圆Ф280.8mm轮辋止口定位790自重(Kg)三、485后桥主减速器总成剖视图序号名称序号名称1 被动齿轮2 差速器壳3 行星齿轮4 主减速器壳5 主动齿轮6 驱动桥壳7 半轴 8 滑动啮合套9 半轴齿轮 10 差速锁11 轴承座 12 输入凸缘四、485后桥主减速器总成爆炸图1、凸缘螺母 8、主减速器壳2、凸缘 9、差速器壳3、轴承座 10、圆锥滚子轴承4、主动锥齿轮 11、调整螺母5、圆柱滚子轴承 12、差速锁啮合套6、差速锁控制零件 13、轴承盖7、调整垫片 14、被动齿轮五、485后桥主减速器总成装配流程(一)安装主动锥齿轮及轴承座总成将所需的各零部件清理干净,并检查是否合格,合格件将进行下面的操作1、组装主动锥齿轮及轴承座总成1.1、用专用工具把内、外轴承的外圈压进轴承座。
(如右图)1.2、把内圆锥滚子轴承的内圈加热到120℃到150℃,然后把它放在锥齿轮上,等冷却后,把轴承座扣装到齿轮轴上。
(如图)1.3、把主动锥齿轮调整垫片放入齿轮轴颈部位一边慢慢转动轴承座,一边给外轴承座涂抹润滑油,把冷却下来的外圆锥滚子轴承内圈推进去,把凸缘和螺母安装在合适位置,调整轴承预紧力(如图)。
后桥主减速器总成分解图示表

1
31
EQ153-2402N-383
止动片
2
22
EQ153-2402N-381
调整螺母
2
Q150B1020
螺栓
4
23
7518E
差速器轴承
2
Q40310
弹簧垫圈
4
24
EQ153-2402N-345
行星齿轮
4
25
EQ153-2402N-346
行星齿轮支承垫圈
4
1
28
EQ153-2402N-331
十字轴
1
Q43135
弹性挡圈
1
29
EQ153-2402N-318
差速器右壳
1
20
EQ153-2402N3-025
主动锥齿轮
1
Q151B1680TF2
螺栓紧固差壳
12
21
EQ153-2402N-115
主减速器壳
1
30
EQ153-2402N-117
轴承盖
2
EQ153-2402N-110
轴承盖螺栓
4
Q5006350
开口销
1
Q40522
弹簧垫圈
4
7
EQ153-2402N-071
平垫圈
1
17
EQ153-2402N-317
差速器左壳
1
中信机电车桥有限责任公司
后桥主减速器总成分解图示表
3、分解图
4、序列号零件名称
标号
产品图号
产品名称
数量
标号
产品图号
产品名称
数量
EQ153-2402N-315
12
汽车主减速器的装配与调整毕业论文

汽车主减速器的装配与调整毕业论文毕业设计(论文)标题:汽车主减速器的装配与调整学生姓名:向崇坤系部:机电工程系专业:汽车制造与装配班级:汽制1102班指导教师:李湘湖南汽车工程职业学院教务处制目录摘要 1引言 2第1章绪论 21.1 主减速器的由来 21.2主减速器的作用 21.3主减速器的种类 3第2章主减速器的装配 52.1 主减速器装配技术要求52.2 主减速器装配过程 5第3章主减速器的调整73.1主减速器调整的项目内容73.2 主减速器的调整原则73.3 主减速器的调整7第4章 EQ1090型汽车主减速器的调整方法 94.1 主动锥齿轮轴承预紧度的调整104.2 从动锥齿轮轴承预紧度的调整114.3 主、从动锥齿轮啮合间隙的调整124.4 主、从动锥齿轮啮合印痕的调整124.5 从动锥齿轮支承螺柱的调整14结论15参考文献16致谢17摘要本文针对主减速器的主、从动齿轮轴承预紧度、啮合印痕、啮合间隙的装配与调整进行阐述;以便在使用和装配过程中,有一个正确的方法,从而提高减速器装配调试水平,提升汽车的安全性、使用性及燃油经济性,增加汽车的使用寿命,减少噪音。
【关键词】主减速器;装配;调整引言近年来微轻型车在市场和国家政策的拉动下,整个行业得到了迅速地发展,从而对汽车主减速器的装配质量和装配工艺要求也越来越高。
后驱动桥是汽车除发动机之外最重要的零部件,而减速器又是后驱动桥总成中最重要的零部件,减速器装配调试水平的高低直接影响汽车的燃油经济性、噪声、使用寿命及可靠性。
然而只注重结果不注重过程是目前国内微轻型汽车装配理念的诟病,受传统装配理念的影响,国内的大部分汽车零部件厂商只重视装配后的检验。
而做好装配整个过程的控制才是完整的装配质量控制理念。
第1章绪论1.1 主减速器的由来汽车正常行驶时,发动机的转速通常在2000至3000r/min左右,如果将这么高的转速只靠变速箱来降低下来,那么变速箱内齿轮副的传动比则需很大,而齿轮副的传动比越大,两齿轮的半径比也越大,换句话说,也就是变速箱的尺寸会越大。
汽车装配工艺介绍
汽车装配工艺1.汽车装配生产线工艺流程2.汽车装配生产线主要设备与工艺装备3.汽车装配技术发展趋势一、汽车装配生产线工艺流程一条或多条高效率的装配线,以求能达於经济产量,降低单位成本,进而增强竞争的能力。
汽车装配生产线工艺流程如下:1)首先是利用冲床将钢板压成车的外壳,这是汽车制造中非常重要的步骤,它涉及汽车的线型设计及模具的冲压设计。
2)通常都预将车体倒转,进行焊接。
3)完成初步焊接后,再将车体扶正,加装车门及车盖。
4)设法除去车壳上各块钢板的毛边与暗号,并将底盘预作防锈处理,以便进行车体的喷漆,这些是车体部分的制造概略过程。
5)接著要装配大梁、防震、传动以及引擎等系统,这些部分可以说是汽车的内脏,非常重要;尤其是引擎,更可说是汽车的心脏。
如果一个国家的汽车工业无法完全独立自主地完成引擎的设计与制造,那就表示这个国家的汽车工业还没有生根。
6)将车体由上而下吊装於其上,构成汽车的雏型。
7)接着是是汽车内部的装潢,包括玻璃、雨刷、车座等,另外再加装散热器(水箱)、油压系统、燃料系统以及车轮等。
8)为了保证车厂的信用与消费者的基本安全,还必须进行一系列的试验,汽车才可以出厂。
这些试验包括了滚桶(roller)模拟试验、防漏试验以及路试等项目,试验的主旨在於测试引擎、传动系统、操纵杆、刹车、灯光及车体测漏等性能。
二、汽车装配生产线主要设备与工艺装备汽车装配生产线,一般是指由输送设备(空中悬挂输送设备和地面输送设备)和专用设备(如举升、翻转、加注设备、助力机械手、检测、螺栓螺母的紧固设备等)构成的有机整体。
1.输送设备。
输送设备有刚性和柔性两类。
刚性输送设备主要有板式输送带、普通悬挂输送机等,这类设备国内完全能够制造生产,并且质量可靠。
柔性输送设备分三种:第一种是整车柔性输送设备、积放式悬挂输送机和自行葫芦输送机,这种设备在80年代末我国一些设备生产厂引进了国外先进技术,因此,这种设备目前国内能够制造并且质量可靠;第二种是发动机、变速器、前后桥等大总成柔性输送设备(中型非同步输送线),这类设备国内能够设计制造,但质量不过关,设备寿命短;第三种是空气滤清器、减振器、微电机等零部件柔性输送设备(轻型非同步输送线)。
驱动桥及轮边减速器设计
摘要汽车后桥是汽车的主要部件之一,其基本的功用是增大由传动轴或直接由变速器传来的转矩,再将转矩分配给左右驱动车轮,并使左右驱动车轮具有汽车行驶运动所要求的差速功能:同时,驱动桥还要承受作用于路面和车架或承载车身之间的铅垂力、纵向力,横向力及其力矩。
其质量,性能的好坏直接影响整车的安全性,经济性、舒适性、可靠性。
本文认真地分析参考了天龙重卡300双驱动桥,在论述汽车驱动桥运行机理的基础上,提练出了在驱动桥设计中应掌握的满足汽车行驶的平顺性和通过性、降噪技术的应用及零件的标准化、部件的通用化、产品的系列化等三大关键技术;阐述了汽车驱动桥的基本原理并进行了系统分析;根据经济、适用、舒适、安全可靠的设计原则和分析比较,确定了重型卡车驱动桥结构形式、布置方法、主减速器总成、差速器总成、半轴、桥壳及轮边减速器的结构型式;并对制动器以及主要零部件进行了强度校核,完善了驱动桥的整体设计。
通过本课题的研究,开发设计出适用于装置大马力发动机重型货车的双级驱动桥产品,确保设计的重型卡车驱动桥经济、实用、安全、可靠。
关键词:驱动桥主减速器差速器轮边减速器-I-AbstractDrive axle is one of the most important parts of automobile. The function is to increase the torque from drive shaft or from transmission directly, and then distribute it to left and right wheels which have the differential ability automobile needed when driving. And the drive axle has to support the vertical force, longitudinal force, horizontal force and their moments between road and frame or body. Its quality and performance will affect the security, economic, comfortability and reliability.This article analyzes and refers to the drive axle of Tianlongtruck and the 300 drive axle of Hyundai seriously. Through the study of this topic, we can design the single driving axle devices that apply to the heavy truck with high-powered engine, and make sure the drive axle we design of heavy truck economic, practical, safe and reliable. On talking about the running principal of driving axle ,the three key techno ledge about vehicle traveling on the ride and through, and noise reduction technology applications and the standardization of parts, components of the universal, Products such as the serialization that we should master to meet, it describes and has a systematic analysis on the basic principles of viecle drive axle.According to the design principles and analysis and comparison of economy, application, comfortability, safety and reliability , the heavy truck drive axle structure, layout ways, and the final drive assembly, differential assembly, the bridge case and axle structure can be determined; and the strength checking of brake parts, as well as major-II-components improves overall design of the driving axle.Through the study of this topic, we can design the single drive axle devices that apply to the heavy truck with high-powered engine, and make sure the drive axle we design of heavy truck economic, practical, safe and reliable.Keywords:Heavy truck Drive axle Final drive Differential-III-目录摘要.............................................................I Abstract..........................................................II 第1章绪论........................................................1第2章贯通桥主减速器设计.........................................22.1 主减速器的结构形式........................................22.1.1 主减速器的齿轮类型...................................22.1.2 主减速器的减速形式...................................32.1.3 主减速器主从动锥齿轮的支承方案.......................42.2 主减速器基本参数选择与计算载荷的确定......................52.2.1 主减速器齿轮计算载荷的确定...........................52.2.2 锥齿轮主要参数的选择.................................72.2.3主减速器圆弧锥齿轮的几何尺寸计算....................102.2.4 主减速器锥齿轮的强度计算............................112.2.5 主减速器轴承载荷的计算.............................162.3 主减速器齿轮的材料及热处理...............................2 02.4 主减速器的润滑...........................................212.5 本章小-IV-结..................................................21第3章贯通桥差速器设计..........................................223.1 对称式圆锥行星齿轮差速器的差速原理.......................233.2 对称式圆锥行星齿轮差速器的结构...........................243.3 对称式圆锥行星齿轮差速器的设计...........................253.3.1差速器齿轮的基本参数的选择..........................283.3.2 差速器直齿锥齿轮的几何尺寸计算......................273.3.3 差速器齿轮的强度计算................................273.4 差速器齿轮的材料..........................................303.5 本章小结..................................................30第4章半轴及贯通轴的设计........................................314.1 概述.....................................................314.2 全浮式半轴的设计与计算....................................314.2.1半轴的计算载荷的确定...............................314.2.2半轴杆部直径的选择...................................324.2.3半轴强度计算.........................................33-V-4.2.4花键轴的强度计算.....................................334.3半轴材料与热处理...........................................384.4 本章小结.................................................38第5章轮边减速器设计............................................375.1 概述......................................................375.2 轮边减速器各参数的选择...................................385.3 设计参数的优化...........................................405.4轮边减速器各齿轮强度校核.................................405.5 本章小结.................................................42结论............................................................43致谢............................................................44参考文献..........................................................48附录1..........................................................49附录2..........................................................50-VI-第1章绪论汽车的驱动后桥位于传动系的末端,其基本功用是增大由传动轴或直接由变速器传来的转矩,再将转矩分配给左、右驱动车轮,并使左、右驱动车轮有汽车行驶运动所要求的差速功能;同时,驱动后架或承载车身之间的铅垂力、纵向力、横向力及其力矩。
汽车装配工艺
15、吊装驾驶室总成 自检驾驶室外观完整性、油漆无划伤。操 纵电葫芦,落下驾驶室,使驾驶室后支架 落入后悬置横梁上的内外缓冲块之间,前 铰接软垫落入驾驶室铰接支架的凸缘面中, 取驾驶室铰接软垫盖总成分别盖在左右铰 接软垫上,使其上的孔与铰接支架上相应 的孔对准,取螺栓套上弹簧垫圈从上向下 穿入已对准的孔中2-3扣并拧紧。
4)不可拆式固定联接:两件或两件以上零 件相互联接后不能相对活动,而且不能拆 开,一旦拆开必定损坏其中一个零件,非 经修复或更换不能重新联接,如焊接、铆 接等。
四、汽车总装配的工艺概述 汽车是一种复杂的机械产品,主要由发动机、 底盘、车身(含驾驶室和车厢)和电器四大部分 构成。底盘部分又由传动系统、行驶系统、转向 系统、制动系统、操纵系统、燃料供给系统等组 成。按组成汽车的大总成分,由发动机总成(带 有变速箱、离合器)、前轴及钢板弹簧总成、后桥 总成、车架、轮胎、驾驶室等。一辆中重型卡车 总装配的零部件、总成大约有500多种、2000多 件,因此汽车总装配是一项相当复杂的工作。 汽车总装配就是使生产对象(零部件)在数 量、外观上发生变化的工艺过程,一系列的量变 必定引起一系列的质变。
三、装配中的联接 装配要把各种零部件、合件或总成组合起来, 其主要的方法就是联接。装配中的联接可以分为 以下几类: (1)可拆式活动联接:两件或两件以上零件自身 或借助其他零件联接后,零件之间能相对运动, 可拆卸后再联接,不损坏其中任何一个零件。例 如:铰接、圆柱销联接。 (2)不可拆式活动联接:两件或两件以上零件自 身或借助其他零件联接后,零件之间能相对运动, 但不能再拆开,或者拆开后必定损坏其中一件或 几件零件,不加修复或更换不能重新联接,如轴 承。
11、分装水箱总成。 在分装过程中应注意,护风圈密封带要粘接牢固, 散热器、中冷器、空调上的格栅不能磨碰。 12、 安装水箱总成 检查散热器片不得有磕碰处,进出气管应平整; 在左右纵梁的规定位置放上散热器固定架下垫块 总成对准孔(垫块的中间孔大的一侧向上),把 散热器总成落下,使水箱固定架的孔与上垫块总 成的孔对准,然后在孔中放入套管再套上上垫块 总成,取螺栓从下向上穿入对准的孔中,拧上螺 母2-3扣并拧紧,然后穿上开口销,并分开尾部。
机动车车桥工艺标准装配
四川汽车职业技术学院毕业设计(论文)论文题目:中国重汽汽车车桥装配工艺系别:汽车工程系专业班级:12级汽车制造与装配技术2班学生姓名:**指导教师:蹇欣洲二O一五年五月十八日目录引言 (4)1.汽车的基本原理 (4)1.1什么是车桥? (4)1.2汽车车桥的种类 (6)1.3汽车驱动桥的功能和结构 (8)2 重汽MCY13系列单级减速驱动桥 (9)3 中国重汽汽车车桥工艺装配 (11)3.1 驱动桥装配与调试工艺 (11)3.2 驱动桥的总装配工艺过程 (13)4 车桥装配工安全操作规程 (15)5 近期国内汽车车桥的发展 (16)5.1 AGV(Automated Guided Vehicle)车桥装配生产线 (16)5.2 中国重汽车桥及配套产品质量改进双提升显成效 (17)参考文献 (20)致谢 (21)浅谈汽车车桥装配工艺的发展趋势----中国重汽MCY13系列驱动桥【摘要】随着自动化工业的发展,我国工业自动化已经取得了举世瞩目的成果。
其中制造业的发展尤为迅速,已经成为推动我国经济迅速发展的核心力量和支撑性行业。
汽车配件制造诸如汽车车桥焊装生产线也在逐渐向自动化方向发展,国内汽车配件企业生产线的自动化程度也在想赢的提高。
为了满足人们的各种需求,汽车行业得到空前的发展。
车桥作为汽车重要零件之一,车桥装配也是汽车最关键最重要的装配岗位之一,车桥的这些性能的保证就在制造的过程中工艺的合理性充分能解决车桥的性能,同时也必须得到制造企业充分重视。
本文介绍了中国重汽汽车车桥的基本情况与生产装配工艺特点,以及车桥MCY13系列的功能和结构,以及它的工作原理和国内近期车桥的发展,并对车桥装配技术的发展趋势做了说明和展望。
【关键词】社会经济车桥装配工艺现状提高性能技术发展引言车桥是汽车行驶系之一,按车轮的运动方式可分为驱动桥、转向桥、转向驱动桥和支持桥4种。
车桥是车辆的主要传力件和承载件,它起着支撑车辆荷重,将动力传导到驱动轮上的作用,是车辆上各种复杂力的集合点。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
汽车的驱动桥主要由主减速器、差速器、半轴和驱动桥壳组成。
万向传动装置传来的动力依次经过主减速器、差速器和半轴最后传给驱动轮。
主减速器可以降低转速、增加扭矩、并改变转矩的传递方向,以适应汽车行驶的方向。
差速器的功用是在必要时可使汽车两侧的车轮以不同的转速旋转,以适应汽车转弯及在不平道路上行驶。
半轴的功用使将扭矩从差速器传到驱动轮。
桥壳用以支承汽车的部分重量,并承受驱动轮上的各种作用力,同时它又是主减速器、差速器等传动装置的外壳。
驱动桥的分解图如下图1-1所示:
图1-1 驱动桥减速器与差速器的分解图
2. 差速器总成结构图与装配工艺
图1-2 差速器总成装配图
装配工艺过程如下:
1.装配行星齿轮、半轴齿轮以及十字轴;
2.行星轮轴锁销孔铆接;
3.安装被动闪齿轮,并拧紧被动闪齿轮上装配的螺栓。
3.主减速器总成结构图与装配工艺
1.动锥齿轮
2.轴承座
3.油封
4.凸缘
5.锁紧螺母
6.上圆锥滚子轴承
7.调整垫片 8.隔套 9.下圆锥滚子轴承
图1-2 主动锥齿轮总成装配图
其装配工艺过程如下:
①将上、下滚子轴承外圈压入主减壳中,其配合关系为过盈配合。
②将下滚子轴承内圈压入主轴,其配合关系为过盈配合。
③依次装好隔套、上滚子轴承内圈、凸缘、垫片、锁紧螺母。
④对锁紧螺母施加拧紧力矩M1,其大小在230N·m-260N·m之间。
4.后桥主减总成工艺装配
后桥主减总成装配工艺如下:
1.装配行星齿轮、半轴齿轮以及十字轴,并通过销孔对十字轴进行固定
2.安装被动闪齿轮,并拧紧被动闪齿轮上装配的螺栓
3.将主动锥齿轮上的滚子轴承外圈压入主减壳中,其配合关系为过盈配合。
4.将下滚子轴承内圈压入主轴,并依次装好隔套、上滚子轴承内圈、凸缘、垫片、锁紧螺母。
5.最后将差速器总成通过轴承装配到减速器壳体上。