电池外壳后盖模具设计
模具毕业设计6电池后盖散热片注射模设计
模具毕业设计6电池后盖散热片注射模设计一、设计背景电池后盖散热片是为了解决电池过热问题而设计的一种散热装置,通过增加散热面积,提高散热效率,保证电池正常工作。
二、设计原则1.散热片设计应符合电池后盖的整体结构,不能影响电池的正常使用。
2.散热片设计应具有良好的散热性能,能够有效地降低电池温度,以保证电池的正常工作。
3.散热片设计应考虑制造成本,尽可能简化结构,减少材料和加工成本。
三、设计方案1.散热片形状设计:根据电池后盖的结构和散热需求,可以选择不同的散热片形状,如翅片状、螺旋状等。
根据电池的工作温度和散热要求确定散热片的数量和尺寸。
2.散热片布局设计:应使散热片能够有效地覆盖电池后盖的表面,并保证散热片之间的间距足够,以保证热量可以快速传导和散发。
3.散热片材料选择:散热片的材料应具有良好的散热性能和耐高温性能。
常用的材料有铝合金、铜合金等。
4.散热片与电池结合方式设计:可以采用焊接、粘接等方式将散热片固定在电池后盖上。
固定方式应牢固可靠,以防止散热片脱落。
5.加工工艺设计:根据散热片的形状和材料的特性,设计相应的模具结构和工艺流程,保证散热片的加工精度和质量。
四、设计成果1.散热片注射模设计:根据散热片的形状和尺寸,设计注射模具的结构,并确定合理的注射参数和工艺流程,以确保注射成型的质量和效率。
2.散热片的制造:根据注射模具的设计,对散热片进行生产加工,选择合适的材料和工艺,完成散热片的制造。
3.散热片的安装:将散热片固定在电池后盖上,采用适当的固定方式,确保散热片与电池后盖之间的接触良好,以保证散热效果。
五、总结通过对电池后盖散热片注射模的设计,可以解决电池过热问题,提高电池的使用寿命和性能,保证电池的正常工作。
同时,合理选用材料和加工工艺,可以降低制造成本,提高生产效率。
因此,电池后盖散热片注射模设计具有重要的实际意义和应用价值。
手机模具设计之电池盖简洁范本
方式模具设计之电池盖方式模具设计之电池盖1. 电池盖的材料选择电池盖常见的材料有塑料、金属等,根据不同的需求和设计风格选择合适的材料非常重要。
塑料材料具有轻便、耐用、成本低等优点,常见的有PC、ABS等;金属材料则能够提供更高的质感和稳定性,如铝合金、不锈钢等。
根据方式整体设计风格和定位,选择合适的材料非常关键。
2. 电池盖的结构设计电池盖作为方式背面的重要组成部分,其结构设计应该符合方式整体的流线型和人体工学设计原则。
电池盖应与方式主体无缝衔接,不出现扣合不紧、松动等问题;,电池盖需要考虑到电池的安装和拆卸方便性,一般采用磁吸或按键式设计;,考虑到方式的防水性能,电池盖的结构应该尽量避免开孔和接缝。
3. 电池盖的外观设计电池盖的外观设计是影响方式整体美感的重要因素之一。
根据不同的市场需求和用户喜好,电池盖可以采用简约、时尚、奢华等不同的风格。
电池盖上的 LOGO、品牌名称等元素应该与整体设计风格协调一致,给人以品牌和质感的感觉。
4. 电池盖的功能设计除了基本的保护电池的功能,电池盖还可以设计一些具有实用性的功能。
例如,可以在电池盖上设计磁吸功能,用于固定方式;也可以在电池盖上增加无线充电功能,方便用户使用;还可以考虑设计快速拆卸电池的功能,方便用户更换电池等。
这些功能的设计需要根据市场需求和用户反馈进行科学合理的制定。
5. 电池盖的生产工艺电池盖的生产工艺直接影响着其质量和成本。
一般来说,塑料电池盖可以采用注塑工艺生产,金属电池盖可以采用压铸和冲压工艺生产。
在生产过程中,需要注意材料的选择、工艺参数的控制、加工精度的要求等,以保证电池盖的质量和性能。
电池壳的冲压模具设计

题目:电池壳的冲压模具设计学目录引言 (5)摘要 (6)Abstract (6)第一章零件的工艺性分析 (6)第二章工艺方案的选择与确定 (7)第三章搭边与排样 (8)第四章计算冲压力与压力中心 (9)第五章初选设备 (12)第六章凸、凹模刃口尺寸的确定 (13)第七章模具的总体结构设计 (18)第八章工作零件的设计与计算 (21)第九章其他工艺结构零件的设计与选用 (24)第十章校核设备 (25)第十一章模具的装配与试模 (26)参考文献 (27)附录 (27)毕业论文(设计)任务书论文(设计)题目:电池壳的冲压模具设计一、主要内容及基本要求对工件进行工艺分析。
根据制件材料,形状,尺寸等要求确定合适的成型工艺选定相应的成型设备和成型工艺参数,完成成型模具的设计,基本要求如下:1.绘制成型模具装配图1张2.绘制成型模具全套零件图1套3.编写设计说明书1份二、重点研究的问题根据制件材料,形状,尺寸等要求如何确定合适的成型工艺选定相应的成型设备和成型工艺参数。
了解各种不同材料的冲压工艺及成型过程,了解模具凸、凹的计算过程,了解冲压设备的各种工艺及成型过程。
三、进度安排四、应收集的资料及主要参考文献1.肖景容、姜奎华主编. 冲压工艺学. 北京:机械工业出版社. 20002.马正元、韩啓主编. 冲压工艺与模具设计. 北京:机械工业出版社.20033.张正修主. 冲模结构设计方法、要点及实例.北京:机械工业出版社.20074.薛啓翔主编. 冲压工艺与模具设计实例分析.北京:机械工业出版社.20085.李名望主编.冲压模具设计与制造技术指南. 北京:化学工业出版社.20086.徐政坤主编. 冲压模具设计与制造. 北京:化学工业出版社, 2003引言本次设计,是我的一次较全面的设计能力训练,通过这次训练,我对模具基础知识及工程力学、互换性与测量技术、机械制图、金属工艺学、工程材料等专业课的综合运用有了一个较为系统全面的认识,同时也加深了对所学知识的理解和运用,将原来看来比较抽象的内容实现为具体化.这次课程设计初步掊养了我理论联系实际的设计思想,锻练了我综合运用模具设计和相关课程的理论,结合和生产实际分析和解决工程实际问题的能力,巩固、加深和扩展了有关机械设计方面的知识。
电池后盖注塑模具设计
目录摘要 (3)1绪论 (4)1.1注塑模具简介 (4)1.2我国注塑模具的发展趋势 (3)1.3设计任务 (6)2 塑件产品的分析 (8)2.1塑件资料 (8)2.2注塑材料的选择 (11)2.3ABS的特性及注塑工艺要求 (11)3 模心、分模设计 (11)3.1型腔布局设计 (11)3.2分型面的确定 (12)3.3模心尺寸的确定 (12)4 模架的选择 (15)4.1确定模架主要尺寸的方法 (15)4.2调出标准模架 (15)5 浇注系统的设计 (17)5.1主流道及分流道的设计 (17)5.2 冷料井 (19)5.3 浇口的设计 (19)6 顶出系统的设计 (21)6.1推杆 (21)6.2顶出行程的计算 (22)6.3复位机构 (22)6.4垃圾钉 (22)7侧抽芯系统的设计 (24)7.1确定抽芯距 (24)7.2斜顶的设计 (24)8 冷却系统的设计 (27)9 模具组立图及工作过程 (29)结束语 (31)参考文献 (33)摘要现在塑料产品在我们的生活中应用越来越广泛,因此模具设计工作者一直在努力提高其生产效率。
本设计专门针对收音机电池后盖进行注塑模具设计,本设计说明书详细地对注塑模具设计的一般流程进行介绍。
其中包括产品材料的选择,产品的成型特点,注塑模具的设计等;在模具设计的过程中,关键的几个问题是解决分型面的选择、浇口位置确定、顶出系统的设计、斜顶的设计、塑件浇注系统布局、冷却系统的布局等问题;首先运用Solidworks软件对塑件进行三维造型,对塑件进行型腔布局设计,然后实现分模,最后运用CAD完成其他系统的设计。
在本设计中运用Solidworks,CAD等软件辅助完成电池后盖的注塑模具设计,有效的提高了注塑模具的生产效率。
在设计的过程中本着降低生产成本、缩短生产周期和提高生产效率的宗旨,尽可能地设计出结构相对简单、装配比较方便的模具。
关键词:电池后盖;注塑模具设计;Solidworks;CAD绪论1.1注塑模具简介注塑模具,也被称为注射模具,主要用于热塑性塑料成型,注塑成型塑料产品占超过塑料模具的一大半比例。
手机电池盖注射模设计

2模具结构设计
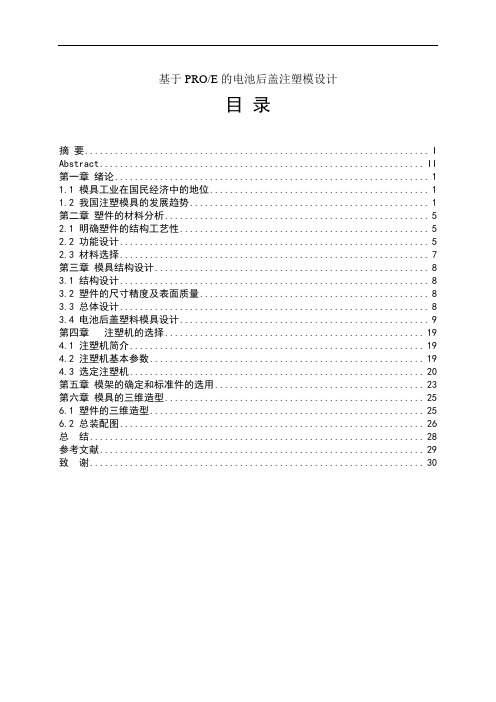
2 1分 型 面 的 选择 及 排 气 槽 设 计 .
模 具 结 构 如 图 2 示 ,该 模 具 结构 采 用 二 板 式 潜 伏 式 浇 口 所
l 气槽
排 气槽
引气槽
排 气槽
结 构 ,在 考 虑 选 择 动 、 定 模 的 分 型 方 案 时 , 经 过 分 析 ,应 以 该 塑件 的最 大 轮 廓 处 为 动 、定 模 的分 型 面 ,如 图 3 示 。 所
手 机 电 池 盖 注 射 模 设 计
T eD sg fne t nModf r bl at r o e h e ino jci l I o o Mo i B teyC v r e
口 文 / 文 伺
摘要 :分析 1 r手机 电池 盖塑件 的成 ] 艺 。详 细闸述 r该于机电池盖 注射模 的结构 设 汁要点 与工作过程 ,通过 采用斜 导托抽芯和动模斜顾 : 棚结 合的抽. 结构 ,使得模 具的使用露命 和町话惟 大大提 高,覆点阐述 r斜 导往抽 芯和动摸 斜顶的设计要点 荚键 词 :外壳 ; 注射模 ; 结构 没计 ; 斜导柱抽芯 ; 动 模斜 顶
sr cu ed sg ft em o i atr o e ’sij cinm od a d t ewo kn r c se. ed a n — o esr cu ewh c ne rts tu t r ein o b l b tey c v r ne t l n h r ig p o ess Th rwi g c r tu t r ih itg ae h e o
_ 塑 成 艺 析 塑 图示 工 分 ● 件1 型 性 ■ 如件 ● 1的 - 所 一
,
外 观 要 求 较 高 ,为 了 不 影 响 产 品 外 观 , 决 定 采 用 潜 伏 式 浇 口
电池组面壳注塑模设计要点3d(一)2024

电池组面壳注塑模设计要点3d(一)引言概述:电池组面壳注塑模是电池组生产过程中的重要环节。
优秀的注塑模设计可以提高生产效率和产品质量。
本文将介绍电池组面壳注塑模设计的要点,包括模具材料选择、模具结构设计、射出工艺参数的确定、模具表面处理以及模具设计的注意事项。
一、模具材料选择1. 模具核心材料的选择:应选用具有良好耐热性和耐磨性的材料,例如特殊合金钢。
2. 模具腔体材料的选择:应选用具有高硬度和优良耐磨性的材料,例如优质压铸钢。
二、模具结构设计1. 模具整体结构设计:要根据电池组面壳注塑模的尺寸和形状,设计合理的整体结构,确保模具的刚性和稳定性。
2. 前后模板的设计:前后模板应具有足够的厚度和刚度,以承受注塑过程中的高压。
3. 注塑系统设计:包括喷嘴、冷却系统和排气系统等,要确保塑料熔融均匀,避免气泡和热缩留下的缺陷。
三、射出工艺参数的确定1. 注塑温度:根据注塑材料的熔点和流动性,确定合适的注塑温度范围。
2. 注射压力:根据注塑材料的特性和模具设计的尺寸,确定适当的注射压力,保证塑料填充模具腔体。
3. 注塑速度:根据模具和产品的尺寸,确定适宜的注塑速度,避免产生翘曲和缩短模具寿命。
四、模具表面处理1. 模具表面涂层:选用适当的涂层材料,提高模具的表面硬度和耐磨性,延长模具使用寿命。
2. 模具表面抛光:通过抛光处理,使模具表面光滑细腻,减少产品表面瑕疵。
五、模具设计的注意事项1. 注意模具排气:合理设置排气系统,排除注塑过程中产生的气泡,避免产品出现气孔。
2. 避免模具的过度复杂化:过度复杂的模具结构会增加制造成本和维护难度,应尽量简化模具结构。
3. 模具冷却系统设计:合理设计冷却系统,加速注塑成型周期,提高生产效率。
4. 定期维护和保养:定期清洗和润滑模具,检查模具的磨损和损坏情况,及时维修或更换。
总结:电池组面壳注塑模设计要点包括模具材料选择、模具结构设计、射出工艺参数的确定、模具表面处理以及模具设计的注意事项。
电池后盖注塑模具毕业设计说明书
1 绪论1.1 课题内容设计一套能够高效率生产的高质量电池后盖注射模。
1.2 课题背景由于塑料材料具有许多优点,目前正逐渐成为金属材料的良好代用材料,在很多领域都出现了金属材料塑料化的趋势。
作为注塑成型加工的主要工具之一的注塑模具,在质量、精度、制造周期以及注塑成型过程中的生产效率等方面水平的高低,直接影响产品的质量、产量、成本及产品的更新换代,同时也决定着企业在市场竞争中的反应能力和速度。
随着塑料新品种的不断出现以及塑料制品在结构、外观上要求的日益提高,使产品的设计和模具设计过程变得越来越复杂。
而传统的模具设计是在二维环境下采用手工绘图的方式进行的,已经很难满足这种发展变化的需要。
过去模具设计工作主要依靠设计人员的经验,模具的加工制造又在很大程度上依赖于生产者的操作技能,因此存在模具设计水平低、加工质量差、生产周期长、使用寿命短等缺陷。
注塑模具CAD/CAM技术的应用,从根本上改变了传统的塑料产品开发和模具加工方式,大大地提高了产品的质量、缩短了开发周期、降低了生产成本、强有力地推动了模具工业的发展。
一些大型的商品化CAD/CAM 软件,如Pro/Engineer、Unigraphics II、Cimatron、MoldFlow等,都已开发出专门用于注塑模具设计的功能模块,为模具设计提供了十分方便的工具。
有资料统计表明,采用CAD技术可以使模具设计时间缩短50%。
在欧美一些工业发达的国家,CAD/CAM已经成为模具行业一种普遍应用的技术。
在CAD应用方面,已经超越了甩掉图板、二维绘图的初级阶段。
在模具设计中采用三维CAD软件的企业已经接近90%。
目前,国内也有不少企业开始应用CAD软件进行模具设计。
UG、MoldFlow等软件在注塑模具设计中的应用,成功地弥补了传统设计方法的不足,制品几何造型、分型面的创建、模具的结构设计,都是基于同一数据库进行的,既方便,又易保证制品的精度。
1.3 课题的来源及要求本课题来源于景德镇陶瓷学院。
电池外壳后盖模具设计毕业设计

第1章概述模具分类模具可分为金属模具和非金属模具。
金属模具又分为:铸造模具(有色金属压铸,钢铁铸造)、和锻造模具等;非金属模具也分为:塑料模具和无机非金属模具。
而依照模具本身材料的不同,模具可分为:砂型模具,金属模具,真空模具,石蜡模具等等。
塑料模具一样可分为:注射成型模具,挤塑成型模具,气辅成型模具等等。
模具其他分类:合金模具、钣金模具、塑料模具、冲压模具、铸造模具、锻造模具、挤出模具、压铸模具、汽车模具、滚丝模具等。
塑料模具的分类塑料注射(塑)模具:它主若是热塑性塑料件产品生产中应用最为普遍的一种成型模具,其结构通常由成型部件、浇注系统、导向部件、推出机构、调温系统、排气系统、支撑部件等部份组成。
制造材料通常采纳塑料模具钢模块,经常使用的材质要紧为碳素结构钢、碳素工具钢、合金工具钢,高速钢等。
注射成型加工方式通常只适用于热塑料品的制品生产,用注射成型工艺生产的塑料制品十分普遍,从生活日用品到各类复杂的机械,电器、交通工具零件等都是用注射模具成型的,它是塑料制品生产中应用最广的一种加工方式。
塑料压塑模具:包括紧缩成型和压注成型两种结构模具类型。
它们是要紧用来成型热固性塑料的一类模具,其所对应的设备是压力成型机。
压塑模具要紧由型腔、加料腔、导向机构、推出部件、加热系统等组成。
压注模具普遍用于封装电器元件方面。
压塑模具制造所用材质与注射模具大体相同。
塑料挤出模具:是用来成型生产持续形状的塑料产品的一类模具,又叫挤出成型机头,普遍用于管材、棒材、单丝、板材、薄膜、电线电缆包覆层、异型材等的加工。
塑料吹塑模具:是用来成型塑料容器类中空制品(如饮料瓶、日化用品等各类包装容器)的一种模具,吹塑成型的形式按工艺原理要紧有挤出吹塑中空成型、注塑成型的形式按工艺原理要紧有挤出吹塑中空成型、注射吹塑中空成型、注射延伸吹塑中空成型(俗称“注拉吹”),多层吹塑中空成型,片材吹塑中空成型等。
塑料吸塑模具:是以塑料板、片材为原料成型某些较简单塑料制品的一种模具,其原理是利用抽真空盛开方式或紧缩空气成型方式使固定在凹模或凸模上的塑料板、片,在加热软化的情形下变形而贴在模具的型腔上取得所需成型产品,要紧用于一些日用品、食物、玩具类包装制品生产方面。
手机电池后盖注塑模毕业设计

1.1 设计目的与意义
业生产的基础工艺装备,在机械、电子、汽车、航空以及通信等领域有着广泛的 应用。随着人民生活水平的不断提高,日常生活中使用的物品越来越多地用到了 模具。目前,模具生产水平的高低已经成为衡量一个国家制造水平高低的重要标 志。
5
当前,计算机技术和网络技术取得了突破性的成就,CAD/CAM 技术、数控加 工技术以及快速成型技术为模具技术的发展提供了强大的技术支持。同时,以高 分子塑料为主的模具材料不断被开放出来,这些材料种类繁多,性能优良,价格 低廉,这更为模具产业的发展提供了有力的帮助。 本设计主要是为让读者们能够清楚地了解到塑料注射模的设计过程, 能够对 模具设计过程中所使用的各种基本工具,例如 UG/Pro/ENGINEER , Moldflow Plastics Insight 等等,具有一个基本的了解。本设计主要是对金立手机的前 后盖进行设计,从零件的尺寸确定,模具设计,模架设计,到最后的注塑仿真, 向读者们展示手机塑料模具的整个设计过程。 随着 UG 的不断完善,借助于 UG 设计软件,我们可以比较轻松地完成一些复 杂的设计工作,同时也可以全面地提高设计效率和设计质量。 使用 UG 注塑模具设计专家系统可以轻松完成模具模架及配件的设计工作, 并能模拟开模过程。EMX 具有完整的滑块结构和完整的开模机构,为设计者带来 极大的方便。设计完成后可以直接输出 3D 化模型。
6
机出现了,能够播放 mp3 的手机也出现了,在手机上看书、聊天、学习、工作、 炒股已经不在是新闻。从此手机进入了娱乐时代。 2.2 我国模具的发展现状 模具是工业生产的基础工艺装备, 被称为“工业之母” 。75%的粗加工工业产 品零件、50%的精加工零件由模具成型, 绝大部分塑料制品也由模具成型。作为 国民经济的基础工业, 模具涉及机械、汽车、轻工、电子、化工、冶金、建材等 各个行业, 应用范围十分广泛。 模具技术水平的高低, 在很大程度上决定着产品 的质量、 效益和新产品的开发能力, 因此模具工业的发展水平标志着一个国家工 业水平及产品开发能力。 这些年来, 中国模具工业一直以 15%左右的增长速度快速发展, 年模具生 产总量仅次于日、美之后位居世界第三位。但目前我国模具生产厂点多数是自产 自用的工模具车间( 分厂) , 商品化模具仅占 1/3 左右。从模具市场来看, 国 内模具生产仍供不应求, 约 20%左右靠进口, 特别是精密、大型、复杂和长寿命 的高档模具进口比例高达 40%。由此可见, 虽然我国模具总量目前已达到相当规 模,模具水平也有很大提高, 但在模具产品水平和生产工艺水平总体上要比德、 美、日、法、意等发达国家至少落后十年, 主要表现在模具精度、寿命、复杂程 度、设计、加工、工艺装备等方面与发达国家有较大的差距。国内模具的使用寿 命只有国外发达国家的 1/2 至 1/10, 甚至更短, 模具生产周期却比国际先进水 平长许多。此外, 模具的标准化、专业化、商品化程度低, 模具材料及模具相关 技术比较落后, 也是造成与国外先进水平差距大的重要原因。CAD/CAE/CAM 一体 化先进技术已经在国内部分模具企业得到应用, 但要得到推广和普及仍很困难。 2.3 采用注射模成形手机产品的优点 (1) 注射成形工艺可由机床自动按照一定的程序完成,便于实现自动化, 生产效率较高,适于大批量生产。 (2) 注射一般可一次成形,减少了制品再加工程序。 (3) 可以制作形状较复杂的塑料制品。 (4) 模具通用简单,制品成本较低。 (5) 注射成形后的废品及废料可以重新加热注射,故节约材料。 (6) 操作易于掌握,不需要等级较高的技术操作。
手机电池盖模具设计经验总结

在牛角胶口的附近增加一支 顶针,拉凹现象改善。
改善表面拉凹气纹实际案例
电池盖产品进胶点经常有气纹、 产品拉凹、少数进胶点处有脱层现象
产生熔接痕的原因 此处胶厚保证
最小有1.0厚
胶厚1.2
产品胶厚大于1.2厚 的情况下进胶点位 置做凸点偷胶 胶厚小于1.2厚不做 凸点偷胶
改善表面气纹实际案例
产生熔接痕的原因
改善光影实际案例
产生熔接痕的原因
在产品胶厚比较薄时,大于D3.0 的圆顶针有出现光影的风险,, 可以用D5或者D6,在旁边切一个 小平位,产品就不会有光影,原 因是在注塑时可以防止在左右方 向晃动
改善光影实际案例
产生熔接痕的原因
径向 扭动 变形
顶针光影的形成原因及解决办法: 1:顶针在受到注塑机的注塑压 力时弹性弯曲后退(如有图1所 示),保压完成后弹回。造成此顶 针区域局部高应力表现为光影。 有时显得有些略微顶高。 解决办法:尽可能的采用直径较 大顶针 选用硬度HRC58-60度 的全硬顶针。如高速钢材质顶针。 2:曲面上的圆顶针即是使用全 硬顶针有时也会出现光影。原因 是曲面上的顶针即使我们杯头定 图一 位做的非常准确它受压时一样会 径向扭动变形(如图2所示), 保压完成后依然弹回形成光影。 解决办法:使用全硬顶针同时在 模仁上面做D字形定位防止扭动 变形(如右图3所示),这样就 可以彻底防止顶针光影。
改善表面困气实际案例
产生熔接痕的原因
走胶末端困气,图示结合线明显 改善前:图示横 向加开排气,结 合线在非排气区 域 总结:结合线要与排气镶件垂直或形成夹角,不能与排 气片平行,才能有效排气 改善后:图示红 色区域竖向加开 排气,结合线去 除
改善表面困气实际案例
外观面免喷涂件有亮印
电池壳冲压模具设计

题目:电池壳的冲压模具设计学目录引言 (5)摘要 (6)Abstract (6)第一章零件的工艺性分析 (6)第二章工艺方案的选择与确定 (7)第三章搭边与排样 (8)第四章计算冲压力与压力中心 (9)第五章初选设备 (12)第六章凸、凹模刃口尺寸的确定 (13)第七章模具的总体结构设计 (18)第八章工作零件的设计与计算 (21)第九章其他工艺结构零件的设计与选用 (24)第十章校核设备 (25)第十一章模具的装配与试模 (26)参考文献 (27)附录 (27)毕业论文(设计)任务书论文(设计)题目:电池壳的冲压模具设计一、主要内容及基本要求对工件进行工艺分析。
根据制件材料,形状,尺寸等要求确定合适的成型工艺选定相应的成型设备和成型工艺参数,完成成型模具的设计,基本要求如下:1.绘制成型模具装配图1张2.绘制成型模具全套零件图1套3.编写设计说明书1份二、重点研究的问题根据制件材料,形状,尺寸等要求如何确定合适的成型工艺选定相应的成型设备和成型工艺参数。
了解各种不同材料的冲压工艺及成型过程,了解模具凸、凹的计算过程,了解冲压设备的各种工艺及成型过程。
三、进度安排四、应收集的资料及主要参考文献1.肖景容、姜奎华主编. 冲压工艺学. 北京:机械工业出版社. 20002.马正元、韩啓主编. 冲压工艺与模具设计. 北京:机械工业出版社.20033.张正修主. 冲模结构设计方法、要点及实例.北京:机械工业出版社.20074.薛啓翔主编. 冲压工艺与模具设计实例分析.北京:机械工业出版社.20085.李名望主编.冲压模具设计与制造技术指南. 北京:化学工业出版社.20086.徐政坤主编. 冲压模具设计与制造. 北京:化学工业出版社, 2003引言本次设计,是我的一次较全面的设计能力训练,通过这次训练,我对模具基础知识及工程力学、互换性与测量技术、机械制图、金属工艺学、工程材料等专业课的综合运用有了一个较为系统全面的认识,同时也加深了对所学知识的理解和运用,将原来看来比较抽象的内容实现为具体化.这次课程设计初步掊养了我理论联系实际的设计思想,锻练了我综合运用模具设计和相关课程的理论,结合和生产实际分析和解决工程实际问题的能力,巩固、加深和扩展了有关机械设计方面的知识。
电池盖注塑模具设计
电池盖塑件注塑模具设计【摘要】通过某生产企业的实际塑胶产品,利用实体模型测量产品的尺寸,对实体进行建模,并对塑件的模具进行设计,包括塑件成品的设计、工艺参数的分析与计算、工作部分的设计、模具结构的设计和加工方案的制定,其中重点介绍了分型面的设计与抽芯机构的设计与计算,本文主要运用Pro/ENGINEER 2001及其EMX4.1模块来完成整个设计工作,此外还利用了Moldflow Adviser 7.1软件对塑件进行模流分析。
从中学习到了许多的模具设计的知识和对在校所学知识的深化,设计的整个过程实现了无纸化,有利于提高模具的生产效率和节约了生产成本,并大大缩短了生产的周期。
【关键词】模具的设计;电池盖;Pro/ENGINEER 2001;EMX4.1;Moldflow Adviser 7.1;塑件;1.前言1.1国内模具相关技术发展和现状1.1.1国内模具市场现状1.高档次产品缺乏目前国内的模具制造企业相当一部分为民营企业或个体户,受资金、场地、技术、信息交流等诸多因素的局限,相当一部分是依靠传统设备和手工加工制造完成,以至难以形成规模,只能生产一些中、低档模具,很难引进先进的制模技术及先进的制模设备。
这就造成了中低档模具市场竞争加剧。
有些模具企业为了揽活,不惜互相降低价格,而低价格必然影响产品质量,结果是坑了客户,误了同行,也害了自己。
模具企业应该通过协作、整合等方式,化单打独拼、恶性竞争为竞合共赢,打破"同行是冤家"的狭隘思想,通过行业自律来维持模具市场的公平、良性竞争[1]。
2.没有行业流程标准技术上的落后往往容易看到,管理落后有时却难以意识到。
国外较先进的模具企业一般按生产流程进行管理,但国内一些模具企业仍然沿用那种一个师傅带几个徒弟,实行从头到尾的"包工制"。
还有的模具企业属家庭作坊,企业管理比较粗糙,而且目前国内的模具生产还没有一个工艺流程的行业标准[2]。
基于PROE的电池后盖注塑模具设计说明书
基于PRO/E的电池后盖注塑模设计目录摘要 (I)Abstract (II)第一章绪论 (1)1.1 模具工业在国民经济中的地位 (1)1.2 我国注塑模具的发展趋势 (1)第二章塑件的材料分析 (5)2.1 明确塑件的结构工艺性 (5)2.2 功能设计 (5)2.3 材料选择 (7)第三章模具结构设计 (8)3.1 结构设计 (8)3.2 塑件的尺寸精度及表面质量 (8)3.3 总体设计 (8)3.4 电池后盖塑料模具设计 (9)第四章注塑机的选择 (19)4.1 注塑机简介 (19)4.2 注塑机基本参数 (19)4.3 选定注塑机 (20)第五章模架的确定和标准件的选用 (23)第六章模具的三维造型 (25)6.1 塑件的三维造型 (25)6.2 总装配图 (26)总结 (28)参考文献 (29)致谢 (30)摘要当今社会,随着科技的进步,网络是越来越普及,而作为网络的载体之一电脑,也在发生着巨大的变化,功能越来越广,体积却越来越小,电脑零部件企业已经有了很强的危机意识,怎么才能让自己企业的产品在严峻的市场上站住脚已经成为了现在电脑零部件企业领导人迫切要考虑的问题。
掌上电脑电池后盖注塑模设计,具有复杂的曲面,它需要不错的外貌质量。
因此分型面,浇口位置应适当选择。
Pro/e软件分型设计是需要的,完成部分零件的2D装配图绘制。
注塑模设计质量对塑料制成品的质量、其出产效率、模具制作加工的难度、它的制作成本和制作的周期等有着间接或者直接的影响。
本课题主要是针对电池后盖的注射模具的设计,通过对塑件进行工艺分析和比较,根据塑件的主要技术指标以及材料的性能,设计模具的浇注系统、型芯和型腔等成型零部件、导向机构、脱模机构、温度调节冷却系统、排气系统等主要模具设计内容,最终设计完成一副注塑模具。
关键词:注塑模;电池后盖; Pro/eAbstractIn today's society, with the progress of science and technology, the network is becoming more and more popular, and as one of the carriers of the network, the computer is changing gr eatly, the function is more and more wide, the volume isgetting smaller and smaller, the comp uter parts enterprise has already had the very strong crisis consciousness, how could we make the product of its own enterprise in the grim market Standing still had become an urgent issue for the leaders of computer parts enterprises. The design of the injection mold for the battery b ack cover of the pocket PC had complex surfaces, which requires good appearance quality. Th erefore, the gate location should be chosen properly. The Pro/e software parting design was ne eded, and the 2D assembly drawing of some parts was completed. The quality of the injection mold design has an indirect or direct effect on the quality of the finished product, the producti on efficiency, the difficulty of the mold making and processing, the production cost and the pr oduction cycle.This subject was mainly aimed at the design of the injection mold for the bac k cover of the battery. Through the analywas and comparison of the plastic parts, according to the main technical indexes of the plastic parts and the properties of the materials, the molding parts of the mold, the mold core and the mold cavity were designed, the guiding mechanism, the demoulding machine, the temperature regulating cooling system, the exhaust system, and t he exhaust system were designed. The main mold design contents were unified, and a plastic i njection mold was finally designed.Keywords: plastic injection mould; Battery cover; Pro/e第一章绪论1.1 模具工业在国民经济中的地位国民经济的基础产业是模具工业,它是国际上公认的重点产业。
电池后盖注塑模具设计毕业设计说明书

摘要根据塑料制品的要求,了解塑件的用途,分析塑件的工艺性、尺寸精度等技术要求,选择塑件制件尺寸。
本模具采用一模二件,侧浇口进料,注射机采用海天110XB型号,设置冷却系统,CAD绘制二维总装图和零件图,选择模具合理的加工方法。
附上说明书,系统地运用简要的文字,简明的示意图和和计算等分析塑件,等分析塑件,从而做出合理的模具设计。
通过对制品各项性能参数的分析,制定成型方案。
阐述模具设计的一般步骤:分析原始资料、确定成型方案、选择成型设备、确定模具结构、确定模具的型腔数、确定模具的分型面、型腔布置、浇注系统及排气、推出机构和抽芯机构、成型零件的结构形式、确定模具各零件的结构尺寸、安装零件并校核有关的工艺参数、绘制草图、审核图纸,最后完成整套设计方案。
现代社会模具工业是制造业中的一项基础产业,它的发展对社会进步,经济增长有着重要的意义。
关键词:机械设计;模具设计;CAD绘制二维图;注射机ABSTRACTAccording to the request of plastic products, understand the use of moulding one, analyze that moulds technical requirements such as the craft of one, size precision,etc., choose to mould one and make a size. This mould adopts two for a mould, runner of side is fed, the injecting machine adopts Haitian 110XB type, set up the cooling system, CAD draws the two-dimentional assembly picture and part picture, chooses the rational preparation method of mould. Enclose manual, use brief characters systematically, concise sketch map and calculate, analyze, mould piece, thas make rational mold design design.Through an analysis of products every performance parameter, make the shaping scheme. Explain the general step of mold design: Analyze the firsthand information, confirm the shaping scheme, choose the apparatus of shaping, confirm the mouldKeyword: Machinery is designed; Mold design; CAD draws目录摘要 (I)第一章绪论 (3)1.1塑料简介 (3)1.2注塑成型及注塑模 (3)第二章塑料材料分析 (5)2.1 塑料材料的基本特性 (5)2.2 塑件材料成型性能 (5)2.3 塑件材料主要用途 (6)第三章塑件的工艺分析 (7)3.1 塑件的结构设计 (7)3.2 塑件尺寸及精度 (8)3.3 塑件表面粗糙度 (8)3.4 塑件的体积和质量 (9)第四章注射成型工艺方案及模具结构的分析和确定 (10)4.1 注射成型工艺过程分析[5] (10)4.2 浇口种类的确定 (10)4.3 型腔数目的确定 (11)4.4 注射机的选择和校核 (11)4.4.1 注射量的校核 (11)4.4.2 塑件在分型面上的投影面积与锁模力的校核 (12)4.4.3 模具与注射机安装模具部分相关尺寸校核 (13)第五章注射模具结构设计 (14)5.1 分型面的设计 (14)5.2 型腔的布局 (14)5.3 浇注系统的设计 (15)5.3.1 浇注系统组成 (15)5.3.2 确定浇注系统的原则 (15)5.3.3 主流道的设计 (16)5.3.4 分流道的设计 (17)5.3.5 浇口的设计 (17)5.3.6 冷料穴的设计 (18)5.4 注射模成型零部件的设计[7] (18)5.4.1 成型零部件结构设计 (18)5.4.2 成型零部件工作尺寸的计算 (19)5.5 排气结构设计 (20)5.6 脱模机构的设计 (20)5.6.1 脱模机构的选用原则 (20)5.6.2 脱模机构类型的选择 (21)5.6.3 推杆机构具体设计 (21)5.7 注射模温度调节系统 (21)5.7.1 温度调节对塑件质量的影响 (22)5.8.2 冷却系统之设计规则 (22)5.9 模架及标准件的选用 (23)5.9.1 模架的选用 (23)第六章模具材料的选用 (25)6.1 成型零件材料选用 (25)6.2 注射模用钢种 (25)总结 (256)致谢 (277)参考文献 (287)第1章绪论模具制造是国家经济建设中的一项重要产业,振兴和发展我国的模具工业,日益受到人们的重视和关注。
模具毕业设计7电池后盖塑料模具设计

模具毕业设计7电池后盖塑料模具设计电池后盖是电池的保护装置,也是电池外壳的一部分,其主要功能是保护电池内部结构免受外部环境的影响,以确保电池的正常工作和使用寿命。
因此,在设计电池后盖塑料模具时,需要考虑到电池后盖的结构特点和功能需求,以及制造流程和成本等因素。
首先,电池后盖的结构设计需要满足以下几个方面的要求。
首先,要考虑到电池后盖与电池外壳的连接方式,一般采用螺纹或卡扣式连接,以便方便拆卸和安装。
其次,要考虑到电池后盖的密封性能,以防止电池内部的电解液泄漏。
另外,还需要设计合适的开关孔和接口孔,以确保电池后盖与其他设备的连接和操作。
此外,还需要考虑到电池后盖的外观设计和加工工艺,以满足用户的审美需求和制造的可行性。
在制造流程上,电池后盖塑料模具的制造流程主要包括模具设计、模具制造和模具测试等环节。
首先,需要根据电池后盖的结构设计和尺寸要求,进行模具设计。
在模具设计中,需要考虑到模具的结构复杂性、模具材料的选择、模具加工工艺的确定等因素。
接下来,根据模具设计图纸,制造出电池后盖塑料模具的模具部件,如模具核和模具腔等。
最后,将模具部件组装在一起,并进行模具测试,以确保模具的质量和性能。
在成本方面,电池后盖塑料模具的制造成本主要包括材料成本、加工成本和模具测试成本等。
其中,材料成本主要取决于模具材料的选择和采购价格。
加工成本主要包括模具加工的工时费用和设备的使用成本等。
模具测试成本主要包括模具测试时所需的人力和设备资源成本等。
为降低制造成本,可以采用合理的模具设计和加工工艺,提高生产效率和模具的寿命。
综上所述,电池后盖塑料模具设计需要考虑到电池后盖的结构特点和功能需求,制造流程和成本等因素。
在设计过程中,需要综合考虑各个方面的要求,以确保电池后盖的质量和性能。
此外,还需要不断优化设计和加工工艺,以提高模具的生产效率和降低制造成本。
电池盖设计规范

其他配件及要求---------------------------57~59
2
根據目前我司所開發的電池蓋所用成型機台 JSW180T,JSW140T,TMC150T,TMC200T
1.模座規格
1)產品長度在200mm~230mm左右規格的電池蓋,
模座規格為: 3555A80B120C110
母模板A,公模板B的材質為:P20
模座規格為: 3545A80B120C110
母模板A,公模板B的材質為:P20
5
上固定板厚:65mm 脱料板:35mm
下固定板:30mm 上下隔热板:8mm 上下顶针板:30mm 模具总厚:440.5mm
注意:EGP在公模板上的孔公差为+0.02mm
頂針下固定板中拖司套筒
側壁單邊避空0.1mm
6
3)針對產品長度在270mm左右規格的電池蓋(类似顺达DU06047机种)
紅色面為功能面,沿滑塊運 動方向做1度減膠拔模.
SLIDE2
SLIDE1
14
由于此處會貼lab,lab框側面和靠破孔做5度減膠拔模.
15
此處特征均是減膠作用, 做3度減膠拔模
此面做1度減膠拔模.
16
此區域是減膠作用, 拔模角可盡量做到3度以上 此處是裝CONNECT區域, 側面可做1度減膠拔模
母模仁質用NAK80 針對三星,母模仁采用CENA1
公模仁采用718HH 滑塊與斜銷采用HPM-1(表面氮化)
客戶有特殊需求,按客戶要求
11
3.縮水取值標準
目前所開發的電池蓋所用材料為:PC BPL1000 PC MN3700 PC MN3705 PC LG(GN-1008RF)
產品的長,寬,高縮水均取:3.5/1000
电池壳的冲压模具设计

湘潭大学兴湘学院毕业设计说明书题目:电池壳的冲压模具设计学院:湘潭大学兴湘学院专业:机械设计制造及其自动化学号: 2010963108 姓名:高伟韬指导教师:李玉平完成日期: 2014.5.29目录摘要 (1)Abstract (2)第1章绪论 (3)1.1冲压模具简介 (3)1.2冲压模具的发展现状及技术趋势 (4)第2章冲压件的工艺性分析及总体方案的设计 (5)2.1冲裁件的工艺性分析 (6)2.2冲孔 (6)2.3冲裁精度 (6)2.4冲裁工艺方案的选择与确定 (7)第3章主要设计计算 (8)3.1排样方式的确定及其计算 (8)3.1.1确定合理的排样方式 (8)3.1.2确定条料宽度和步距 (9)3.1.3计算利用率 (9)3.2冲压力的计算 (10)3.2.1冲裁力 (10)3.3压力中心的确定与相关计算................................... . (11)3.4工作零件刃口尺寸的计算 (14)3.4.1冲孔 (15)3.4.2落料 (17)第4章电池壳的拉伸工艺及计算 (18)4.1零件的工艺性分析 (18)4.2工艺方法的确定 (19)4.3零件工艺计算 (19)4.3.1拉伸工艺计算 (19)4.3.2确定拉伸次数 (19)4.3.3确定各次拉伸半成品尺寸 (19)4.4排样计算 (21)4.5落料拉伸复合模工艺计算 (22)4.5.1落料凹凸模刃口尺寸计算 (22)4.5.2首次拉伸凸凹模尺寸计算 (23)4.5.3压边力和拉伸力计算 (24)4.6模具零部件结构的确定 (24)4.6.1落料、拉伸复合模零部件设计 (24)4.6.2其他零部件设计 (25)4.7模具闭合高度校核 (25)第5章冲床的选用与校核 (26)5.1冲床的选用 (26)5.2冲床的校核 (26)第6章模具的总体结构设计 (27)6.1模具的类型选择 (30)6.2模架的选择 (30)6.2.1模架的形式 (30)6.2.2导柱和导套 (30)6.2.3模柄的选择 (30)6.3定位零件的选择 (30)第7章工作零件的设计与计算 (31)7.1凸模 (31)7.1.1凸模的结构形式 (31)7.1.2材料选取 (31)7.1.3凸模的固定形式 (31)7.2凹模 (32)7.3凹凸模 (32)第8章模具的装配与检测 (34)8.1模具的装配 (34)8.2模具的检测 (34)8.3常见的试冲缺陷和调整方法 (34)致谢 (36)参考文献 (37)摘要本设计为电池壳的冲压模具设计,根据设计零件的尺寸、材料、批量生产等要求,首先分析零件的工艺性,确定冲裁工艺方案及模具结构方案,然后通过工艺设计计算,确定排样和搭边,计算冲压力和压力中心,初选压力机,计算凸、凹模刃口尺寸和公差,最后设计选用零、部件,对压力机进行校核,绘制模具总装草图,以及对模具主要零件的加工工艺规程进行编制。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
第1章概述1.1模具分类模具可分为金属模具和非金属模具。
金属模具又分为:铸造模具(有色金属压铸,钢铁铸造)、和锻造模具等;非金属模具也分为:塑料模具和无机非金属模具。
而按照模具本身材料的不同,模具可分为:砂型模具,金属模具,真空模具,石蜡模具等等。
塑料模具一般可分为:注射成型模具,挤塑成型模具,气辅成型模具等等。
模具其他分类:合金模具、钣金模具、塑料模具、冲压模具、铸造模具、锻造模具、挤出模具、压铸模具、汽车模具、滚丝模具等。
1.2塑料模具的分类塑料注射(塑)模具:它主要是热塑性塑料件产品生产中应用最为普遍的一种成型模具,其结构通常由成型部件、浇注系统、导向部件、推出机构、调温系统、排气系统、支撑部件等部分组成。
制造材料通常采用塑料模具钢模块,常用的材质主要为碳素结构钢、碳素工具钢、合金工具钢,高速钢等。
注射成型加工方式通常只适用于热塑料品的制品生产,用注射成型工艺生产的塑料制品十分广泛,从生活日用品到各类复杂的机械,电器、交通工具零件等都是用注射模具成型的,它是塑料制品生产中应用最广的一种加工方法。
塑料压塑模具:包括压缩成型和压注成型两种结构模具类型。
它们是主要用来成型热固性塑料的一类模具,其所对应的设备是压力成型机。
压塑模具主要由型腔、加料腔、导向机构、推出部件、加热系统等组成。
压注模具广泛用于封装电器元件方面。
压塑模具制造所用材质与注射模具基本相同。
塑料挤出模具:是用来成型生产连续形状的塑料产品的一类模具,又叫挤出成型机头,广泛用于管材、棒材、单丝、板材、薄膜、电线电缆包覆层、异型材等的加工。
塑料吹塑模具:是用来成型塑料容器类中空制品(如饮料瓶、日化用品等各种包装容器)的一种模具,吹塑成型的形式按工艺原理主要有挤出吹塑中空成型、注塑成型的形式按工艺原理主要有挤出吹塑中空成型、注射吹塑中空成型、注射延伸吹塑中空成型(俗称“注拉吹”),多层吹塑中空成型,片材吹塑中空成型等。
塑料吸塑模具:是以塑料板、片材为原料成型某些较简单塑料制品的一种模具,其原理是利用抽真空盛开方法或压缩空气成型方法使固定在凹模或凸模上的塑料板、片,在加热软化的情况下变形而贴在模具的型腔上得到所需成型产品,主要用于一些日用品、食品、玩具类包装制品生产方面。
高发泡聚苯乙烯成型模具:是应用可发性聚苯乙烯(由聚苯乙烯和发泡剂组成的珠状料)原料来成型各种所需形状的泡沫塑料包装材料的一种模具。
其原理是可发聚苯乙烯在模具内能入蒸汽成型,包括简易手工操作模具和液压机直通式泡沫塑料模具两种类型,主要用来生产工业品方面的包装产品。
制造此种模具的材料有铸铝、不锈钢、青铜等。
1.3本次设计的内容本课题设计产品是塑料制件:电池外壳后盖。
它包含了模具的基本结构,并有侧向分型和抽芯机构,属于中等难度的塑料模具。
本设计介绍了注射成型的基本原理,特别是内侧抽芯机构的结构与工作原理,对注塑产品提出了基本的设计原则。
还分别介绍了塑料模具的一般设计方法、设计步骤、材料的选取、材料性能、结构和用途的分析等。
详细介绍了注射模具的材料及工艺分析,浇注系统、主要零部件、侧向分型与抽芯机构、推出机构、冷却系统的设计过程,并对模具强度要求做了说明,以及模具的各种工艺参数的确定等。
亦介绍了模架选取的方法及各种工艺参数等。
在模具制造中运用了现代先进的线切割和数控加工等加工技术。
综合利用三维UG和二维Auto CAD进行设计并绘制各种非标准零件图纸。
说明书已详细地阐述设计的全过程。
第2章塑件材料分析2.1 塑料件用途2.1.1 塑料件图纸图2-1-12.1.2 材料分析该产品的成型材料是ABS,该材料是由丙烯腈、丁二烯和苯乙烯三种化学单体合成。
每种单体都具有不同特性:丙烯腈有高强度、热稳定性及化学稳定性;丁二烯具有坚韧性、抗冲击特性;苯乙烯具有易加工、高光洁度及高强度。
从形态上看,ABS是非结晶性材料。
三中单体的聚合产生了具有两相的三元共聚物,一个是苯乙烯-丙烯腈的连续相,另一个是聚丁二烯橡胶分散相。
ABS的特性主要取决于三种单体的比率以及两相中的分子结构。
这就可以在产品设计上具有很大的灵活性,并且由此产生了市场上百种不同品质的ABS材料。
这些不同品质的材料提供了不同的特性,例如从中等到高等的抗冲击性,从低到高的光洁度和高温扭曲特性等。
ABS材料具有超强的易加工性,外观特性,低蠕变性和优异的尺寸稳定性以及很高的抗冲击强度。
主要用途:ABS广泛用于水表壳、纺织器材、电器零件、文教体育用品、玩具等;成型特点:ABS在升温时粘度增高,所以成型压力比较高,塑料上的脱模斜度宜稍大,ABS易吸水,成型加工前应进行干燥处理;易产生熔接痕,模具设计时应注意尽量减少浇口对流道的阻力;在正常的成型条件下,壁厚、熔料温度及收缩率影响极小。
要求塑件精度高时,模具温度可控制在50~60°C,要求塑件光泽和耐用时,应控制在60~80°C。
2.1.3 结构分析2.1.3.1该塑件尺寸不大,一般精度等级。
属于中等难度的塑料模具。
包括了模具的基本结构,其中有两处内侧抽芯。
2.1.3.2 ABS在升温时粘度增高,所以成型压力较高,故塑件上的脱模斜度宜稍大,要有足够的脱模斜度5α≥。
防止顶角;ABS易吸水,成型加工前应进行干燥处理;ABS易产生熔接痕,模具设计时应注意尽量减少浇注系统对料流的阻力,要注意浇口位置防止和减少熔接痕;在正常的成型条件下,壁厚、熔料温度对收缩率影响极小。
模具温度应控制在60°~80°。
2.2计算制品的体积和重量通过三维制图UG软件测量得:单件塑件面积S=6900.6㎜ 2 ;单件塑件体积V=4897.91㎜3查有关资料可知ABS的密度为1.02~1.05g/cm3,则单件塑件重量m=5g第3章分型面的设计3.1分型面的设计原则选择分型面即是决定型腔空间在模内应占有的位置。
由于分型面受到塑件在模具中的成型位置、浇注系统的设计、塑件结构工艺性及尺寸精度、嵌件的位置、塑件的推出、排气等多种因素的影响,因此在选择分型面时应综合分析,应遵循以下几项的设计原则:3.1.1复合塑件脱模。
为使塑件能从模内取去,分型面的位置应设在塑件断面尺寸大的部位。
3.1.2确保塑件质量。
分型面应不要选择在塑件光滑的外表面,避免影响外观质量;将塑件要求同轴度的3.1.3有利于塑件脱模。
由于模具脱模机构通常只设在动模一侧,故选择分型面时应尽可能使开模后塑件留在动模一侧。
这对于自动化生产使用的模具尤其显得重要。
3.1.4考虑侧向轴拔距。
一般机械式抽芯机构的侧向拔距都较小,因此选择分型面时应将抽芯或分型距离长的方向置于动、定模的开合模方向上,而将短抽拔距做为侧向分型或抽芯。
并注意将侧抽芯放在动模边,避免定模抽芯。
3.1.5锁紧模具的要求。
侧向合模锁紧力较小,故对于投影面积较大的大型塑件,应将投影面积大的方向放在动、定模的合模方向上,而将投影面积小的方向作为侧向分型面。
3.1.6有利于排气。
当分型面作为主要排气渠道时,应将分型面设在塑料熔体的末端,以利于排气。
3.1.7模具零件易于加工。
选择分型面时,应使模具分割成便于加工的零件,以减小机械加工的困难。
3.2该零件分型面的设计分型面的选择要考虑到型腔在分型面上的投影面积的大小。
为了保证侧向型芯的位置的放置及抽芯机构的动作顺利,应以浅的侧向凹孔或短的侧向凸台作为抽芯方向,而将较深的凹孔或较高的凸台放置在开合模方向。
综合考虑以上的设计原则并结合该塑件的结构特点和质量要求,应采用阶梯分型面。
如图3—1所示。
图3-13.3 确定型腔数目3.3.2型腔数目的确定主要参考以下几点来确定3.3.2.1根据经济性确定型腔数目和总成型加工费用最小的原则,并略准备时间试生产原材料费用,仅考虑模具加工费和塑件成型加工费3.3.2.2根据注射机的额定锁模力确定型腔数目,当成型大型平板制件时常用这种方法3.3.2.3根据注射机的最大注射量确定型腔数目根据经验,每加一个型腔制品尺寸精度要降低4%,对于高精度制品,由于多型腔模具难以保证各型腔的成型条件一致,故推荐型腔数目不超过4个。
3.3.3根据本产品的生产批量及尺寸精度要求采用一模两腔由于多型腔模具在满足塑料制件的形状和尺寸一致性好,成型工艺条件容易控制条件下具有提高生产效率和降低塑件的整体成本。
并结收音机外壳的质量要求,所以采用双型腔模具。
第4章成型零部件的结构设计4.1 成型零部件的结构设计由于制件有抽芯机构比较复杂,为了便于加工制造,型芯型腔均采用整体镶嵌式。
4.1.1图4-1所示,为该套模具的凸模形式。
4.1.2图4-2所示,为该套模具的凹模形式。
图4-1 图4-24.2 成型零部件工作尺寸计算4.2.1由于成型零件直接与高温高压的塑料熔体接触,它必须有以一些性能:4.2.1.1必须具有足够的强度、刚度,以承受塑料熔体的高压;4.2.1.2有足够的硬度和耐磨性,以承受料流的摩擦和磨损。
通常进行热处理,使其硬度达到HRC40以上;4.2.1.3对于成型会产生腐浊性气体的塑料还应选择耐腐浊的合金钢理;4.2.1.4材料的抛光性能好,表面应该光滑美观。
表面粗造度应在Ra0.4以下;4.2.1.5切削加工性能好,热处理变形小,可淬性良好;4.2.1.6熔焊性能要好,以便修理;4.2.1.7成型部位应须有足够的尺寸精度。
孔类零件为H8~H10,轴类零件为h7~h10。
4.2.2型腔、型芯工作部位尺寸的确定经查有关资料可知ABS 塑料的收缩率是0.3%~0.8%平均收缩率为: S=(0.3%+0.8%)/2=0.55%型腔工作部位的尺寸:型腔径向尺寸 ()001zz m s L S L δδ++=+-X∆⎡⎤⎣⎦型腔深度尺寸 ()001z z m s H S H δδ++=+-X∆⎡⎤⎣⎦ 型芯径向尺寸 ()001z z m s l S l δδ--=++X∆⎡⎤⎣⎦型芯高度尺寸 ()001z z m s h S h δδ--=++X∆⎡⎤⎣⎦中心距尺寸 /2(1)/2m z s z C S C δδ±=+±式中 L —塑件外型径向基本尺寸的最大尺寸(mm )l —塑件内型径向基本尺寸的最小尺寸(mm )H —塑件外型高度基本尺寸的最大尺寸(mm )h —塑件内型径向基本尺寸的最小尺寸(mm )C —塑件中心距基本尺寸的平均尺寸(mm )x —修正系数,取0.5~0.75△—塑件公差(mm )δ—模具制造公差,取(1/3~1/4)△。
各工作部位尺寸计算结果详见相应零件图纸所标明通常,制品中1mm 和小于1mm 并带有大于0.05mm 公差的部位以及2mm 和小于2mm 并带有大于0.1mm 公差的部位不需要进行收缩率计算。
4.3 成型零部件的强度与刚度计算为了方便加工和热处理,其型芯整体镶嵌式,型腔为整体形式。