模具开发、修改流程图
模具生产工艺流程图(精AA

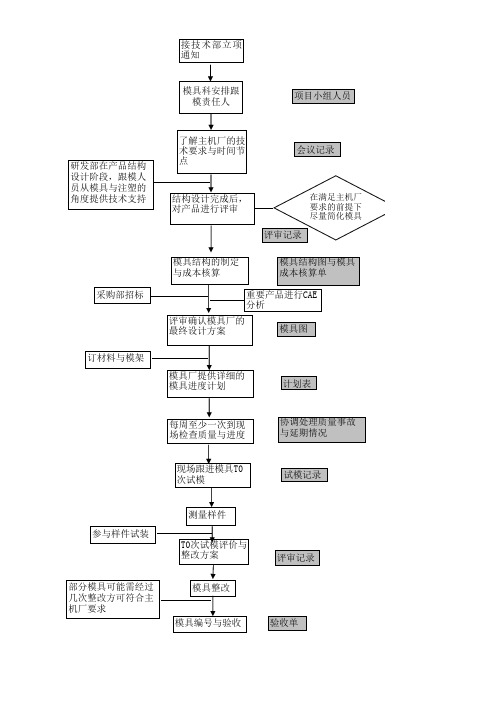
模具制造工艺流程图 模具名称 模具编号 要求交模日期 计划第一次试模日期 模具设计人 工艺编制 生产计划制订 进度跟踪 生产准备检查 材料 图纸 镶件加工 计划 实际 铜公加工 计划 实际 生产准备检查 材料 图纸 CNC加工 计划 实际 铣方及孔加工 计划 实际 生产准备检查 材料 图纸 综合铣加工 计划 实际 EDM清角 计划 实际 配镶件 计划 实际 EDM加工 计划 实际 抛 光 计划 实际 生产准备检查 材料 图纸 铜公加工 计划 实际 镶件加工 计划 实际 生产准备检查 材料 图纸 生产准备检查 材料 图纸 深孔钻加工水孔 计划 实际 CNC加工 计划 实际 摇臂钻钻孔 计划 实际 EDM加工 计划 实际 配镶件 计划 实际 打磨、抛光 计划 实际 配滑块、配模 计划 实际 钻斜导柱孔,钻攻抽芯螺孔 计划 实际 总装、试模 计划 实际 备检查 材料 图纸 划线,加工吊环孔 计划 实际 凸台、镶件槽CNC加工 计划 实际 EDM清角 计划 实际 钻水孔、螺孔 计划 实际 配镶件 计划 实际 钻镶件槽螺孔 计划 实际 装镶件,配模芯、模板 计划 实际 钻司筒、顶针孔 计划 实际 扩司筒、顶针孔 计划 实际 铰司筒、顶针孔 计划 实际 CNC加工成型面 计划 实际 EDM加工 计划 实际 配模 计划 实际 抛光 计划 实际 铜公加工 计划 实际 生产准备检查 材料 图纸 推方、角铁加工 计划 实际 生产准备检查 材料 图纸 年 月 日 滑块 定模 动模芯 推方角铁 镶 件 铜公 铜公 镶件 铜公 镶件
模具制作流程图

深圳市鼎固电器有限公司
模具管理控制程序
文件编码: 生效日期: 版 本:
页 4/4 号:
模具报废: 无法维修的模具则由生产部提出《模具报废申请单》,若超出使用寿命的模具或相关配件 由模具仓库管理员提出《模具报废申请单》,经部门负责人审核,总经理批准后报废处理。 模具报废后模具仓库管理员须立即注销该模具,更换配件也须及时更新模具资料,以便跟 踪模具状况。 报废模具在没有处理前,仓库管理员必须表示报废字样,以便误用造成产品质量问题。 5.相关记录: 《模具制作申请单》 《试模申请单》 《模具验收报告》 《模具报废申请单》 《模具维修通知单》 《工程变更通知单》
深圳市鼎固电器有限公司
模具管理控制程序
文件编码: 生效日期: 版 本:
模具制作管理流程图
页 1/4 号:
销售部接单
评估客户样品
评审模具需求
审核模具图纸
制作模具图纸
模具制作申请
总经理批准
车工组
采购部
制作模具
模具验收 OK
试模 OK
投入使用
外协 NG
OK
联系外协厂 商
签定协议 OK
外协模具制作 OK
模具完成回厂
深圳市鼎固电器有限公司
模具管理控制程序
文件编码: 生效日期:
版 本:
页 2/4 号:
1.目的 建立模具管理控制程序,对模具设计、制作、验收、使用保养与维修等各环节进行有
效的控制。 2.适用范围
本程序适用本公司所有模具,从设计到报废的全过程管理控制。 3.职责与权限:
工程部负责模具的开发设计、模具图纸的绘制,并提出《模具制作申请单》及对模具进 行统一编号。
工程部负责模具制作进度跟进、试模和维修。 生产部负责模具的使用与保管。 工程部、品质部、生产部共同负责模具的验收。 模具组管理员负责建立模具台帐,做好模具出入库登记、统计模具的使用寿命,并负责 模具房内模具的整理与保管。 总经理负责批准模具的开发制作、报废模具的申请。 4. 程序: 模具的制作申请: 销售部当接到新产品图纸或样品时,由工程部进行评估,评估结果填写在《样品需求申 请单》上,判定是否需要制作模具,若需要制作则由工程部填写《模具制作申请单》并设计 模具图纸,若公司内部不能制作则需要外发加工。 《模具制作申请单》及模具图纸经总经理批准后,下达到采购部。 模具配件采购时工程部须先评估需求量及申购的必要性,再提出《模具制作申请单》。 若工程部评估内部可以完成模具/配件的制作,由工程部或需求单位提出《模具制作申请 单》,部门主管/经理审核,总经理批准后下达到工程部,安排车工完成模具的制作。 模具的加工与制作: 采购部接到《模具制作申请单》联系外协厂商,并由工程部与外协厂商确认模具制作具 体技术要求,并签定协议。 工程部负责随时跟进模具制作进度,并随时解决外协厂商的技术疑问,确保模具按时完 成,并符合图纸要求。
模具及工装夹具管理程序
CNHY标准CNHZ/QEP-O9模具及工装夹具管理程序第八版, 2014-07第 1 页,共 11 页战略所有者:内容所有者:批准:1目的为有效管理本公司生产所需的模具及工装夹具的制作、移交使用及保养维护,使公司运营顺利运行,并延长使用寿命,保持模具及工装夹具均处于适宜状态。
2范围公司所有的模具及工装夹具。
3定义3.1模具:使产品能顺利产出的器具,如:冲压模、切边模、切角模、冲孔模等;3.2工装夹具:可以帮助生产顺畅提升质量、效益的器具;4职责与权限4.1设备模具部负责量产模具的开发、维修、保养及新产品项目的模具开发、技术支持工作。
4.2工艺部负责新增/修改的工装夹具的设计、申购、验收、移交,并对易损工装夹具拟定更换计划。
4.3质量部负责模具及工装夹具的进厂检验。
4.4采购部按照图纸要求,负责模具及工装夹具的委外加工。
5流程5.1量产模具开发流程/表单 模具需求模(夹)具开发申请表 技术规范书,图纸 模具方案,投资申请表 审批意见 采购申请单加工合同,模具相关报告 相关协议,送检单,模芯检验记录表,模具验收报告各测试报告变更通知,相关变更文件 模具维修调试记录,模具移交单模具管理台账模具保养指导书,保养记录 模具维护联系单模具维护联系单,模具维修调试记录固定资产处置表需求部门模具工程师,模具工 厂商,模具工程师 相关部门经理,总经理 模具工,模具工程师,采购工程师采购工程师,外协厂家 采购工程师,模具工程师, 模具工,质量工程师实验室等模具工程师,相关部门 模具组,使用部门 模具组 模具工程师模具工程师,使用部门 使用部门,模具组需求部门,VSM财务部 5.2 新产品开发流程 输入/表流程图输出/表单责任人/部门需求 技术规范书/图纸 方案及投资申请审批 外协加工申请 制造加工 验收 性能测试 模具变更 移交使用 登录列管 清点保养 异常反映 维修保养 检讨分析改善报废 销账YNY N单 模具需求模芯CAD 图纸(dwg) 模芯关键尺寸控制图模芯模芯检测记录BOM样品,检测报告产品工程师 模具工程师 CNC 模具工 工艺部模具组,质量工程师5.3工装夹具开发流程输入/表单 流程图输出/表单责任人/部门模具需求采购申请单 送检单模夹具移交单工装夹具报废维修申请单工装夹具报废维修申请单工艺工程师质量工程师 工艺工程师使用部门使用部门,采购部工艺部,总经理模芯图样品试制NY 完成模芯加工 模芯检测 模芯检测板片需求申购 报废验收交接使用维护存放维修改造保养6内容6.1量产模具开发:6.1.1需求:所有模具由需求部门(VSM,R&D,工艺部)提出请购要求。
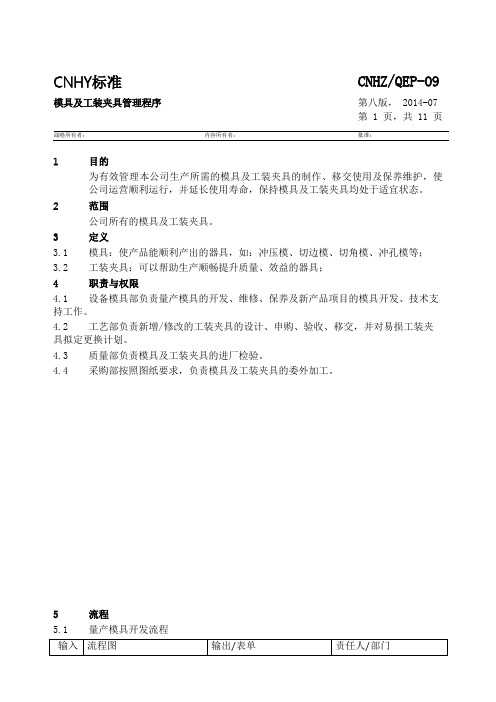
模具开发流程图
验收单
重要产品进行CAE 分析
评审确认模具厂的 最终设计方案
模具图
模具厂提供详细的 模具进度计划
计划表
每周至少一次到现 场检查质量与进度
现场跟进模具T0 次试模
协调处理质量事故 与延期情况
试模记录
参与样件试装
测量样件
T0次试模评价与 整改方案
评审记录
部分模具可能需经过 几次整改方可符合主 机厂要求
模具整改 模具编号与验收
接技术部立项 通组人员
研发部在产品结构 设计阶段,跟模人 员从模具与注塑的 角度提供技术支持
采购部招标
订材料与模架
了解主机厂的技 术要求与时间节 点
会议记录
结构设计完成后, 对产品进行评审
在满足主机厂 要求的前提下 尽量简化模具
评审记录
模具结构的制定 与成本核算
模具结构图与模具 成本核算单
模具管理流程图

维修前对需要维修的部位 进行拍照
维修完成
维修后对维修好的部位进 行拍照
牵扯到尺寸的修 模必须经过测量
上机前由当班主管对维 修后的模具进行确认,
确认合格后方可上机
生产第一模由生产当班主 管、模修当班主管、QC当 班主管对维修部位前后确
模具验收不合格
由供应链部负责 退回厂商
质量部提供数据
产品开发部负责 召集相关人员检 讨修模方案并全
程跟踪
制造部负责安排 修模后试模
质量部负责测量 并提供数据
技术、质量、制 造最终确认
模具管理规定流程图
模具验收合格
制造部接受模
产品开发部提供数据
模修将模具建 立模具台账
量产
量产结束后由生产质 量共同建立末件
模具易损备品备 件
模修依据技术 图纸填写申请
供应链部按照 申请单负责采
模具易损件清单 模具、易损件图纸
模修负责将易损备品 备件建立安全库存
正常模具保养 模具《保养规
入库保存
模具维修
当班领班负责 填写《模具维
修申请单》
质量部负责检 查新采购的部
件尺寸
将检查合格的 部件入库
生产当班主管、模修当 班主管、QC当班主管针 对需要维修的部分建立
NG
OK
NG
OK
量产
模具项目工作流程图

试模工艺卡、送货单
内部联、修改模记录、试模记录、
项目工作流程图
反馈客户信息与修改通知
按客户要求交付模具
按合同规定收取货款
项目总结
商务部
项目部
商务部
项目部
商务部
项目部
商务部
总经理
项目部
项目部
项目部
项目部
项目部
项目部
客户资料登记表
内部联络单
OA或邮件
预报价单
合同评审表
正式报价单
项目计划进度表
合同书
任务书
设计制造总体计划
项目计划进度表
项目进度表、照片
材料申购单
合同或项目更改单
流程图
工作要点
责任部门
应用表单
一、 项目 流程
客户信息输入与传递
资料调研与分析
客户产品报价分析
市场部牵头各部门审核
技术、标准、材料、交期、品质、成本等
市场部签署合同评审意见报总经理审批
客户合同确认
依据任务书下达项目计划
每周进度督查与报告
试模材料准备
根据合同变更单(已审核)跟踪与确认实施进度
按计划时间交付样品
模具开发流程图
产品测量报告
加工、生 产管理
模具出货检测表 送货单
Ⅰ
ⅠⅡⅢⅣ ⅤⅥⅦ 采购
Ⅱ
Ⅲ
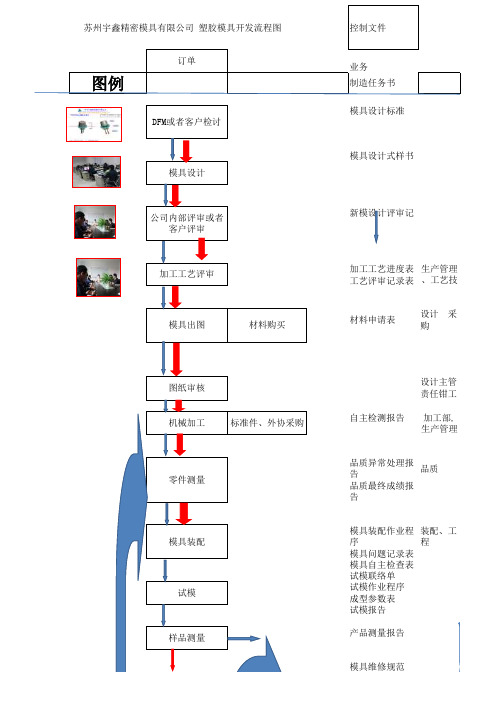
苏州宇鑫精密模具有限公司 塑胶模具开发流具设计
公司内部评审或者 客户评审
加工工艺评审
模具出图
材料购买
控制文件
业务 制造任务书 模具设计标准
模具设计式样书
新模设计评审记
加工工艺进度表 生产管理 工艺评审记录表 、工艺技
材料申请表
设计 采 购
图纸审核
机械加工
标准件、外协采购
零件测量
模具装配 试模
样品测量
设计主管 责任钳工
自主检测报告 加工部, 生产管理
品质异常处理报 告
品质
品质最终成绩报
告
模具装配作业程 装配、工
序
程
模具问题记录表
模具自主检查表
试模联络单
试模作业程序
成型参数表
试模报告
产品测量报告
模具维修规范
模具维修检讨 样品送客户确认
模具出货
试模、装 模具维修报告 配、工程
project简易操作流程图

1Project 2003简明使用教程Microsoft Project是一个功能强大而且可以灵活运用的项目管理工具,我们可以利用Project来控制简单或复杂的项目。
它可以用来安排和追踪所有的活动,让我们对活动的项目进度了若指掌。
制作一个项目首先便是制定项目计划时,Microsoft Project将根据我们所提供的信息(包括预计完成的任务、执行这些任务的人员、用来完成任务的设备和材料以及相关的成本)计算并建立一个工作计划。
实际上要开始进行一个项目,我们可以由以下几种方式开始:●利用模板方式进行部署。
●利用现成的文件档案快速更改成自己的部署计划。
下面我们将逐一说明如何进行一个项目。
1.1 利用模板方式进行部署由于公司快速的成长面临了企业快速更改的挑战,公司决定全方位导入知识管理系统,实际上,在原本传统的作业下,总是老业务带领着新业务,而知识都只是藏在老业务的脑海中,而一旦老业务离职或者是高升时,这些知识也就随着老业务的离职而消失。
最近,公司决定不如数字化工作环境,于是也决定导入Microsoft Project 2003以便能够好好将知识传承下去,而你便是这项工作的执行者,我们要做的第一道工作便是了解如何快速进行Microsoft Project 2003部署计划,并告知老板知道。
这项计划老板要求能够在两个月内完成,此时,我们应该怎么办呢?正所谓前人种树,后人乘凉,直接套用范本是最快而最有效率的方式,所幸,Microsoft Project提供我们许多模板供我们直接套用,只需选择适合我们使用的模板再将项目的时间与日历更改好,这样,项目便几乎规划完成了。
要进行这项工作其方法为:1.开启Microsoft Project;2.由菜单中选择〔文件/新建/在我的计算机上〕3.最后选取〔Project范本〕4.此时便会出现许多模板供我们选择,由模板中选择Project Office〔项目办公室〕。
注意:如果Microsoft Project 2003 没有完全安装这些范本将不会出现。
模具项目(跟模)流程图Project_guide
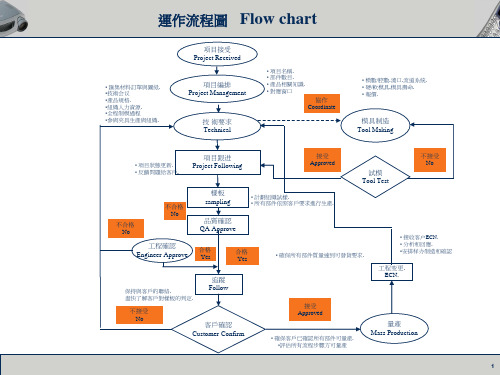
• 匯集材料訂單與圖紙. •技術会议 •產品規格. •組織人力資源. •全程制模過程 •參與夾具生產與組織.
项目接受 Project Received
項目編排 Project Management
技 術要求 Technical
• 項目名稱. • 部件數目. • 產品相關知識. • 對應窗口
正再試作樣板重新送樣. 3. 所有部件確認狀態.
十.量產:Mass Production
1.量產前評估所有流程步驟是否達到要求. 2.量產中定時對模具進行確認.確保生產狀況正常.
4
樣板 sampling
品質確認 QA Approve
• 計劃組織試樣. • 所有部件依照客戶要求進行生產.
合格 Yes
合格 持與客戶的聯絡. 盡快了解客戶對樣板的判定.
追蹤 Follow
不接受 No
客戶確認 Customer Confirm
接受 Approved
四.項目追蹤(相關部門):Project Follow(All Department)
4.相關圖紙的提供與發放(包括產品圖.模具結構圖.打合圖.噴油區域圖.絲印圖.裝配圖). 5.模具制作過程中相關問題及時反饋聯絡客戶.了解客戶最新要求. 五.初步樣板:Pilot Run 1.組織人員試作樣板.由模具部實施樣板的制作. 2.模具試作過程中.對模具的結構.部品成形及周期進行確認.依照客戶要求進行生產. 3.對初步樣板進行全面確認其結構.外觀.尺寸.裝配等是否達到客戶要求. 六.品質確認:QA Approve 1. 將制好的樣板交於品質部.品質部根據客戶提供的圖紙及相關要求進行檢測確認. 經
3
项目指引 Project Guiding
模具生产工艺流程图

打磨、抛光
计
计
划
计
划
划
实
实
际
实
际
际
总装、试模
计 划
实 际
生产准备检 查
镶件加工
生产准备检 查
材 料
图 纸
划线,加工吊 环孔
计 划
实 际
凸台、镶件槽 CNC 加工
计 划
实 际
E材DM 清角 料
计 划钻水孔、螺孔
计
实计
划图
际划
纸
实
实
际扩司筒、顶针孔 际铰司筒、顶针孔
配镶件
钻镶件槽螺孔
计
计
划
划
实
实
C际NC 加 工 成 型 际EDM 加工
实 际
生产准备检查 材料 图纸
深孔钻加工水 CNC 加工 孔
计
计
划
划
实
实
际
际
实 际 摇臂钻钻孔
EDM 加工
计
计
划
划
实
实
际
际
配镶件
计 划
实 际
配镶件
计 划
EDM 加工
计 划
铜公加工
镶 计件 划
抛光
实 际计
划
生产准备检 查
材 料
图 纸
镶件加工 实 际
计 划
生产准备检查
实
实
际
际
材料
实 配际滑块、配模
图纸
钻斜导柱孔, 钻攻抽芯螺孔
面
装镶件,配模 芯、模板
计 划
实配模 际
钻司筒、顶针孔
计 划
实 际抛光
计 划
计划生查 产 准 备 检
模具生产作业管理程序(含流程图)
文件制修订记录1.0目的:对影响模具生产品质的各个环节进行控制,确保生产作业在规定的方法和程序受控状态下进行。
2.0适用范围:模具的生产和制造管理过程的控制。
3.0定义:无4.0职责:4.1研发课:负责开立《工作执行单》及样品确认。
4.2模具:负责模具之设计制作、组装、维修、二、三级保养及零配件生产,管理,自制零件与委外加工零件验收及数量核对。
4.3品保课:负责模具零件配件及委外加工零件的检验,及试模产品检验。
4.4采购课:负责模具材料购买及零件委外加工。
4.5注塑/冲压:负责模具试模及模具验收。
5.0内容及要求:5.1模具作业流程见附件。
5.2生产计划:5.2.1模具依据研发课下达模具开发工作执行单作《模具开发进度表》并进行模具设计,设计完成后经主管核准后,填写请购单交至采购课进行零配件采购。
5.2.2采购下发零配件采购单给加工组作业。
5.2.3申购、领料过程控制:加工组依据模具设计图面填写《请购单》申购符合HSF要求之材料,经主管核准后,交至采购办理。
5.3模具生产作业过程的控制:5.3.1生产工艺制程的控制:由加工主管负责其生产流程,各工序技术员依据图面进行作业,将加工工序流程填写入制令单,并记录加工数量和工时等,当相关资料需更改时,依据《工程变更作业管理程序》之相关设计变更进行更改。
5.3.2品质控制:各加工工序按制令单生产完成后,交模具品管进行检验及HSF符合性的测试,并把所测量尺寸及HSF测试记录于《模(治)具检验记录表》及登录于《模具零件加工统计表》,判定允收后,方可交由下一道工序生产。
如判定不符合要求则退回生产单位(含分包商),并开立《模(治)具异常不良处理单》,作相关处理。
5.3.3设备品质及符合HSF的控制:设备品质\符合HSF的控制依《设施设备控制程序》和《环境限用物质控制程序》执行,模具在使用、维修或保养设备时,必须确认所加工使用之机器设备为环保专用和使用环保的辅材、材料进行维修保养,以及定期清洗相应设备。
APQP五大阶段的流程图
TR7
向顾客提交 PPAP文件
TR8
监控质量目标 与持续改进
配置库的创建及维护、进行数据的访问控制、集成构建、变更控制、版本控制、发布控制
组织技术培训
详细设计评审 与技术决策
外部系 统认证
向订单履行提 供最终配置
资产管理
需求解释 产
品
维
护
产
改
品
进
整机
集 成
试装
与
与 技 术
联
技
支
调 单元 硬件集
试
转
试
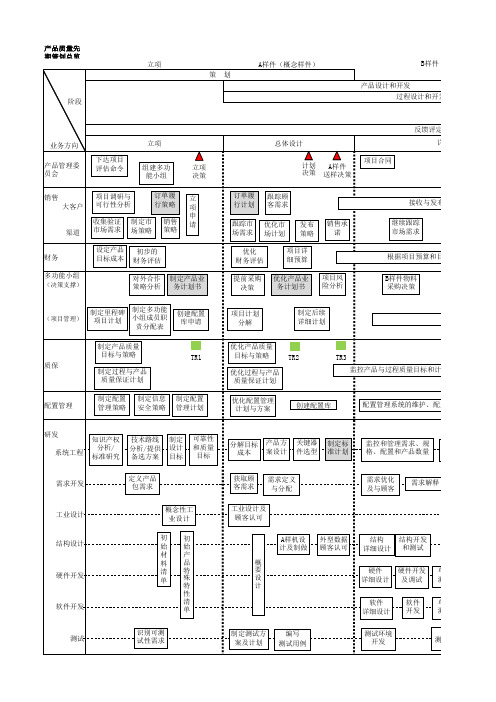
产品质量先 期策划总览
阶段
立项
策划
A样件(概念样件)
B样件(原理样件)
产品设计和开发 过程设计和开发
业务方向
产品管理委 员会
下达项目 评估命令
立项
组建多功 能小组
立项 决策
销售
项目调研与
大客户 可行性分析
订单渠道 市场需求 场策略 策略
财务
多功能小组 (决策支撑)
优化产品质量
目标与策略
TR2
优化过程与产品 质量保证计划
TR3 监控产品与过程质量目标和计划
优化配置管理 计划与方案
创建配置库
配置管理系统的维护、配置库的创建及维护
研发 系统工程
知识产权 分析/
标准研究
技术路线 制定 分析/提供 设计 备选方案 目标
可靠性 和质量 目标
分解目标 产品方 关键器 制定标 成本 案设计 件选型 准计划
识别可制造 性及制造可 测试性需求
制定过程 设计策略
制定生产 策略
识别安装和可 制定客户服务
服务性需求
支持策略
试验标准理解 与可行性分析
APQP开发流程图

NO
客户认可
正规包装试制 PPAP量订购
A
过程流程图
B
PFMEA
C
样件控制计划
D
作业指导书
E
检验标准/检验指导书
F
样件控制计划
G
客户或内部标准样件
H
BOM
I
量具和试验设备清单
J
试验报告
K
分供方清单
L M
N
模(治工)程具更自改动记机录转移清 模(治)具单自动机验收交
接单
O
包装规范
P
问题清单
Q
采购/外协申请单
R
产品保证计划
S
模(治)具量试记录表
T
特性矩阵图
U 需提交客户的PPAP文件
A
过程流程图
B
PFMEA
C
生产控制计划
T
初始过程能力研究
U
MSA
V
放产审核表
H
更新BOM
W
GP12报告(客户认可)
X
PSW(客户认可)
Y
试产状况记录表
5.
A
项目总结及
反馈
B
关控点 (5)
客户正式订单 客户交样情况反馈
内部质量跟踪 持续改进
治具,检 具
检具设计 确认
检具制造
检具测量 与修改
装配调整
NO
OK
OTS测量计划/OTS样件制造
OTS交样/OTS报告
OTS认可
NO
外协件、原材料、 设备采购
外协件、原材料、 设备要求
供应商定点
供应商样件制造
外协件试验供应商 交样
外协件/原材料/设 备采购 调整修改
产品开发部研发全套流程图
物料采购
(厂长审核, 成本总监批准)
模房-“申购单”
制作
模房-“外协单”
( 如需外协,厂长审核,成
本总监批准)
质量跟踪 进度跟踪
公模 司房 责责 任任
试模
(模房知会研发下通知,工
研发-“试模通知单” 研发-“试模报告”
程师协同试模单位)
OK
NG
研发-“模具验收报告”
验收
研发-样板确认
入库
仓库-“入库单” 仓库-“五金外包模具一览表”
描件存放项目过程文件
可靠性测试
少批量试产准备 少批量试产
少批量试产总结
客户样板 资料更新
OK
业务寄样
参与:样板房 业务
参与:参与 PIE
记录文件:《试产报告》 参与:研发 采购 生产 仓库 实验室 PIE 批准:厂长
记录文件:《会议记录》 参与:研发 采购 生产 仓库 实验室 PIE
记录文件:《测试报告》 参与:研发 采购 批准:研发经理 存档要求:原件存放在文件夹,电子档扫
存档要求:原件存放在文件夹,电
记录文件:《规格书》 《BOM》
参与:研发 批准:研发经理 存档要求:原件存放在文件夹,电
记录文件:《英文BOM》《英文爆炸 图》《英文原理图》 参与:研发 批准:研发经理
存档要求:原件存放在文件夹,电
记录文件:《电子BOM》《电路原理图》 《PCB字符图》 参与:研发 批准:研发经理
批准:研发经理
批准:副总
存档要求:原件存放在文件夹, 存档要求:原件存放在文件夹,
电子档存放外来文件
电子档存放项目过程文件
首件试装/测试 首件评估
记录文件:《试装记录》《首件测试报告》 参与:研发 实验室 样板房 批准:研发经理
模具制造技术和流程图
模具制造技术和制造流程模具行业是一个融合多专业、多学科知识并为多种加工领域服务的工业行业。
使用模具生产产品,具有效率高、质量好、节约能源和原材料、成本低等一系列优点。
模具已成为现代工业生产的重要手段和加工工艺。
随着科学技术和社会经济的发展,产品的开发周期和产品的更新期逐渐缩短,模具的使用更加频繁并已渗入到各行各业,它在汽车、电器、通讯、电子及轻工等领域的应用尤为广泛。
作为一种产业,模具工业的发展与繁荣是现代工业技术发展的一个重要标志,多数工业产品的发展和技术水平的提高,在一定程度上取决于模具工业的发展水平,这一点在许多发达国家的工业史上已经得到了十分明确的体现。
20世纪80年代以来,科学技术的发展,特别是计算机应用技术的迅猛发展,对模具业的发展产生了重大影响。
随着计算机辅助设计、辅助制造以及辅助分析相继被普遍引入到模具制造领域,模具CAPP、CIMS工程也开始在一些企业获得成效,模具制造技术发生了根本性的变革。
现在,通过互联网传送模具信息,远距离控制模具生产已成为一些企业的重要经营手段。
模具生产周期缩短,质量提高,成本降低,使模具制造的整体水平和科技含量得到了质的飞跃。
近年来,激光立体制模(SLA)、分层实体制造(LOM)、选择性激光烧结(SLS)和熔化沉积制造(FDM)等快速成型制造技术发展很快,新的技术不断涌现,模具制造技术正处于一个非常活跃的发展阶段。
一、模具制造专业课程体系构建的指导思想根据人才市场需求,以模具制造技术应用专业领域人才需求调查结果为基本依据,以提高学生的职业能力和职业素养为宗旨,倡导以学生为本的职业教育理念和建立多样性、灵活性与选择性相统一的教学机制,通过综合和具体的职业技术实践活动,帮助学生积累实际工作经验,突出职业教育的特色,全面提高学生的职业道德、职业能力和综合素质。
本专业在工学一体化课程体系设计方面主要遵循以下原则:坚持以职业素质为核心推进全面素质教育,并贯穿于教育教学的全过程,打破传统的“两课”,注重工学一体化结合,着重培养职业素质;二、以模具专业职业工作过程分析为基础,确立以工作过程所需的知识和技能为标准的课程体系;三、课程体系设计以典型工作任务为主导,注重技能培养,按专业技能培养的规律建立层次分明的实践教学体系。