CPK值的意义
过程能力指数cpk 1.33

过程能力指数cpk 1.33什么是过程能力指数(Cpk)?Cpk是一种常用的统计工具,用于评估一个过程的稳定性和可控制性。
它是通过比较过程的规格限制与过程能力范围之间的差异来确定的。
Cpk值大于1表示该过程具有较高的能力,能够生产出符合规格要求的产品,而Cpk值小于1则意味着该过程存在较大的不稳定性和无法控制的风险。
那么,如何计算Cpk值呢?计算Cpk值需要以下几个步骤:1. 收集数据:首先,我们需要收集与该过程相关的数据。
这些数据可以是关于产品质量、工序参数或任何与过程相关的指标。
2. 确定规格限制:确定产品的规格限制是计算Cpk值的重要一步。
规格限制是指产品在设计阶段所设定的上下限范围。
例如,如果某个产品的尺寸范围应为10厘米到12厘米,那么规格限制为10与12。
3. 计算过程均值与标准差:接下来,我们需要计算过程的均值和标准差。
过程均值是数据的平均值,而过程标准差表示数据的离散程度。
这两个统计指标可以帮助我们评估过程的稳定性和可控制性。
4. 计算过程能力指数:一旦我们有了过程均值和标准差,就可以计算过程能力指数了。
Cpk值的计算涉及到过程的规格限制、过程均值和过程标准差。
通常,Cpk的计算需要使用统计软件或计算机程序进行。
5. 解读结果:最后,我们需要解读计算出来的Cpk值。
Cpk值大于1.33表示过程具有较好的稳定性和可控制性,能够生产出符合规格要求的产品。
而Cpk值小于1.33则需要进一步改进过程,以提高其稳定性和可控制性。
Cpk值的意义和应用:Cpk值是衡量过程质量控制的一个重要指标。
它可以帮助我们评估过程的可靠性、一致性和稳定性。
具体来说,Cpk值的应用体现在以下几个方面:1. 过程改进:Cpk值可以帮助我们评估过程改进的效果。
比如,当我们针对某个过程采取了改进措施后,可以通过计算Cpk值来判断改进效果是否达到预期。
如果Cpk值有所提高,则说明过程稳定性和可控性得到了改进。
2. 供应链管理:在供应链管理中,Cpk值可以帮助我们评估供应商的能力和可靠性。
Cpk值介绍

加强员工培训
定期开展员工技能和素质培训,提高员工的专业水平和质 量意识。
建立激励机制
通过设立奖励机制、晋升机会等措施,激发员工的积极性 和创造力,促进员工为提升Cpk值贡献智慧和力量。
营造质量文化
在企业内部营造“质量第一”的文化氛围,使追求高质量 成为员工的自觉行为。
Cpk值与其他质量指标的关
05
03
Cpk值数据分析方法
数据收集与整理要求
01
数据来源
明确数据收集的范围和来源,包 括生产过程中的各种测量数据、 检验数据等。
数据整理
02
03
数据分组
对收集到的数据进行清洗、筛选 和整理,确保数据的准确性和完 整性。
根据分析需求,对数据进行合理 的分组和分类,以便后续统计分 析。
统计分析方法及工具应用
Cpk(Complex Process Capability Index,复 合过程能力指数):既考虑过程变异大小,又考 虑过程均值与规格中心的偏移,是更全面的过程 能力评价指标。
Ppk(Preliminary Complex Process Capability Index,初步复合过程能力指数):基于短期数据 计算的复合过程能力指数,同时考虑过程变异和 均值偏移。
04
提高Cpk值的策略与实践
识别并消除影响因素
识别潜在因素
通过数据分析、过程监控等手段,识别影响 产品质量和过程稳定性的潜在因素。
制定针对性措施
根据识别出的影响因素,制定相应的消除或控制措 施,如设备维护、工艺调整等。
持续改进
对实施后的效果进行跟踪和评估,不断完善 和改进措施,确保产品质量和过程稳定性的 持续提升。
多维度综合评价产品质量
何谓CPK及CPK值的意义

识别关键质量特性
通过对不同产品特性的CPK值进行比 较,可以识别出对产品质量影响较大
的关键特性,进而重点管控。
制定品质策略
根据产品特性的CPK值和品质要求, 制定相应的品质策略和控制计划。
CPK 在企业决策中的应用
决策支持
CPK值可以为企业决策提供数据支持,帮助 企业评估生产过程的稳定性和产品质量的风 险,从而做出科学决策。
对员工进行品质考核,建立品质与工资、晋升等 挂钩的激励机制。
提高生产效率
合理安排生产计划
根据市场需求和产能,制定合理的生产计划,减少生产等待和浪 费。
引入精益生产理念
通过消除浪费、持续改进等手段,提高生产效率。
优化物料和仓储管理
确保物料供应及时、准确,降低仓储成本和物料损耗。
05
CATALOGUE
性和可靠性是提高生产效率的前提。
02
当CPK值较低时,生产过程中会出现较多的缺陷和误
差,需要频繁的检测和修复,导致生产效率降低。
03
提高CPK值可以减少生产过程中的缺陷和误差,降低
不良品率,从而提高生产效率。
03
CATALOGUE
CPK 的实际应用
CPK 在生产中的应用
监控生产过程
通过计算和监测CPK值,可以及 时发现生产过程中的异常,如设 备故障、原材料波动等,从而采 取相应措施进行调整,确保生产 稳定。
CPK值是品质管理的重要指标之一,用于评估生产过程中的质量控制水平 。
通过监测和计算CPK值,可以及时发现生产过程中的异常和问题,采取相 应的措施进行改进和优化,提高产品质量和可靠性。
CPK值也是ISO 9001等质量管理体系认证的重要考核指标之一。
cpk取值范围

cpk取值范围摘要:一、CPK 概述1.CPK 的定义2.CPK 的作用二、CPK 取值范围的分类1.正常范围2.异常范围三、CPK 取值范围的临床意义1.肌肉损伤2.肝脏疾病3.心脏疾病四、CPK 检测的注意事项1.检测前的准备2.检测结果的解读正文:CPK(Creatine Kinase,肌酸激酶)是一种在细胞内广泛存在的酶,主要来源于肌肉组织。
CPK 在体内的作用是催化肌肉中ATP(三磷酸腺苷)与Creatine(肌酸)之间的转化,从而为肌肉收缩提供能量。
当肌肉受损时,CPK 会从破损的肌肉细胞中释放出来,进入血液中,因此,检测血液中的CPK 水平可以反映肌肉损伤程度。
CPK 的取值范围可以分为正常范围和异常范围。
正常范围通常是指男性小于38 U/L,女性小于26 U/L。
在这个范围内,说明CPK水平处于正常状态,不存在明显的肌肉损伤或其他相关疾病。
当CPK 水平超过正常范围时,就属于异常范围。
异常范围的CPK 水平可能与以下几种情况有关:1.肌肉损伤:如肌肉拉伤、肌炎、肌病等。
在肌肉损伤的急性期,CPK 水平会迅速升高,通常在3-4 天内达到峰值,随后逐渐下降。
2.肝脏疾病:部分肝脏疾病会导致CPK 水平升高,如病毒性肝炎、肝硬化等。
这时,CPK 水平的升高可能与肝脏功能减退导致的肌肉病变有关。
3.心脏疾病:心肌梗死、心肌炎等心脏疾病也可能导致CPK 水平升高。
在心脏疾病发作时,CPK 会从受损的心肌细胞中释放出来,进入血液中。
需要注意的是,CPK 检测结果的解读需要综合考虑多种因素,如患者的年龄、性别、体重、病史等。
此外,在检测前应避免剧烈运动,以免引起肌肉损伤导致CPK 水平升高。
最后,CPK 水平的轻度升高也可能是生理性的,如生理性肌肉疼痛、劳累等,这时无需过于紧张。
什么是_Cpk 质量数据计算

⏹ Cpk 的定义:制程能力指數; ⏹ Cpk 的意义:制程水准的量化反映;用一个数值来表达制程的水准;(1) 只有制程能力强的制程才可能生产出质量好、可靠性水平高的产品﹔(2)制程能力指数是一种表示制程水平高低的方便方法,其实质作用是反映制程合格率的高低 和Cpk 相关的几个重要概念1单边规格:只有规格上限和规格中心或只有下限或规格中心的规格;如考试成绩不得低于80分,或浮高不得超过0.5mm 等;此時數據越接近上限或下限越好﹔双边规格:有上下限與中心值,而上下限與中心值對稱的规格;此时数据越接近中心值越好;如D854前加工脚长规格2.8±0.2mm;⏹ USL (Upper specification limit):即規格上限 ⏹ LSL (Low specification limit): 即規格下限 ⏹ C :规格中心⏹ X=(X1+X2+… …+Xn)/n 平均值 (n 為樣本數)▪ T=USL-LSL 規格公差n -1(X1-X)2+(X2-X)2+… …+(Xn -X)2δ=• Ca:制程准确度; (Capability of Accuracy)• Ca 在衡量“實際平均值“與“規格中心值”之一致性; • 对于单边规格,不存在规格中心,因此也就不存在Ca; • 对于双边规格,Ca 等级评定及处理原则什么是Cp?• Cp:制程精密度 (Capability of Precision)• Cp 衡量的是“規格公差寬度”與“製程變異寬度”之比例;• 对于只有规格上限和规格中心的规格:Cp:制程精密度 (Capability of Precision) • Cp 衡量的是“規格公差寬度”與“製程變異寬度”之比例;对于只有规格上限和规格中心的规格:对于只有规格下限和规格中心的规格:3X Cpl=LSL3 σUSL-XCpu=对于双边规格:Cpk 的計算公式⏹ Cpk=Cpx(1- Ca ); ⏹ Cpk ≦ Cp;⏹ Cpk 是Cp 和Ck 的綜合表現 製程能力靶心圖Ca 好﹐Cp 差6USL-LSLCp=. . . . . .. . ... . . Cp 好﹐Ca 差. . . . . . . . . Cpk好﹔Cpk等級評定及處理原則Cpk和制程良率換算總結。
何谓CPK及CPK值的意义知识讲解
8
品質之高低各級指標
超級優異之品質 一流品質 二流品質 三流品質 四流品質 五流品質 格外品質
Cp > 2.00 ;
Cpk > 1.50
Cp > 1.50 ; 1.33 < Cpk < 1.50
Cp > 1.20 ; 1.00 < Cpk < 1.33
Cp > 1.00 ; 0.80 < Cpk < 1.00
① Mounting position correcting data
② Light box
③ Board (240 x 215 Th:2.4)
④ Jig-QFP
30 pcs.
⑤ Nozzle 1005 6 pcs.
⑥ Low-adhesive double-sided tape
⑦ 5-hole teaching jig 1 pc.
63 0.57 0.002
68.3 95.5 99.73 99.9937 99.99995 ≒100
13
机器精度的测定(实装位置示教和CP/CPK)。
注意:进行本次测定前建议将设备进行暖机,时间不少于1小时。以便能获得更准确的数据。
•高速头单元实装位置 示教需要的材料:
④
⑤
③
①Mounting position correcting data
6
什么是Cp?
•Cp:制程精密度 (Capability of Precision)
•Cp衡量的是“規格公差寬度”與“製程變異寬
度”之比例;
USL-X
对于只有规格上限和规格中心的规格: Cpu=
3s
对于只有规格下限和规格中心的规格: Cpl= X
CPK在品质统计过程中的意义
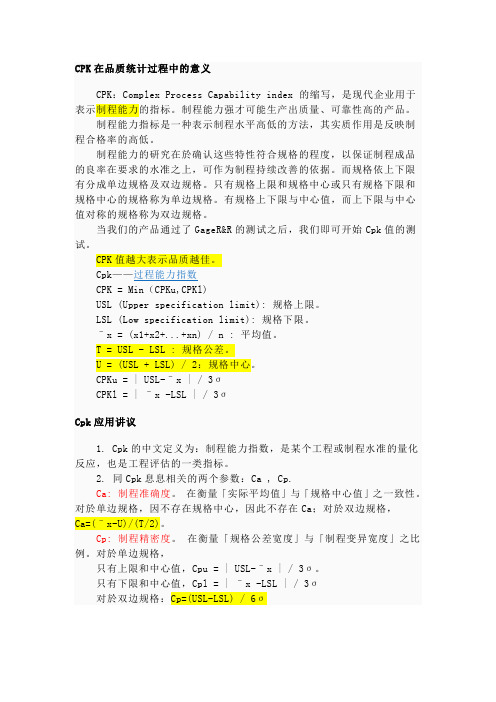
CPK在品质统计过程中的意义CPK:Complex Process Capability index 的缩写,是现代企业用于表示制程能力的指标。
制程能力强才可能生产出质量、可靠性高的产品。
制程能力指标是一种表示制程水平高低的方法,其实质作用是反映制程合格率的高低。
制程能力的研究在於确认这些特性符合规格的程度,以保证制程成品的良率在要求的水准之上,可作为制程持续改善的依据。
而规格依上下限有分成单边规格及双边规格。
只有规格上限和规格中心或只有规格下限和规格中心的规格称为单边规格。
有规格上下限与中心值,而上下限与中心值对称的规格称为双边规格。
当我们的产品通过了GageR&R的测试之后,我们即可开始Cpk值的测试。
CPK值越大表示品质越佳。
Cpk——过程能力指数CPK = Min(CPKu,CPKl)USL (Upper specification limit): 规格上限。
LSL (Low specification limit): 规格下限。
ˉx = (x1+x2+...+xn) / n : 平均值。
T = USL - LSL : 规格公差。
U = (USL + LSL) / 2:规格中心。
CPKu = | USL-ˉx | / 3σCPKl = | ˉx -LSL | / 3σCpk应用讲议1. Cpk的中文定义为:制程能力指数,是某个工程或制程水准的量化反应,也是工程评估的一类指标。
2. 同Cpk息息相关的两个参数:Ca , Cp.Ca: 制程准确度。
在衡量「实际平均值」与「规格中心值」之一致性。
对於单边规格,因不存在规格中心,因此不存在Ca;对於双边规格,Ca=(ˉx-U)/(T/2)。
Cp: 制程精密度。
在衡量「规格公差宽度」与「制程变异宽度」之比例。
对於单边规格,只有上限和中心值,Cpu = | USL-ˉx | / 3σ。
只有下限和中心值,Cpl = | ˉx -LSL | / 3σ对於双边规格:Cp=(USL-LSL) / 6σCPK与PPK都是表示制程能力的参数,PPK中添加了对过程特殊原因的关注,是描述过程性能的指标。
cpk取值范围

cpk取值范围摘要:一、CPK 的基本概念1.CPK 的定义2.CPK 的作用二、CPK 的取值范围1.CPK 的正常值范围2.CPK 的异常值范围三、CPK 值的影响因素1.肌肉损伤2.疾病因素3.药物影响四、CPK 值的参考意义1.肌肉疾病的诊断2.肌肉损伤程度的评估3.健康状态的监测正文:CPK(Creatine Kinase,肌酸激酶)是一种存在于肌肉组织中的酶,对于了解肌肉的状况具有重要的参考价值。
在本文中,我们将详细介绍CPK 的基本概念、取值范围及其影响因素和参考意义。
一、CPK 的基本概念CPK 是一种在肌肉细胞中发挥作用的酶,主要参与能量代谢和肌肉修复过程。
当肌肉受损时,CPK 会从受损的肌肉细胞中释放出来,进入血液中,从而可以通过血液检测来了解肌肉的状况。
二、CPK 的取值范围CPK 的正常值范围因检测方法和设备的不同而略有差异,一般而言,男性正常值范围为38-174 U/L,女性为26-140 U/L。
当CPK值超过正常范围的两倍时,可以认为CPK值升高。
CPK值的异常范围通常与肌肉损伤的程度呈正相关,损伤越严重,CPK值越高。
三、CPK 值的影响因素CPK 值的波动受到多种因素的影响,包括肌肉损伤、疾病因素和药物影响。
剧烈运动、肌肉挤压伤、肌肉缺血缺氧等状况都会导致CPK 值升高。
此外,一些疾病,如急性心肌梗死、病毒性肌炎、横纹肌溶解症等,也会引起CPK 值的异常。
某些药物,如他汀类药物,也可能导致CPK 值升高。
四、CPK 值的参考意义CPK 值对于诊断肌肉疾病、评估肌肉损伤程度以及监测健康状况具有重要参考价值。
当CPK 值升高时,医生会根据具体情况,结合其他检查结果,对患者的病情进行评估。
需要注意的是,CPK 值并非唯一的诊断依据,还需要综合其他临床表现和检查结果来做出判断。
总之,CPK 作为一种肌肉损伤指标,在临床诊断和健康监测中具有重要作用。
工程能力指数cpk合理取值范围
工程能力指数cpk合理取值范围
摘要:
1.工程能力指数CPK 的定义和意义
2.CPK 的取值范围及其影响因素
3.如何确定合理的CPK 取值范围
4.结论
正文:
一、工程能力指数CPK 的定义和意义
工程能力指数(CPK,Capability Process Index)是一种衡量制造过程稳定性和能力的指标,主要用于评估制造过程是否能够持续生产出符合规格的产品。
CPK 反映了过程的中心位置和分散程度,是评价过程能力的重要手段。
二、CPK 的取值范围及其影响因素
CPK 的取值范围通常在0-2 之间,具体数值受以下因素影响:
1.过程的中心位置:过程的中心位置越接近目标值,CPK 值越接近2。
2.过程的分散程度:过程的分散程度越小,CPK 值越接近2。
3.规格限:规格限对CPK 值的影响较大,规格限越宽,CPK 值越小。
三、如何确定合理的CPK 取值范围
确定合理的CPK 取值范围需要考虑以下几个方面:
1.产品质量要求:对于质量要求高的产品,CPK 值应尽量接近2。
2.生产过程的稳定性:在稳定的生产过程中,CPK 值可以适当降低。
3.成本考虑:过高的CPK 值可能导致生产成本增加,因此需要在保证产
品质量的前提下,合理控制CPK 值。
四、结论
工程能力指数CPK 是衡量制造过程稳定性和能力的重要指标,合理的CPK 取值范围可以保证产品质量,提高生产效率。
CPK意义及迭代计算方法

CPK意义及计算方法一、C pkC pk是英文Complex Process Capability index 的缩写,是现代企业用于表示制程能力的指标。
制程能力强才可能生产出质量、可靠性高的产品。
二、C pk有什么用制程能力是生产过程中客观存在着的一个参数。
但是这个参数能否满足产品的技术要求,仅从它本身还难以看出。
因此,还需要另一个参数来反映制程能力满足产品技术要求(公差、规格等质量标准)的程度。
这个参数就叫做C pk (过程能力指数),它是技术要求和制程能力的比值。
对于任何生产过程,产品质量总是分布的存在着。
若C pk的值越大,表明产品质量特性值的分散就越小,制程能力就越高,反之,若C pk的值越小,表明产品质量特性值的分散就越大,制程能力就越低。
当然C pk并非越大越好,而应该在一个合适的范围内取值。
三、计算公式C pk计算公式:C pk=C p×(1−|C a|)(1)其中,C p表示精密度,用于衡量规格公差宽度与过程变化宽度的比例,反应离散趋势,C a表示准确度,是用于衡量实际平均值与规格中心值的一致性,反应集中趋势。
如下图所示:准确度C a精密度C p在双边规格生产过程中,有上下限与中心值,且上下限与中心值是对称的,此时数据越接近中心值越好。
C p计算公式:C p=USL−LSL6σ(2)其中,USL(Upper Specification Limit)为规格上限,LSL(Low Specification Limit) 为规格下限,σ表示样本标准差,计算方式如式(3):σ=√∑(x i−X̅)2N1N−1(3)X̅为样本均值,N为样本个数,至少取20个数据方具有一定代表性。
C a计算公式:C a=X̅−UT2⁄(4)U表示规格中心值,即(规格上限+规格下限)/2,T表示规格公差,即(规格上限-规格下限)。
因此,将公式(2)与公式(4)带入到公式(1)中,便可计算出C pk,带入后进行化简,得:C pk=min(C pU,C pL)(5)其中,C pU为上限能力指数,C pL为下限能力指数,表达式为:C pU=USL−X̅3σ(6)C pL=X̅−LSL3σ(7)四、C pk评级及处理原则五、实时CPK的计算由前文提到的C pk计算公式可以了解到,C pk是一个统计量,反应实际生产的能力水平。
cpk指数范围
cpk指数范围摘要:一、CPK 指数简介1.CPK 指数的定义2.CPK 指数在生活中的应用二、CPK 指数的范围1.CPK 指数的计算方法2.CPK 指数的正常范围3.CPK 指数的异常范围三、CPK 指数异常的原因及应对方法1.肌肉损伤2.疾病因素3.药物影响4.饮食和生活方式四、CPK 指数的检查和诊断1.CPK 指数的检测方法2.CPK 指数的诊断标准3.CPK 指数的临床意义五、CPK 指数的注意事项1.检查前的准备2.检查结果的解读3.生活中的注意事项正文:一、CPK 指数简介CPK 指数,即肌酸激酶指数,是一种反映肌肉损伤程度的指标。
它广泛应用于医疗、健身、运动等领域,对于了解肌肉状况、预防肌肉损伤及评估康复进程具有重要意义。
二、CPK 指数的范围CPK 指数是通过检测血液中肌酸激酶的活性来评估肌肉损伤程度的。
正常情况下,CPK 指数的范围为男性38-174 U/L,女性26-140 U/L。
当CPK指数超过正常范围的两倍时,可以认为存在肌肉损伤。
三、CPK 指数异常的原因及应对方法1.肌肉损伤:剧烈运动、肌肉挤压伤、肌肉缺血、肌炎等均可能导致CPK 指数升高。
在发生肌肉损伤时,应立即停止运动,进行充分的休息和康复。
2.疾病因素:某些疾病如急性心肌梗死、糖尿病、甲状腺功能减退等也可能引起CPK 指数异常。
对于疾病引起的CPK 指数异常,应积极治疗相关疾病。
3.药物影响:某些药物如他汀类降血脂药、抗癫痫药等可能导致CPK 指数升高。
在使用这些药物时,应遵循医嘱,并定期检查CPK 水平。
4.饮食和生活方式:长期饮酒、高蛋白饮食等可能引起CPK 指数异常。
保持健康的生活方式,适量运动、合理饮食对维持CPK 指数在正常范围具有积极意义。
四、CPK 指数的检查和诊断1.CPK 指数的检测方法:目前主要采用酶联免疫吸附法(ELISA)检测血液中的CPK 活性。
2.CPK 指数的诊断标准:当CPK 指数超过正常范围的两倍时,可以认为存在肌肉损伤。
CPK的介绍及计算
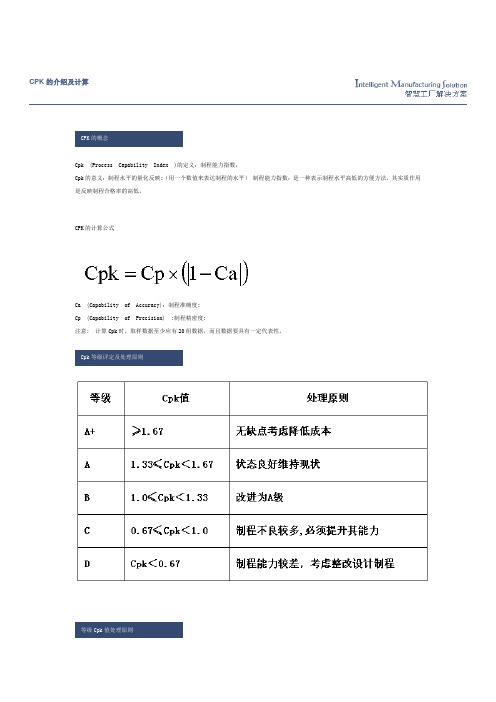
CPK的介绍及计算Cpk (Process Capability Index )的定义:制程能力指数;Cpk的意义:制程水平的量化反映;(用一个数值来表达制程的水平)制程能力指数:是一种表示制程水平高低的方便方法,其实质作用是反映制程合格率的高低。
CPK的计算公式Ca (Capability of Accuracy):制程准确度;Cp (Capability of Precision) :制程精密度;注意: 计算Cpk时,取样数据至少应有20组数据,而且数据要具有一定代表性。
Cpk等级评定及处理原则等级Cpk值处理原则A+≥1.67无缺点考虑降低成本A1.33≤Cpk<1.67状态良好维持现状B1.0≤Cpk<1.33改进为A级C0.67≤Cpk<1.0制程不良较多,必须提升其能力DCpk<0.67制程能力较差,考虑整改设计制程单边规格:只有规格上限和规格中心或只有下限或规格中心的规格;如考试成绩不得低于80分,或浮高不得超过0.5mm等;此时数据越接近上限或下限越好;双边规格:有上下限与中心值,而上下限与中心值对称的规格;此时数据越接近中心值越好;如D854前加工脚长规格2.8±0.2mm; USL (Upper Specification Limit):即规格上限;LSL (Low Specification Limit): 即规格下限;C (Center Line):规格中心;X=(X1+X2+……+Xn)/n 平均值;(n为样本数)T=USL-LSL:即规格公差;δ(sigma)为数据的标准差(Excel中的“STDEV”函数自动计算所取样数据的标准差(σ) )Ca (Capability of Accuracy):制程准确度;Ca 在衡量“实际平均值“与“规格中心值”之一致性;1.对于单边规格,不存在规格中心,因此也就不存在Ca;2.对于双边规格:Ca等级评定及处理原则:Cp (Capability of Precision) :制程精密度;Cp衡量的是“规格公差宽度”与“制程变异宽度”之比例;1. 对于只有规格上限和规格中心的规格:2.对于只有规格下限和规格中心的规格:3.对于双边规格:Cp等级评定及处理原则:Cpk总结为了方便大家计算CPK值,目前太友科技为广大朋友提供了免费CPK计算工具,无需安装,成功解压后即可使用,功能强大,是目前唯一一家提供免费破解版的 CPK计算工具,以后大家就不再需要把数据录入excel表格进行繁琐的计算了。
cpk指数范围
cpk指数范围【实用版】目录1.CPK 指数的定义和作用2.CPK 指数的范围及其意义3.CPK 指数的计算方法和影响因素4.CPK 指数在不同领域的应用5.CPK 指数的局限性和发展前景正文1.CPK 指数的定义和作用CPK(过程能力指数)是一种衡量制造过程稳定性和精度的指标,它是通过比较过程的平均值和标准差与过程的规格限之间的比率来计算的。
CPK 指数能够反映过程加工质量与设计要求的符合程度,为过程的改进和控制提供参考依据。
2.CPK 指数的范围及其意义CPK 指数的范围通常在 0-2 之间,具体含义如下:- 当 CPK 指数大于 1.67 时,表示过程的加工精度过高,可能会导致资源浪费和成本增加,需要考虑进行适当的调整;- 当 CPK 指数在 1.33-1.67 之间时,表示过程的加工精度基本达到要求,但仍需要进行监控和改进;- 当 CPK 指数在 1-1.33 之间时,表示过程的加工精度较低,需要进一步分析原因并采取改进措施;- 当 CPK 指数小于 1 时,表示过程的加工精度严重不足,需要进行全面的分析和改进。
3.CPK 指数的计算方法和影响因素CPK 指数的计算方法通常采用公式:CPK = (USL - LSL) / (6 * σ),其中 USL 和 LSL 分别是过程的上限和下限,σ是过程的标准差。
影响 CPK 指数的因素主要有:过程的平均值、标准差、上限和下限等。
为了提高 CPK 指数,需要从提高过程的稳定性和精度入手,通过优化工艺、改进设备、提高操作技能等手段来实现。
4.CPK 指数在不同领域的应用CPK 指数广泛应用于制造业、质量控制、过程改进等领域,尤其在汽车、航空、电子等行业具有重要的应用价值。
通过 CPK 指数的计算和分析,可以为企业提供有效的过程控制和改进依据,提高产品的质量和降低成本。
5.CPK 指数的局限性和发展前景虽然 CPK 指数在过程控制和改进方面具有一定的应用价值,但它也存在一定的局限性,例如:对于非正态分布的过程,CPK 指数的计算结果可能不准确;此外,CPK 指数主要关注过程的稳定性,对于过程的效率和灵活性等方面的评估能力较弱。
何谓CPK及CPK值的意义

Rear Front
(4),根据程序将吸嘴和玻璃片安装到设备上。NG BOX中放置软布防止抛料时摔坏玻璃片。
(5),进行吸着位置示教。确保在实装位置示教过程中能稳定供料。
(6),设备暖机1小时以上。 •19
(7),开始“实装位置示教”。
(8),完成后将玻璃基板拿出,并刮干净表面的元件。开始“精度验证”过程。 •20
① Mounting position correcting data
② Light box
③ Board (240 x 215 Th:2.4)
④ Jig-QFP
30 pcs.
⑤ Nozzle 1005 6 pcs.
⑥ Low-adhesive double-sided tape
⑦ 5-hole teaching jig 1 pc.
63 0.57 0.002
68.3 95.5 99.73 99.9937 99.99995 ≒100
•12
机器精度的测定(实装位置示教和CP/CPK)。
注意:进行本次测定前建议将设备进行暖机,时间不少于1小时。以便能获得更准确的数据。
•高速头单元实装位置 示教需要的材料:
④
⑤
③
①Mounting position correcting data
单边规格:只有规格上限和规格中心或只有规格 下限或规格中心;如考试成绩不得低于80分,或浮 高不得超过0.5mm等;此時數據越接近上限或下 限越好﹔ 双边规格:有上下限與中心值,而上下限與中心值 對稱的规格;此时数据越接近中心值越好;如 D854前加工脚长规格2.8±0.2mm;
•2
和Cpk相关的几个重要概念2
(9),完成后将玻璃基板拿出,并刮干净表面的 元件。查看“精度验证”数据。 通常,高速头单元的验证数据之:CP/CPK≥1.3。 (10)若CP/CPK的数值不能达到要求,则将Ave中 的补偿值添加到“实装位置补偿”中。再进行 “精度验证”。 说明:如何进行补偿值的添加,请阅读补充部分。
《CPK的含义》课件

03 CPK的应用场景
质量控制中的应用
过程能力评估
CPK用于评估生产过程的能力,确定过程是否稳定且受控,以及 是否满足产品质量要求。
质量改进
通过分析CPK值,识别生产过程中的瓶颈和问题,针对性地进行质 量改进。
预防措施
CPK分析有助于预测潜在的质量问题,提前采取预防措施,减少不 合格品的产生。
生产过程中的应用
生产调度
01
根据CPK值,合理安排生产计划,确保关键过程的稳定性和可
靠性。
资源优化
02
通过CPK分析,合理配置生产资源,提高资源利用率和生产效
率。
工艺优化
03
Байду номын сангаас
利用CPK分析结果,优化工艺参数和流程,提高产品质量和降
低生产成本。
数据分析中的应用
数据监测与预警
实时监测CPK数据,及时发现异常波动,为决策提供 依据。
CPK是评估产品质量的重要指标,通过分析制程能力,能够及时发 现并解决潜在的质量问题,提高产品质量和可靠性。
CPK对企业竞争力的影响
CPK的提高能够提升企业的竞争力,因为高质量的产品能够增加客 户满意度,提高品牌形象和市场占有率。
CPK在持续改进中的作用
CPK的分析结果可以作为改进的依据,帮助企业识别制程中的瓶颈 和问题,推动持续改进和优化。
CPK数据记录了每个产品的详细 信息,包括原材料、生产过程、 检测结果等,方便企业进行质量 追溯。
CPK的缺点
数据量大
CPK数据涉及生产过程中的各个环节,数据量 较大,需要强大的数据处理能力。
成本高
为了获得准确的CPK数据,企业需要投入大量 的人力、物力和财力,成本较高。
CPK分析报告
CPK分析报告目录CPK分析报告 (1)引言 (1)背景介绍 (1)目的和意义 (3)CPK分析概述 (4)CPK分析的定义 (4)CPK指数的含义 (5)CPK分析的应用领域 (6)CPK分析的步骤 (7)数据收集 (7)数据处理 (8)CPK指数计算 (9)CPK分析的解读 (10)CPK指数的分类标准 (10)CPK指数的解读方法 (11)CPK指数的实际应用案例 (12)CPK分析的优势与局限性 (13)优势 (13)局限性 (14)结论 (14)CPK分析的重要性 (14)对未来的展望 (15)引言背景介绍CPK分析报告背景介绍一、引言CPK分析是一种常用的统计方法,用于评估过程的稳定性和能力。
它可以帮助企业了解产品或过程的质量水平,以及是否符合客户的要求。
本报告旨在对CPK分析进行详细介绍,并通过实例分析展示其应用。
二、CPK分析的定义与意义CPK分析是一种通过计算过程能力指数(CPK)来评估过程稳定性和能力的方法。
CPK 是一种统计指标,用于衡量过程的离散程度和偏离程度。
CPK值越高,说明过程的稳定性和能力越好,产品质量越高。
CPK分析的意义在于帮助企业了解产品或过程的质量水平,以及是否符合客户的要求。
通过CPK分析,企业可以及时发现并解决潜在的质量问题,提高产品的一致性和稳定性,降低不良品率,提高客户满意度。
三、CPK分析的基本原理CPK分析基于正态分布的假设,通过计算过程的均值、标准差和规格限来评估过程的稳定性和能力。
具体而言,CPK分析包括以下几个步骤:1. 收集数据:收集与过程相关的数据,包括样本数据和规格限数据。
2. 计算过程的均值和标准差:根据收集到的数据,计算过程的均值和标准差。
均值反映了过程的中心位置,标准差反映了过程的离散程度。
3. 确定规格限:根据产品的设计要求和客户的要求,确定规格限。
规格限是产品或过程允许的最大和最小值。
4. 计算CPK值:根据过程的均值、标准差和规格限,计算CPK值。
CPK值的意义

4.稳定的状态和范围
检查20个SPK的f0
NO. 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 合计 平均 f0 74.0 75.0 74.1 77.6 72.9 77.4 77.4 75.4 76.6 76.9 79.3 79.6 79.6 85.0 80.9 71.5 77.6 72.4 72.2 68.2 1523.6 76.2 排序 68.2 71.5 72.2 72.4 72.9 74.0 74.1 75.0 75.4 76.6 76.9 77.4 77.4 77.6 77.6 79.3 79.6 79.6 80.9 85.0 最大最小 16.8 68.2~85 范围 从 68.2 69.88 71.56 73.24 74.92 76.6 78.28 79.96 81.64 83.32 到 69.88 71.56 73.24 74.92 76.6 78.28 79.96 81.64 83.32 85 个数 1 1 3 2 3 5 3 1 0 1 20
• 计数型:良品数、不良数等 • 计量型:寸法(XXX mm) 重量(XXX g) 温度(XXX CO) 声音高低( XXX dB) 时间(XXX s)等
3.随机和规律
• 下一个产品的数据永远是未知大小,是 否不良。这是随时、随天、随地、随人、 随着机会改变而改变。 • 改变原因是人、机、料、法、环 • 但我们可预知发生的可能性或概率: 99%是良品! 我会在8:00到达!
Hale Waihona Puke 6σ 0.8673σ 0.433
T 6.00
k 0.0457
檢查規格
上 限 中心值 下 限
Cp 6.92 Cpk 6.61
CpU 7.24
cpk值大于110
cpk值大于110目录1.CPK 值的含义2.CPK 值大于 110 的含义3.CPK 值大于 110 的影响4.如何提高 CPK 值正文一、CPK 值的含义CPK(Coefficient of Performance)值,即性能系数,是一种衡量传感器、测量设备或系统性能的指标。
它反映了测量设备或系统在实际工作条件下的测量准确度,是评价传感器、测量设备或系统性能的重要参数。
CPK 值越高,表示测量设备或系统的性能越好。
二、CPK 值大于 110 的含义一般来说,CPK 值的范围是 0 到 1,其中 1 表示测量设备或系统的性能最好。
当 CPK 值大于 1 时,表示测量设备或系统的性能超过了预期,具有很高的精度和可靠性。
而当 CPK 值大于 110 时,意味着测量设备或系统的性能极为优秀,具有极高的精确度和可靠性。
三、CPK 值大于 110 的影响CPK 值大于 110 对于测量设备或系统来说具有重要的意义。
首先,这意味着测量设备或系统的测量准确度非常高,可以提供更为精确的数据和信息,有助于用户做出更为准确的决策。
其次,高 CPK 值也表明测量设备或系统的稳定性和可靠性很好,可以在各种工作条件下持续稳定地工作,降低了故障和失误的风险。
最后,高 CPK 值可以提高测量设备或系统的使用寿命,减少维护和更换的频率,降低运行成本。
四、如何提高 CPK 值要提高 CPK 值,需要从以下几个方面着手:1.选择高性能的传感器和测量设备,确保其具有较高的精度和可靠性。
2.对测量设备进行定期的维护和校准,确保其测量准确度不会因为长时间的使用而降低。
3.优化测量方法和流程,减少测量过程中的误差和干扰,提高测量的准确度。
4.提高操作人员的技能和素质,确保他们能够正确地使用和维护测量设备,避免因为操作不当而影响测量准确度。
变异系数和cpk
变异系数和cpk
变异系数(Coefficient of Variation,CV)和CPK(Complex Process Capability index)是两种在数据分析中常用的指标,它们各自有着不同的特点和用途。
变异系数是一种用于比较两组数据离散程度大小的相对数值,它消除了测量尺度和量纲的影响,从而使得不同性质的数据可以进行客观比较。
具体来说,变异系数是标准差与平均数的比值,其值越大,表示数据的离散程度越大。
变异系数主要用于质量控制、统计分析等领域,帮助我们了解数据的波动情况。
CPK则是一种用于表示制程能力的指标,它可以反映一个制程或生产过程中,产品质量是否满足规格要求的程度。
CPK的计算涉及到制程的准确度和精密度,以及规格的上下限等参数。
CPK值越大,表示制程能力越好,产品的质量越能得到保证。
CPK在制造业、质量管理和流程控制等领域应用广泛,可以帮助企业识别和改进生产过程中的问题,提高产品质量和稳定性。
总的来说,变异系数和CPK都是重要的数据分析工具,变异系数主要用于评估数据的离散程度和波动情况,而CPK则主要用于评估制程或生产过程的能力和产品质量。
在实际应用中,应根据具体需求选择合适的工具和方法。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
• 检查足够的数据后分布的状态如下
标准偏差σ 显示范围 标准偏差 σ = 中心值X 显示大小 1 ( Xi X ) ( 所有数的 n 1 平均值) 正态分布的标准差与不良率 (间的间系
n i 1
2
±1ơ 31.7%
±2ơ 4.6%
10 9 8 7 6 5 4 3 2 1 0 2 4 6
检查40个SPK
NO. f0 1 74.0 2 75.0 3 74.1 4 77.6 5 72.9 6 77.4 7 77.4 8 75.4 9 76.6 10 76.9 11 79.3 12 79.6 13 79.6 14 85.0 15 80.9 16 71.5 17 77.6 18 72.4 19 72.2 20 68.2 合计 1523.6 平均 76.2 NO. f0 21 74.1 22 75.0 23 79.3 24 81.9 25 75.1 26 70.4 27 72.7 28 72.8 29 72.8 30 72.9 31 72.8 32 71.0 33 73.3 34 74.1 35 72.4 36 75.7 37 73.4 38 74.2 39 75.6 40 76.7 合计 1486.2 平均 74.3 排序 68.2 71.5 72.2 72.4 72.9 74.0 74.1 75.0 75.4 76.6 76.9 77.4 77.4 77.6 77.6 79.3 79.6 79.6 80.9 85.0 16.8 68.2~85 70.4 71.0 72.4 72.7 72.8 72.8 72.8 72.9 73.3 73.4 74.1 74.1 74.2 75.0 75.1 75.6 75.7 76.7 79.3 81.9 最大最小 范围 从 68.2 69.88 71.56 73.24 74.92 76.6 78.28 79.96 81.64 83.32 到 个数 69.88 1 71.56 3 73.24 9 74.92 7 76.6 7 78.28 6 79.96 4 81.64 1 83.32 1 85 1 40
变差和偏移
• • • • 每次测定数据都会有差别 一组数据有最大和最小的差别,称为极差R。 多组数据会有平均极差R(bar) 每组数据有平均值 X (bar),所有数据有总平 均值 X (双bar)。 • 每个数据与 X 的差的平均值为偏差,乘以 组数指数为变差。即产品特性或工程参数 相对于平均值的统计偏差。 • 测定平均值与规格中心的差别称为偏移。
T
公差幅T Cp= 6
Tu X 3
x TL 3
规格限值 TL
实际中心值
规格上限值 TU
T
±3ơ 2.6%
例
NO. 长度(mm) 1 22.71 2 22.95 3 23.17 4 22.65 5 22.85 6 22.90 7 22.85 8 22.80 9 22.95 10 22.80
工程能力是用统计的方法将工程参数 或产品特性的变化大小及相对于规格 范围的符合程度,以指数显示。
1.品质好=合格的稳定的产品 2.数据的类型 3.随机和规律 4.稳定的状态 5.稳定和规格的比较:CP和CPK 6.CPK与不良率的关系
CPK值的意义
1.品质好=合格的稳定的产品
• 产品品质包括:寸法、特性、功能、信赖 性、成本、纳期、服务等 • 顾客的要求:符合要求规格的产品、不变 的品质 • PPM的要求:一百万个产品中的不良个数 FORD :80PPM 相当于0.008% ALPIN:30PPM 相当于0.003% 本 田:10PPM 相当于0.001%
4.稳定的状态和范围
检查20个SPK的f0
NO. 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 合计 平均 f0 74.0 75.0 74.1 77.6 72.9 77.4 77.4 75.4 76.6 76.9 79.3 79.6 79.6 85.0 80.9 71.5 77.6 72.4 72.2 68.2 1523.6 76.2 排序 68.2 71.5 72.2 72.4 72.9 74.0 74.1 75.0 75.4 76.6 76.9 77.4 77.4 77.6 77.6 79.3 79.6 79.6 80.9 85.0 最大最小 16.8 范围 68.2~85 从 68.2 69.88 71.56 73.24 74.92 76.6 78.28 79.96 81.64 83.32 到 69.88 71.56 73.24 74.92 76.6 78.28 79.96 81.64 83.32 85 个数 1 1 3 2 3 5 3 1 0 1 20
±3ơ 2.6% ±4ơ 0.0057%
5.稳定范围和规格的比较: CP和CPK
• 工程能力指数 (单侧公差,只有上限时,Cpk= 只有下限时,Cpk= • 当分布中心与公差中心不重合时,需计算修正后的: • 工程能力指数Ppk= 1 K T 其中K= 2 公差中心 分布中心
6 规格中心值
实际值 中心值 22.86 标准偏差σ 0.144
6σ 0.867
3σ 0.433
T 6.00
k 0.0457
檢查規格
上 限 中心值 下 限
Cp 6.92 Cpk 6.61
CpU 7.24
CpL 6.61 Cpk 6.61
26.00 23.00 20.00
6.CPK与不良率的关系
工程能 力指数 (CP) 0.17 0.33 0.5 0.67 0.83 1 1.17 1.33 1.5 1.67 1.83 2 2.17 2.33 规格以外 的分概率 (ε) 0.38054 0.15866 0.066807 0.02275 0.0062097 0.0013499 0.00023263 0.000031671 3.40E-06 2.87E-07 1.90E-08 9.87E-10 4.06E-11 1.28E-12 保证水准(PPM) 单侧公差时 30.854% 15.886% 6.6807% 2.275% 0.621% 0.135% 232.63ppm 31.671ppm 3.3977ppm 0.2867ppm 0.019ppm 0.001ppm 0.4016ppb 0.0128ppb 双边公差时 61.708% 31.772% 13.361% 4.55% 1.2419% 0.27% 465.26ppm 63.342ppm 6.7954ppm 0.5733ppm 0.038ppm 0.002ppm 0.803ppb 0.026ppb 标准偏差 (σ) 0.5 1 1.5 2 2.5 3 3.5 4 4.5 5 5.5 6 6.5 7 管理手法
2.数据的类型
• 计数型:良品数、不良数等 • 计量型:寸法(XXX mm) 重量(XXX g) 温度(XXX CO) 声音高低( XXX dB) 时间(XXX s)等
3.随机和规律
• 下一个产品的数据永远是未知大小,是 否不良。这是随时、随天、随地、随人、 随着机会改变而改变。 • 改变原因是人、机、料、法、环 • 但我们可预知发生的可能性或概率: 99%是良品! 我会在8:00到达!