现场改善图片案例
现场改善案例[1]
![现场改善案例[1]](https://img.taocdn.com/s3/m/725adedb1ed9ad51f11df22f.png)
现场改善案例[1]
•仓库通道照明灯的改善
•改善前为 双排照明 灯,此灯仅 作通道照 明,对亮度 要求不高.
•改善后为 单排的照明 灯,照明灯 布置在通道 的中间,亮度 完全符合照 明要求.
•每年节省的电费=改善前通道一年的照明费用 -改善后通道一年的照明费用
•
=2742-1566=1176元人民币
•改善前,本体加工完,取下 时太古水会淋湿地面.
PPT文档演模板
•改善后,上料 口宽阔,上下料 很方便,动作协 调. •改善后,先转 运30件至放料 槽,.平均每天减 少弯腰动作452 次,减少手臂运 动距离300米.
•改善后,取本体时,太古水滴到上料 槽里,回流到机体里,不會淋湿地面.
现场改善案例[1]
•改善前, 六路机1 人操作, 钻铣床1 人操作.
PPT文档演模板
•改善后, 装夹,取放 手工完成, 进刀,工件 旋转机器 自动运行.
•改善后, 六路机,钻 铣床由1人 操作 .
现场改善案例[1]
•试水吹铜屑合并
•改善前,试 水之后由拖车 搬运50m到机 动区,然后由 一名作业员手 工吹铜屑.
•自动吹铜 •屑装置.
•
=4368元人民币。
•2.减少因碰伤不良品过多而影响出货交期的次数
•3.减少不良品管理时间
PPT文档演模板
现场改善案例[1]
3rew
演讲完毕,谢谢听讲!Байду номын сангаас
再见,see you again
PPT文档演模板
2020/11/23
现场改善案例[1]
•双手可同 时擦拭
PPT文档演模板
现场改善案例[1]
•把手装配的改善
•改善前
生产现场改善实例详细版课件
.精品课件.
65
6S改善看板
.精品课件.
质量指标看板
.精品课件.
67
车 间 班 组 管 理 看 板
.精品课件.
68
办公室工作看板
.精品课件.
69
“我 的区 域我 维护
”
.精品课件.
自 己 动 手 美化 作 业 环 境
!
70
.精品课件.
71
.精品课件.
重点工程颜色管理
.精品课件.
73
景点案例
.精品课件.
目视管理的水准
看得见管理3个要点 1.无论谁都能判断好坏(或异常与否) 2.能迅速判断,精度高 3.判断结果不因人而异
看得见管理3种水平 1.初级水平: 能明白现在状态 2.中级水平: 谁都能判断正常与否 3.高级水平: 管理方法(异常处置)也都明确
.精品课件.
案例1:目视管理
150 100 50
.精品课件.
.精品课件.
14
.精品课件.
.精品课件.
.精品课件.
17
工具、治具目视化管理-----形迹管理
.精品课件.
.精品课件.
.精品课件.
20
治工具形迹管理
.精品课件.
21
作业目视管理
想方设法的将作业: ◆ 是否按要求的那样正确地实施着 ◆ 是否按计划在进行着 ◆ 是否有异常发生 ◆ 如果有异常发生,应如何对应 简单明了地表示出来
.精品课件.
「目视管理」的分类
1、目视管理的物品管理 2、目视管理的作业管理 3、目视管理的设备管理 4、目视管理的安全管理 5、目视管理的品质管理 6、目视管理的管理看板
.精品课件.
12
质量管理现场改善漫画

质量管理现场改善漫画概述质量管理是企业生产经营中非常重要的部分,对于提升产品质量、降低不良品率以及提高客户满意度具有重要作用。
现场改善是质量管理过程中关键的环节,通过改进生产现场的工艺、设备、流程以及员工技能,来达到提升产品质量和效率的目的。
本漫画以幽默的方式展示了质量管理现场的改善过程,希望能够帮助读者更加深入地理解质量管理现场改善的重要性和方法。
第一幅漫画:发现问题漫画1漫画1第一幅漫画中,我们看到一个生产现场,一个员工在检查生产线上的产品。
他突然发现了一个问题:产品上有一个明显的瑕疵。
他立即将这个问题反馈给了质量管理人员,并标记了该产品以便后续处理。
这一幅漫画强调了问题发现的重要性。
只有在及时发现问题并将其记录下来,才能进行后续的改善措施。
质量管理人员在这个过程中扮演着重要的角色,他们需要从中收集问题的信息,并及时采取行动。
第二幅漫画:分析问题漫画2漫画2根据第一幅漫画提供的问题信息,质量管理人员开始对问题进行分析。
他们通过观察和回顾相关数据,找出了一个潜在的原因:生产设备的一个关键部件在使用过程中容易出现故障。
为了验证这个假设,他们计划对该设备进行更详细的检查和测试。
这一幅漫画强调了问题分析的重要性。
只有通过准确的问题分析,才能找出问题的根本原因,并针对性地采取措施解决。
第三幅漫画:改善措施漫画3漫画3经过对设备的详细检查和测试,质量管理人员确认了设备的问题,并提出了一系列改善措施。
这些措施包括更换该部件、加强设备维护、提高员工对设备故障的识别能力等。
这一幅漫画揭示了改善措施的重要性。
通过对问题的分析和理解,制定出合适的改善措施,才能真正解决问题,提升产品质量。
第四幅漫画:持续改进漫画4漫画4改善措施的实施并不是一次性的,而是需要持续进行的过程。
在这幅漫画中,我们看到质量管理人员在监督设备维护和进行员工培训,以确保改善措施的有效实施。
这一幅漫画强调了持续改进的重要性。
只有不断地监督和跟进改善措施的实施情况,并及时进行调整和优化,才能实现真正的质量管理现场改善。
现场改善手法(PPT38页)

24
(三)“问题、方法、 协调”的意识
问题意识,就是要善于发现隐藏问题。 方法意识,就是运用合适有效的方法。 协调意识,就是需要各方面的配合。
问题意识、方法意识、协调意识,三位一体,缺一不可。
25
塑造良好的现场气氛,养成积极 的问题意识,掌握有效的改善手法, 才能充分调动和发挥人的积极作用, 形成企业进步的原动力。
37
38
每一次的加油,每一次的努力都是为 了下一 次更好 的自己 。20.12. 1020.1 2.10Th ursday , December 10, 2020 天生我材必有用,千金散尽还复来。1 1:04:55 11:04:5 511:04 12/10/2 020 11:04:55 AM 安全象只弓,不拉它就松,要想保安 全,常 把弓弦 绷。20. 12.1011 :04:551 1:04De c-2010 -Dec-2 0 得道多助失道寡助,掌控人心方位上 。11:04:5511:0 4:5511:04Thur sday , December 10, 2020 安全在于心细,事故出在麻痹。20.12. 1020.1 2.1011:04:5511 :04:55 December 10, 2020 加强自身建设,增强个人的休养。202 0年12 月10日 上午11 时4分20 .12.102 0.12.10 扩展市场,开发未来,实现现在。202 0年12 月10日 星期四 上午11 时4分55 秒11:0 4:5520. 12.10 做专业的企业,做专业的事情,让自 己专业 起来。2 020年1 2月上 午11时4 分20.1 2.1011:04December 10, 2020 时间是人类发展的空间。2020年12月1 0日星 期四11 时4分55 秒11:0 4:5510 December 2020 科学,你是国力的灵魂;同时又是社 会发展 的标志 。上午1 1时4分 55秒上 午11时 4分11:04:5520 .12.10 每天都是美好的一天,新的一天开启 。20.12. 1020.1 2.1011:0411:04 :5511:0 4:55De c-20 人生不是自发的自我发展,而是一长 串机缘 。事件 和决定 ,这些 机缘、 事件和 决定在 它们实 现的当 时是取 决于我 们的意 志的。2 020年1 2月10 日星期 四11时4 分55秒 Thursd ay , December 10, 2020 感情上的亲密,发展友谊;钱财上的 亲密, 破坏友 谊。20. 12.1020 20年12 月10日 星期四 11时4 分55秒2 0.12.10
改善前后对比图1ppt课件

改善后(6月30日图片)
问题点
改善措施 ① 划定置线 ② 更衣柜移过来做屏风 ③ 标识牌:更衣处
.
改善效果
纺丝车间改善案例
改善前(6月3日图片)
改善后(6月30日图片)
问题点
改善措施 ① 做油漆防护 ② 华亚标识牌:纺丝工具
.
改善效果
纺丝车间改善案例
改善前(6月3日图片)
改善后(6月30日图片)
.
改善效果
后道车间改善案例
改善前(6月3日图片)
改善后(6月30日图片)
问题点
改善措施 ① 立柱四角刷黄黑相间 ② 用电安全标识牌
.
改善效果
后道车间改善案例
改善前(6月3日图片)
改善后(6月30日图片)
问题点
改善措施 ① 泡沫、木架定置
.
改善效果
后道车间改善案例
改善前(6月3日图片)
改善后(6月30日图片)
.
改善效果
后道车间改善案例
改善前(6月3日图片)
改善后(6月30日图片)
问题点
改善措施 ① 电脑桌四周黄黑 ② 制作标识牌
.
改善效果
后道车间改善案例
改善前(6月3日图片)
改善后(6月30日图片)
问题点
改善措施 ① 饮水机定置 ② 桌子定置 ③ 标识牌
.
改善效果
后道车间改善案例
改善前(6月3日图片)
上
.
改善效果
卷绕车间改善案例
改善前(6月3日图片)
改善后(6月30日图片)
1
问题点
改善措施 ① 上面制作数字表示 ② 卷绕头标识下侧
.
改善效果
卷绕车间改善案例
21个经典生产车间改善案例

提案人
项目类别
作业改善
实施人
Before(图片)
邹龙庚 邹龙庚
提案时间 完成时间
09/08/18
提案部门
IE
09/08/18
确 认人
车间
After(图片)
问题点 改善
前 原因分析
改善对策
保护膜上方用纸板档风,导致有灰尘掉到产品上
风大把保护膜吹起,所以用纸板把风挡住,但纸屑 易掉下。
改善 后
重新制作保护膜架,把保护膜架加高。
09/08/19
提案部门
车间
09/08/19
确 认人
IE
After(图片)
问题点 改善 前 原因分析
改善对策
批锋到处飞
产品为尼龙料,批锋多,用刀批时风扇将批锋吹 得到处。
改善 后
将用大胶盒放到桌面,在盒上批后批锋将掉在盒 子中。
现 状 已执行
改 善结 果 5S明显改善.
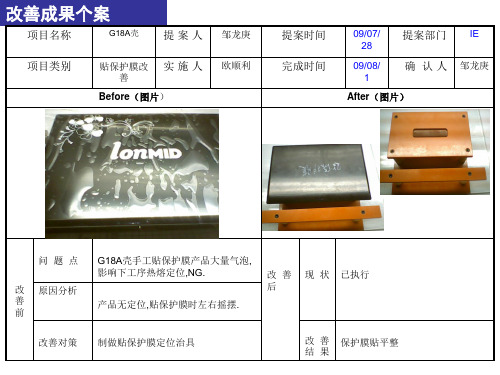
改善成果个案
项目名称
创维3020面板
提案部门
IE
09/08/12
确 认人
车间
After(图片)
问题点 改善
前 原因分析
改善对策
保护膜卷经常掉下 保护膜没有被固定 将两头固定使得保护膜不会掉下
改善 后
现 状 已执行
改 善结 果 保护膜卷不再掉下
改善成果个案
项目名称 项目类别
三星LED键
提案人
操作改善
实施人
Before(图片)
车间 车间
改
善
没有统一规定地方,放置散乱倒置会漏返工
后
规定每班次QC抽检不良品放到办工室前门口.
现 状 已执行
改 1,不再会漏掉 善结 果 2,不良品会引起班组长,主管的高度 重视
现场改善案例

垃圾线马达节约用电改善
垃圾线输送 带8小时连续 运转
设定运行时间, 每小时运行15 分钟
垃圾箱太小, 容易造成堆 积,需每5— 10分钟整理 一次
现员工15—45 分钟整理清扫 一次,劳动强 度减小了
改善前每年电费:12672度*0.71元/度=8997.12元 改善前每年电费:3168度*0.71元/度=2249.28元 每年为公司节约6747.84元(人民幣)
改善前将 把手套在 心轴杆上 后,再拿起 胶锤用力 打紧.每装 配一个把 手需要时 间是60秒. 劳动强度 大,产能 低。
改善后用 汽缸压把 手套,操作 时间是10秒, 操作轻松, 比改善前 工时减少 83%.
节约人工工时费用=(改善前瓶颈工时-改善后瓶颈工时)*作业人数*年产量*人工小 时费用=(60-24.7)秒*19人/3600秒*8520pcs*7.2元=11428.73元/年
自动吹铜 屑装置.
改善后,试水之 后马上在试水 台边吹铜屑, 且由自动装置 自动完成.搬 运0m
脚牙加工改善
改善前,牙板套为固定式, 造成平牙不良率为3%,返 修后会造成0.7%的废 品.(其中002029不良稍 低,为1.5%)
改善后,牙板套不固 定,可根据本体中 心自动修正,不良 率为0.
成 效
2.减少因碰伤不良品过多而影响出货交期的次数
3.减少不良品管理时间
拷贝纸回收再利用
员工成本意识不 强回收频率很少, 有时回收自用
会议倡导成本 意识,并要求 回收
回收后没有分类包 装有大、有小,没 部门领用,放了一 段时间影响“5S” 扔掉
派人员附助管 理、整理
自已部门用、 多余的扔掉
整理打包后现 有部门领用一 部分
精选5S改善图片1PPT42页

整顿事例—清扫工具2
清扫工具摆放凌乱,拿取不方便,不能判断状态的正常·异常。
规范清扫工具的摆放,明确管理担当,能一眼判断清扫工具摆放及返还状态的正常·异常。
P2
清扫工具摆放凌乱,拿取不方便,不能判断状态的正常·异常。
规范清扫工具的摆放,明确管理担当,能一眼判断清扫工具摆放及返还状态的正常·异常。
设计、作成新的作业台(只允许放置需要使用数量的东西),并标识、定位。能一眼判断正常·异常。
整顿事例—作业台
P13
油壶摆放凌乱,存在混用隐患,不能一目了然地看到油壶的在库状态及返还状态,不能判断油壶的正常·异常
对油柜实施整理、整顿。不同油类用颜色识别,并管理油壶数量,能一眼判断油壶数量、放置状态的正常·异常
作业台简化改善
改善前
改善后
作业台垃圾桶放置改善
作业区域包材限高改善及定位改善
手套回收基准明确改善
各种改善事例
5改善事例
扳手形状定位改善
工具柜物品放置标示改善
垃圾分类改善
安全帽3定管理
安全管理规定明确
成品放置标示改善
安全—防撞铁角
P24
『异常』配线杂乱缠绕,且直接落在地面上,既影响环境美观,又不方便清扫,且存在安全隐患。
『正常』实施配线整理后,既美观、干净,又方便清扫,安全隐患消除。
配线整理事例1
P25
配线整理事例2
『异常』配线杂乱缠绕,且直接落在地面上,既影响环境美观,又不方便清扫,且存在安全隐患。
『正常』实施配线整理后,既美观、干净,又方便清扫,安全隐患消除。
第二次改善
第三次改善
事例⑩:油柜的改善
5改善事例
问题概述:油类标识不清晰,油瓶没盖,摆放混乱,无法区分适用的油瓶
TPM现场改善典型案例

TPM“0”阶段可视化管理典型图例
TPM“0”阶段可视化管理典型图例集
为了进一步挖掘本单位改善潜力,同时拓展现场整理整
顿思路,公司推进办公室收集整理TPM管理先进企业的成功
经验及做法,编制了《TPM“0”阶段现场管理典型图例集》。
请各单位认真学习,借鉴其优秀做法及思路,按照公司可视
化管理标准,结合现场实际情况,深入开展现场可视化管理
工作。
TPM管理推进办公室
2011年8月16日
1
温馨推荐
您可前往百度文库小程序
享受更优阅读体验
不去了
立即体验
TPM“0”阶段可视化管理典型图例
目录
一、生产现场
1、划线、标示图例 (1)
2、整理整顿图例 (10)
二、办公区域整理整顿图例 (20)
一、生产现场
1、划线、标示图例
图例1:磨辊间区域
图例2:轧线区域
图例3:泵房区域
图例4:修理区域
图例5:生产主通道线
设备区域线
图例6:区域线及电机旋转方向标示。
生产现场改善实例

「目视管理」
何为「目视管理」? 通过直观的 1、文字 2、图表 3、标识 4、色彩 等来控制和简化工作
例如: 红单(牌) 看板 区域线 色标 彩灯(红灯、绿灯)
「目视管理的目的」
01
目视化管理的目的 明确告知应该做什么,做到早期发现异常, 使检查有效 防止人为失误或遗漏,并始终维持正常的状态 通过视觉,使问题点和浪费现象容易暴露,事 先预防和消除各类隐患和浪费
02
清楚明了地表示出应该进行维持保养的机能部位。
03
是否正常供给、运转清楚明了。
设备目视管理
操作规程
开 关
一百个放心
开关方向
开关方向
阀门控制说明
进水
进水
出水
出水
3
作业安全指引
2
1
安全警戒区
注意有高差、突起之处
安全目视管理
品质目视管理
防止因“人的失误”导致的品质问题
看得见管理3个要点
无论谁都能判断好坏(或异常与否) 能迅速判断,精度高 判断结果不因人而异
目视管理的水准
案例1:目视管理
150 100 50
水准Ⅰ:现状状况明了
案例1(续):目视管理
水准Ⅱ:管理范围及现在的状况一目了然
150 100 50
上限
投入范围
下限
管理范围
案例1(续):目视管理
原料缸管理标准: 1.清扫方法 2.点检方法 3.异常处理
6S--目视化管理
生产现场改善实例
「目视管理」
何为「目视管理」? 基本定义:一目了然的管理。 延伸定义:借助眼睛观察(目视)而能看出异常所在。 使工作场所中发生的问题点、异常、浪费等成为一目了然 的状态,塑造一目了然的场所。 利用“目视管理”的工具,诸如利用图表、看板、颜色、 场所的区域规划等,这类工具完全取决于视觉,使人一目 了然,以便迅速而容易的采取对策,藉此防止错误的发生。
21个经典生产车间改善案例
制作专用盒子盛放
改 善 结 果
螺丝有专用盒子放,明显整齐
改善成果个案
项目名称 项目类别
友利通面板
提案人 实施人
邹龙庚 邹龙庚
提案时间 完成时间
09/08/ 14 09/08/ 14
提案部门 确 认人
IE 车间
贴胶纸改善
Before(图片)
After(图片)
问 题 点
改 善 前
胶纸割的长短不一,导致贴胶纸NG
已执行
原因分析
改善对策
产品用胶箱放置,传递到后工序也用胶 箱传递
改 善 结 果
产品在此工序不被划伤,掉落.
改善成果个案
项目名称 项目类别
成型车间电气
提案人 实施人
公司上层 生技
提案时间 完成时间
09/08/ 28 09/09/ 4
提案部门 确 认人
公司上 层 车间
电气改善
Before(图片)
After(图片)
问 题 点
改 善 前
文件寻找花时间
改 善 后 现 状 已执行
原因分析
没有定置管理
改善对策
进行定置管理
改 善 结 果
寻找时间减少2秒/次
改善成果个案
项目名称 项目类别
捷合齿轮
提案人 实施人
车间 邹龙庚
提案时间 完成时间
09/08/ 4 09/08/ 4
提案部门 确 认人
车间 邹龙庚
分模号改善
Before(图片)
提案人 实施人
公司上层 生技
提案时间 完成时间
09/08/ 28 09/09/ 3
提案部门 确 认人
公司上 层 车间
温度测量改 善