0i mate-TDMD硬件连接图
发那科0i+Mate-D系列系统(软件包5)技术说明+4.1
• •
当因某些原因无法使用以上单元时,0i Mate-D系统(软件包5)可使用原I/O Link接口的I/O单元 最新的电气柜用I/O单元(A02B-0319-C001)对应原来的0i用I/O单元(A02B-0309-C001)
配置说明(3/3)
• 推荐基本单元包
• 0i Mate-TD:B9-00000-00000Z (模拟) 显示单元:8.4”横置带USB口,配置模拟主轴接口主板C6U • 0i Mate-MD:B0-00100-00000Z (串行) 显示单元:8.4”横置带USB口,配置串行主轴接口主板C7U
0i Mate-D系统软件包5 技术说明
2014年3月18日
系统特点
系统特点(1/4)
FANUC最新0i Mate-D系统(软件包5) 采用基本单元C的最新配 置,具有以下新的特性: • 强化的CNC处理能力使系统性能更加出色
子程序调用 サブプログラム呼出
2.0 1.5
1.0
PMC 处理能力 PMC処理能力
84横置带usb口配置串行主轴接口主板c7u软件配置说明功能说明145包车床系统d7f3中g代码体系bc倒角拐角r手轮中断fs1011纸带格式多重固定循环ii从04版开始改为标配5包铣床系统d5f3中极坐标指令可编程镜像刚性攻丝回退从04版开始改为标配多重固定循环ii原j889在3包中也改为标配功能说明243包中标配5包为选配的功能列表120imatetd0imatemd功能控制轴拆卸j807移动前行程限位检测j749卡盘尾架限位j720异常负载检测j718手动中断和恢复r623螺纹切削同步进给j824通用回退j997f1位数进给j820选择程序段跳过j955中断型用户宏程序j874小口径深孔钻循环j896具体说明参见后页选项功能说明部分功能说明340imatetd0imatemd功能fanucseries1011纸带格式j882模型数据输入j884第2辅助功能j920实际主轴速度输出j856示教编程j879软式操作面板通用开关及扩展j961powermatecnc管理器j674io设备外部控制j902具体说明参见后页选项功能说明部分3包中标配5包为选配的功能列表22
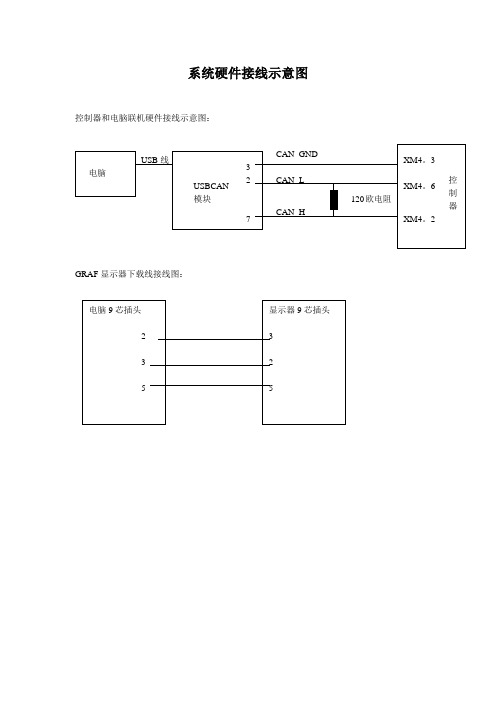
系统硬件接线示意图
控制器控制器gnd24vxm41xm4124vxm44xm44xm45xm45canhxm47xm47120欧电阻canlxm48xm48xm43xm43cangind如果用户需要检测can2发送的数据那么只需要将can2口和usbcan模块的canlcanhcangnd分别相连然后在canh和canl之间连接一个120欧的电阻即可总之一个原则是can总线相连时can高接can高can低接can低can地接can地是否需要加终端电阻需要看实际网络拓扑结构需要
系统硬件接线示意图
控制器和电脑联机硬件接线示意图:
GRAF显示器下载线接线图:
控制器和显示器相连接线示意图:
控制器和控制器CANOEN相连接线示意图:
控制器和控制器CAN2相连接线示意图:
如果用户需要检测CAN2发送的数据,那么只需要将CAN2口和USBCAN模块的CAN_L、CAN_H、CAN_GND分别相连,然后在CAN_H和CAN_L之间连接一个120欧的电阻即可,总之一个原则是CAN总线相连时CAN高接CAN高,CAN低接CAN低,CAN地接CAN地,是否需要加终端电阻需要看实际网络拓扑结构需要。
控制器正向开关量输入接线示意图:
控制器反向开关量输入接线示意图:
控制器脉冲输入接线示意图(如果是使用接近开关,请选择PNP三线制):
控制器0-5V模拟电压输入接线示意图:
控制器4—20mA电流输入接线示意图:
两线制电制器正向开关量输出接线示意图:
控制器反向开关量输出接线示意图:
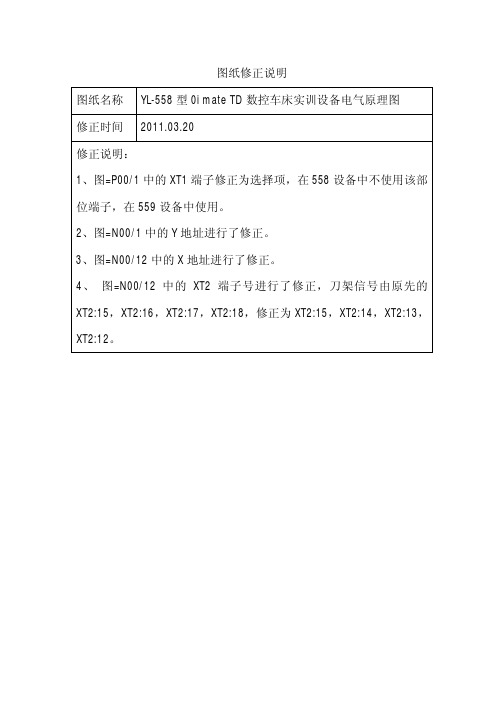
FANUC数控系统机床电气原理图

YL-569型0i mate MD数控机床实训设备控制柜原理图版本:V14.41、本设备贯彻中华人民共和国机械行业标准JB/T.2739-2008 “工业机械电气图用图形符号”的规定2、本设备贯彻中华人民共和国机械行业标准JB/T.2740-2008 的“项目代号四段标志法”2.1 项目代号采用下列四段标记:第一段 高层代号 前缀符号为 = 例如=D00第二段 位置代号 前缀符号为 + 例如+A1第三段 种类代号 前缀符号为 - 例如-QF1第四段 端子代号 前缀符号为 :例如:103.本图纸还采用了JB2740标准的图区索引法4.代号意义B 总体设计布局及安排,接线板互连图D 电源系统,交流驱动系统N 直流控制系统P 交流控制系统5.斜体下划线表示线号如“5”表示5号线,用于智能化考核系统的输入。
F EDC B F ED图纸说明电 气 原 理 图编 码电气图号设备型号日 期签 字更 改 文 件 号标 记标 记CBAAF 3029285648U 44W 42润滑输出刀库后位输入刀库后位输出刀库前位输入刀库前位计数3813646362616059585756555453冷却排屑5049525351超程刀松刀夹松刀超程5251D E F DE标 记标 记更 改 文 件 号签 字日 期设备型号电气图号编 码电 气 原 理 图XT1表W 4117排屑电机W72V72U72风扇电机W34V34U34321控变380伺变220伺变380冷却电机U 41W32V32U32W31V31U31W1V1U116151413121110987654XT1BC BC输入公共端急停175416气压液位208206气密松刀抱闸24V200204I/O-24V 05CX362616CX41514控变24W 46U 465049启动急停系统24V 伺服24V继板24V 伺服220CX3控变110控变22076555W33V33U331U 43W 43U 43W 42U 42484746454443424140393837363534333231302928272625242322212019181.71.61.51.41.31.21.11.032313029202443.2F 2062021061042024342414039383736353433 2.72.52.32.1 2.62.42.22.03.03.1EDF 5620220420229202108202381360595857565554535251504948474645 3.33.43.53.63.7注:1、①表示端子号,例:①表示XT2:1XT2图电 气 原 理 图编 码电气图号设备型号日 期签 字更 改 文 件 号标 记标 记ED-KA1391.00.7304828PCB2009194681754535251-KA12-KA11XT22726252423222120876543211.21.42.62.42.22.01.61.51.72.12.32.52.71.3 1.1CB162650498167618060-KA18-KA17-KA16-KA15-KA1428191817161514131211100.60.50.40.30.20.10.0B010V24V 24V CBX2.1手摇倍率-XT1055F X2.0Y7.7手摇灯急停2423KP24启动停止222120194321KP24KP24*1RC-L+L DEF 17X11.5X2.5X2.4X2.3X2.2手摇轴选-XT106251816X4.7X11.6X11.7注:1、①表示端子号,例:①表示XT3:11514131211109876Y ZA24V0VX2.6X2.7X4.2XLC*10DE标 记标 记更 改 文 件 号签 字日 期设备型号电气图号编 码电 气 原 理 图XT3图XT3控制面板B C BCY2.5Y2.7Y2.6Y2.4Y2.3Y2.2Y2.1Y2.0F 41U439O 99C 272625EDF 39U43U47U46U422U42U44U4246U4344U434U4348478O 88C 7O 77C 6O 66C 5O 55C 4O 44C 3O 33C 2O 22C46454443424140393837363534333231302928注:1、①表示端子号,例:①表示XT2:1XT2电 气 原 理 图编 码电气图号设备型号日 期签 字更 改 文 件 号标 记标 记EDKA8242322XT5CBKA7KA5KA4KA6Y27Y26Y25PCB2009197Y24Y23Y22Y21KA2KA1KA3Y20500521201918171615141312111098765431010112345678921CB1--接地2--刀库U 3--刀库V 4--刀库W1--空脚2--抱闸0V 3--打刀缸4--抱闸24V 5--主轴气密封F XP1润滑、抱闸E DF XS31刀库电机接插件定义电 气 原 理 图编 码电气图号设备型号日 期签 字更 改 文 件 号标 记标 记ED1--0V2--刀库前位输入3--刀库前位输出4--刀库后位输入5--刀库后位输出6--计数7--空脚8--空脚9--24VWS20-5-KZXS1刀库信号CBWS20-9KZAWS28-12-kZ1--空脚2--主轴风扇U 3--主轴风扇V 4--主轴风扇W 5--冷却电机U 6--冷却电机V 7--冷却电机W 8--排屑电机19--排屑电机210--排屑电机311--照明电源112--照明电源2WS28-4-kZXS41主轴风扇 冷却电机 排屑电机CBA1--空脚2--空脚3--输入公共端4--气压5--松刀6--刀紧7--刀松8--空脚9--空脚10--空脚11--空脚12--空脚1--排屑输入信号2--照明输出信号3--冷却输入信号4--排屑反输出信号5--排屑正输出信号6--冷却输出信号7--M30断电信号8--24V-9--0V-10--刀库反转输出信号11--刀库正转输出信号12--润滑输出信号13--CX314--CX315--抱闸24V 16--抱闸0VF XS81 PLC信号EDF XS71 刀库输入信号接插件定义电 气 原 理 图编 码电气图号设备型号日 期签 字更 改 文 件 号标 记标 记EDWS28-16-kZXS51伺服主电源1--伺服电源1(驱动风扇)2--伺服电源23--伺服电源3(驱动风扇)4--地线CBTYP-5618-k1--空脚2--超程3--超程4--X05--Y06--Z07--X限位8--Y限位9--Z限位10--输入公共端WS24-10-kZXS91 限位信号WS24-12-kZCBWS28-16KTD WS24-10JTD F WS24-12KTD WS24-12-JZXS72 刀库输入信号XS42主轴风扇、润滑电机、冷却电机WS28-12KTD WS28-12-JZWS20-9KTD XS2刀库信号WS20-9JZWS24-10KTD XS92 限位信号WS24-10-JZ XS32刀库电机WS28-4KTD WS28-4-JZ WS20-5KTD XP2润滑、抱闸WS20-5-JZXS82PLC信号WS28-16-JZ备用XS91 限位信号WS24-10-kZ机床侧EDF 备用备用XS52伺服主电源接插件连接图电 气 原 理 图编 码电气图号设备型号日 期签 字更 改 文 件 号标 记标 记EDXS41主轴风扇、排屑电机、冷却电机WS28-12JTD WS28-12-kZXS43主轴风扇、润滑电机、冷却电机WS28-12JTD WS28-12-kZWS28-16JTD WS28-16-kZXS83PLC信号XS33刀库电机WS28-4JTD WS28-4-kZ备用WS28-16JTD WS28-16-kZXS31刀库电机WS28-4JTD WS20-5JTD WS20-9JTD WS28-4-kZXS81PLC信号XP1润滑、抱闸XS1刀库信号WS20-5-KZWS20-9KZCBTYP-233-J XS53伺服主电源TYP-5618-k接线柜侧备用控制柜侧TYP-233-K TYP-233-J WS24-12JTD WS24-12-kZXS71 刀库输入信号TYP-5618-jXS51伺服主电源TYP-5618-kCB技术要求:黑色--交流或直流动力线红色--交流控制线蓝色--直流控制电路白色--直流0V F A电源输入端子NNU422U42W42-KA18=N00/18.D9S9分励脱扣DE-W1L3L2L140A-QS0BC1L11L21L350HZ 40A3相5线 380V 设备总电源(电气控制单元)F 标 记标 记更 改 文 件 号签 字日 期编 码A短路保护NDE设备型号电气图号电 气 原 理 图电路图总电源保护接地铜排L11L12L13BC2L12L22L3=D01/1.B2-QS1 -FU1D40A 32A6mm 2黑色漏电保护F 编 码日 期签 字更 改 文 件 号标 记标 记F 单片机电源AA故障板电源、YL-015-GS3E D CBNL1=D00/1.C94L12A-Q2+5V0V单片机板考核系统电源图电 气 原 理 图电气图号设备型号ED+12V0V故障板CB20.75mm 黑色设故系统电源控制F =P01/1.D8D EF 标 记标 记更 改 文 件 号签 字日 期编 码DE设备型号电气图号电 气 原 理 图伺服主电源图伺服主电源AXS52XS51220V~220V~220V~=D01/2.F5U33V33W33B CA24mmBC。
FANUC_0i_Mate-MD与0iMD数控系统的区别
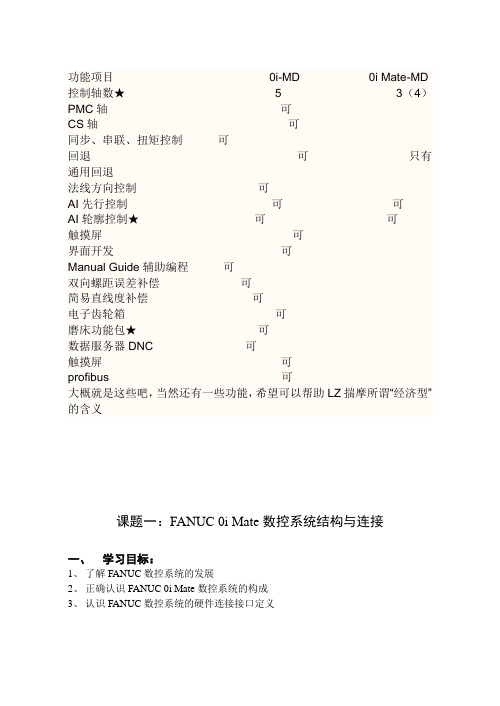
功能项目0i-MD 0i Mate-MD 控制轴数★ 5 3(4)PMC轴可CS轴可同步、串联、扭矩控制可回退可只有通用回退法线方向控制可AI先行控制可可AI轮廓控制★可可触摸屏可界面开发可Manual Guide辅助编程可双向螺距误差补偿可简易直线度补偿可电子齿轮箱可磨床功能包★可数据服务器DNC 可触摸屏可profibus 可大概就是这些吧,当然还有一些功能,希望可以帮助LZ揣摩所谓“经济型”的含义课题一:FANUC 0i Mate数控系统结构与连接一、学习目标:1、了解FANUC数控系统的发展2、正确认识FANUC 0i Mate数控系统的构成3、认识FANUC数控系统的硬件连接接口定义二、实训设备:亚龙CNC fmate-td数控机床智能实训考核设备三、知识准备:1、产品发展历史FANUC公司是全球最大、最著名的CNC生产厂家,其产品以高可靠性著称,其技术居世界领先地位。
FANUC公司的主要产品生产与开发情况:1956年,开发日本第1台点位控制的NC1959年,开发日本第1台连续控制的NC1960年,开发了日本第1台开环步进电机直接驱动的NC1966年,采用集成电路的NC开发成功1968年,全世界首台计算机群控数控系统(DNC)开发成功。
1977年,开发了第一代闭环控制的CNC系列产品FANUC5/7与直流伺服电机1979年,开发了第二代闭环数控系统系列产品FANUC6系统1982年,开发了第二代闭环功能精简型数控系统FANUC3系统与交流伺服电机。
1984年,开发了第三代闭环数控系统FANUC10/11/12,采用了光缆通讯技术。
1985年,开发了第三代闭环功能精简型数控系统FANUC 0系统。
1987年,开发了FANUC15系列的CNC1995-1998年,开始在CNC中应用IT网络与总线技术2000年,开发了FANUC 0i MODEL A数控系统2002年,开发了FANUC 0i MODEL B数控系统2003-2005年,相继开发了FANUC 30i/31i/32i系统与FANUC 0i MODEL C数控系统2008年,在中国市场推出FANUC 0i MODEL D数控系统2、控制单元结构正面LCD存储卡接口软键反面图FANUC 0i D/0i mate D 系统接口图系统各端子的功能如表1-2-1:CP1 系统电源输入(DC24V)3、FANUC伺服控制单元及FSSB总线(1)、FANUC伺服系统的构成如果说CNC控制系统是数控机床的大脑和中枢,那么伺服和主轴驱动就是数控机床的四肢,他们是大脑的执行机构。
FANUC以太网接口.

FANUC系统的以太网接口技术交流ID号_ dwxc2009004 _日期_ 2009.12.15文件使用的限制以及注意事项等文件版本更新的纪录修订日期版本号文件名称修订内容修订人2009.12.15 V1.0 FANUC系统的以太网首次发布朱辉接口目录1. 内嵌式以太网 (1)2. 以太网和数据服务器软硬件的比较 (2)2.1 以太网板和快速数据服务器板 (2)2.2 以太网功能和数据服务器功能 (2)3. 以太网功能 (2)3.1 以太网功能及其相关软件 (2)3.2 以太网功能在CNC上的设定 (2)3.3 以太网功能应用 (4)4. 数据服务器功能 (5)4.1 实现数据服务器功能的基本工作模式 (5)4.2 CNC和电脑的连接 (7)4.3 关于FTP文件传输协议 (7)4.4 使用电脑作为FTP传输的服务器端 (8)4.5 使用CNC作为FTP传输的服务器端 (9)5. Windows XP下FTP服务的使用和设定 (10)5.1 使用Windows XP自带的IIS (10)5.2 使用Serv-U (14)6. CNC系统和PC的连接调试步骤和技巧 (17)6.1 在本地确认FTP服务器工作正常 (17)6.2 检查网络连接是否正常 (18)6.3 确认CNC设置并联机调试 (20)7. 附录 (21)FANUC 0i-D系列系统的以太网硬件设备主要有以下两种:快速以太网板(Fast Ethernet Board)和数据服务器板(Fast Data Server Board),对应功能叫做以太网功能(Ethernet Function)和数据服务器功能(Date Server Function)。
现0i-MD和0i-TD系统都标配有内嵌式以太网和PCMCIA网卡,而0i-Mate MD和0i-Mate TD只标配PCMCIA网卡。
PCMCIA网卡和内嵌式以太网的功能接近,只是PCMCIA网卡不支持FANUC程序传输软件。
铣床FANUC 0i Mate-MB系统调试步骤
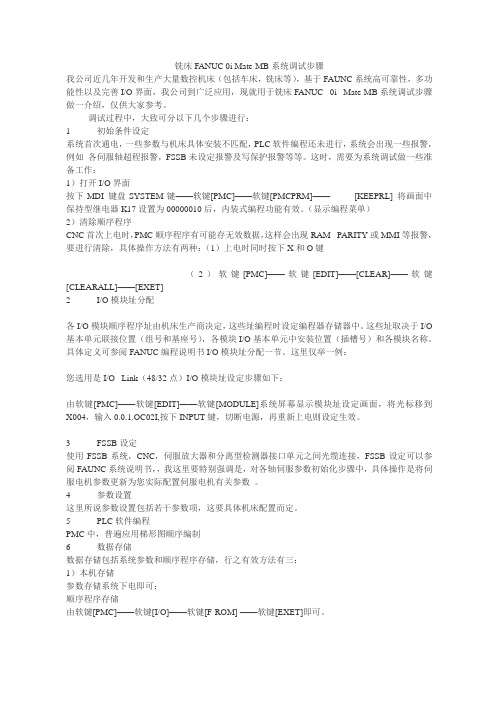
铣床FANUC 0i Mate-MB系统调试步骤我公司近几年开发和生产大量数控机床(包括车床,铣床等),基于FAUNC系统高可靠性,多功能性以及完善I/O界面,我公司到广泛应用,现就用于铣床FANUC 0i Mate-MB系统调试步骤做一介绍,仅供大家参考。
调试过程中,大致可分以下几个步骤进行:1 初始条件设定系统首次通电,一些参数与机床具体安装不匹配,PLC软件编程还未进行,系统会出现一些报警,例如各伺服轴超程报警,FSSB未设定报警及写保护报警等等。
这时,需要为系统调试做一些准备工作:1)打开I/O界面按下MDI 键盘SYSTEM键——软键[PMC]——软键[PMCPRM]——[KEEPRL] 将画面中保持型继电器K17设置为00000010后,内装式编程功能有效。
(显示编程菜单)2)清除顺序程序CNC首次上电时,PMC顺序程序有可能存无效数据,这样会出现RAM PARITY或MMI等报警,要进行清除,具体操作方法有两种:(1)上电时同时按下X和O键(2)软键[PMC]——软键[EDIT]——[CLEAR]——软键[CLEARALL]——[EXET]2 I/O模块址分配各I/O模块顺序程序址由机床生产商决定,这些址编程时设定编程器存储器中。
这些址取决于I/O 基本单元联接位置(组号和基座号),各模块I/O基本单元中安装位置(插槽号)和各模块名称。
具体定义可参阅FANUC编程说明书I/O模块址分配一节。
这里仅举一例:您选用是I/O Link(48/32点)I/O模块址设定步骤如下:由软键[PMC]——软键[EDIT]——软键[MODULE]系统屏幕显示模块址设定画面,将光标移到X004,输入0.0.1.OC02I,按下INPUT键,切断电源,再重新上电则设定生效。
3 FSSB设定使用FSSB系统,CNC,伺服放大器和分离型检测器接口单元之间光缆连接,FSSB设定可以参阅FAUNC系统说明书,,我这里要特别强调是,对各轴伺服参数初始化步骤中,具体操作是将伺服电机参数更新为您实际配置伺服电机有关参数。
558 0i mate TD数控车床实训设备原理图0321
12
1
急停
按钮
D
D
E
F
1
2
3
4
5
E
电气原理图
设备型号
XT3表
电气图号
标 记 标 记 更 改 文 件 号 签 字日 期 编 码
设计
主管
数控系统
设备名称
F
制图
标准化
阶段标记
项目代号
审核
批准
共 3页
第 3页
6
7
8
9
10
1
2
3
4
5
6
7
8
9
10
A
CNC系统
I/O单元
A
MDI
MDI 单元
B
JD36A
穿孔接口板 RS232
=N01/1.D7
15
-XT1: 25
CZ30 1 3
D
-W4
E
7
8
9
CXA19B
24V A1
5
24V B1
5
0V A2
0
0V B2
0
A3
B3
CXA19A
24V A1 24V B1 0V A2 0V B2 ESP A3 BAT B3
=P03/1.E5 =P01/2.B8
COP10B COP10A
=B00/1.E2 =P01/2.D8
C
U2 V2 W2 U1 V1 W1 U31 V31 W31 U32 V32 W32 U41 W41 U42 W42 U43 W43 U43 3 U3 V3 W3 14 15 5 0 5 0 5 0 5 0 6 7 204 200 13 11 12 5 0 18 19 20 21 W52 V52 U52 N
CNC硬件连接及工作原理

项目
分别备份
存储卡 RS-232-C 以太网
整体备份
输入输出方式
存储卡数据Βιβλιοθήκη 式操作 用途文本格式
多画面切换 设计、调整
2进制形式
简单 维修时
1 BOOT画面下数据备份
BOOT SYSTEM 的启动方法
带有软键和MDI 键的情形
按6+7键开机
MDI
两种方法视情况任选一种进入BOOT画面
按最右边两个键开机
FANUC Series 0i / 0i Mate – MD 规格(3/3)
○ :基本功能 0i - MD 功能 MANUAL GUIDE 0i MANUAL GUIDE i AI 轮廓控制 基于伺服电机的主轴控制 ☆ ☆ A包 ☆ ☆ - B包 ☆:选项功能 -:不可使用 0i Mate - MD C包 ☆ - - -
• 双路径控制功能,可以实现两个刀具的独立控制。在一个自动车床上可以实 现两个刀具同时加工,自动切削、车铣同时进行。
加工程序
各路径的加工程序,是独立保存的。CNC在各路径内分别执行各自的加工程序。
输入输出信号
双路径系统CNC的所有通道用1个PMC进行控制。
硬件概要
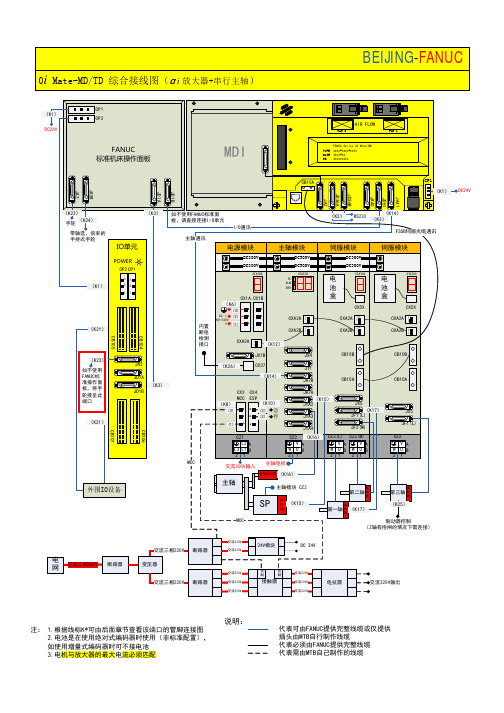
综合接线图
综合接线图
综合接线图
-:不可使用 0i Mate - MD
C包 PMC/L ○
B包 PMC/L ○
256 / 256
1ch DI/DO I/O Link 2ch DI/DO 1024 / 1024 2048 / 2048
-
○ ☆ ☆ ☆ ☆ ○ ☆ ☆
-
○ -
○
- - ☆ ☆ ☆ - ☆ -
功能模块(包括PMC梯形图命令扩展功能) PMC梯形图命令扩展功能 PMC 信息各国语言显示功能128K 嵌入式以太网 存储卡编辑 / 操作 数据服务器编辑 / 操作
FANUC 0i-D和0i-Mate D

FANUC 数控系统 0i-D 和 0i Mate-DCNC 技术交流ID 号:dwxc2008007 日期:2009-1-15文件使用的限制以及注意事项等文件版本更新的纪录 修订日期 2009-1-15 版本号 V1.0 文件名称 FANUC 数控系统 0i-D 和 0i Mate-D 修订内容 初次发布 修订人 王玉琪目录1. 0i-D 系统的配置.................................................................................................................. 1 1.1 显示器与 MDI 键盘..................................................................................................... 3 1.2 进给伺服 .................................................................................................................... 3 1.3 主轴电机控制............................................................................................................. 3 1.4 机床强电的 I/O 点接口 .............................................................................................. 3 1.5 I/O Link βi 伺服 .......................................................................................................... 3 1.6 数据输入/输出口 ....................................................................................................... 3 2. 系统主要功能...................................................................................................................... 6 2.1 主要功能表 ................................................................................................................ 6 2.2 关于 0i Mate-D 系统.................................................................................................. 7 3. 功能特点............................................................................................................................. 7 3.1 高速、高精度加工功能............................................................................................... 8 3.2 加工条件选择功能...................................................................................................... 8 3.3 纳米插补 .................................................................................................................... 9 3.4 HRV3 控制............................................................................................................... 10 3.5 用伺服电动机做主轴控制 ......................................................................................... 10 3.6 车床系统的双路径功能............................................................................................. 10 3.7 动态语言切换........................................................................................................... 11 3.8 存储卡、数据服务器卡上的程序编辑 ....................................................................... 11 3.9 8 级数据保护............................................................................................................ 11 3.10 数据/信息的自动备份 ............................................................................................. 12 3.11 误操作防止功能 ..................................................................................................... 12 3.12 PMC 及功能模块指令,多语言显示 ....................................................................... 13 3.13 宏程序一键调用 ..................................................................................................... 14 3.14 伺服和主轴参数的一键设定 ................................................................................... 14 3.15 操作向导 0i(Manual Guide 0i) ........................................................................... 15 3.16 操作向导 i(Manual Guide i) ............................................................................... 16 3.17 Turn Mate i ............................................................................................................ 16 4. 配套的工具软件....................................................................................................... 184.1 CNC 设定工具 ......................................................................................................... 18 4.2 程序传输工具.......................................................................................................... 18 4.3 NC Guide 和 NC GuidePro ...................................................................................... 194.4 个性化的开发软件.................................................................................................... 19FANUC 数控系统 0i-D 和 0i-Mate DFANUC 公司针对中国数控机床市场的迅速发展、数控机床的水平和使用特点,去年推出了 新的 CNC 系统 0i-D/0i Mate-D。
课题一:FANUC0IMATE-TD数控系统基本配置

课题一:FANUC 0i Mate数控系统结构与连接一、学习目标:1、了解FANUC数控系统的发展2、正确认识FANUC 0i Mate数控系统的构成3、认识FANUC数控系统的硬件连接接口定义二、实训设备:亚龙CNC fmate-td数控机床智能实训考核设备三、知识准备:1、产品发展历史FANUC公司是全球最大、最著名的CNC生产厂家,其产品以高可靠性著称,其技术居世界领先地位。
FANUC公司的主要产品生产与开发情况:1956年,开发日本第1台点位控制的NC1959年,开发日本第1台连续控制的NC1960年,开发了日本第1台开环步进电机直接驱动的NC1966年,采用集成电路的NC开发成功1968年,全世界首台计算机群控数控系统(DNC)开发成功。
1977年,开发了第一代闭环控制的CNC系列产品FANUC5/7与直流伺服电机1979年,开发了第二代闭环数控系统系列产品FANUC6系统1982年,开发了第二代闭环功能精简型数控系统FANUC3系统与交流伺服电机。
1984年,开发了第三代闭环数控系统FANUC10/11/12,采用了光缆通讯技术。
1985年,开发了第三代闭环功能精简型数控系统FANUC 0系统。
1987年,开发了FANUC15系列的CNC1995-1998年,开始在CNC中应用IT网络与总线技术2000年,开发了FANUC 0i MODEL A数控系统2002年,开发了FANUC 0i MODEL B数控系统2003-2005年,相继开发了FANUC 30i/31i/32i系统与FANUC 0i MODEL C数控系统2008年,在中国市场推出FANUC 0i MODEL D数控系统2、控制单元结构正面LCD存储卡接口软键反面图FANUC 0i D/0i mate D系统接口图3、FANUC(1)、FANUC伺服系统的构成如果说CNC控制系统是数控机床的大脑和中枢,那么伺服和主轴驱动就是数控机床的四肢,他们是大脑的执行机构。
FANUC 0iD 数控装置接口认知
加工中心,铣 床
βi 系列的放大器
车床
βi 系列的放大器
βiS 系列 βiS 系列
二、FANUC Oi D硬件接口定义
1. COP10A:伺服FSSB总线接口,此口为光缆口
FSSB:FANUC Serial Servo Bus,FANUC串行伺服总线
二、FANUC Oi D硬件接口定义
二、FANUC Oi D硬件接口定义
二、FANUC Oi D硬件接口定义
6.JA40:模拟主轴信号接口
二、FANUC Oi D硬件接口定义
7. JD51A:I/O Link总线接口
二、FANUC Oi D硬件接口定义
8. JA41:串行主轴接口/主轴位置编码器接口
二、FANUC Oi D硬件接口定义
9.CP1:系统电源输入(24V)
2. CD38A:以太网接口
二、FANUC Oi D硬件接口定义
3. CA122:系统软键信号接口
二、FANUC Oi D硬件接口定义
4. JA2:系统的MDI(manual data input)键盘接口
二、FANUC Oi D硬件接口定义
5.JD36A/JD36B:RS232串行通讯接口
二、FANUC Oi D硬件接口定义
一、FANUC Oi D系统概述
系统型号
0i MD
0iD 0i TD
应用机床
放大器
加工中心,铣 αi 系列的放大器
床等
βi 系列的放大器电机 NhomakorabeaαiI,αiS系列 βiI, βiS 系列
车床
αi 系列的放大器 αiI,αiS系列 βi 系列的放大器 βiI, βiS 系列
0i mate MD 0i mate D 0i mate TD
硬件连接图
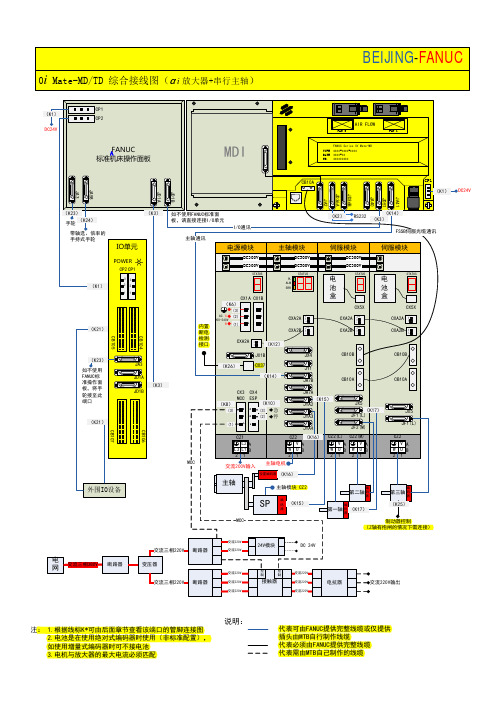
说明:代表可由FANUC 提供完整线缆或仅提供插头由MTB 自行制作线缆代表必须由FANUC 提供完整线缆代表需由MTB 自己制作的线缆注: 1.根据线标K*可由后面章节查看该端口的管脚连接图2.电池是在使用绝对式编码器时使用(非标准配置),如使用增量式编码器时可不接电池3.电机与放大器的最大电流必须匹配综合接线图(i说明:代表可由FANUC 提供完整线缆或仅提供插头由MTB 自行制作线缆代表必须由FANUC 提供完整线缆代表需由MTB 自己制作的线缆注: 1.根据线标K*可由后面章节查看该端口的管脚连接图2.电池是在使用绝对式编码器时使用(非标准配置),如使用增量式编码器时可不接电池3.电机与放大器的最大电流必须匹配说明:代表可由FANUC 提供完整线缆或仅提供插头由MTB 自行制作线缆代表必须由FANUC 提供完整线缆代表需由MTB 自己制作的线缆注: 1.根据线标K*可由后面章节查看该端口的管脚连接图2.电池是在使用绝对式编码器时使用(非标准配置),如使用增量式编码器时可不接电池3.电机与放大器的最大电流必须匹配说明:代表可由FANUC 提供完整线缆或仅提供插头由MTB 自行制作线缆代表必须由FANUC 提供完整线缆代表需由MTB 自己制作的线缆注:1.根据线标K*可由后面章节查看该端口的管脚连接图2.电池是在使用绝对式编码器时使用(非标准配置),如使用增量式编码器时可不接电池3.电机与放大器的最大电流必须匹配DC24V20针插头管脚布局说明810961523420191817161514131211ii ipositioncoder24V24V接近开关制动插脚,制动插脚i 电源i 电源。
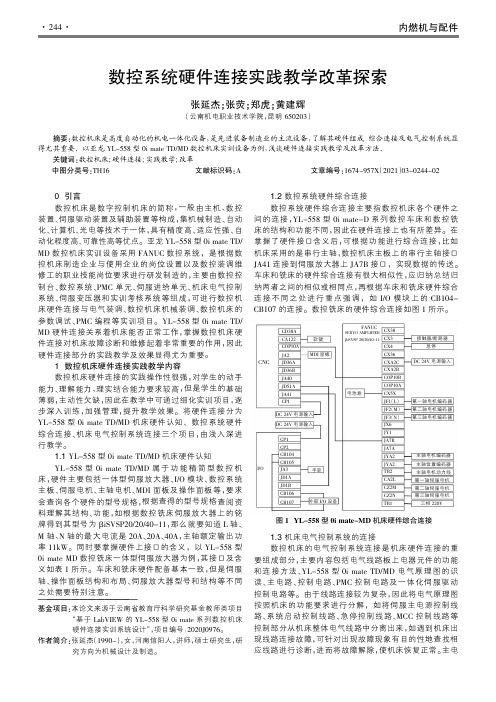
数控系统硬件连接实践教学改革探索
CB107的连接。
数控铣床的硬件综合连接如图1所示。
1.3机床电气控制系统的连接数控机床的电气控制系统连接是机床硬件连接的重要组成部分,主要内容包括电气线路板上电器元件的功能和连接方法、YL-558型0i mate TD/MD 电气原理图的识读、主电路、控制电路、PMC 控制电路及一体化伺服驱动控制电路等。
由于线路连接较为复杂,因此将电气原理图按照机床的功能要求进行分解,如将伺服主电源控制线路、系统启动控制线路、急停控制线路、MCC 控制线路等图1YL-558型0i mate-MD 机床硬件综合连接CNCCD38A CA122COP10A JA2JD36A JD36B JA40JD51AJA41CP1DC 24V 电源输入DC 24V 电源输入CP1CP2CB104CB105JA3JD1A JD1B CB106CB107I/O手轮外部I/O 设备FANUCSERVO AMPLIFIER βiSVSP 20/20/40-11CX38CX3CX4CX36CXA2C CXA2B COP10BCOP10ACX5X JF1(L )JF2(M )JF3(N )JX6JY1JA7BJA7A JYA2JYA2TB2CA2LCZ2MCZ2N TB1接触器/断路器急停DC 24V 电源输入第一轴电机编码器第二轴电机编码器第三轴电机编码器主轴电机编码器主轴位置编码器主轴电机动力线第一轴伺服电机第二轴伺服电机第三轴伺服电机三相220V软键MDI 面板电池盒源控制线路如图2所示。
2硬件连接教学方法的改革在硬件连接整体教学过程中坚持“理实并重,学以致用”的原则,依据数控机床装调、维修、技术改造等方面的要求,将理论与实践相结合,增强学生的动手能力和学习能力。
目前基本上采用项目教学法、任务驱动法等教学方法,以任务为载体、学生为主体、教师主导的方式激发学生学习兴趣、主动性和积极性,培养学生严谨的思维能力以及遇到问题时沉着冷静分析问题和解决问题的能力。
实用FANUC i各模块接线及功能图
说明:代表可由FANUC 提供完整线缆或仅提供插头由MTB 自行制作线缆代表必须由FANUC 提供完整线缆代表需由MTB 自己制作的线缆注: 1.根据线标K*可由后面章节查看该端口的管脚连接图2.电池是在使用绝对式编码器时使用(非标准配置),如使用增量式编码器时可不接电池3.电机与放大器的最大电流必须匹配综合接线图(i说明:代表可由FANUC 提供完整线缆或仅提供插头由MTB 自行制作线缆代表必须由FANUC 提供完整线缆代表需由MTB 自己制作的线缆注: 1.根据线标K*可由后面章节查看该端口的管脚连接图2.电池是在使用绝对式编码器时使用(非标准配置),如使用增量式编码器时可不接电池3.电机与放大器的最大电流必须匹配说明:代表可由FANUC 提供完整线缆或仅提供插头由MTB 自行制作线缆代表必须由FANUC 提供完整线缆代表需由MTB 自己制作的线缆注: 1.根据线标K*可由后面章节查看该端口的管脚连接图2.电池是在使用绝对式编码器时使用(非标准配置),如使用增量式编码器时可不接电池3.电机与放大器的最大电流必须匹配说明:代表可由FANUC 提供完整线缆或仅提供插头由MTB 自行制作线缆代表必须由FANUC 提供完整线缆代表需由MTB 自己制作的线缆注:1.根据线标K*可由后面章节查看该端口的管脚连接图2.电池是在使用绝对式编码器时使用(非标准配置),如使用增量式编码器时可不接电池3.电机与放大器的最大电流必须匹配DC24Vii ipositioncoder24V24V接近开关制动插脚,制动插脚i 电源i 电源traynis。
FANUC数控系统机床电气原理图
YL-569型0i mate MD数控机床实训设备控制柜原理图版本:V14.41、本设备贯彻中华人民共和国机械行业标准JB/T.2739-2008 “工业机械电气图用图形符号”的规定2、本设备贯彻中华人民共和国机械行业标准JB/T.2740-2008 的“项目代号四段标志法”2.1 项目代号采用下列四段标记:第一段 高层代号 前缀符号为 = 例如=D00第二段 位置代号 前缀符号为 + 例如+A1第三段 种类代号 前缀符号为 - 例如-QF1第四段 端子代号 前缀符号为 :例如:103.本图纸还采用了JB2740标准的图区索引法4.代号意义B 总体设计布局及安排,接线板互连图D 电源系统,交流驱动系统N 直流控制系统P 交流控制系统5.斜体下划线表示线号如“5”表示5号线,用于智能化考核系统的输入。
F EDC B F ED图纸说明电 气 原 理 图编 码电气图号设备型号日 期签 字更 改 文 件 号标 记标 记CBAAF 3029285648U 44W 42润滑输出刀库后位输入刀库后位输出刀库前位输入刀库前位计数3813646362616059585756555453冷却排屑5049525351超程刀松刀夹松刀超程5251D E F DE标 记标 记更 改 文 件 号签 字日 期设备型号电气图号编 码电 气 原 理 图XT1表W 4117排屑电机W72V72U72风扇电机W34V34U34321控变380伺变220伺变380冷却电机U 41W32V32U32W31V31U31W1V1U116151413121110987654XT1BC BC输入公共端急停175416气压液位208206气密松刀抱闸24V200204I/O-24V 05CX362616CX41514控变24W 46U 465049启动急停系统24V 伺服24V继板24V 伺服220CX3控变110控变22076555W33V33U331U 43W 43U 43W 42U 42484746454443424140393837363534333231302928272625242322212019181.71.61.51.41.31.21.11.032313029202443.2F 2062021061042024342414039383736353433 2.72.52.32.1 2.62.42.22.03.03.1EDF 5620220420229202108202381360595857565554535251504948474645 3.33.43.53.63.7注:1、①表示端子号,例:①表示XT2:1XT2图电 气 原 理 图编 码电气图号设备型号日 期签 字更 改 文 件 号标 记标 记ED-KA1391.00.7304828PCB2009194681754535251-KA12-KA11XT22726252423222120876543211.21.42.62.42.22.01.61.51.72.12.32.52.71.3 1.1CB162650498167618060-KA18-KA17-KA16-KA15-KA1428191817161514131211100.60.50.40.30.20.10.0B010V24V 24V CBX2.1手摇倍率-XT1055F X2.0Y7.7手摇灯急停2423KP24启动停止222120194321KP24KP24*1RC-L+L DEF 17X11.5X2.5X2.4X2.3X2.2手摇轴选-XT106251816X4.7X11.6X11.7注:1、①表示端子号,例:①表示XT3:11514131211109876Y ZA24V0VX2.6X2.7X4.2XLC*10DE标 记标 记更 改 文 件 号签 字日 期设备型号电气图号编 码电 气 原 理 图XT3图XT3控制面板B C BCY2.5Y2.7Y2.6Y2.4Y2.3Y2.2Y2.1Y2.0F 41U439O 99C 272625EDF 39U43U47U46U422U42U44U4246U4344U434U4348478O 88C 7O 77C 6O 66C 5O 55C 4O 44C 3O 33C 2O 22C46454443424140393837363534333231302928注:1、①表示端子号,例:①表示XT2:1XT2电 气 原 理 图编 码电气图号设备型号日 期签 字更 改 文 件 号标 记标 记EDKA8242322XT5CBKA7KA5KA4KA6Y27Y26Y25PCB2009197Y24Y23Y22Y21KA2KA1KA3Y20500521201918171615141312111098765431010112345678921CB1--接地2--刀库U 3--刀库V 4--刀库W1--空脚2--抱闸0V 3--打刀缸4--抱闸24V 5--主轴气密封F XP1润滑、抱闸E DF XS31刀库电机接插件定义电 气 原 理 图编 码电气图号设备型号日 期签 字更 改 文 件 号标 记标 记ED1--0V2--刀库前位输入3--刀库前位输出4--刀库后位输入5--刀库后位输出6--计数7--空脚8--空脚9--24VWS20-5-KZXS1刀库信号CBWS20-9KZAWS28-12-kZ1--空脚2--主轴风扇U 3--主轴风扇V 4--主轴风扇W 5--冷却电机U 6--冷却电机V 7--冷却电机W 8--排屑电机19--排屑电机210--排屑电机311--照明电源112--照明电源2WS28-4-kZXS41主轴风扇 冷却电机 排屑电机CBA1--空脚2--空脚3--输入公共端4--气压5--松刀6--刀紧7--刀松8--空脚9--空脚10--空脚11--空脚12--空脚1--排屑输入信号2--照明输出信号3--冷却输入信号4--排屑反输出信号5--排屑正输出信号6--冷却输出信号7--M30断电信号8--24V-9--0V-10--刀库反转输出信号11--刀库正转输出信号12--润滑输出信号13--CX314--CX315--抱闸24V 16--抱闸0VF XS81 PLC信号EDF XS71 刀库输入信号接插件定义电 气 原 理 图编 码电气图号设备型号日 期签 字更 改 文 件 号标 记标 记EDWS28-16-kZXS51伺服主电源1--伺服电源1(驱动风扇)2--伺服电源23--伺服电源3(驱动风扇)4--地线CBTYP-5618-k1--空脚2--超程3--超程4--X05--Y06--Z07--X限位8--Y限位9--Z限位10--输入公共端WS24-10-kZXS91 限位信号WS24-12-kZCBWS28-16KTD WS24-10JTD F WS24-12KTD WS24-12-JZXS72 刀库输入信号XS42主轴风扇、润滑电机、冷却电机WS28-12KTD WS28-12-JZWS20-9KTD XS2刀库信号WS20-9JZWS24-10KTD XS92 限位信号WS24-10-JZ XS32刀库电机WS28-4KTD WS28-4-JZ WS20-5KTD XP2润滑、抱闸WS20-5-JZXS82PLC信号WS28-16-JZ备用XS91 限位信号WS24-10-kZ机床侧EDF 备用备用XS52伺服主电源接插件连接图电 气 原 理 图编 码电气图号设备型号日 期签 字更 改 文 件 号标 记标 记EDXS41主轴风扇、排屑电机、冷却电机WS28-12JTD WS28-12-kZXS43主轴风扇、润滑电机、冷却电机WS28-12JTD WS28-12-kZWS28-16JTD WS28-16-kZXS83PLC信号XS33刀库电机WS28-4JTD WS28-4-kZ备用WS28-16JTD WS28-16-kZXS31刀库电机WS28-4JTD WS20-5JTD WS20-9JTD WS28-4-kZXS81PLC信号XP1润滑、抱闸XS1刀库信号WS20-5-KZWS20-9KZCBTYP-233-J XS53伺服主电源TYP-5618-k接线柜侧备用控制柜侧TYP-233-K TYP-233-J WS24-12JTD WS24-12-kZXS71 刀库输入信号TYP-5618-jXS51伺服主电源TYP-5618-kCB技术要求:黑色--交流或直流动力线红色--交流控制线蓝色--直流控制电路白色--直流0V F A电源输入端子NNU422U42W42-KA18=N00/18.D9S9分励脱扣DE-W1L3L2L140A-QS0BC1L11L21L350HZ 40A3相5线 380V 设备总电源(电气控制单元)F 标 记标 记更 改 文 件 号签 字日 期编 码A短路保护NDE设备型号电气图号电 气 原 理 图电路图总电源保护接地铜排L11L12L13BC2L12L22L3=D01/1.B2-QS1 -FU1D40A 32A6mm 2黑色漏电保护F 编 码日 期签 字更 改 文 件 号标 记标 记F 单片机电源AA故障板电源、YL-015-GS3E D CBNL1=D00/1.C94L12A-Q2+5V0V单片机板考核系统电源图电 气 原 理 图电气图号设备型号ED+12V0V故障板CB20.75mm 黑色设故系统电源控制F =P01/1.D8D EF 标 记标 记更 改 文 件 号签 字日 期编 码DE设备型号电气图号电 气 原 理 图伺服主电源图伺服主电源AXS52XS51220V~220V~220V~=D01/2.F5U33V33W33B CA24mmBC。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
说明:
代表可由FANUC 提供完整线缆或仅提供插头由MTB 自行制作线缆
代表必须由FANUC 提供完整线缆代表需由MTB 自己制作的线缆
注: 1.根据线标K*可由后面章节查看该端口的管脚连接图
2.电池是在使用绝对式编码器时使用(非标准配置),如使用增量式编码器时可不接电池
3.电机与放大器的最大电流必须匹配
综合接线图(i
说明:
代表可由FANUC 提供完整线缆或仅提供插头由MTB 自行制作线缆
代表必须由FANUC 提供完整线缆代表需由MTB 自己制作的线缆
注: 1.根据线标K*可由后面章节查看该端口的管脚连接图
2.电池是在使用绝对式编码器时使用(非标准配置),如使用增量式编码器时可不接电池
3.电机与放大器的最大电流必须匹配
说明:
代表可由FANUC 提供完整线缆或仅提供插头由MTB 自行制作线缆
代表必须由FANUC 提供完整线缆代表需由MTB 自己制作的线缆
注: 1.根据线标K*可由后面章节查看该端口的管脚连接图
2.电池是在使用绝对式编码器时使用(非标准配置),如使用增量式编码器时可不接电池
3.电机与放大器的最大电流必须匹配
说明:
代表可由FANUC 提供完整线缆或仅提供插头由MTB 自行制作线缆代表必须由FANUC 提供完整线缆代表需由MTB 自己制作的线缆
注:1.根据线标K*可由后面章节查看该端口的管脚连接图
2.电池是在使用绝对式编码器时使用(非标准配置),如使用增量式编码器时可不接电池
3.电机与放大器的最大电流必须匹配
DC24V
20针插头管脚布局说明
8
10
9
6
1
5
2
3
4
20191817161514131211
i
i i
position
coder
24V
24V
接近开关
制动插脚
,
制动插脚
i 电源
i 电源。