液压动力滑台的控制
组合机床液压动力滑台控制

XXXXXXXX 大学课程设计说明书学院(系):机械电子工程学院专业:自动化学生姓名:XXXXX 学号:XXXX 课程设计题目:组合机床液压动力滑台控制起迄日期: 12月22日~ 1月9日课程设计地点:XXXXX指导教师: XXXX下达任务书日期: 2008年 12月20 日单片机课程设计与总结报告摘要:本系统采用单片机AT89S51为中心器件来设计组合机床控制器,系统具有两个动力头,通过采集行程开关的状态,控制7个液压电磁阀的动作,实现动力头的快进,工进,快退动作。
采用发光二极管作为指示灯,显示动力头的执行状态,设置了启动按钮和停止按钮,同时设有相应的指示灯,其中停止按钮可以让动力头恢复到初始位置。
通过此次设计提高了编程技巧。
学了PROTEL的基础应用,收获颇丰。
目录一.设计任务…………………………二.组合机床控制设计程序框图………三.组合机床控制主程序………四.系统硬件电路的设计…………………五.原理图………………六.软件仿真与调试……………………七.总结与体会…………………………八. 致谢……………………………….一.设计任务(一)、功能及技术指标要求基本要求:设计组合机床液压动力滑台控制,要求应用单片机系统进行控制。
(二)、设计内容某组合机床有两个动力头,它们的动作由液压电磁阀控制,其动作过程及对应的执行元件如图所示。
SQ0~SQ5为行程开关,YV1~YV7为液压电磁阀(24伏直流)。
从图可见,该系统具有两个顺序动作过程。
控制要求:(1)当动力头在原位(SQ0)时,按下启动按钮后,1号动力头启动。
(2)当1号动力头循环结束后,2号动力头开始快进。
(3)2号动力头退回原位后,继续重复上一次的动作。
动作执行元件YV1 YV2 YV3 YV4快进0 1 1 0工进Ⅰ 1 1 0 0工进Ⅱ0 1 1 1快退 1 0 1 0动作执行元件YV5 YV6 YV7快进 1 1 0工进 1 0 1快退0 1 1(三)设计思路及关键问题组合机床液压动力滑台控制,首先它是一个简单的单片机系统,该系统具有两个动力头动力头Ⅰ依次进行快进→工进Ⅰ→工进Ⅱ→快退,接着动力头Ⅱ进行快进→工进→快退,然后动力头Ⅰ继续重复上一次的动作。
单轴液压动力滑台的PLC控制设计
单轴液压动力滑台的PLC控制设计引言:单轴液压动力滑台是一种常用于工业生产线中的自动化设备,通过液压系统提供动力驱动滑台运动。
为了实现对滑台的精确控制和自动化操作,通常会使用PLC(可编程逻辑控制器)来进行控制。
本文将介绍单轴液压动力滑台的PLC控制设计,包括系统架构、硬件选型、控制逻辑设计和程序编写等方面的内容。
一、系统架构1.PLC主控单元:一般选用功能强大、稳定可靠的PLC主控单元,常用的有西门子、三菱、欧姆龙等品牌。
根据实际需求选择合适的型号和配置,包括CPU性能、存储容量、通信接口等。
2.输入模块:用于接收外部信号的输入模块,包括接近开关、限位开关、按钮等。
通过输入模块将外部信号转换为PLC可以识别的信号,用于触发相应的控制逻辑。
3.输出模块:用于控制外部执行元件的输出模块,包括液压阀、电磁阀、继电器等。
通过输出模块将PLC输出的信号转换为相应的控制信号,用于控制液压系统的工作状态。
4.液压系统:用于提供动力驱动滑台运动的液压系统,包括液压泵、液压缸、液压阀等。
通过液压系统实现滑台的前进、后退和停止等操作。
5.传感器:用于检测滑台的位置和状态的传感器,包括编码器、光电开关等。
通过传感器实时反馈滑台的位置信息,为控制系统提供实时数据。
6.人机界面:用于操作和监控系统的人机界面,包括触摸屏、按钮等。
通过人机界面实现对滑台的手动操作、参数设置和故障诊断等。
二、硬件选型在进行硬件选型时,需要根据具体的控制需求和预算限制综合考虑。
在选择PLC主控单元时,需要考虑其性能、稳定性和可靠性。
输入输出模块的选择应基于需要接口数量和类型,以及其与PLC主控单元的兼容性。
对于液压系统和传感器的选择,需要根据滑台的实际需求和使用环境来确定。
三、控制逻辑设计在进行控制逻辑设计时,首先需要对滑台的动作进行分析和界定。
常见的动作包括滑台的前进、后退、停止和定位等。
根据不同的动作,设计相应的控制逻辑和流程。
例如,当需要滑台前进时,需要打开相应的液压阀并控制液压泵工作;当需要停止时,需要关闭液压阀和液压泵。
动力滑台液压PLC控制系统设计
作者简介:刘凤景(1982-)女,济宁人,讲师,研究生,研究方向:CAD/CAM、数控加工技术&
・111・
Microcomputer Applications Vol. 35,No. 6,2019
研究与设计
微型电脳%用2019年第35 )第6期
表1 I/O地址分配表
的设计。对工控机与下位机3 PLC通过使用Spcomm控件在Delphi语言中实现串行通信编程#重点介绍了动力滑台液压
PLC控制系统功能3实现过程,该系统提高了对液压滑台3常规运动3控制和监测效率,使液压滑台控制3灵活度和自动化
程度得到进一步提高#研8成果为动力滑台液压P定向进行控制,由PLC的输 出口对液压阀的电磁铁带/失电过程进行控制,即以行程开 关-处为转换点,主缸碰到-前快进,碰到-后切换为共进, 此时辅助缸会为主缸提供方向相反的作用力;主缸在完成共 进位移时快退(此时辅助缸转换为快进),为做好下次循环的 准备在行程开关-处完成准确定位,这一过程中为使主缸快 退速度大于辅助缸快进速度(需根据实际情况),对辅助缸液 压系统的调速阀进行事先调节,以避免辅助缸同主缸发生碰 撞影响运动准确性;主缸接触到开关H时执行下一次的 循环(1)& 11 PLC的选择
0引言
液压技术在机械设备中发展较快,作为传动方式的一 种,液压传动以液压技术为主要支撑,实现信息的传递及控 制过程,随着计算机、微电子等技术的发展和完善,为液压传 动提供了强大的技术支撑,使液压传动技术在工业范畴内得 以普及应用,动力滑台(由液压缸驱动)是液压传动的通用构 件,在组合机床中应用较多可实现进给运动,多种循环均能 够在进给工作过程中实现,通过动力头和主轴箱的安装能够 满足各类零件的加工技术需求(包括加工孔,加工端面等)&
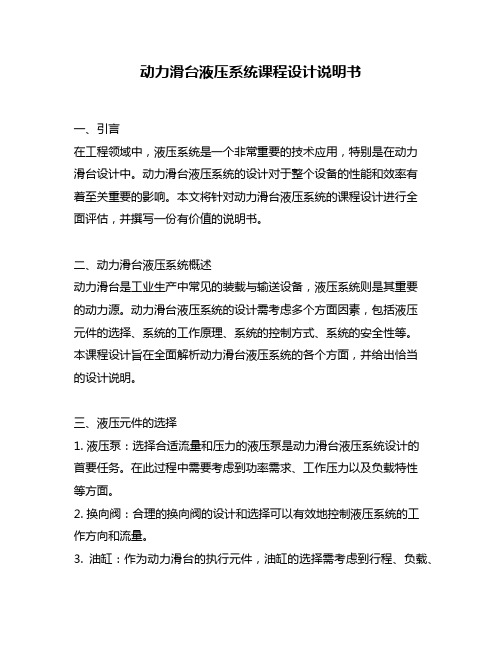
5.4.2 液压动力滑台的电液控制及其控制电路_怎样识读电气控制电路图_[共4页]
![5.4.2 液压动力滑台的电液控制及其控制电路_怎样识读电气控制电路图_[共4页]](https://img.taocdn.com/s3/m/25eec45e680203d8ce2f24e5.png)
第 章 液压机床电气控制电路5④ 液压系统有各种工作状态。
分析油路线路时,可先从图面所示的工作状态开始,然后再分析其他工作状态。
在分析每一工作状态时,首先要分析换向阀和其他一些控制操作元件(开停阀、顺序阀、先导型溢流阀等)的通路状态和控制油路的通路状态,然后再分析各个主油路。
要特别注意从一种工作状态转换到另一种工作状态,是由哪些发信元件发出信号的,是使哪些换向阀和其他一些控制操作元件动作改变通路状态而实现的。
对于每一个工作循环,应在一个动作的油路分析完后,接着做下一个油路动作分析,直到全部动作的油路分析依次做完为止。
在看图时还要注意,主油路和控制油路是否有矛盾,是否相互干扰等。
在分析各个动作油路的基础上,列出电磁铁和其他转换元件的动作顺序表。
2.电气控制电路图在前面第2章第2.2节、第4章第4.1节已作介绍,不再重述。
3.液压系统图和电气控制电路图的联系液压系统图和电气控制电路图通过电磁铁、行程开关、按钮、压力继电器进行联系。
电磁铁在两种图上都能找到;按钮、行程开关在电气控制电路图上能找到,而在液压系统图上有的并不标注。
① 根据液压系统图分析电气控制电路图。
如果有液压系统电磁铁和其他转换元件的动作顺序表,那么就可以根据液压系统的动作顺序表分析电气控制电路。
搞清楚电气控制电路如何实现电磁铁和其他转换元件的动作顺序要求。
② 根据电磁铁进行分析。
当液压系统图上没有给出电磁铁和其他转换元件的动作顺序表时,由于这两种图上都标注有电磁铁符号,因此以电磁铁作为看图的起点,再结合说明书,找出行程开关、压力继电器的动作过程,就能得出电磁铁和其他转换元件的动作顺序表。
③ 通过液压系统的电磁铁动作顺序,在电气控制电路图上找出电磁铁所在图区,然后分析电气控制电路图如何满足电磁铁的动作顺序要求。
为了满足这些要求,就应有相应的行程开关、压力继电器触点、按钮动作,再去分析液压系统如何使这些行程开关、压力继电器动作。
④ 根据电气控制电路图上电磁铁的动作顺序去分析液压系统图,结合产品说明书,通过电气控制电路图初步分析出电磁铁的动作顺序,并找出作相应动作的行程开关、压力继电器触点等,然后以此为依据去分析液压系统图,验证电气控制电路的分析是否准确。
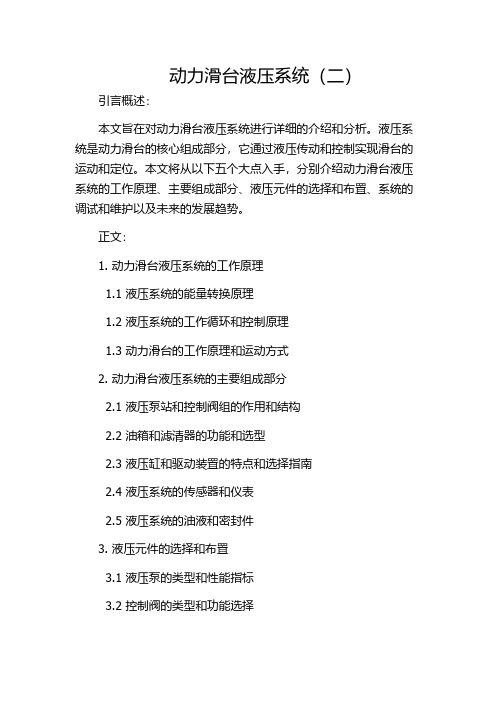
机床电气控制 项目十四 液压动力滑台进给控制系统

紧固件
走线槽 编码管 编码笔
型号规格
MF47 FX3U-48MR
DZ47-60 16A
BK100,380V/220V RT18-32 5A
CJX1-12/22,220V
LA38/203 JM12L-Y4NK
TB-1512L 600mm×700mm
35 mm BVR-1.5mm2 BVR-1.0 mm2
类别
元件编号
个数
用途
初始状态
S0~S9
一般状态 一般状态 信号报警状态
S10~S499 S500~S4095 S900~S999
10 490 3496 100
用作初始状态 用作中间状态 用作中间状态(具有掉电保持功能) 用作报警元件使用
学习目标 学习任务 环境设备 背景知识 操作指导 质量评价 拓展提高
机床电气控制
目录 CONTE
N
1
常用机床电气控制线路
2
PLC、变频器控制系统
2
PLC、变频器控制系统
项目十 项目十一 项目十二 项目十三 项目十四 项目十五 项目十六 项目十七
三相异步电动机单向运转控制系统 丝杠传动机构的电动机控制系统 两电动机顺序起动控制系统 三台电动机循环起停运转控制系统 液压动力滑台进给控制系统 流水线小车运行控制系统 电动机正反转变频器控制系统 电动机三速运行PLC、变频器控制系统
分析控制要求,确 定输入输出设备
第二单元 PLC、变频器控制系统
分配I/O点
项目十四 液压动力滑台进给控制系统 学习状态转移图 学习状态编程 设计 绘制
电路图 接线图
(1)分析控制要求 阅读液压动力 滑台进给控制示意图,可将系统控 制过程分解为图14-3所示的5个工作 步: (2)确定输入设备 根据控制要求 分析,系统有5个输入信号:起动和 四个位置信号。由此确定,系统的 输入设备有一只按钮和四只接近开 关,PLC需用5个输入点分别与它们 相连。 (3)确定输出设备 综上分析确定, 系统输出设备有四只电磁阀,PLC 需用4个输出点分别驱动控制它们的 线圈。
动力滑台的液压控制

《液压与气压课程设计》报告题目动力滑台的液压控制专业机械设计制造及其自动化班级机制1011姓名石立志学号20101161582013年9 月15 日目录第一章设计任务及工况分析 (1)1.1 设计任务1.2 工况分析1.3 负载分析1.4 运动时间1.5液压缸在各阶段的负载和推力第二章确定系统的主要参数 (4)2.1 初液压缸工作压力2.2 计算液压缸的尺寸2.3液压在各个阶段的压力.流量和功率值第三章拟定系统原理图 (6)3.1系统原理图3.2电磁阀动作表3.3 液压缸工况图第四章计算和选择液压器件 (8)4.1 确定液压缸的型号及电动机功率4.2确定其它元件及辅件第五章小结及参考文献 (10)5.1 小结5.2 参考文献第一章 设计任务及工况分析1.1设计任务设计单面多轴钻孔组合机床,动力滑台的工作循环是:快进——工进——快退——停止。
液压系统的主要性能参数要求如下,轴向切削力为24000N ;滑台移动部件总质量为510kg ;加、减速时间为0.2s ;采用平导轨,静摩擦系数为0.2,动摩擦系数为0.1,;快进行程为200mm ,工进行程为100mm ,快进与快退速度相等,均为 3.5m /min ,工进速度为 30~40mm /min 。
工作时要求运动平稳,且可随时停止运动。
试设计动力滑台的液压系统。
1.2 运动分析 工作循环为快进 工进 快退1.3 负载分析 (1)工作负载即轴向切削力F L =24000 N (2)摩擦负载 1,静摩擦力F fs =UsG=0.2X510X10=1020 N 2,动摩擦力F ld =U d G=0.1X510X10=510 N(3)惯性负载Fa=ma=510X3.5/12=149 N 1.4 运动时间快进 L1/v1 = 3.4 s 工进 L2/v2 = 171.4 s 快退 (L1+L2)/v3= 5.1 s1.5液压缸在各阶段的负载和推力因为液压缸受力还有密封阻力一般用机械效率来表示,所以设液压缸的机械效率n=0.9得出液压缸在各工作阶段的负载和推力,如表1所列表1 液压缸在各工作阶段的负载和推力度循环图V=t,如上图所示。
动力滑台液压系统课程设计说明书
动力滑台液压系统课程设计说明书一、引言在工程领域中,液压系统是一个非常重要的技术应用,特别是在动力滑台设计中。
动力滑台液压系统的设计对于整个设备的性能和效率有着至关重要的影响。
本文将针对动力滑台液压系统的课程设计进行全面评估,并撰写一份有价值的说明书。
二、动力滑台液压系统概述动力滑台是工业生产中常见的装载与输送设备,液压系统则是其重要的动力源。
动力滑台液压系统的设计需考虑多个方面因素,包括液压元件的选择、系统的工作原理、系统的控制方式、系统的安全性等。
本课程设计旨在全面解析动力滑台液压系统的各个方面,并给出恰当的设计说明。
三、液压元件的选择1. 液压泵:选择合适流量和压力的液压泵是动力滑台液压系统设计的首要任务。
在此过程中需要考虑到功率需求、工作压力以及负载特性等方面。
2. 换向阀:合理的换向阀的设计和选择可以有效地控制液压系统的工作方向和流量。
3. 油缸:作为动力滑台的执行元件,油缸的选择需考虑到行程、负载、工作环境等各种因素。
4. 油箱和管路:油箱和管路的设计是保证液压系统正常运行的重要环节。
四、液压系统的工作原理动力滑台液压系统的工作原理主要是利用液压传动的基本原理,采用液体传递能量来实现动力输出。
在课程设计中需要详细阐述液压系统的工作原理,为学生深入理解动力滑台的工作方式奠定基础。
五、系统的控制方式1. 手动控制:介绍动力滑台液压系统的手动控制方式,包括手动阀控制和手动泵控制等。
2. 自动控制:介绍动力滑台液压系统的自动控制方式,包括电控和液控等。
六、系统的安全性在动力滑台液压系统的设计中,安全性是至关重要的一环。
课程设计应该对系统的安全防护、应急措施等方面加以重点说明,确保学生在日后的工程实践中能够做好安全防护措施。
七、总结及个人观点通过本课程设计,学生将能够全面掌握动力滑台液压系统的设计要点和工作原理,为日后的工程实践奠定坚实基础。
在设计说明书中,我个人认为重点要突出学生对系统的深度理解和自主设计能力的培养,而非简单的知识灌输和机械运用。
液压控制机床滑台运动的PLC控制教案

液压控制机床滑台运动的PLC控制教案(一)写出输入/输出端口配置表附1 梯形图《液压控制机床滑台运动的PLC控制》任务书(学生用)班级_______组别______组员_________指导教师 ___________ (一)根据工作原理写输入/输出端口配置表(二)根据该电路的工作原理编程,画出梯形图、接线及调试。
(1)快进:原位SQ1(X2)压合,按启动按钮SB1(X0)→液压泵电动机KM1(Y0)得电,电磁阀KA1(Y1)得电开始快进;(教师讲解)(a)梯形图:(b)编程、接线与调试接线:输入部分(按钮)与(输入触点)相连。
(按钮)与(输入触点)相连。
输出部分(输出触点)与(指示灯)相连。
(输出触点)与(指示灯)相连。
(注:不要遗漏公共端COM的连接线)调试:按下,灯亮。
(2)工进:快进至SQ2(X3)被压合→电磁阀KA2(Y2)得电开始工进;(a)梯形图:(b)编程、接线与调试接线:输入部分(按钮)与(输入触点)相连。
输出部分(输出触点)与(指示灯)相连。
(注:不要遗漏公共端COM的连接线)调试:按下,灯亮。
(3)快退:工进至终点SQ3(X4)被压合→延时2秒(T0 K20)→延时2秒到(T0)→电磁阀KA3(Y3)得电滑台快退→快退至原位SQ1(X2)被压合→电磁阀KA1(Y1)得电再次快进(线路开始作循环);(a)梯形图:(b)编程、接线与调试接线:输入部分(按钮)与(输入触点)相连。
输出部分(输出触点)与(指示灯)相连。
(注:不要遗漏公共端COM的连接线)调试:按下,灯亮。
(4)停止:按停止按钮SB2(X1)后→滑台停止工作(Y0~Y3)。
(a)梯形图:(b)编程、接线与调试接线:输入部分(按钮)与(输入触点)相连。
输出部分(输出触点)与(指示灯)相连。
(注:不要遗漏公共端COM的连接线)调试:按下,灯亮。
(三)作业(1)排除故障:如果电路只能启动滑台快进,不能工进,试分析产生该故障的可能原因。
液压动力滑台自动循环控制电路

练习题: P133 1 P134 2
知识目标: 了解常见的液压元件外形、符号及作用。 技能目标: 1. 能识读液压动力滑台的液压系统图。 2. 能识读液压动力滑台的控制电路图。
何为液压传
动?有何特
点? 适 用场合?
液压传动: 是与机械、电力和气压传动等并列的一种传动形式。 特点: 能够提供较大的驱动力矩,并且运动传递平稳、冲击力小、 控制方便、可以方便的变换速度。 应用: 广泛的应用于组合机床、数控机床、生产流水线等自动化 设备上。
液压动力滑台的自动循环控制电路
图11-7 液压动力滑台自动循环控制电路
一次工,转换开关扳向“自动”; 按下起动按钮SB1,KA1线圈通电自锁,电磁铁YA1 YA3 线圈得电,滑台快进;直到压下SQ2,KA2线圈通电自锁, YA3断电,滑台由快进转为工进;到达止挡铁位置压下 SQ3,滑台作短时停留,同时KT线圈通电延时,延时时间 到,KT常开触头闭合,KA3线圈通电自锁,YA1断电, KA1、KA2断电,同时YA2通电,滑台快退;快退至终点 压下原位行程开关SQ1,KA3断电,YA2断电,滑台停在 原位。 转换开关扳向“手动”,线路的工作过程请读者自行分析。
二、常见液压器件
1. 液压源
独立式 油箱结构 示意图
液压源
组 成 符 号
简化 符号
2. 电磁换向阀 换向阀在液压系统中主要起液体流向控制作用 电磁换向阀是由电磁铁、阀芯和阀体等部分组成 常用的电磁换向阀有二位二通、二位三通、二位四通、三位 四通、三位五通等类型。其中“通”指的是阀门上液体管 道的根数;“位”指的是换向阀的工作位置,用方框来表 示,方框内的符号表示阀门在该工位的工作状态,“↑” 符号表示为液体的通路,“┻”是液体阻塞符号。
具有跳跃循环的液压动力滑台plc工作原理

玩起来!液压动力滑台PLC是怎么一回事?
首先,我们要搞清楚一个问题,就是液压动力滑台到底是啥呀?它其实就是一种通过液压装置驱动的设备,能够在工业生产中帮我们实现很多搬运、定位的任务。
妈呀,简直是工业界的“大力士”啊!
然后我们说说PLC,这货是什么东东?简单来说,PLC就是可编程逻辑控制器的缩写,是个小聪明,能用来控制各种生产设备,搞得这些设备如临大敌,听话地干活。
简直是工业领域的“大管家”啊!
那么,当这两个家伙碰在一起的时候,会发生什么有趣的事情呢?来,让我给你细细道来。
首先,液压动力滑台会通过传感器不停地收集工作中产生的各种数据,比如物体的位置、速度等等。
感觉就像滑台在跟自己玩“猜猜我是谁”游戏呢!
然后,滑台会把这些数据交给旁边聪明的PLC,PLC就像是一个“大脑”,会根据这
些数据分析判断,然后下达指令给液压动力滑台,告诉它下一步该怎么动作。
液压动力滑台接收到PLC的指令后,就像一条“听话”的小狗一样,乖乖地开始按照
指令行动起来。
它可能会迅速地像快递小哥一样飞奔,也可能会悠闲地慢慢滑行,全凭PLC的一句话。
当然,在这个过程中,液压动力滑台还会不停地向PLC汇报自己的状态,告诉它“主人,我在干嘛呢!”这样PLC就可以实时监控滑台的动作,确保一切都在有序进行。
就这样,液压动力滑台和PLC之间形成了一个既有趣又高效的互动,好似是“小狗
追着主人跑”一般有趣!所以,说到液压动力滑台PLC的工作原理,其实就是让这
两个“好基友”一起合作,完成各种工业任务,轻松又愉快!。
液压与气动技术12-2 气-液动力滑台气动系统的控制

图12-13 气液动力滑台气动系统
Date: 2019/11/3
Page: 8
四、任务实施
1.气压系统的组装与运行
(1)气液动力滑台气压传动系统基本回路主要有气液增压回 路、调速回路、换向回路等。在教师的指导下可以进行气 压基本回路的实训。
(2)组装并运行气液增压回路。
(3)观察运行情况,对使用中遇到的问题进行分析和解决。
液压与气动技术
项目12 气动系统的构建与应用
任务1 机床工件夹紧气动系统的控制
任务2 气-液动力滑台气动系统的控制
任务3 气动钻床程序设计与控制
Date: 2019/11/3
Page: 1
任务12-2 气-液动力滑台气动系统的控制 一、任务引入
在液压传动部分已经介绍过关于机床液压动力滑台,本任务主 要分析气-液动力滑台。气液动力滑台是采用气-液阻尼缸作为 执行元件,由于在它的上面可安装单轴头、动力箱或工件,因 而在机械设备中常用来作为实现进给运动的部件。该气-液动 力滑台能完成两种工作循环。
Date: 2019/11/3
Page: 9
2.工作任务单
Date: 2019/11/3
Page: 10
三、相关知识
1 气-液联动回路
1.气液转换速度控制回路
它利用气液转换器Ⅰ、Ⅱ将 气压变成液压,利用液压油 驱动液压缸,从而得到平稳 易控制的活塞运动速度,调 节节流阀的开度,就可改变 活塞的运动速度。
Date: 2019/11/3
Page: 4
图12-9 气液速度控制回路
2.气液阻尼缸速度控制回路
Date: 2019/11/3
Page: 2
二、任务分析
气-液动力滑台气动系统是主要使用气液增压缸的增 压回路。它一方面完成快进→慢进(工进)→快退 →停止;另一方面完成快进→慢进→慢退→快退→ 停止。图12-8所示为气液增压缸的外形图。
液压动力滑台的控制

题目液压动力滑台的控制【摘要】本论文主要阐述了液压动力滑台是组合机床用来实现进给运动的通用部件,液压动力滑台在组合机床中已得到广泛的应用。
液压动力滑台通过液压传动系统可以方便地进行无级调速,正反向平稳,冲击力小,便于频繁地换向工作。
配置相应的动力头、主轴箱及刀具后可以对工件完成各种孔加工、端面加工等工序,它的性能直接关系到机床质量的优劣。
本设计是在充分分析了液压动力滑台的液压传动系统及工作原理的基础上,通过继电器一接触器控制与PLC控制方案的对比我选择了PLC控制,根据控制要求选择了PLC的型号,在硬件设计中画出了PLC的外部接线图;在软件设计中,设计了液压动力滑台PLC控制系统的软件流程图和梯形图,实现了控制要求。
关键词:液压,动力滑台,PLC,控制Abstract:The captionHydraulic Power Sliding Table is a combination of tools used to achieve the feed movement of the general components, hydraulic power slide in the modular machine tool has been widely used. Hydraulic Power Sliding Table by hydraulic variable speed drive system can be easily carried her, positive and negative to stable, the impact force is small, easy to work frequently change. Configuration corresponding power head, spindle and tool box on the workpiece can be completed after the processing of various holes, face processing and other processes, its performance is directly related to the merits of quality machine tools.The design is a full analysis of the hydraulic power transmission and hydraulic slide sets based on the principle, by a contactor control relay and PLC control program for comparison I chose the PLC control and PLC based control requirements of the model chosen, In the hardware design to draw the external wiring diagram of PLC; in software design, the design of the Hydraulic Power Sliding Table PLC control software flow chart and ladder, to achieve the control requirements.Key words:Hydraulic, Power Sliding Table,PLC,control目录前言 (4)1 概述 (5)1.1液压动力滑台的应用 (5)1.2液压与气动的特点 (5)1.2.1 液压传动有以下一些优点 (5)1.2.2 液压传动的缺点 (6)1.2.3 气压传动的优点 (6)1.2.4 气压传动的缺点 (6)1.3液压系统实例 (7)1.4继电器—接触器控制与PLC控制方案的比较 (7)1.4.1 继电器—接触器控制的优缺点 (7)1.4.2 PLC在液压动力滑台中的应用 (8)2 液压动力滑台液压传动系统及工作原理 (9)2.1功能结构 (9)2.2液压传动系统及工作原理 (9)2.2.1 液压传动部分的工作原理 (9)2.2.2 电气部分的简介及工作原理 (11)3 液压动力滑台PLC控制系统的设计 (15)3.1硬件的设计 (15)3.2软件的设计 (16)3.2.1 软件流程图的设计 (16)3.2.2 梯形图的设计 (18)结束语 (21)谢辞 (22)文献 (23)前言液压动力滑台是组合机床用来实现进给运动的通用部件,液压动力滑台在组合机床中已得到广泛的应用。
动力滑台的液压控制

《液压与气压课程设计》报告题目动力滑台的液压控制专业机械设计制造及其自动化班级机制1011姓名石立志学号20101161582013年9 月15 日目录第一章设计任务及工况分析 (1)1.1 设计任务1.2 工况分析1.3 负载分析1.4 运动时间1.5液压缸在各阶段的负载和推力第二章确定系统的主要参数 (4)2.1 初液压缸工作压力2.2 计算液压缸的尺寸2.3液压在各个阶段的压力.流量和功率值第三章拟定系统原理图 (6)3.1系统原理图3.2电磁阀动作表3.3 液压缸工况图第四章计算和选择液压器件 (8)4.1 确定液压缸的型号及电动机功率4.2确定其它元件及辅件第五章小结及参考文献 (10)5.1 小结5.2 参考文献第一章设计任务及工况分析1.1设计任务设计单面多轴钻孔组合机床,动力滑台的工作循环是:快进——工进——快退——停止。
液压系统的主要性能参数要求如下,轴向切削力为24000N;滑台移动部件总质量为510kg;加、减速时间为0.2s;采用平导轨,静摩擦系数为0.2,动摩擦系数为0.1,;快进行程为200mm,工进行程为100mm,快进与快退速度相等,均为3.5m/min,工进速度为30~40mm/min。
工作时要求运动平稳,且可随时停止运动。
试设计动力滑台的液压系统。
1.2 运动分析工作循环为快进工进快退1.3 负载分析(1)工作负载即轴向切削力FL=24000 N(2)摩擦负载1,静摩擦力Ffs=UsG=0.2X510X10=1020 N2,动摩擦力Fld =UdG=0.1X510X10=510 N(3)惯性负载Fa=ma=510X3.5/12=149 N1.4 运动时间快进 L1/v1 = 3.4 s工进 L2/v2 = 171.4 s快退(L1+L2)/v3= 5.1 s1.5液压缸在各阶段的负载和推力因为液压缸受力还有密封阻力一般用机械效率来表示,所以设液压缸的机械效率n=0.9得出液压缸在各工作阶段的负载和推力,如表1所列表1 液压缸在各工作阶段的负载和推力度循环图V=t,如上图所示。
动力滑台液压系统(二)
动力滑台液压系统(二)引言概述:本文旨在对动力滑台液压系统进行详细的介绍和分析。
液压系统是动力滑台的核心组成部分,它通过液压传动和控制实现滑台的运动和定位。
本文将从以下五个大点入手,分别介绍动力滑台液压系统的工作原理、主要组成部分、液压元件的选择和布置、系统的调试和维护以及未来的发展趋势。
正文:1. 动力滑台液压系统的工作原理1.1 液压系统的能量转换原理1.2 液压系统的工作循环和控制原理1.3 动力滑台的工作原理和运动方式2. 动力滑台液压系统的主要组成部分2.1 液压泵站和控制阀组的作用和结构2.2 油箱和滤清器的功能和选型2.3 液压缸和驱动装置的特点和选择指南2.4 液压系统的传感器和仪表2.5 液压系统的油液和密封件3. 液压元件的选择和布置3.1 液压泵的类型和性能指标3.2 控制阀的类型和功能选择3.3 液压缸的结构和尺寸设计3.4 油箱和滤清器的尺寸和位置布置3.5 传感器和仪表的选择和安装位置4. 动力滑台液压系统的调试和维护4.1 液压系统的调试流程和注意事项4.2 系统的压力检测和泄漏检查4.3 液压元件的维护和更换4.4 液压系统的清洗和油液更换4.5 系统故障的排除和维修技巧5. 动力滑台液压系统的未来发展趋势5.1 液压系统的节能与环保技术5.2 智能化控制与自动化技术应用5.3 液压元件的轻量化和高性能化5.4 液压系统与其他技术的融合5.5 液压系统的远程控制与维护技术总结:通过对动力滑台液压系统的详细介绍,我们了解到其工作原理、主要组成部分、液压元件的选择和布置、系统的调试和维护以及未来的发展趋势。
在实际应用中,合理的设计和选择液压元件,正确的调试和维护液压系统,将有助于提高动力滑台的运行效率和稳定性,同时也将为液压技术的创新和发展带来更多机遇和挑战。
动力滑台液压系统

动力滑台液压系统
一、引言
本文档是针对动力滑台液压系统进行详细说明的文档,旨在对该系统的工作原理、结构组成、操作方法等进行全面解释和说明。
二、系统概述
⒈系统功能
详细描述动力滑台液压系统的主要功能,包括但不限于:提供动力传递、实现滑台运动、控制精度等。
⒉结构组成
介绍动力滑台液压系统的主要结构组成,包括但不限于:液压泵、液压油箱、液压缸、液压阀组、执行机构等。
详细描述每个组件的功能和作用。
三、工作原理
⒈工作过程
详细解释动力滑台液压系统的工作过程,包括但不限于:系统压力调节、流量控制、压力保持等。
⒉控制原理
描述动力滑台液压系统的控制原理,包括但不限于:开关控制、调速控制、位置控制等。
四、操作方法
⒈系统启动与停止
详细说明动力滑台液压系统的启动与停止方法,包括但不限于:系统开关操作、压力控制操作等。
⒉运动控制
解释动力滑台的运动控制方法,包括但不限于:位置控制、速
度控制、加速度控制等。
五、维护保养
⒈液压油更换
详细描述液压油的更换方法和注意事项。
⒉组件维护
解释动力滑台液压系统各个组件的维护方法和周期,包括但不
限于:液压泵的维护、液压缸的维护等。
六、附件
本文档涉及的附件包括但不限于系统结构图、液压油更换记录
表等。
七、法律名词及注释
本文档所涉及的法律名词及其注释,包括但不限于:液压系统安全规范、液压设备使用标准等。
组合机床动力滑台液压控制系统设计文献综述

1、序言毕业设计是在南昌理工学院修完机械设计和其自动化专业旳绝大部分课程后,由指导老师据生产实践选题分派给学生进行旳一次综合性设计,全面考察我们作为本科教育旳知识点旳全面性与系统性。
组合机床是一种高效率旳专用机床,动力滑台是组合机床用来实现进给运动旳一种通用部件,其中液压滑台在生产机械中被广泛采用,液压传动系统易获得很大旳力矩,运动传递平稳、均匀,精确可靠,控制以便,易于实现自动化。
液压动力滑台是经典旳电液控制装置,它由滑台、滑座和液压缸构成,由于它自身带油泵、油箱等装置,需要单独设置专门旳液压站和配套,液压动力滑台由电动机带动中旳油泵送出压力油,经电气和液压元件旳控制,推进油缸中旳活塞来带动工作台。
根据控制工艺规定,液压动力滑台可构成多种工作循环,如一次工进、二次工进、死挡铁停留、跳跃进给、分级进给等。
具有一次工进和死挡铁停留旳工作循环是组合机床比较常用旳工作循环之一。
其控制方式可以采用电气控制,部分场所采用PLC控制液压系统中旳阀门旳线圈来实现系统功能。
根据任务书旳规定对此课题旳研究中涉和液压系统旳分析与设计、液压元件旳选择;采用继电-接触器控制系统;采用PLC程序控制措施实现。
即在理解此前控制措施上采用目前市场或生产过程中常见旳控制措施来实现其控制功能,具有实用价值。
2.文献资料综述(一)百度文库《组合机床设计1》中对组合机床进行了如下简介组合机床是采用模块化原理设计旳,以通用部件为基础,配以少许专用部件,对一种或若干种工件按已确定旳工序进行加工,广泛应用于汽车、内燃机、电动机、阀门等大批量成产行业旳高效专用机床。
其功能:能对工件进行多刀、多面、多工位同步加工;完毕钻孔、镗孔、扩孔、攻丝、铣削、车端面等切削工序和焊接、热处理、测量、装配、清洗等非切削工序。
其运动特点:由机械传动实现刀具旳旋转主运动,由机械或液压传动实现刀具或工作台旳直线进给运动。
其构成:(1)通用部件:滑台、切削头、动力箱、中间底座、侧底座、立柱、立柱底座,辅助部件和控制部件。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
题目液压动力滑台的控制【摘要】本论文主要阐述了液压动力滑台是组合机床用来实现进给运动的通用部件,液压动力滑台在组合机床中已得到广泛的应用。
液压动力滑台通过液压传动系统可以方便地进行无级调速,正反向平稳,冲击力小,便于频繁地换向工作。
配置相应的动力头、主轴箱及刀具后可以对工件完成各种孔加工、端面加工等工序,它的性能直接关系到机床质量的优劣。
本设计是在充分分析了液压动力滑台的液压传动系统及工作原理的基础上,通过继电器一接触器控制与PLC控制方案的对比我选择了PLC控制,根据控制要求选择了PLC的型号,在硬件设计中画出了PLC的外部接线图;在软件设计中,设计了液压动力滑台PLC控制系统的软件流程图和梯形图,实现了控制要求。
关键词:液压,动力滑台,PLC,控制Abstract:The captionHydraulic Power Sliding Table is a combination of tools used to achieve the feed movement of the general components, hydraulic power slide in the modular machine tool has been widely used. Hydraulic Power Sliding Table by hydraulic variable speed drive system can be easily carried her, positive and negative to stable, the impact force is small, easy to work frequently change. Configuration corresponding power head, spindle and tool box on the workpiece can be completed after the processing of various holes, face processing and other processes, its performance is directly related to the merits of quality machine tools.The design is a full analysis of the hydraulic power transmission and hydraulic slide sets based on the principle, by a contactor control relay and PLC control program for comparison I chose the PLC control and PLC based control requirements of the model chosen, In the hardware design to draw the external wiring diagram of PLC; in software design, the design of the Hydraulic Power Sliding Table PLC control software flow chart and ladder, to achieve the control requirements.Key words:Hydraulic, Power Sliding Table,PLC,control目录前言 (4)1 概述 (5)1.1液压动力滑台的应用 (5)1.2液压与气动的特点 (5)1.2.1 液压传动有以下一些优点 (5)1.2.2 液压传动的缺点 (6)1.2.3 气压传动的优点 (6)1.2.4 气压传动的缺点 (6)1.3液压系统实例 (7)1.4继电器—接触器控制与PLC控制方案的比较 (7)1.4.1 继电器—接触器控制的优缺点 (7)1.4.2 PLC在液压动力滑台中的应用 (8)2 液压动力滑台液压传动系统及工作原理 (9)2.1功能结构 (9)2.2液压传动系统及工作原理 (9)2.2.1 液压传动部分的工作原理 (9)2.2.2 电气部分的简介及工作原理 (11)3 液压动力滑台PLC控制系统的设计 (15)3.1硬件的设计 (15)3.2软件的设计 (16)3.2.1 软件流程图的设计 (16)3.2.2 梯形图的设计 (18)结束语 (21)谢辞 (22)文献 (23)前言液压动力滑台是组合机床用来实现进给运动的通用部件,液压动力滑台在组合机床中已得到广泛的应用。
液压动力滑台通过液压传动系统可以方便地进行无级调速,正反向平稳,冲击力小,便于频繁地换向工作。
配置相应的动力头、主轴箱及刀具后可以对工件完成各种孔加工、端面加工等工序[1~2],它的性能直接关系到机床质量的优劣。
它利用液压传动系统实现滑台向前或向后的运动,由液压缸的左右运动来拖动滑台在滑座上移动,再由电气控制系统控制液压传动系统,实现滑台的工作循环。
传统的液压传动系统是由电气控制线路控制,由于这种控制线路的触点多,接线复杂,可靠性低,灵活性差,功耗高,而且维修困难,其大量的硬件接线使系统可靠性降低,也间接地降低了设备的工作效率影响了加工质量,因此越来越满足不了现代化生产过程的复杂多变的控制要求。
现采用PLC对此系统进行控制,能很方便的实现多种复杂的自动工作循环,使用简单,编程方便,可靠性高,通用性和灵活性强,采用PLC控制液压系统完成基本的动作—液压缸的自由进退,从而实现液压动力滑台的进给运动。
YT4543型液压动力滑台的工作循环是:快进→一工进→二工进→死挡铁停留→快退→原位停止六种工况。
1 概述1.1液压动力滑台的应用液压动力滑台是组合机床用来实现进给运动的通用部件,液压动力滑台在组合机床中已得到广泛的应用。
液压动力滑台通过液压传动系统可以方便地进行无级调速,正反向平稳,冲击力小,便于频繁地换向工作。
配置相应的动力头、主轴箱及刀具后可以对工件完成各种孔加工、端面加工等工序,它的性能直接关系到机床质量的优劣。
为了满足不同工艺方法的要求,动力滑台除提供足够大的进给力外,还应能实现“快进→工进→停留→快退→原位停止”等工作循环。
其中,除快进和快退的速度不可改变外,用户可根据工艺要求,对工进速度的大小进行调节。
由于液压动力滑台的机械结构简单,配上电气后实现进给运动的自动工作循环容易,又可以很方便地对工进速度进行调节。
其中尤以YT4543型液压动力滑台应用最广。
液压传动,具有功率密度高、结构紧凑、运动平稳、有利于系统传动链的简化和实现无级调速等优点,因而在一些中、大型机床中应用广泛。
但由于国内液压技术水平及液压传动本身的缺陷,如油液的可压缩性、泄漏等,许多液压机床都存在液压动力滑台精度不高、柔性差和控制水平不高的问题。
液压动力滑台,作为广为使用的基础件,如何充分利用其优势,克服或改善其不足,是一个急需解决的问题。
自80年代中期以来,国内外开始将微电子技术、计算机控制技术等,用来改进、发展和拓宽液压技术的水平及其应用范围,液压动力滑台的性能得到了一定的改善提高。
1.2液压与气动的特点1.2.1 液压传动有以下一些优点1. 在同等体积下,液压装置比电气装置产生更高的动力。
在同等功率下,液压装置体积小,重量轻,功率密度大,结构紧凑。
液压马达的体积和重量只有同等功率的电动机12%左右。
2. 液压装置工作比较平稳。
由于重量轻、惯性小、反应快,液压装置易于实现快速启动、制动和频繁的换向。
3. 液压装置能在大范围内实现无级调速(调速范围可达2000),它还可以在运行过程中进行调速。
4. 液压传动易于实现自动化,它对液体压力、流量或流动方向易于进行调节或控制。
当将液压控制和电气控制、电子控制或气动控制结合起来使用时,整个传动装置能实现复杂的顺序动作,也能方便地实现远程控制。
5. 液压装置易于实现过载保护,这是电气传动装置和机械传动装置无法办到的。
6. 由于液压元件已实现了标准化、系列化和通用化,液压系统的设计、制造和使用都比较方便。
7. 用液压传动实现直线运动远比用机械传动简单。
1.2.2 液压传动的缺点1. 由于流体流动的阻力损失和泄漏是不可避免的,所以液压传动在工作过程中常有较多的能量损失。
2. 工作性能易受温度变化的影响,因此不宜在很高或很低的温度条件下工作。
3. 为了减少泄漏,液压元件的制造精度要求很高,因而价格较贵。
4. 液压传动出现故障时不易找出原因。
1.2.3 气压传动的优点1. 空气可以从大气中取得,同时,用过的空气可直接排放到大气中去,处理方便,万一空气管路有泄漏,除引起部分功率损失外,不致产生不利于工作的严重影响,也不会污染环境。
2. 空气的粘度小,在管道中的压力损失很小,因此压缩空气便于集中供应和远距离输送。
3. 因压缩空气的工作压力较低(一般为0.3~0.8MPa),因此,对气体元件的材料和制造精度上的要求较低。
4. 气体系统维护简单,管道不易堵塞。
5. 使用安全,并且便于实现过载保护。
1.2.4 气压传动的缺点1. 由于空气具有可压缩的特性,因此运动速度的平稳性不如液压传动。
2. 因为工作压力较低和结构尺寸不宜过大,因而气压传动装置的总推力一般不可能很大。
3. 传动效率较低。
总的来说,液压与气压传动的优点是主要的,而它们的缺点通过技术条件进步和多年的不懈努力,已得到克服或得到了恨得的改善。
1.3液压系统实例液压传动系统是根据机械设备的工作要求,选用适当的液压基本回路经过有机组合而成。
阅读一个较复杂的液压系统图,可分为以下几个步骤:1. 了解机器设备的工作原理,从而了解机械设备的工况对液压系统的要求;了解在工作循环中的各个工况对力、速度和方向这三个参数的要求。
2. 初读液压系统图,了解系统中包含那些元件,并且以执行元件为中心,将系统分解为若干个子系统。
3. 逐个分析每一个子系统,了解其执行元件与相应的阀、泵之间的关系和由那些基本回路组成。
参照电磁铁动作表和执行元件的动作要求,理清其液流路线。
4. 工作系统的安全性。
5. 动作效率。
6. 在全面读懂液压系统的基础上,根据系统所使用的基本回路的性能,对系统作综合分析,归纳总结整个液压系统的特点,以加深对液压系统的理解。
1.4 继电器—接触器控制与PLC控制方案的比较1.4.1 继电器—接触器控制的优缺点液压动力滑台传统上多用继电器—接触器控制,其优点是结构简单、易于掌握、价格便宜等。
在工业生产上应用较广。
但是这些控制装置体积大、动作速度较慢、耗点较多、功能少,特别是由于它靠硬接线构成系统,接线复杂,当生产工艺或控制对象改变时,原有的接线和控制盘( 柜 ) 就必须随之改变或更换,通用性和灵活性较差。