日本光洋koyo立式双端面磨床
机械类常用日语
名词解释:卧式镗床:横中ぐり坐标镗床:ジグボーラー穿孔机:ドリル钻床中心:ドリリングセンター切片机:スライシングマシン齿轮磨床:歯車研削坐标磨床:ジググラインダ普通车床:普通旋盤卧式镗床:横中ぐり坐标镗床:ジグボーラー穿孔机:ドリル钻床中心:ドリリングセンター切片机:スライシングマシン齿轮磨床:歯車研削坐标磨床:ジググラインダ普通车床:普通旋盤台式车床:卓上旋盤大直径车床:大径旋盤长尺车床:長尺旋盤六角车床:タレット旋盤立式车床:竪旋盤数控卧式复合镗床:NC横中複合数控坐标磨床:NCジググラインダO型密封圈:Oリング差速伞车齿组:スパイダーギアー差速器前盖:デフフロントカバー差速器后盖:デフリアカバー筒型刀夹:ツールポット基本原盘:ベースマスター卡盘:チャック机械类常用日语:机电类(一)うぇーはだいしんぐ(圆片的)的分切えっちんぐ腐蚀法えれめんとそうにゅう元件插入メッキめっき电镀がいかんけんさ外观检查がすけっと/けーすいったいせいけい垫圈/外壳一体成型かんそう干燥ぎあASSY 齿轮安装ぎうぇーはだいしんぐ(圆片的)的分切えっちんぐ腐蚀法えれめんとそうにゅう元件插入メッキめっき电镀がいかんけんさ外观检查がすけっと/けーすいったいせいけい垫圈/外壳一体成型かんそう干燥ぎあASSY 齿轮安装ぎあかしめ齿轮压接ぎあへんしんしけん齿轮偏心试验きんせんぼんでぃんぐ架金线けーすぷれす外壳冲压けんいんりょくしけん牵引力试验こいるはんだ线圈焊接こうあつしけん高压试验こうおんしけん高温试验こんぽう包装中国机械专家网ざいりょううけいれ进料ざつおんてすと异音测试サブ加工さぶかこう半加工さんせん酸洗しーとかたぬきかこう裁切じくうけめたるかしめ轴金属的压接じこうごみとり磁钢除尘しゅうはすうのちょうせい频率微调じゅしちゅうにゅう树脂注入じゅしとそう树脂喷涂じゅしふうし树脂封止じゅしふうし/せいけい树脂封止/成型しょうけつ烧结しんくうがんしん真空含浸しんらいせいてすと可靠性试验すずめっき锡电镀すっぽとようせつ点焊すりっと切割せつごう接和せんべつ分选たいあつしけん耐压试验だいしんぐ圆片的裁切たんしあつにゅう端子压入中国机械专家网 カシメたんしかしめ端子铆接たんしすぽっとようせつ端子点焊たんしぷれすかこう端子冲压ちっぷこーでぃんぐ芯片涂装ちっぷづけ安装芯片ちっぷてすと芯片检测ちっぷぼんでぃんぐ芯片结合ちっぷまうんと架芯片ちゃくじ着磁ちゅーぶかっと管切割ちょうおんぱせんじょう超声波清洗ちょうりょくしけん张力试验てーぴんぐ包装でんきしけん电气试验でんきょくしんくうじょうちゃく电极真空蒸着でんきょくひょうめんせんじょう电极表面洗净とくせいけんさ特性检查とそう涂装とるくしけん扭距试验中国机械专家网なついん印字にすはがし除漆ぬきとりけんさ抽检ねんちゃくざいとふ备胶箔巻はくまき绕膜はくりがみかたぬき裁剪隔离纸はっこうしけん发光试验はんだ焊接はんだづけ焊接ひょうめんせんじょう表面洗净ひょうめんばりどり表面去毛刺ふぉーみんぐ成型ふたぷれす外壳冲压ふれーむASSY 框架的组装ほうでんかこう放电加工ほんたいくみだて本体组装まーきんぐ印字まいなすふれーむぷれす负极冲压まうんと架片まきせん卷线中国机械专家网まぐねっとせっちゃく磁钢的安装まんがんでんきょくえきがんしん电解液含浸まんがんふんさい/かんそう/MIX/ぷれすせいけい墨粉粉碎/干燥/混合/冲压/成型もーるど注脂成形やきつけ烧成ようせつ熔接よびかんそう预干燥らばーしーとさいだん橡胶片的裁断りーどかっと切引线りーどさいだん切引线りちうむASSY 锂安装りちうむすぽっとようせつ锂点焊りわーく重工(反工)れーざーまーきんぐ激光打印わっしゃー/すぷりんぐASSY 垫圈/弹簧组装Dさぶ・こねくたD-sub 连接器しゅうせきかいろ集成电路いんだくしょんもーた感应电机いんだくたんす电感いんだくたんすこいる感应线圈おーばーろーどりれー过载继电器おるみうむでんかいこんでんさ铝电解质电容器中国机械专家网おんどすいっち热动开关かーぼんていこう炭素皮膜电阻かふかけいでんき过载继电器かへんていこうき可变电阻器きかいしきりれー机械式继电器きんぞくさんかぶつひまくていこう金属酸化物皮膜电阻きんぞくひまくていこうき金属被膜电阻けーぶる电缆けーぶるこねくた电缆接线头ゲンジけいでんき定时器,限时继电器こいる线圈こーど电缆,软线こていていこうき固定电阻器こねくた接插件こんでんさ电容さーきっとぶれーか断路开关さーきっとぷろてくた电路保护器さーまるりれー热敏继电器さーみすたー热敏电阻さむろーたりーすいっち数字式选择开关さんそうゆうどうでんどうき3相感应电动机しーるどとらんす屏蔽型变压器じくうけ轴承中国机械专家网 しゃだんき断路器,断路开关じゃんぱーたんし跨接线端子しゅうごうていこう集合电阻しゅうせきかいろ集成电路しりこん硅素すいぎんりれー水银继电器机械类常用日语:机电类(二)すてぴんぐもーた步进式马达せきそうせらみっく・こんでんさ積層陶瓷电容器ぜつえんていこう绝缘电阻せめんとていこう水泥电阻せらみっく・こんでんさ陶瓷电容器せんたくすいっち选择开关そくおんていこうたい测温すてぴんぐもーた步进式马达せきそうせらみっく・こんでんさ積層陶瓷电容器ぜつえんていこう绝缘电阻せめんとていこう水泥电阻せらみっく・こんでんさ陶瓷电容器せんたくすいっち选择开关そくおんていこうたい测温电阻器そりっどすてーとりれ固态继电器それのいど螺线管ソレノイドコイルそれのいどこいる电磁圈ダイオードだいおーど二极管ダイオード・ブリッジだいおーど・ぶりっじ桥式二极管だんろき断路器ちっぷていこう贴片式电阻ちょうおんぱもーた超音波马达つぇなーだいおーど稳压二极管ていこうあれー排式电阻でぃすくりーと分立电路いんだくた电感线圈テルテルフィルターてるてるふぃるたー指示式过滤器トランジスタでんかいこうかとらんじすた场效应晶体管でんげんこーど电源线でんじけいでんき电磁继电器でんじしゃだんき电磁遮断器でんじせいぎょばん电磁控制板でんじせしょくき电磁接触器でんどうき电动机,马达同軸リレーどうじくりれー同轴继电器とらんじすた晶体管とらんす变压器のいずふぃるたー静躁滤波器はーねす束线ばいぽーら双极电路はっこうだいおーど发光二极管ばりきゃっぷ(ばらくた)电容二极管ぱるすもーた脉冲式马达はんこていていこう半固定电阻ファンふぁん扇子フィルターふぃるたー过滤器ふぃるたーえれめんと过滤元件ふぉとだいおーど光电二极管ふぉととらんじすた光电晶体管ブザーぶざー蜂鸣器プラグぷらぐ插头/火花塞プラグヒューズぷらぐひゅーず插入式保险丝ヘッダへっだ接头ヘッダ用コネクタへっだようこねくた接头用连接器ポリエステル・コンデンサぽりえすてる・こんでんさ聚酯电容ポリプロピレン・コンデンサぽりぷろぴれん・こんでんさ聚丙烯电容まきせんていこう卷线电阻ろうでんぶれーか漏电断路器わいやりんぐはーねす装配电路/电线束えんとうど圆筒度かいてんすう转数かいてんせいど回转精度かいてんそくど回转速度かいてんはんけい旋转半径かふかけいでんき过载,过负荷きほんすてっぷかくど基本转角きょようこうさ公差こうおんこうしつ高温高湿こうおんつうでん高温通电こうおんほぞん高温保存こていしまきせんおんど定子线圈温度さんぷりんぐ抽样,取样さんぷる试样,样品しゅつりょくとるく牵出力矩じゅみょうしけん寿命试验じょうおん恒温/定温じょうすう/ていすう常数/定数しょうひでんりょく消费功率しんえんど真圆度せいしかくどごさ静止角度误差ぜつえんたいあつ绝缘耐压せっていち设定值ぜんすうけんさ全数检查そくてい测定たいきゅうせい耐久性たいでんあつ耐电压タイムアウトたいむあうと超时ていおん低温ていかくかいてんすう规定转数ていかくしゅつりょく规定牵出力ていかくでんあつ额定电压ていきけんさ定期检查ていこうちせいど电阻值精度でんちいじょう电磁异常どうでんりつ导电率どうでんりつ导电率とくせいしけん电性试验ぬきとりけんさ抽样检查ねつおうりょく热应力ねつこうりつ热效率ねつぼうちょう热膨胀のいずふぃるたー噪音ぱわー马力/功率ぱわーけんぱ功率检波ぴっち间距ひょうじゅんか标准化ひょうじゅんきかく标准规格ひょうじゅんさぎょう标准作业ふかかじゅう耐荷重ぶどまり成品率ふろーちゃーと流程图ほじとるく保持力矩まさつけいすう摩擦系数りーく漏电れいねつしょうげき冷热冲击あーく电弧あーくろう电弧炉あーす接地あどれすばす地址线あのーどA(阳极)あまちゅあ电机子いんだくしょん感应(电)いんたらぷた断流器いんばるす磁性,磁界えあこん空调えいきゅうじしゃく永久磁石おいるもれ漏油おーばーとるく超出转矩おーぺん断路がいけい外径かいてんそくど回转速度かいてんはんけい旋转半径かいはつつーる开发工具(软件)かいろ电路かそーどK(阴极)かばれっじ检出率かよいばこ周转箱きばん基板きゃくかいふく逆恢复机械类常用日语:机电类(三)名词解释:きゃくかいふくじかん逆回复时间きゃくでんあつ逆电压きゃくでんりゅう逆电流きゃくほうこう逆方向きょくせい极性きょようこうさ公差くどうまぐねっと驱动磁石くみだてらいん装配流水线ぐれーど等级くろっくきゃくかいふくじかん逆回复时间きゃくでんあつ逆电压きゃくでんりゅう逆电流きゃくほうこう逆方向きょくせい极性きょようこうさ公差くどうまぐねっと驱动磁石くみだてらいん装配流水线ぐれーど等级くろっく时钟频率ケーブルけーぶる电缆げんじせってん定时接点けんち检测こあ磁环こいる线圈こうあつゆにっと高压元件こうりゅう交流こーど代码,暗号こーど电缆,软线こすと成本こみゅてーた整流子こむろーらー胶滚轮こもんたんし公用端子こらむふぃるた柱状过滤器こんせんと插座,插口こんせんとぼっくす插座箱こんぱくとか小型化さーびす服务さいくる循环,周期さいくるあっぷ循环时间缩短さいくるおーばー循环期超过さいくるすたーと循环开始さんぷりんぐ抽样,取样サンプルさんぷる试样,样品じきょく磁极じぐ道具じこほじかいろ自保持电路じゃんぱーたんし跨接线端子しゅつりょくとるく牵出力矩じゅんほうこう顺方向しょーと短路しんどう振动すいっちんぐよと开关用途すきゃなーくろっく扫描脉冲时钟すきゃにんぐ扫描すきゃん扫描ずてい图订すてーた固定子すぷりんぐわっしゃ弹簧垫圈すぽっとようせつ点焊ずれー错位せいでん静电せいとん、せいり、せいそう、せいけつ、しつけ整理、整顿、清扫、清洁、教养5Sせいりゅうよと整流用途ぜつえんぶつ绝缘物せつぞく连接せつぞくたんしだい连接端子板せっちゃくざい粘着剂せってん接点せっと设定,量位せらみっく硅酸盐材料せんぱせいりゅう全波整流そうおん噪音そうさがいど操作指南そくてい测定たーみなる端子だいれくとどらいぶ直接传动たばせん线束たんぐみ单组たんしかばー端子たんしかばー端子外盖だんねつざい绝热材ちぇっく检查ちっぷ芯片ちょくりゅう直流ちょくれつつなぎ串联つうしんそうち通信设备つなぎめ焊缝/接缝つめ卡爪ていきほぜん定期保养でぃじたる数字(的)でぃじたるせってい数字设定でーたばす数据线てーぷ绝缘带でざいん设计,计划てなおし修机電圧安定用途でんあつこうか电压下降でんきかいろ电路でんききかい电气机械和设备でんきようせつ电焊でんきょく电极でんげんこーど电源线てんけんする检查でんじ电磁でんちょくとそう电解淀积涂漆どうつう导通とかす熔化とけいまわり顺时针方向とらんすふぁーましん自动生产线とらんすみっしょん变速器とりつける安装とりつける涂上とるく扭矩とれーさびりてぃ跟足迹走なかぬり涂中间一层漆なまりふりー无铅制程ぬきとりけんさ抽样检查のいず废气のいずすいるた噪音のいずすいるた过滤杂音ぱーつ零件はいきぶつ废弃物はいすいしょりする废水处理はいすいする排水はくかげんしょう发白现象はぐるまかいてんふりょう齿轮转动不良ぱたーん图样ぱたーん图表/模式ばっくみらー后视镜ばねるゆにっと显示板单组ぱるす脉冲ぱるすでんあつ脉冲電圧ぱれっと托盘ぱわーゆにっと电源箱はんどけいまわり逆时针方向はんぱせいりゅう半波整流ひーとあっぷ升温,升热ぴっち间距ひゅーず保险丝ひょうじとう显示灯ふぁん风扇ふぃるたーえれめんと过滤元件ふかかじゅう耐荷重ふくごうこうさくきかい复合机床ぶひんひょう零件明细表ぶひんりすと零件明细表ぷらぐ插头/火花塞ぷらぐひゅーず插入式保险丝ぶらけっと托架ぶらしつき带刷ぶらしれす无刷ぷりんとばん印刷电路板ぶれーか开关(跟保险丝一样)ふれーむ框架ふろーちゃーと流程图ぷろぐらむこんとろーる程序控制プロジェクトぷろじぇくと计划/设计プロセスぷろせす过程/程序ふんあつき分压器ぶんかいする拆卸/分解ぶんぷおんど分布温度べありんぐ轴承ほごめがね防护眼镜ほじとるく保持力矩ほぜんりょく维修能力まきせんかいろ绕组まぐねっと磁石ますく面具/口罩まふらー消声器みしゅれーしょん模拟,仿真みつど密度みほん样品/样本みらー镜子めんてなんす维修もくそく目测もじゅーる造型もれでんりゅう漏电流ゆうでんたいそんしつ诱电体损失ゆにっと单组よーく轭/支架よぼうほぜん预防性维修らいんおち落机ラジエター散热器らべる标签りーく漏电りーどせん导线りけいざい离型剂りせっと复位,重调りちうむぐりーす锂りちうむぐりーす锂基润滑脂れいあうと轮廓/版面设计れいきゃく冷却れいきゃくしすてむ冷却系统れっかする恶化ればー控制杆れべるあっぷ提高水平れべるだうん降低水平ろうづけ焊接ろーかる地方的,当地的ろーた转子ろっと批量ろっとばんごう批号わいやりんぐはーねす装配电路/电线束わいやれす无线电わいやれすまいく无线电麦克风われ裂缝。
双端面磨床说明书

第一章序言1.1 毕业设计任务一台精细双端面磨削机床,其详细要求以下:1)操作性:A.构凑、搬运灵巧、方便。
B.操作人只需略加培便可熟的行操作。
2)性:A.成本比低。
3)功能性:A.能利用不一样的具加工各样小型刀片、密封件几精细零件。
B.加工工件拥有比高的生效率,磨削极短。
C.利用极的性保极高的形状及尺寸精度。
4)机床的性能要求:磨削主元:A. 行程⋯⋯⋯⋯⋯⋯⋯⋯ 200mm;B. 速度⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯;C.分辨率⋯⋯⋯⋯⋯⋯⋯⋯1μm;磨削主:A. 数目⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯2;B. 磨削主直径⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯210mm;C.驱动功率26KW;D.旋转速度0— 1145r/min ;E. 砂轮直径500mm;工件台:摇晃轴:A. 行程60mm;J. 分辨率5μm;1.2 毕业设计背景[1][2][3]跟着工业生产和科学技术的快速发展,各样硬质合金、金属陶瓷、非金属陶瓷刀片,小型密封件及精细钢质零件对形状和尺寸精度,生产效率等的要求愈来愈高。
双端面磨削是一种高效率的加工方法,在轴承、汽车、拖沓机等大量生产的工业部门获得宽泛的应用。
双端面磨床是一种高效率的平面磨床,它能够在一次行程中加工出两个拥有必定精度及表面光洁度要求的平行端面。
机床自己的自动化程度很高,一般一小时能够加工出数千工件。
双断面磨床可分为卧轴双端面磨床和立轴双端面磨床。
双端面磨床常常用来加工活塞销、活塞环、十字轴、三销轴、进排气阀座、制动件、手工工具、轴承环、垫片、纺绽轴承、滚柱、各种排档的锥塞、冰箱压缩机阀件、转动活塞以及电子工业的磁钢等。
端面磨床有关于车床、铣床等采纳数控系统较晚,是因为它对数控系统的特别要求。
近十几年来,借助 CNC技术,磨床上砂轮的连续修整,自动赔偿,自动交换砂轮,多工作台,自动传递和装夹工件等操作功能得以实现,数控技术在平面磨床上逐渐普及。
近来国内大型机床博览会上, CNC磨床在整个磨床展品中已占大部分,全功能 CNC平磨,已经成主流,在开发高档数控平磨的同时,开始踊跃发展中、低档数控平磨。
YHDM_580高精度立式双端面磨床

Ph( z )3cos 2( + )6 [W cos ( + )- z ] z=0(13)恒温料筒与固体床的相对速度 v 的计算公式为:v =v b sin ( )/sin ( + )式中 v b 恒温料筒的速度又由d h d t=0,求解式(13)和式(14)可得:h ( z )= v 2b sin 2() ( +c T )sin 2( + )-6 (W - z /cos ( + ) z )P cos ( + )14(15)由此,求得垫高凸台的高度h d 为:h d (z )=nh( z )(16)其中,n =z / z 。
化解式(8)和式(11),得到固体床在z z 过程中的流率为:Q =P cos ( + )W cos ( + )- z h 312-P cos ( + ) h 312 +h2v b sin ( )sin ( + )(17)为保证在下一时刻,固体床仍与料筒紧密接触,须把上一时刻刚熔解的熔融物挤到螺棱内侧的熔池中,所以有:Q =X (z + z ) zh( z )于是,可以解出固体床的宽度X 为:X (z + z )=Q zh( z )(18)初始条件:X |z=0=W根据式(15)和式(16),可以计算出垫高凸台高度h d 的变化情况,并用拟合方法进行平滑处理,得到垫高凸台高度h d 的函数。
为了达到最大熔融速率,垫高凸台的高度h d 应使固体床与恒温料筒之间始终保持紧密接触,即固体床垫高的高度必须与逐渐减小的固体床高度相匹配。
3 结 论这种螺杆的主要特点是使熔解物在同一螺槽中与固体床相对分离,从而可以有效地减少热传递过程中热量的损失,提高物料的熔融速率,同时可减少或避免熔融物降解现象的发生。
参考文献[1] Hong H,Sai to.A Numerical Method for Direct Contact Mel ting in Transient Process[J].Int J Heat M ass Transfer,1993,(26):2093-2103.[2] Yoo H.Analytical Solutions to the Unsteady Close contactMel ting on a Flat Plate[J].Int J Heat Mass Transfer,2000,(43):1457-1467.[3] K.L.Yung,Y.Xu,u.Analytical Expressions forTransient Melting of Polymer Pellet Sliding Against Adiabatic Wall[J].Polymer,2002,43:2543-2548.YHDM 580高精度立式双端面磨床YHDM 580高精度立式双端面磨床是湖南沅江宇环实业有限公司根据国内外高精密零件端面加工需求而研制开发的一种适用于内燃机活塞环及各种金属、非金属零件双端面同时磨削的,高精度、高效率的数控加工设备。
常用机加工设备介绍

常用机加工设备介绍机加工设备介绍(主要针对大型机加工设备)目录1. 镗铣加工中心 (1)1.1 日本TOYODA大型/超大型卧式加工中心:FH系列重切削 (1)1.2 韩国威亚WIA大型卧式加工中心KH1000 (2)1.3 日本三井精机超高精度卧式加工中心HS8A大型/超大型 (3)1.4 韩国WIA大型立式加工中心 (4)1.5 日本TOYODA强力切削大型卧式加工中心:FA800/FA1050 (5)2. 数控车床/车削中心 (6)2.1 日本大隈OKUMA五轴立式数控车床车削中心VTM系列 (6)2.2 日本大隈OKUMA立式数控车床车削中心VTM系列 (8)3. 复合数控机床 (10)3.1 车铣 (10)3.1.1 日本大隈OKUMA车铣复合数控机床MULTUSB750 (10)3.1.2 德国DMG车铣复合数控机床,FD系列 (12)3.1.3 德国DMG车铣复合数控机床CTXbeta1250 (13)3.2 车磨 (14)3.2.1 德国EMAG倒置式立式车磨中心:VSCDS/DDS和VLC-250-DS (14)3.3 钻铣 (15)3.3.1 铝铜型材钻铣复合加工中心PJ-NC6500 (15)3.3.2 国产五轴钻铣复合数控深孔 (16)3.3.3 德国德马吉DMG铣钻加工中心MILLTAP700 (17)4. 数控磨床 (18)4.1 成型 (18)4.1.1 德国Peter-Wolters精密蠕动成型磨床Macro-L (18)4.1.2 日本Okamoto超精密自动曲线成型磨床:UPZ系列 (18)4.2 高精度/超高精度 (19)4.2.1 日本三井精机MITSUISEIKI高精度坐标磨床300G/3GEN/4GDN .. 194.2.2 美国500型数控坐标磨床 (21)4.2.3 德国peter-wolters大型双端面平面加工机床AC系列 (23)4.3 复杂型面工件 (25)4.3.1 美国1280型数控坐标磨床 (25)4.3.2日本Okamoto超精密自动曲线成型磨床:UPZ系列 (27)4.4 去毛刺机床 (28)4.4.1 热能去毛刺机床 (28)4.4.2 国产真空减压超声波去铸砂去毛刺机,StarCluster (29)4.4.3 德国砂带毛刷复合型抛光去毛刺机床FE700-L (30)1. 镗铣加工中心1.1 日本TOYODA大型/超大型卧式加工中心:FH系列重切削品牌:日本TOYODA型号:FH800S、FH1050S、FH1250SX、FH1250SW应用行业:汽车零部件、金属加工产品特点:在“大型、快速、强力”三项中,达到同级别机型最高性能水平。
日本光洋机械工业株式会社
日本光洋机械工业株式会社日本光洋机械工业株式会社从创业到现在一贯秉承多元化经营理念,以基础事业的机床为主,发挥现有的技术能力,开展追求能够使各项事业产生相乘效应的多元化的经营。
日本光洋机械工业株式会社目前全球生产基地以及关联公司分布:日本光洋机械工业株式会社发展历史:1961年8月从光洋精工株式会社(现在的JTEKT株式会社)分离、独立。
资本金2亿日元1961年10月投产1962年11月八尾事业所投产1963年8月与美国的VAN NORMAN公司进行技术合作,开始生产无心磨床1963年12月与美国的MATTISON公司进行技术合作,开始生产平面磨床1967年10月开始生产驱动轴1969年5月资本金增至4亿日元1972年10月与德国的FORKARDT公司进行技术合作,开始生产分度卡盘1977年12月开始生产中间轴1980年10月开始生产精密滚珠丝杠1982年9月资本金增至6亿日元1983年2月开始生产主轴装置1988年4月开始生产自动测量机(工厂自动化系统)1989年2月资本金增至11亿日元1991年8月结崎事业所投产1991年12月在美国底特律设立本地法人 KOYO MACHINERY U.S.A.,INC.(KMU)1994年2月在中国无锡设立合资企业无锡光洋机床有限公司(WKM)1995年4月五條事业所投产(技术馆/奈良)1996年8月在中国无锡设立独资企业光洋机械(无锡)软件有限公司(KWS)1997年1月设立光洋机械技术株式会社2000年3月结崎事业所取得QS-9000认证2001年5月八尾事业所、结崎事业所、五條事业所取得ISO14001认证2001年7月在泰国设立本地法人Koyo Joint(Thailand)Co.,Ltd.(KJT)2003年1月设立韩国分店2004年7月参与投资中国协富光洋(厦门)机械工业有限公司(SF-koyo)2004年10月八尾事业所、五條事业所取得ISO9001-2000认证2005年7月参与投资美国KSTX(KOYO Steering Systems of Texas.L.P.)(现在的JATX JTEKT Automotive Texas.L.P.)2006年2月八尾事业所、五條事业所取得JISHA方式资格OSHMS认定2006年11月结崎事业所取得TS16949认定结崎事业所取得JISHA方式资格OSHMS认定2008年4月无锡光洋机床有限公司(WKM) 新厂竣工2009年12月光洋机械(无锡)软件有限公司更名为光洋机械(无锡)企业管理有限公司(KWS)(扩大经营范围)2010年4月结崎事业所更新了TSI16949-2009认证2010年12月在中国厦门设立了光洋连接器(厦门)有限公司(KJX)2011年4月关闭韩国分店,设立了本地法人 Koyo Machinery(korea)Co.,Ltd. (KMK)日本光洋机械工业株式会社概要:公司名称光洋机械工业株式会社法人代表总经理仲村元靖总部所在地〒581-0091大阪府八尾市南植松町2丁目34番地MAP≫电话:072-922-7881(总机) /传真:072-924-1318设立1961年8月8日资本金11亿日元员工数总公司:1299名合并:2248名经营范围机床:无心磨床、平面磨床、复合磨床、各种专用磨床工厂自动化系统:自动测量机、自动装配机、复合系统精密机器:精密滚珠丝杠、分度卡盘、主轴装置驱动轴转向连节轴认证取得情况八尾事业所2001年4月取得ISO14001认证2004年10月取得ISO9001认证2006年2月取得JISHA方式资格OSHMS认定结崎事业所1999年12月取得ISO9001认证2000年3月取得QS-9000认证2001年4月取得ISO14001认证2006年11月取得JISHA方式资格OSHMS认定取得ISO/TS16949认定五條事业所2001年4月取得ISO14001认证2004年10月取得ISO9001认证2006年2月取得JISHA方式资格OSHMS认定东京分公司2007年5月取得ISO14001认证中部分公司2007年5月取得ISO14001认证专利/技术合作情况日本国内专利120项海外专利43项技术合作6项提供技术:中国:无锡光洋机床有限公司<无心磨床>中国:协富光洋(厦门)机械工业有限公司<中间轴>泰国:Koyo Joint(Thailand)Co.,Ltd.<中间轴>美国:JTEKT Automotive Texas,Lp. <中间轴>韩国:TIC BALLSCREW CO.,LTD.<滚珠丝杠>引进技术:德国:FORKARDT公司<分度卡盘>日本光洋机械工业株式会社公司使命:赢得社会信任,通过制造产品为人类社会的幸福与繁荣做贡献。
轴承品牌
轴承厂家:瑞典SKF 德国FAG,INA 美国TIMKEN日本NSK,NTN,NMB瓦轴ZWZ,洛轴LYC,哈轴HRB,浙江人本,NSK 日本日本精工株式会社NTN 日本日本东洋轴承公司KOYO 日本日本光洋精工NACHI 日本日本不二越钢铁工业株式会社NMB 日本日本微型轴承公司ASAHI 日本日本旭精工FYH 日本日本小林精工THK 日本日本帝业即凯直线导轨系列IKO 日本日本汤姆逊JAF 日本日本JAF公司小型深沟球的生产JNS 日本日本滚针系列(类似IKO生产类型)EZO 日本日本EZO公司微型轴承IJK 日本日本井上轴承株式会社WTW 日本日本小型球轴承EASE 日本日本T开达公司直线导轨系列KYK 日本日本三惠轴承制作所IKS 日本日本泉本精工HIC 日本日本大阪轴承制造公司FBS 日本日本富士精工AKS 日本日本天迁钢球制作所NB 日本日本直线轴承系列MTR 日本日本杆端关节系列KSM 日本日本南口机工轴承KSK 日本日本不锈钢轴承系列制造商TSLIBAKI 日本日本椿本轴承单向轴承链条MRK 日本日本推力球轴承德国品牌FAG 德国德国乔治沙弗公司INA 德国德国依那滚针AGE 德国德国阿尔弗瑞德..梅塞勒球轴承厂AKT 德国德国阿尔特库伯尔轴承厂ASK 德国德国阿尔图尔赛弗特球轴承厂DKF 德国东德国营莱比锡球轴承厂(90年并入FAG)DWS,DKP,DURK0PP 德国地尔考谱公司(并入FAG)GMN 德国德国乔治。
密勒球轴承联合公司GRW 德国德国莱茵福特兄弟公司NGW 德国德国那威克弗莱提克斯有限公司STAR 德国德国明星球轴承有限公司STIEBER 德国德国斯提伯单向轴承WINKEL 德国德国凸轮从动系列IBC 德国德国精密球轴承美国品牌ABC 美国美国精密轴套公司大型滚动轴承ACORN 美国美国阿康轴承公司AETNA 美国美国滚动轴承厂制造协会AURORA 美国滑动轴承杆端关节轴承AHLBBER 美国阿尔贝格轴承公司AKBMC AMERI KOYO 美国光洋轴承制造公司AMERICAN 美国美国美利坚制造公司ANDREWS 美国美国安德鲁斯轴承公司ANN ARBOR AAB 美国安阿博轴承制造公司ATB 美国美国汽车推力轴承公司AUBURN 美国美国欧本球轴承公司BALL&ROL 美国美国球,滚动轴承公司BARDEN 美国美国巴顿公司精密高速球轴承,陶瓷混合轴承BANTNA 美国美国班泰姆轴承BBC 美国美国滚针轴承BCA 美国美国轴承公司-联合-莫果尔公司分布BROWNING 美国美国带座轴承BOWER 美国美国鲍尔滚子轴承公司BREMEN 美国美国布雷门轴承公司COLG BRG 美国美国考尔盖特轴承公司CHAM PION 美国美国陶瓷轴承氧化皓氮化硅轴承CONSOLIDAATDE 美国滚动轴承CONS,BRGS 美国美国团结轴承股份有限公司DODGE 美国美国道奇轴承座带座轴承轴承单元FAFNIR 美国美国发弗纳轴承公司精密球和精密圆锥滚子轴承NHBB 美国美国微型精密滑动关节杆端关节单列圆柱滚子轴承FBC 美国美国费雪轴承公司FEDERAL 美国美国联合轴承公司GEN BRG 美国美国通用轴承公司GREEN 美国美国格林球轴承公司HOOVER 美国美国胡弗-NSK轴承公司KAYDON 美国美国吉恩公司开顿轴承部薄壁轴承回转单元MBI 美国麦辛格轴承公司MPB 美国美国微型精密轴承MORSE 美国美国单向轴承MRC 美国美国摩根马林-洛克威尔公司滚动直线陶瓷混合轴承N FAG 美国美国诺玛FAG轴承公司ORANGE 美国美国奥兰吉滚子轴承公司OSB 美国美国奥斯本凸轮随动REED 美国美国瑞德仪表轴承制造公司ROTEK 美国美国罗泰克公司SEAL MASTER 美国美国史蒂芬斯亚当逊制造公司,密封能手轴承部SPLIT 美国美国斯普力特球轴承部SRB 美国美国标准滚子轴承部STROM 美国美国斯特罗姆轴承公司TIMKEN 美国美国铁姆肯轴承TORRINGON 美国美国托林顿有限公司(已被铁姆肯收购)TRUMBULL 美国美国特朗布尔轴承和工程公司TYSON 美国美国泰森公司MCGILL 美国美国莫给偶滚针凸轮随动轴承ROLLWAY 美国美国圆柱滚子轴承推力滚子轴承NICE 美国美国球轴承SCHATZ 美国美国球轴承REXNORD 美国美国带座轴承轴承单元RBC 美国美国关节杆端关节薄壁滚针圆锥凸轮随动轴承、THOMSON 美国美国直线轴承PEER 美国美国皮尔轴承精密球轴承LINK-BELT 美国美国林科贝特美国林肯带座轴承法国品牌ADR 法国法国轴承应用公司CAM 法国法国机械应用公司NADELLA 法国法国那德拉公司(1987年9月NDA代替NAD)滚针系列RBF 法国法国机械应用有限公司SNFA 法国法国航空制造新公司精密混合陶瓷轴承SNR 法国法国滚动新公司带座轴承单元S2M 法国法国磁浮轴承英国品牌BERLISS 英国英国伯利斯轴承公司BLACKWELL 英国英国布莱克韦尔轴承公司BMB 英国英国轴承制造公司CRB 英国英国库佩滚子轴承公司GLACIER 英国英国格拉塞尔金属公司RHP 英国英国滚动陶瓷混合轴承(NSK已经收购)ROBLLO 英国英国罗伯罗轴承公司RPP 英国英国精密球轴承和精密圆柱滚子轴承SALTER 英国英国乔治萨拉特公司SRB 英国英国大型刨分轴承GAMET 英国英国精密圆锥滚子轴承其它欧洲品牌AKF 奥地利奥地利阿尔盖明球轴承股份公司AKL 澳大利亚澳大利亚光洋有限公司BBL 印度印度巴拉特球轴承公司CSB 西班牙西班牙索勒奥米拉尔DAF 荷兰达夫轴承公司DCS 匈牙利匈牙利布勒森轴承厂FBI 意大利意大利弗拉泰利巴斯蒂科公司FLT 波兰波兰轴承公司MACCHI 意大利意大利马奇轴承与飞机制造RIV-SKF 意大利意大利威拉伯罗萨有限公司SKF 瑞典思凯弗轴承RMB 瑞士比尔微型轴承有限公司SRO 瑞士施米德-罗斯特有限公司STERY 奥地利奥地利斯太尔-戴姆勒-普奇有限公司UBCO 澳大利亚澳大利亚联合轴承股份有限公司ZKL 捷克捷克布拉格滚动轴承厂WIB 瑞士瑞士轴承TORRIANT GIANNI 意大利意大利回转轴承亚洲品牌JIB 韩国韩国带座外球面轴承SAMICK 韩国韩国直线运动SYI 台湾台湾滚针轴承TPI 台湾。
机械行业相关日语词汇

五金 锤子 锉 呆扳手 带锯条 钉子 钢印 割具 焊具 卷尺 螺丝刀 钳子 铁线 板牙 板牙架 丝锥 丝锥架 メジャー ドライバー ペンチ 針金 ねじ切りダイス ダイスホルター ねじタップ ホルダー ハンマー やすり レンチ 帯鋸 くぎ ドライスタンプ
角钢 碳结钢 套铣管 无缝管 焊丝 铝、锡青铜 铜棒 铜焊条 铸铁件 铸铜件 20CrMnMo 40Cr 40CrMnMo 4145H 45# 65Mn 圆钢细棒 O型圈
合金刀块 内外刀 深孔钻用刀 梳刀类 数控刀片 挑扣刀类 Oリング 铣刀片 中心钻 钻卡子 钻库 钻头 ドリル 長いドリル ドリルチャク用スリ ーブ センターポンチ ドリルチャック ソケント ドリル
盘根 支撑环 滑轨 铁轨 スライドレール レール
量卡具 百分表 钢板尺 卡尺 外径千分尺 ダイヤルゲージ 鋼尺 ノギス マイクロメーター
铣刀 T溝カッター 溝切用バイト エンドミル 二枚刃エンドミル リーマー フライスカッター ラフィングエンドミ ル 干鳥刃カッター フルバックカッター アリ溝カッター アリ溝カッター
合金立铣刀 键槽铣刀 铰刀 锯片铣刀 螺旋立铣刀 三面刃铣刀 铣刀盘 燕尾槽铣刀 燕尾铣刀
硬质合金可转位面铣刀 フルバックカッター 直柄立铣刀 锥柄键槽铣刀 锥柄立铣刀 锥机铰刀 エンドミル エンドミル エンドミル リーマー
肉厚パイプ 肉厚パイプ 刀板 刀垫 刀杆类 刀具 銅溶接棒 刀片 刀体 刀头 导向键
刀头
スロアーウェイチッ プ 内径溝入れ用バイト 刃具 刃物 ボーリング用刃物ホ ルダー チップ ボーリング用刃物 チップ チップねじ用 ボーリング用バイト スローアウエイNC スロアーウェイチッ プ スロアーウェイチッ プ フライス用チップ
磨床的介绍

1.数控内圆磨床主要用于盆齿类及大型轴承套圈类零件内孔、端面磨削,保证内孔与端面的精度。
是新一代高精度、高效率的生产型机床。
机床整个磨削循环均自动完成,操作者仅需装拆工件。
数控内圆磨床用于磨削圆柱形和圆锥形小孔,亦可磨削外圆和端面。
工作主轴、内圆磨头、外圆磨头均采用油雾润滑。
数控内圆磨床系统编程功能较强,操作简单易学,并具有多种适应磨削加工要求的特殊功能,可满足用户对多种零件的加工需要。
中文名:数控内圆磨床外文名:NC internal grinder 磨削孔径:ф100~800mm 最大回转直径:1050mm 最大磨削深度:200nn特点★数控内圆磨床为二轴联动立式数控内圆,一次装夹磨削内孔、小端面、多阶孔。
★机床内圆磨头采用大功率电动磨头,采用静止变频器驱动。
★所有导轨均采用高精度、高抗振性的瑞士施耐博滚柱导轨。
★机床控制系统采用西门子,进给轴由西门子伺服电机驱动滚珠丝杆。
★工件主轴采用高精度大接触成对角球轴承,工件转速交流变频,无级调速。
★机床导轨及滚珠丝杆均由润滑站自动润滑。
并有密封的罩壳防护。
★机床可配备气缸作夹具动力源的多点节圆定位的盆齿自动夹具及各种专用夹具。
★机床尺寸控制采用定程磨削,可选配光栅尺闭环控制。
★冷却液过滤采用磁性加纸质的精密过滤装置。
技术参数磨削孔径ф100~800mm最大磨削深度200mm工件最大回转直轻1050mm内磨头最大磨削端面宽度30mm端磨头最大磨削端面宽度180mm内磨横梁横向进给行程(X轴) 400mm内磨磨架纵向进给行程(Z轴) 350mm端磨横梁横向往复行程(W轴) 400mm端磨磨架纵向往复行程(U轴) 350mm进给轴最高移动速度8m/min进给轴轴分辨率0.0005mm工件主轴转速30~100r/min机床总功率22KW机床重量8000kgMW1432B外圆磨床类型:外圆磨床主电机功率:8.32(kw)最大磨削尺寸:1500(mm)控制形式:人工产品类型:全新是否库存:否型号:M1432BM2110/CNC数控内圆磨床最大磨削尺寸:150(mm)安装形式:落地式作用对象:工具加工定制:是是否库存:否类型:内圆磨床重量:3000(kg)加工精度:高精度型号:M2110/CNC控制形式:数控适用行业:通用主电机功率:25(kw)布局形式:卧式适用范围:专用产品类型:全新品牌:无锡二机床外形尺寸:2700*1500*1750(mm)砂轮转速:51000(rpm)主要特点及性能:1、机床采用整体铸造床身,采用高强度应力铸铁材料,刚性强、稳定性高。
KOYO
KOYO轴承简介KOYO光洋轴承创立于1921年,was established in 1921,是一家研发型综合功能产品制造日本公司,拥有6557名员工。
Is a research-based Japanese companies manufacturing integrated function, with 6557 employees.日本光洋精工株式会社Koyo Seiko Co Ltd .为日本四大轴承生产集团之一, As one of Japan's four main bearings manufacturing group,以具有世界顶级之生产及管制设备, It has the world's top production and control equipment,在日本拥有国分东京、奈良、引田、丰桥、高松、德岛及龟山等八个生产主力工厂,there are eight main production plant In Japan. Such as Tokyo, Nara, cited fields, Toyohashi, Takamatsu, Tokushima, and Kameyama, etc.(全部通过ISO9001认证) All through the ISO9001 certification,海外横夸欧洲、亚洲、南北美洲数个生产据点和研究机构。
In Europe, Asia, North and South America there are several production facilities and research institutions进口KOYO轴承,在国内市场的销量一直不错。
KOYO Bearing imports, sales in the domestic market has been good.日本光洋精工株会社所生产数万种高精度、高品质的KOYO轴承系列产品,Koyo Seiko Co Ltd of Japan production of tens of thousands of high-precision, high-quality products KOYO bearings提供有关航太科技、电脑元件、马达、高速火车、捷运列车、产业机械、CNC车床、高精度加工机、汽、机车工业、钢铁工业...等重要之组件,作最好之选择。
双端面磨床说明书

毕业设计任务设计一台精密双端面磨削机床,其具体要求如下:1)操作性:A.结构紧凑、搬运灵活、方便。
B.操作人员只要稍加培训就可熟练的进行操作。
2)经济性:A.成本应比较低。
3)功能性:A.能利用不同的夹具加工各种小型刀片、密封件几精密钢质零件。
B.加工工件时具有比较高的生产效率,磨削时间极短。
C.利用极强的刚性保证极高的形状及尺寸精度。
4)机床的性能要求:磨削主轴单元进给轴:A.行程……………………200mm;B.速度…………………………-16mmmin;C.分辨率……………………1μm;磨削主轴:A.数量………………………………2;B.磨削主轴直径…………………………210mm;C.驱动功率…………………………26KW;D.旋转速度…………………………0—1145r/min;E.砂轮直径…………………………500mm;工件台:摇摆轴:A.行程…………………………60mm;J.分辨率…………………………5μm;毕业设计背景[1][2][3]随着工业生产和科学技术的迅速发展,各种硬质合金、金属陶瓷、非金属陶瓷刀片,小型密封件及精密钢质零件对形状和尺寸精度,生产效率等的要求越来越高。
双端面磨削是一种高效率的加工方法,在轴承、汽车、拖拉机等大量生产的工业部门得到广泛的应用。
双端面磨床是一种高效率的平面磨床,它可以在一次行程中加工出两个具有一定精度及表面光洁度要求的平行端面。
机床本身的自动化程度很高,一般一小时可以加工出数千工件。
双断面磨床可分为卧轴双端面磨床和立轴双端面磨床。
双端面磨床经常用来加工活塞销、活塞环、十字轴、三销轴、进排气阀座、制动件、手工工具、轴承环、垫片、纺绽轴承、滚柱、各类排档的锥塞、冰箱压缩机阀件、滚动活塞以及电子工业的磁钢等。
端面磨床相对于车床、铣床等采用数控系统较晚,是因为它对数控系统的特殊要求。
近十几年来,借助CNC技术,磨床上砂轮的连续修整,自动补偿,自动交换砂轮,多工作台,自动传送和装夹工件等操作功能得以实现,数控技术在平面磨床上逐步普及。
日本十大机床品牌排名PPT课件

类产品市场占有率位居第一,接近 70%。2001年Amada的销售额达
到了1900亿日元、从业人数达到4400人。
•
公司在世界各大洲设有83个分支机构,产品营销全球100多个国
家和地区,其生产钣金加工机械的品种多(达近千品种)性能之优,
技术之先进,为世界钣 金加工机械的行业之首。公司在九十年代开发
制造的21世纪智能化自动钣金加工中心,为世界钣金行业的智能化加
•
目前大隈多款机床已经支持该项新发明,如五轴立式加工中心
MU-6300V、MU-500V、MU-400V,五轴复合加工中心MU-6300V-L、
MU-500V-L以及五轴卧式加工中心心MU-10000H。
•
对于中国制造业厂家来说,日本大隈机床是名气很响的产品。其
数控机床、磨床及各种精密加工系统每年在中国国内的销售额接近四
业。
2020/10/13
2
• 马扎克YamazakiMazak
•
日本山崎马扎克(MAZAK)公司是一家全球知名的机床生产制造商。公司成立于
1919年,主要生产CNC车床、复合车铣加工中心、立式加工中心、卧 式加工中心、
CNC激光系统、FMS柔性生产系统、CAD/CAM系统、CNC装置和生产支持软件等。
产品素以高速度、高精度而在行业内着称,产品遍及机 械工业的各个行业。
•
目前,山崎马扎克公司在全世界共有9个生产公司,分布于日本(日本5家:山崎马
扎克大口工厂、山崎马扎克美浓加茂工厂、山崎马扎克美浓加茂第二工厂、 山崎马扎
克精工工厂和山崎马扎克OPTONICS工厂)、美国(马扎克公司)、英国(山崎马西那里)、
2015年日本十大机床品牌排名
2020/10/13
磨床工作台工作原理
磨床工作台工作原理
磨床工作台是磨削工具和工件之间进行磨削操作的基础设备。
它的工作原理主要包括以下几个方面:
1. 工件夹持:工作台上通常配备有夹具,用于将工件固定在工作台上。
夹具的种类和结构根据不同的磨削需要而有所不同,常见的夹具有机械夹持和磁性吸附夹持等。
通过夹具将工件固定在工作台上,确保工件在磨削过程中保持稳定的位置和姿态。
2. 砂轮驱动:磨床工作台上通常安装有砂轮,砂轮通过驱动装置进行高速旋转。
驱动装置可以是电动机、气动机等,通过驱动装置将动力传递给砂轮,使其高速旋转。
3. 砂轮进给:砂轮在旋转的同时,还需要进行进给操作,将砂轮与工件之间保持一定的接触压力和相对运动速度。
进给装置通常由进给电机和传动装置组成,通过调整进给电机的运行状态和传动装置的传动比例,可以实现砂轮的精密进给。
4. 砂轮磨削:砂轮的高速旋转和与工件的接触产生磨削力,将工件上的材料切削或磨掉。
砂轮通常由磨粒和结合剂组成,磨粒的硬度和尺寸决定了砂轮的磨削效果。
通过选择合适的砂轮和调整磨削参数,可以实现对工件的精密磨削。
磨床工作台工作原理的关键在于夹持工件和砂轮的旋转、进给运动。
通过合理的操作和参数调整,可以实现对工件的精密磨削,确保工件的尺寸和形状精度。
双端面轴承研磨机设计说明书

前言磨床是利用磨具对工件表面进行磨削加工的机床。
大多数的磨床是使用高速旋转的砂轮进行磨削加工,少数的是使用油石、砂带等其他磨具和游离磨料进行加工,如珩磨机、超精加工机床、砂带磨床、研磨机和抛光机等。
磨床能作高精度和表面粗糙度很小的磨削,也能进行高效率的磨削,如强力磨削等。
十八世纪30年代,为了适应钟表、自行车、缝纫机和枪械等零件淬硬后的加工,英国、德国和美国分别研制出使用天然磨料砂轮的磨床。
这些磨床是在当时现成的机床如车床、刨床等上面加装磨头改制而成的,它们结构简单,刚度低,磨削时易产生振动,要求操作工人要有很高的技艺才能磨出精密的工件。
1876年在巴黎博览会展出的美国布朗-夏普公司制造的万能外圆磨床,是首次具有现代磨床基本特征的机械。
它的工件头架和尾座安装在往复移动的工作台上,箱形床身提高了机床刚度,并带有内圆磨削附件。
1883年,这家公司制成磨头装在立柱上、工作台作往复移动的平面磨床。
1900年前后,人造磨料的发展和液压传动的应用,对磨床的发展有很大的推动作用。
随着近代工业特别是汽车工业的发展,各种不同类型的磨床相继问世。
随着我国机械制造业的发展,国内不断成为加工制造业的中心,我国必将对机床的需求量有较大的增长。
从机床的性能和要求方面来说,产品不断的向自动化方向倾斜。
半自动双研磨盘精研磨机作为一种专用机床,能用于研磨零件的平面和圆柱面,可以广泛用于油泵油咀厂、轴承厂、柴油机厂、量具刃具厂……,用以研磨轴承滚柱、轴承座圆、销轴、量规、密封环等零件。
双研磨盘机的下研磨盘是机床的主要部分,用以放置待研磨工件和调整工件的位置,同时起着研磨工件的作用,对提高系统的精度起到了至关重要的作用。
为了适应这种大趋势,本设计主要对半自动双研磨盘机进行设计,而作为机床中重要机构之一的传动装置,它的好坏直接决定了机床的性能。
一般情况下,传动装置常起的作用[]5是:1.减速(或增速)由于工作机所要求的速度一般与原动机的速度不相符,需要通过增速或减速来实现。
双端面磨削原理

双端面磨削原理
——洛阳市聚粹轴承机床有限公司
1磨削原理:
双端面磨削主要是由送料盘、两片砂轮组成的一种磨削方法,,其磨削原理图见图4-1.
滚子装在送料盘的工作孔内,送料盘旋转时,使滚子通过两片砂轮中间的磨削区;砂轮进行高速旋转,用两片砂轮的端面同时磨出相互平行的滚子两个端面。
当滚子由送料盘传送到磨削区时,由于两片砂轮同向高速旋转的作用,使滚子母线贴靠着工作孔的内表面,滚子实现自转。
但滚子自转的线速度远远低于砂轮切削点的线速度,加之送料盘作圆弧形运动的送进,而形成了砂轮对滚子的两端面磨削,使滚子获得理想的垂直度、平行度及端面粗糙度。
2磨削特点:
①同时进行两端面磨削,利用送料盘送进,可以连续性生产,生产率高。
②磨削时,利用两砂轮的切削力,使滚子外圆母线贴靠着工作孔的内表面,可见这是
以滚子外圆作定位基准,工作孔的内表面相当于支撑。
③双端面磨削过程和无心贯穿磨削过程相似,也要有引导、磨削及磨光区域,为此对
两砂轮的端面应进行修整;使之不相互平行,而是分别与送料盘的回转平面对称地倾斜一定角度。
④磨削时,可以得到较均匀的尺寸,易于实现自动上下料。
⑤工艺(机床)调整规律较难掌握,从磨削原理可以看出,滚子在工作孔内的支撑位
置是随砂轮磨削位置变化而变化,所以他们的定位方式很不完善,给调整带来一定困难。
圆柱滚子双端面磨削质量的保证方法
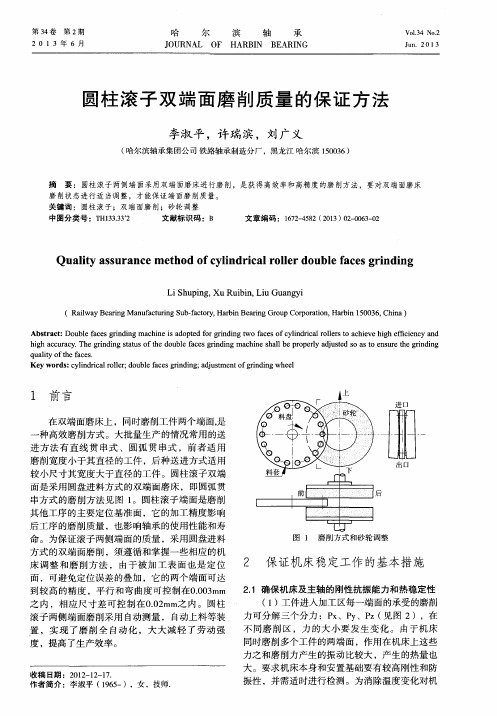
摘 要 :圆柱滚子两侧端 面采用 双端面磨床进行磨 削,是获 得高效率和高精度 的磨 削方 法,要对 双端 面磨床 磨 削状 态进行适 当调 整 ,才能保证端面磨 削质量 。
关键词 :圆柱 滚子;双端面磨 削;砂轮调整 中图分类号 :T H1 3 3 . 3 3 2 文献标识码 :B 文章编码 :1 6 7 2 — 4 5 8 2( 2 0 1 3 ) 0 2 — 磨床上 ,同时磨削工件两个端面, 是 种 高 效磨 削 方式 。大批 量 生 产 的情况 常 用 的送
进口
一
进 方 法 有 直 线 贯 串 式 、 圆弧 贯 串 式 ,前 者 适 用 磨 削宽 度小 于 其直 径 的工件 ,后 种 送进 方 式适 用
—
_ /
Ab s t r a c t : Do u b l e f a c e s g r i n d i n g ma c h i n e i s a d o p t e d f o r g in r d i n g t wo f a c e s o f c y l i n d ic r a l r o l l e r s t o a c h i e v e h i g h e f i f c i e n c y a n d
Qu a l i t y a s s u r a n c e me t h o d o f c y l i n d r i c a l r o l l e r d o u b l e f a c e s g r i n d i n g
Li S h u pi n g, Xu Rui bi n, Li u Gu a n g yi
(R a i l w a y B e a r i n g Ma n u f a c t u r i n g S u b — f a c t o r y , Ha r b i n Be a r i n g G r o u p C o r p o r a t i o n , Ha r b i n 1 5 0 0 3 6 , C h i n a )
双端面磨平机试验仪器操作规程

SHM-200型双端面磨平机操作规程
一、试验前应检查各部件是否正常,并开空车一次,待仪器确认正常后方可试验。
二、夹持好试样,注意两边对称,紧贴夹具。
三、将两磨头退出,使工作台运行时试样不能与磨轮接触。
四、按动总电源,启动磨头按钮使磨头按箭头方向转动,禁止反转。
五、按工作台按钮,手动进给磨头,使之磨削,需自动时将手柄扳至自动位置即可,两磨头分别进行磨削,磨好后将手柄扳至手动位置,再重复试验,确保试样的光洁度。
六、试验完毕后,切断电源,并及时清理仪器。
双柱立式车铣磨床制造理念

双柱立式车铣磨床制造理念双柱立式车铣磨床,适用于零件种类变化大的批量零件加工。
适用于高速钢和硬质合金刀具,对黑色、有色金属和部分非金属零件的粗、精加工,可进行内外圆柱面、内外圆锥面、端面、槽、圆弧面、螺纹以及各种复杂形状的回转面的加工,可实现快速切削。
达到车铣磨一体化加工。
1.主要结构及性能1.1主传动机构主传动由直流电机驱动,采用可控硅无级调速,经二级齿轮传动,实现工作台所需转速。
变速是通过液压缸推动拨叉带动齿轮移动来实现的。
1.2进给机构分为水平方向进给和垂直方向进给。
右刀架水平、垂直运动均由交流伺服电机驱动,经齿轮、丝杠副传动实现刀架水平、垂直运动。
1.3龙门架由左右立柱、连接梁、工作台等组成,龙门架与地基相连组成封闭的对称框架。
在立柱上部装有升降箱,由双轴伸交流电机驱动,经斜齿、蜗杆蜗轮、丝杠副传动,使横梁在立柱上作垂直运动,并设有横梁等高微调机构。
1.4工作台采用恒流静压导轨,由多点齿轮分配器供油,轴向采用推力轴承预紧,保证主轴平稳工作。
导轨装有三点油膜电测厚装置,当油膜厚度小于规定值时,机床发出报警。
工作台主轴装有高精度双列短圆柱滚子轴承来保证工作台径向跳动。
1.5横梁横梁置于立柱前,由双轴伸交流电机驱动,经齿轮、蜗杆蜗轮、丝杠副传动,使横梁在立柱上作垂直运动。
横梁后面有四个液压夹紧点。
横梁右端装有右刀架的水平进给箱和可随横梁移动的走台。
1.6垂直刀架右刀架为数控刀架,水平、垂直运动均由伺服电机驱动,经齿轮、丝杠副传动实现刀架水平、垂直运动。
刀架水平、垂直运动采用滑动导轨。
水平、垂直方向进给闭环控制。
刀架配有液压平衡油缸用以平衡滑枕的重量。
1.7 c轴传动箱安装在工作台底座上,通过伺服电机构及齿轮的变速,以达到铣削、磨削加工时工作台所需要的转速,用于零件的铣削和磨削。
1.8电主轴铣头安装在滑枕上用于零件的铣削。
1.9电主轴磨头安装在滑枕上用于零件的磨削。
2.装配及调试过程2.1主轴的调整调整主轴的目的是为了调整主轴轴承间隙,从而保证工作台的几何精度,由于主轴轴承内孔是锥孔,当调整主轴轴承环的轴向位置时能产生径向变形,从而达到调整主轴轴承间隙的目的。