外圆粗车循环指令G71
外圆粗车循环指令G71
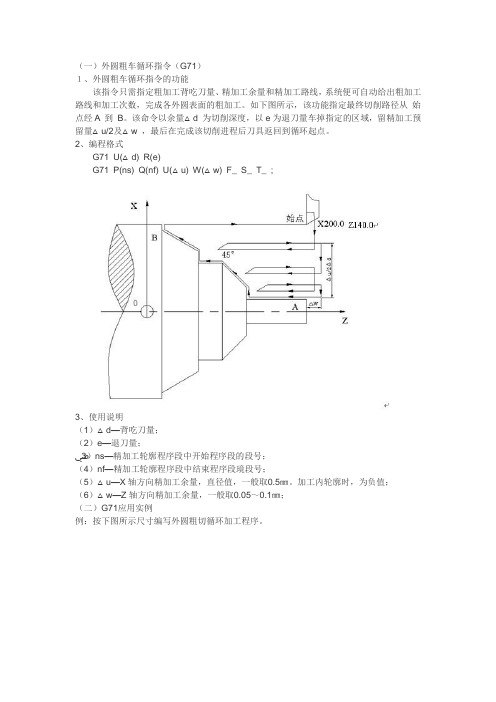
(一)外圆粗车循环指令(G71)1、外圆粗车循环指令的功能该指令只需指定粗加工背吃刀量、精加工余量和精加工路线,系统便可自动给出粗加工路线和加工次数,完成各外圆表面的粗加工。
如下图所示,该功能指定最终切削路径从始点经A 到B。
该命令以余量△d 为切削深度,以e为退刀量车掉指定的区域,留精加工预留量△u/2及△w ,最后在完成该切削进程后刀具返回到循环起点。
2、编程格式G71 U(△d) R(e)G71 P(ns) Q(nf) U(△u) W(△w) F_ S_ T_ ;3、使用说明(1)△d—背吃刀量;(2)e—退刀量;ﴈ3)ns—精加工轮廓程序段中开始程序段的段号;(4)nf—精加工轮廓程序段中结束程序段璄段号;(5)△u—X轴方向精加工余量,直径值,一般取0.5㎜。
加工内轮廓时,为负值;(6)△w—Z轴方向精加工余量,一般取0.05~0.1㎜;(二)G71应用实例例:按下图所示尺寸编写外圆粗切循环加工程序。
1、选择刀具:90º硬质合金车刀,刀尖半径0.4mm,置于1号刀位。
2、确定切削用量:1)背吃刀量:粗车时为2mm,精车时为0.25mm。
2)进给量:粗车时为0.2mm/r,精车时为0.15mm /r。
3)主轴转速:粗车时为300 r /min,精车时为500 r /min 。
(三)、编程O0006N10 T0101;N20 G00 G40 X120.0 Z10.0 M08 ;N30 M03 S300;N40 G71 U2.0 R0.5;N50 G71 P60 Q120 U0.5 W0.25 F0.25;N60 G00 G42 X40.0 ;//nsN70 G01 Z-30.0 F0.15;N80 X60.0 Z-60.0;N90 Z-80.0;N100 X100.0 Z-90.0;N110 Z-110.0;N120 G40 X120.0 Z-130.0;//nfN130 G00 X125.0 ;N140 X200.0 Z140.0;N150 M30;。
复合固定循环指令G71、G70、G73

O
Z
X
3、在机床上编程加工下图零件
1、要求: 1)、分粗、精加工。 2)、精加工时要变速。 3)、使用G71粗加工。G70精加工。 2、加工工艺 1)、装夹工件伸出65mm长。 2)、车端面 3)、G71粗加工各外圆,G70精车 3、精车循环G70 G70 P(ns) Q(nf) 执行G70循环是,刀具沿工件实际轨迹进行切削,G70指 令用在G71、G72、G73指令之后,不能单独使用。
T0202 S1000 F0.1 G70 P50 Q100 G00 X100.0 Z100.0 M30 程序结束并返回
课堂小结
指令名称
指令格式
G71 U△d Re ;
编程方法
零件形状单向增 G71G70配合来加工
一、外圆粗车循环G71
G71 Pns Qnf U△u W△w ;
Nns . . . . . . ;
o
B D
z
A′
粗车循环 G71U2. R0.5 ; 首段段号 精 加 工 路 线 末段段号
精车循环
G71P10 Q20 U0.5 W0.1 ; N10 G00 X20. ; (A) G01 Z-10.F80 ; X30. ; X46. W-20. ; W-20. ; X56. ; X70. Z-65. ; N20 X90. ; (C) (D) (E) (F) (G) (H) (J) 由 零 件 轮 廓 确 定
O0001;
Z-130.; N20 Z-170.; G00 X100.; Z100.; M30;
• 注意:
• 1)、使用G71指令要用G00指令定位。 2)、G71指令适用于棒料加工。 • 3)使用G71指令时,精加工程序段的第一行 不能有Z轴的移动。 • 4)循环起点的X值,要大于零件毛胚的直径, Z值可设定为2—3。
粗车循环G71指令格式

(4) ns到nf程序段中,不能包含有子程序。 (5)G7用G40取消原 有的刀尖半径补偿。在ns到nf程序段中可以含有 G41或G42指令,对精车轨迹进行刀尖半径补偿。
三、粗车复合固定循环G71指令的应用
例:用G71指令编程。如图所示,粗车背吃刀量△d=3mm, 退刀量e=1mm,X、Z轴方向精加工余量均为0.3mm。
粗车循环G71指令的格式及含义
一、粗车复合固定循环G71指令及格式
程序段格式如下: G71 U(△d) R(e) ; G71 P(ns) Q(nf) X(△u) Z(△w) F S T; 其中: △d—切削深度(背吃刀量、每 次切削量),半径值,无正负 号,方向由矢量AA′决定; e—每次退刀量,半径值,无 正负;
程序段格式如下: G71 U(△d) R(e) ; G71 P(ns) Q(nf) X(△u) Z(△w) F S T;
ns—精加工路线中第一个程 序段(即图中AA′段)的顺序 号; nf--精加工路线中最后一个 程序段(即图中BB′段)的顺 序号; △u—X方向精加工余量,直 径编程时为△u,半径编程为 △u/2; △w—Z方向精加工余量;
N80 G01 Z43.; N90 G03 X26. Z40. R3.; N100 G01 X31.; N110 X34 Z38.5; N120 Z25.; N130 X50. Z15.; N140 Z-2. N150 G01 X58. ; N160 G00 Z90 G40; N170 M05; N170 M30 ;
二、粗车复合固定循环G71指令编程时的说明
(1)G71程序段本身不进行精加工,粗加工是按后续程序 段ns~nf给定的精加工编程轨迹A→A′→B→B′,沿平 行于Z轴方向进行。 (2)G71程序段不能省略除F、S、T以外的地址符。G71程 序段中的F、S、T只在循环时有效,精加工时处于ns到 nf程序段之间的F、S、T有效。 (3)循环中的第一个程序段(即ns段)必须包含G00或G01 指令,即A→A′的动作必须是直线或点定位运动,但不 能有Z轴方向上的移动。
课题二、G71外圆粗车循环G70精加车循环讲解
编程(广数系统)
O1235 G00 X100 Z100 M03 S600 T0101 G00 X32 Z2 G71 U2 R0.5 G71 P10 Q20 U1 W0 F50 N10 G00 X0 G01 Z0 F30 G01 X16 G01 X20 Z-2 F20 G01 X20 Z-15 F25 G01 X26 G01 X30 Z-17 N20 G01 X30 Z-35
G00 X100 Z100 M05 M00 M03 S800 T0101 G00 X32 Z2 G70 P10 Q20 G00 X100 Z100 M05 M00 M03 S250 T0303(切断刀3㎜) G00 X35 Z-33 G01 X26 F15 G01 X30 G01 Z-31 G01 X26 Z-33 G01 X-0.5 F12 G00 X100 Z100 T0100 M30
(2)
N(NS)......
.............
.F
.S
.T 精加工形状的指令,
.
由顺序号NS到NF的程序来指令, (3)
精加工形状的每条移动指令必须带行号。
.
N(NF)......
指令的意义:(G71指令分为三个部分)
1. 给定粗车时的进刀量、退刀量的程序段。 2. 给定定义精车轨迹的程序段区间、精车余量的
相关定义
数控循环代码G71G72G73
数控循环代码G71/G72/G731.G71外圆粗车循环指令其编程格式:G71 U (d) R (e) G71 P (ns) Q (nf) U (u) W (w) F (f) S (s) T (t)式中:d——背吃刀量;e——退刀量;ns——精加工轮廓程序段中开始程序段号;nf——精加工轮廓程序段中开始程序段号;u——X轴向精加工余量;w——Z轴向精加工余量;f、s、t分别为进给量、主轴转速和刀具号。
G71外圆粗车循环指令适用于轴向尺寸较长的外圆柱面或内孔面,需多次走刀才能完成的粗加工,但该指令的应用有它的局限性,即零件轮廓必须符合X 轴、Z轴方向同时单调增大或单调减小。
如图2所示的结构就不适合用G71指令加工成形。
2.G72端面粗车循环指令其编程格式:G72 W (d) R (e) G72 P (ns) Q (nf) U (u) W (w) F (f) S (s) T (t)式中:d——背吃刀量;e——退刀量;其余各项含意与G71相同。
端面粗车循环指令G72也是一种复合循环指令,与G71所不同的是该指令适合于Z向余量小、X向余量大的回转体零件(如图4所示)粗加工,所加工的零件同样要符合X轴、Z轴方向同时单调增大或单调减小的特点。
3.G73封闭切削循环指令其编程格式:G73 U(i) W(k) R(d)G73 P(ns) Q(nf) U(△u) W(△w) F(f) S(s) T(t)式中:i——X轴向总退刀量;k——Z轴向总退刀量(半径值);d——重复加工次数;其余各项含意与G71相同。
复合固定循环指令G73是一种多次成形封闭切削循环指令,该指令适于对已基本成形的铸、锻毛坯切削,如图6所示,对零件轮廓的单调性则没有要求。
而仍使用G71、G72指令则会产生许多无效切削,且浪费时间。
4.G70精加工循环由G71、G72、G73完成粗加工后,可以用G70进行精加工。
精加工时,G71、G72、G73程序段中的F、S、T指令无效,只有在ns~nf程序段中的F、S、T才有效。
外圆粗精车复合循环 G71与G70[3页]
![外圆粗精车复合循环 G71与G70[3页]](https://img.taocdn.com/s3/m/934bc0d1951ea76e58fafab069dc5022aaea468a.png)
外圆粗车复合循环指令G71 / G701.G71 外圆粗车复合循环特点外圆粗车复合循环指令适合切除棒料毛坯的大部分加工余量, 主要用于径向尺寸要求比较高, 轴向尺寸大于径向尺寸的毛坯工件进行粗车循环。
如图 4—30a 所示为 G71 指令粗车外轮廓的走刀轨迹, 图中C 点为粗车循环起刀点, A点是毛坯外圆与端面轮廓的交点, Δw为轴向精加工余量, Δ是径向精加工余量, Δd是背吃刀量, e是径向退刀量。
该循环根据编程参数, 以阶梯轨迹法自动实现轮廓粗加工, 并在最后一刀沿轮廓表面留均匀余量加工零件。
2.G70 精车循环特点当用 G71 指令粗加工完工件后, 用 G70 来指定精车循环, 切除粗加工余量, 如图 4— 30b 所示为精加工轨迹图。
二、 G71 指令———外圆粗车复合循环1. 指令格式G71 U (Δd) R (e) ;G71 P (ns) Q (nf) U (Δu)W (Δw) F (f) ;说明:Δd: 背吃刀量 (半径量, 无符号)。
e: 退刀量。
ns: 指定精加工路线的第一个程序段号。
nf: 指定精加工路线的最后一个程序段号。
Δu: 为X方向上的精加工余量(直径量)和方向(外轮廓用“ + ”,内轮廓用“ - ” ) 。
Δw: 为 Z 方向上的精加工余量和方向。
f: 进给量。
在 ns ~ nf 程序段内的 F、 S、 T 功能无效。
在整个粗车循环中, 只执行循环开始前指令的 F、2.S、编T程功实能G70———精车循环指令格式: G70 P (ns) Q (nf)说明:ns: 指定精加工路线的第一个程序段号。
nf: 指定精加工路线的最后一个程序段号。
提示:(1) G71 循环前的定位点必须是毛坯以外并且靠近工件毛坯的点, 因为该点会被系统认为毛坯的大小, 即从该点起开始粗加工零件。
(2) 应用 G71 循环类型 I 粗加工时, 精加工轮廓程序起始段必须是 X 轴单方向运动, 不可以有 Z 轴动作, 否则报警, 程序不能执行; 轮廓形状在平面构成轴 (Z 轴、 X 轴) 方向上必须是单调增加或单调减小。
G71指令
多重复合循环指令G71新课讲授:FANUC系统提供了六个比较人性化多重符合循环,可以满足实际生产中一般零件的加工需求。
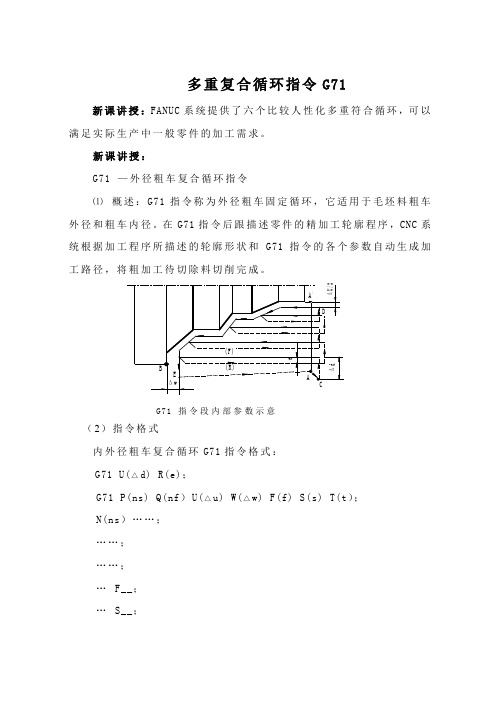
新课讲授:G71 —外径粗车复合循环指令⑴概述:G71指令称为外径粗车固定循环,它适用于毛坯料粗车外径和粗车内径。
在G71指令后跟描述零件的精加工轮廓程序,CNC系统根据加工程序所描述的轮廓形状和G71指令的各个参数自动生成加工路径,将粗加工待切除料切削完成。
G71指令段内部参数示意(2)指令格式内外径粗车复合循环G71指令格式:G71 U(△d) R(e);G71 P(ns) Q(nf)U(△u) W(△w) F(f) S(s) T(t);N(ns)……;……;……;…F__;…S__;…T__;N(nf)……;外径粗车复合循环指令参数是由两个G71程序段指令的,而精加工的零件形状是由N(ns)到N(nf)的程序段指令的,各参数的意义如图5-23。
△d —每次循环的切削深度(半径值指定),模态值,直到下个指定之前均有效。
也可以用参数指定。
根据程序指令,参数中的值也变化,单位为mm。
e —每次切削退刀量。
模态值,在下次指定之前均有效。
也可以用参数指定。
根据程序指令,参数中的值也变化。
ns —精加工路径第一程序段的顺序号(行号)。
nf —精加工路径最后程序段的顺序号(行号)。
△u —X方向精加工余量和方向。
△u为负值时,表示内径粗车循环。
△w —Z方向精加工余量和方向。
f , s , t :在G71程序段中指令,在顺序号为ns到顺序号为nf的程序段中粗车时使用的F、S、T功能。
⑶说明①在A→B之间的移动指令中指定的F、S、T功能,仅在G70中有效,粗车循环使用G71程序段或以前指令的F、S、T功能。
精加工形状的移动指令,直线和圆弧指令都可以指令。
②在A→A′之间的刀具轨迹,在顺序号为ns的程序段中指定,ns 的程序段必须为G00或G01指令,且只有X轴的移动(不能指定Z轴的运动)。
数控加工工艺及编程 外圆粗车循环指令G71

一、编程格式格式:G71 U(∆d)__R(e) __ ;G71 P(ns)__Q(nf)__U(∆u)__W(∆w)__F(f)__;式中:∆d—切削深度(半径值,不指定正负号);e —退刀量;ns—精加工形状程序段中的开始程序段号;nf—精加工形状程序段中的结束程序段号;∆u—X轴方向精加工余量(直径值) ;∆w—Z轴方向的精加工余量;f—进给速度。
二、说明1、该指令由刀具平行于Z轴方向(纵向)进行切削循环,又称纵向切削循环。
适合加工轴类零件;2、G71循环程序段的第一句只能写X值,不能写Z或X、Z同时写入。
3、该循环的起始点位于毛坯外径处。
4、该指令只能切削前小后大的工件,不能切削凹进形的轮廓。
5、用G98(即用mm/min)编程时,螺纹切削后用割断刀的进给速度F 一定要写,否则进给速度的单位将变成mm/r并用螺纹切削的进给速度,引起撞刀。
6、使用该指令头部倒角,由于实际加工是最后加工,描述路径时无需按照延长线描述。
7、由G71每一次循环都可以车削得到工件,避免了G73出现的走空刀的情况。
因此,当加工程序既可用G71编制,也可用G73编制时,尽量选取G71编程。
由于G71循环按照直线车削,加工速度高于G73,有利于提高工作效率。
三、编程实例下图零件材料为45#钢,毛坯的直径为φ35mm,长度自定。
参考程序:O4000N10 T0101;N20 S600 M03;N30 G00 X45 Z2;N40 G71 U1.5 R1;N50 G71 P60 Q120 U1 W0.2 F100;N60 G00 X10;N70 G01 Z0;N80 G02 X20 Z-5 R5;N90 G01 Z-50;N100 G03 X40 Z-40 R10;N110 Z-76;N120 G70 P60 Q120;N130 G00 X60 Z60;N140 M30;。
G71编程格式
2复合固定循环。
在数控车床上加工园棒料时,在加工余量比较大的情况下,加工时首先要进行粗车加工,然后进行精加工。
进行粗加工时,要多次重复的切削才能加工到规定的尺寸。
因此,编程序非常的复杂。
应用复合循环指令,只需指令精加工路线和精加工的切削深度,数控系统就会自动计算出粗加工的路线和加工次数,因此可大大简化编程。
1)外圆粗车固定循环指令G71
改指令适应于对毛坯料粗车外径和精车内径。
编程格式
G71 U(△d) R(e)
G71 P(ns) Q(nf) U(△u) W(△w) F S T
N(ns)————
N(nf)
其中:
△d为X的切削深度半径给定,没有正,负号。
e为每次切削循环的的退刀量,可以有参数指定。
ns为精加工轮廓程序中第一程序顺序号,nf为精加工最后一个顺序号。
△u为X轴方向的精车余量,
△w为Z轴方向的精车余量,
F S T为个代码,,仅在粗车循环程序中有效,在ns到nf程序中无效。
如下图
编程如下
N10 G50 X130 Z100
N20 MO3 S1000 T11
N30 G00 X120 Z12
N40 G71 U2 R0.5
N50 G71 P60 Q120 U2 W1 F150
N60 G00 X40
N70 G01 Z-30 F100
N80 X60 Z-60
N90 Z-80
N100 X100 Z-90
N110 Z-110
N120 X120 Z-130
N130 G70 P60 Q120 N140 G00 X130 Z100 N150M02
N160M30。
1.外圆.内孔粗车循环G71
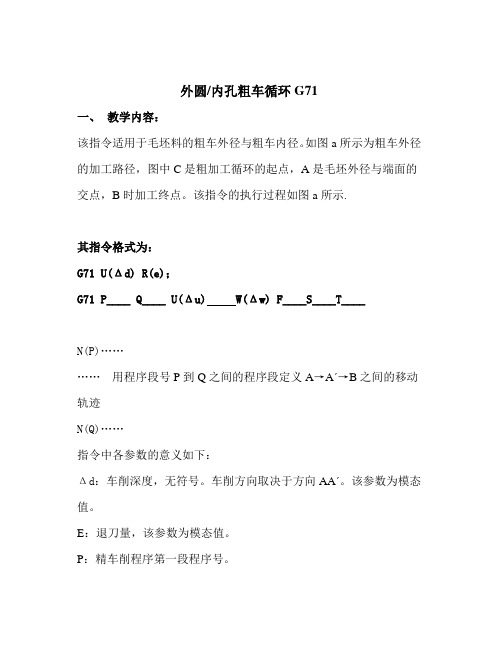
外圆/内孔粗车循环G71一、教学内容:该指令适用于毛坯料的粗车外径与粗车内径。
如图a所示为粗车外径的加工路径,图中C是粗加工循环的起点,A是毛坯外径与端面的交点,B时加工终点。
该指令的执行过程如图a所示.其指令格式为:G71 U(Δd) R(e);G71 P____ Q____ U(Δu) W(Δw) F____S____T____N(P)…………用程序段号P到Q之间的程序段定义A→A΄→B之间的移动轨迹N(Q)……指令中各参数的意义如下:Δd:车削深度,无符号。
车削方向取决于方向AA΄。
该参数为模态值。
E:退刀量,该参数为模态值。
P:精车削程序第一段程序号。
Q:精车削程序最后一段程序号。
Δu:X方向精车预留量的距离和方向。
Δw:Z方向精车预留量的距离和方向。
F、S、T:粗车过程中从程序段号P到Q之间包括的任何F、S、T 功能都被忽略,只有G 71指令中指定的F、S、T功能有效编程实例如图b所示为要进行外圆粗车的短轴,粗车深度定为lmm,退刀量为lmm,精车削预留量X方向为0.5mm,Z方向为0.25mm,粗车进给率为0.3mm/r,主轴转速为550r/min,数控程序编写如下:N6 G50 X200.0 Z220.0;定义程序原点N8 G0 X0 Z0;N10 T0100 M08;调01号粗车刀N12 G00 Xl60.0 Z 180.0;刀具快速走到粗车循环起始点N14 G71 U1.0 R1.0;定义G71粗车循环,切削深度lmm,退刀量lmm N16 G71 P18 Q30 U0.5 W0.25 F0.3 S550;粗车主轴转速550r/min,进给率0.3mm/rN18 G00 X40.0;程序段号N18到N30定义精车削刀具轨迹N20 G01 W-40.0 F0.15;N22 X60.0 W-30.0;N24 W-20.0;N26 X100.0 W-10.0;N28 W-20.0;N30 X140.0 W-20.0;N32 G30 U0 W0;N34 T0303;调03号精车刀N36G70P18Q30;粗车后精车削图a 图b二、小结:熟悉运用G71指令编制程序。
数控车G71 的使用
数控车床复合命令(G71、G72、G73、G74、G75、G76)经常用到,适合加工余量较大及锻件、铸件的加工编程。
复合命令不需要编写精加工的程序段落,不仅程序段落少,而且有效地缩短了编程的辅助时间。
复合命令都是粗加工的循环,需要用G70命令进行精加工。
下面就对常用的复合命令G71、G72、G73的使用方法及加工路线进行分析(以下都是以F A N U C系统为例)。
1.G71—内、外圆的粗精加工循环G71粗车循环命令主要用于径向尺寸要求比较高、轴向尺寸大于径向尺寸的毛坯工件进行粗车循环。
(1)格式G7l U(△d)R(e);G71P(n s)Q(n?)u(△u)W(△ω)F(?)S(s)T(t);G70P(n s)Q(n?);格式中,△d为切削深度(半径值指定,不带正负符号,且为模态指令);e为退刀量(模态指令);n s为精车程序段的开始段落号;n?为精车程序段的结束段落号;△u为x轴方向的精车余量(有正负符号,直径指令);△ω为z轴方向的精车余量(有正负符号);?、s、t为粗加工循环中的进给速度、主轴转速及刀具功能;G70为精车循环,该命令不能单独使用,需跟在粗车复合循环指令之后。
(2)图示说明循环轨迹如图1所示,A B为工件轮廓线,刀具从C点开始快速移动到D点,移动的距离为精车留量,然后根据给定的切削深度x轴进刀,进行轴向车削,退刀时按退刀量e进行45。
退刀后快速移动到循环起点,完成一个粗车循环,依次根据切削深度进行多次循环,粗车的最后一个循环是根据精车留量完成的一次成形车削循环。
需要注意以下两点:①G71循环命令只在轮廓外形是递增时使用,不可以用在有递减时,否则会出现递减部分进行一次分层车削,车削深度过大。
②程序段的移动命令只能是x轴移动,不可以出现Z轴移动,否则出现报警。
(2)图示说明循环轨迹如图3所示,A B为工件轮廓,刀具从C开始点快速移动到,),移动量为精车留量,按A d值z轴方向进刀,进行径向车削,按e值进行45。
数控车床G71复合循环指令

复合形状固定循环G71一.应用场合用于切削非一次加工即能达到加工规定尺寸的场合,利用复合形状固定循环功能,只要编写出最终加工路线,给出每次的背吃刀量等加工参数,车床即能自动地对工件重复切削,直到加工完成。
圆柱毛坯料粗车和圆筒毛坯料粗镗加工。
外轮廓加工只能加工从小到大递增的工件。
内孔加工只能加工从大到小递减的工件。
1.粗车格式:G71U 1—R —;G71P —Q —U 2—W —F —;X ,Z :循环的起点坐标。
X :加工前工件尺寸大1—2mm Z :距离工件右端面2-3mm 处U 1:背吃刀量R :径向退刀量P :循环开始的程序段号Q :循环结束的程序段号U 2:X 轴方向的精加工余量W :Z 轴方向的精加工余量F :进给速度半径值,单位:mm直径值,单位:mm G00X —Z —;二.粗车:思考:定位点能否定得很远?有什么样的现象?a. X 向进刀b. Z 向切削c. 45度角退刀d. Z 向快速返回循环起点循环起点abcd45度2.走刀轨迹分析:RU循环起点4.使用G71时的注意事项:1.程序中的程序段号必须与G71的循环开始段号和循环结束段号对应。
(错例)2.循环开始的第一程序段必须为单轴移动,必须先移动X轴. (错例)3.G71中的两个程序段不能合并也不缺少.(错例)4.在单步状态下执行G71程序时,需要按三下循环启动才开始加工.例题:按照图纸进行编程O0001;N1(外轮廓粗加工)G99G97M03S500T0101F0.2;G00X67Z5;G71U2R1;G71P10Q20U0.5W0.5;N10G00X0;G01Z0;G03X30Z-15R15;X40Z-17;Z-45;N20G01Z-65;G00X100Z100; M30;工艺分析:形状指令相关点坐标X60圆弧G03 (30,-15)………………毛坯尺寸:ф65X100G01X36;三.1.精车格式:G00X—Z—;G70P—Q—F—;P:循环开始的程序段号Q:循环结束的程序段号F:进给速度2.精车的作用:去除粗车留下的余量,提高表面加工质量.注意:G70中的循环开始和结束的程序段号G71的循环开始和结结束的程序段号要相同循环起点O0001;N1(外轮廓粗加工)G99G97M03S500T0101F0.2;G00X67Z5;G71U1.0R0.5;G71P10Q20U0.5F0.2;N10G00X0;G01Z0;G03X30Z-15R15;G01X36;Z-45;N20G01Z-70;G00X100Z100; M05;M00;N2(外轮廓精加工)G99G97M03S800T0101F0.1; G00X67Z5;G70P10Q20F0.1;G00X100Z100;M30;X60M30;分析:形状指令相关点坐标圆弧G03 (30,-15)………………X40Z-17小结:一.粗车格式:G00X—Z—;G71U—R—;G71P—Q—U—W—F—;二.精车格式:G00X—Z—;G70P—Q—F—;三.定位点的确定:X:加工前工件的最大尺寸大1-2mmZ:工件的右端面2-5mm处四.使用G71时的注意事项:1.程序中的程序段号必须与G71的循环开始段号和循环结束段号对应。
内(外)径粗车循环指令(G71)
2.指令运动轨迹
注意: 执行G71循环指令前,需定位程序循环的起点,也是程序循环的终 点。对于该点,考虑到快速进刀的安全性,Z向应离开加工部位1~ 2mm。在加工外圆表面时,X向等于或略大于毛坯外圆直径;加工内孔 时,X向等于或略小于底孔直径。
3.实例讲解
如图所示,用G71指令对零件进行粗加工。
内(外)径粗车循环指令 (G71)
目录 1 G71指令格式及参数含义
2 指令运动轨迹 3 实例讲解
1.G71指令格式及参数含义
G71U(Δd)R(r)P(ns)Q(nf)X(Δx)Z(Δz)F S T ; N(ns) G00/G01 X(U) ; ...; ...; ...; N(nf)...;
1.G71指令格式及参数含义
Δd——粗车时X轴每次进刀量(半径值)。 r——粗车时X轴的退刀量,退刀方向与进刀方向相反。 ns——精车轨迹的第一个程序段的程序段号。 nf——精车轨迹的最后一个程序段的程序段号。 Δx——X轴的精加工余量,粗车轮廓相对于精车轨迹的X轴坐标偏移。 Δz——Z轴的精加工余量,粗车轮廓相对于精车轨迹的Z轴坐标偏移。 F——切削进给速度。 S--主轴转速。 T--刀具号,刀具偏置号。
参考程序
O....; G00 X80 Z80 ; M03 S800 T0100; G00 X50 Z2 ; G71 U1.5 R0.5G71 P1 Q2 X0.3 Z0.1 F80; N1 G00 X18 ; G01 Z-15 F60; X31 W-12; Z-40; G02 X45 W-7 R7; N2 G01 Z-55; G00 X80 Z80; M05 ; M30;
注释 程序名 快速定位至安全换刀点(刀具起点) 使用1号基准刀,主轴正转,转速800r/min 快速定位到A点 X向每次进刀3mm(直径),退刀量0.5mm X向留0.3mm的余量;Z向留0.1mm的余量
海德汉g71指令
海德汉g71指令
海德汉G71指令是用于圆柱棒料外圆表面粗车、加工余量大、需要多次粗加工的情形。
其具体格式如下:
G71 U(Δd)R(e);
G71 P(ns)Q(nf)U(Δu)W(Δw)F S T ;
其中:
Δd—每次切削深度,半径值给定,不带符号,切削方向决定于AA方向,该值是模态值;
e—退刀量,半径值给定,不带符号,该值为模态值;
ns—指定精加工路线的第一个程序段段号;
nf—指定精加工路线的最后一个程序段段号;
Δu—X方向上的精加工余量,直径值指定;
Δw—Z方向上的精加工余量;
F、S、T—粗加工过程中的切削用量及使用刀具。
此外,当工件的形状复杂(如有台阶、锥度、圆弧等)时,如果使用基本插补指令或者固定循环指令,在计算粗车的坐标时,会非常复杂,而如果使用G71指令则变的简单多了,也更不容易出错。
以上内容仅供参考,如需了解更多信息,建议咨询专业技术人员或查阅海德汉公司的技术文档。
数控编程内外径粗车循环G71.

Δ u: 为X方向上的精加工余量 (直径值);
Δ w: 为Z方向上的精加工余量; Δ d: 为背吃刀量(无正负号); e: 为退刀量;
进行平行于z轴的多次切削
说明
工件如上图所示形状。C是粗车循环的起点,
A是毛坯外径与轮廓端面的交点,假定某段程序中指
定了由A→A’→B的精加工路线,只要用 G71 指令, 就可实现背吃刀量为 Δ d ,精加工余量为 Δ u / 2 和 Δ w的粗加工循环。
内外径粗车循环g71内外径粗车循环g71应用多重复合循环只须指定精加工路线和粗加工的背吃刀量系统就会自动计算出粗加工路线和加工次数完成从粗加工到精加工的全部过程因此可大大简化编程
数控编程: 内、外径粗车循环G71
李 峰
内、外径粗车循环G71
应用多重复合循环,只须指定精加 工路线和粗加工的背吃刀量,系统就 会自动计算出粗加工路线和加工次数, 完成从粗加工到精加工的全部过程, 因此可大大简化编程。 它应用于切除一次性加工即能加工 到规定尺寸的场合。
外圆粗加工循环(G71)
G71指令用于粗车园柱棒料毛坯的大部分加工余量。格式为:
G71 U Δ d
Re
G71 P ns Q nf U Δ u W Δ w Ff
或 G71 P ns Q nf U Δ u W Δ wD Δ d Ff Ss
Ns: 指定精加工路线的第一个程序段的顺序号; Nf: 指定精加工路线的最后一个程序段的顺序号;
刀具的切削方向取决于AA’方向;e为退刀量,
可由参数设定。
例如:在下图中,按图示尺寸编写粗车循环加工程序。
O0001;
T0101; S800 M03; G00 X140 Z2 M08; G71 U2 R1; G71 P10 Q20 U0.4 W0.02 F100; N10 G00 X40 S800 ; G01 Z0 F60; X60 Z-60; Z-80; X100 Z-90; Z-110; N20 X140.0 Z-130; G70 P10 Q20; G00 X100 Z100; M05; M30;
G71粗加工循环

内外圆粗车循环 G71
O0001; N0010 M03 S500 T0101;
O0001;
N0020 G00 X100 Z100;
N0010 M03 S800 T0101;
N0030 X42 Z2;
N0020 G00 X100 Z100;
N0031 G71 U2 R0.5;
N0030 X42 Z2;
N0140 G00 X42 Z2; N0150 G70 P40 Q130 M03 S800 T0101 F40; N0160 G00 X100 Z100; N0170 M30;
G71 内外圆粗车循环
• G71使用注意事项: 1.精加工第一段程序和最后一段程序只能出现X坐标,不能出现Z坐标。 N0031 G71 U2 R0.5; N0032 G71 P40 Q130 U0.5 W0 F80; N0040 G00 X0; …… N0130 X42;
• 指令解读: ns:精加工程序第一个程序段段号; nf:精加工程序最后一个程序段段号。
G71、G70粗加工、精加工循环
O0001; N0010 M03 S500 T0101; N0020 G00 X100 Z100; N0030 X42 Z2; N0031 G71 U2 R0.5; N0032 G71 P40 Q130 U0.5 W0 F80; N0040 G00 X0; N0050 G01 Z0; N0060 G03 X20 Z-10 R10; N0070 G01 X24; N0080 X30 Z-30; N0090 Z-38; N0100 G02 X34 Z-40 R2; N0110 G03 X38 Z-42 R2; N0120 G01 Z-53; N0130 X42;
精车:背吃刀量:0.1-0.5mm 进给速度:F40 切削速度:S800 ≠ 切削速度
复合固定循环指令G71(G70)

三、G71/G70指令编程示例
程序头
循环起点
O0001 G98 M03 S600 F100 ; T0101 ;
G00 X90. Z2. ;
粗车循环
首段段号 精 加 工 路 线
末段段号
G71U2. R0.5 ;
G71P10 Q20 U0.5 W0.1 ;
N10 G00 X20. ; (A′) 由
G01 Z-10.F80 ; (C)
运行特点:
刀具按ns~nf程序段指定的 精车路线进行一次连续切削! 运行结束刀具返回循环起点。
数控车编程与实训
数控车编程与实训
1.循环起点的坐标根据什么来确定?X取毛坯直径 ,Z一般 为 2.0 。 2.G71的格式中各参数的含义及取值。 △d:为每刀的 吃刀量 ,半径值。一般45钢件取1~2mm, 件取1.5~3mm,我们取1.0mm 3.为退刀量,半径值。一般取0.5mm ,外圆正,内孔负
O0003 N10 M03 S600 F100; N20 T0101; N30 G00 X45 Z2; N40 G71 U2 R0.5; N50 G71 P60 Q150 U0.5 W0.1 ; N60 G00 X18; N70 G01 Z0 F80 ; N80 X22. Z -2 ;
N90 Z-7 ; N100 X30 Z-17 ; N110 Z-29.; N120 X42. Z-44.; N130 Z -49 ; N140 X45. ; N150 G01 X46.; N160 G70 P60 Q150 S800 ; N170 G00X100.Z100.; N180 M30;
N110 Z-29.;
N120 X42. Z-44.;
N130 Z -49. ;
G71 G70指令的用法

G71、G70循环指令得使用FANUC (广州数控GSK98TD)1、内/外径粗车复合固定循环(G71):如图(1)所示为粗车外径得刀具路径。
C 点就是粗加工循环起点,A 点就是毛坯外径与端面轮廓得交点。
编程格式:G71U(Δd )R(e );G71P(n s )Q(n f )U(Δu )W(Δw )F(f )S(s )T(t );N(n s )…;…N(n f )…;其中:Δd ——切削深度(背吃刀量),模态值,半径值表示,无正负e ——退刀量(可由系统参数设定),模态值,半径值表示,无正负 Ns ——精加工轮廓程序段中开始程序段得段号;n f ——精加工轮廓程序段中结束程序段得段号;Δu ——X 向精加工余量(直径值,外圆加工为+,内径加工为-) Δw ——Z 向精加工余量f 、s 、t ——F 、S 、T 代码图(1) 内/外径粗车固定复合循环G712、精车固定循环(G70):由G71完成粗车加工后,可以用G70进行精加工,切除粗加工中留下得余量。
精加工时,使用N(ns )~N(n f )程序段中得F、S、T功能。
当N(ns)~N(n f)程序中不指定F、S、T时,原粗车循环中指定得F、S、T仍有效。
G70指令后面得ns与n f就是循环得起始段号与结束段号,不需重写,与G71指令后得ns与n f段号相同。
G70编程格式:G70 P(ns)Q(n f )G70指令后面得ns与n f就是循环得起始段号与结束段号,不需重写,与G71指令后得ns与n f段号相同。
注意:2、1、G71指令后得ns→nf程序段中得F、S、T功能,即使被指定也对粗车循环无效。
2、2、零件轮廓必须符合X轴、Z轴方向同时单调增大或单调减少。
2、3、循环指令结束程序段不就是倒角或者就是车圆弧。
3、实操练习题:车半圆球面如图程序T0101S600M03G00X52、Z0G01X10、F120X0F40G00X52、W2、G71U2、R1、G71P10Q20U0、5W0.1F120N10G00X0//nsG01Z0F100S800G03X24、Z-12、R12、F80G01X32、W-10、F100W-21、X44、F140X46、W-1、F100Z-54、N20X52、//nfG00X55、Z2、G70P10Q20 //ns //nfG01X52、F100G00X100、Z120、M05M303、1、对刀步骤:(简要说明)1)机床旋转2)转动刀架到应对刀号,手动移动拖板试车工件得端面,选择相应得刀补号,把这点设为Z轴得零点。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
(一)外圆粗车循环指令(G71)
1、外圆粗车循环指令的功能
该指令只需指定粗加工背吃刀量、精加工余量和精加工路线,系统便可自动给出粗加工路线和加工次数,完成各外圆表面的粗加工。
如下图所示,该功能指定最终切削路径从始点经A 到B。
该命令以余量△d 为切削深度,以e为退刀量车掉指定的区域,留精加工预留量△u/2及△w ,最后在完成该切削进程后刀具返回到循环起点。
2、编程格式
G71 U(△d) R(e)
G71 P(ns) Q(nf) U(△u) W(△w) F_ S_ T_ ;
3、使用说明
(1)△d—背吃刀量;
(2)e—退刀量;
ﴈ3)ns—精加工轮廓程序段中开始程序段的段号;
(4)nf—精加工轮廓程序段中结束程序段璄段号;
(5)△u—X轴方向精加工余量,直径值,一般取0.5㎜。
加工内轮廓时,为负值;
(6)△w—Z轴方向精加工余量,一般取0.05~0.1㎜;
(二)G71应用实例
例:按下图所示尺寸编写外圆粗切循环加工程序。
1、选择刀具:
90º硬质合金车刀,刀尖半径0.4mm,置于1号刀位。
2、确定切削用量:
1)背吃刀量:粗车时为2mm,精车时为0.25mm。
2)进给量:粗车时为0.2mm/r,精车时为0.15mm /r。
3)主轴转速:粗车时为300 r /min,精车时为500 r /min 。
(三)、编程
O0006
N10 T0101;
N20 G00 G40 X120.0 Z10.0 M08 ;
N30 M03 S300;
N40 G71 U2.0 R0.5;
N50 G71 P60 Q120 U0.5 W0.25 F0.25;
N60 G00 G42 X40.0 ;//ns
N70 G01 Z-30.0 F0.15;
N80 X60.0 Z-60.0;
N90 Z-80.0;
N100 X100.0 Z-90.0;
N110 Z-110.0;
N120 G40 X120.0 Z-130.0;//nf
N130 G00 X125.0 ;
N140 X200.0 Z140.0;
N150 M30;。