轧钢乳化液
冷轧钢板中轧制乳化油的选用

冷轧钢板中轧制乳化油的选用1.乳化液的分类通常,乳化液可根据乳化后的稳定性分为稳态乳化液、半稳态乳化液和非稳态乳化液三类。
乳化 液的稳定性是一个极其重要的指标,其测定方法是将油品配制成一定浓度的乳化液,在一个分料漏斗 中静置8分钟,然后将最底下和最上面的四分之一溶液分离出来。
用离心分离法测定两部分的浓度, 然后以最底下部分的油含量对最上面部分的油含量比例构成乳化液的稳定指数,用ESI表示。
1.1 稳态乳化液稳态乳化液,以精炼轻、中质矿物油和合成酯为主要成分,再加入多种添加剂,如脂肪酸、脂肪 油、阴离子和非离子型等表面活性剂,极压添加剂,防锈剂,抗氧剂,抗泡剂等。
此类乳化液可在室 温下将浓缩油直接加入水中形成稳定的乳化液,稳定指数ESI在0.6以上,皂化值小于50,使 用浓度为5%至10%。
配制后的乳化液颗粒大小在1至1.5微米之间,少数可达5微米。
稳态乳 化液具有良好的退火清洁性,可以不经清洗而直接退火。
1.2 半稳态乳化液半稳态乳化液,以精炼脂肪油、合成酯和矿物油的混合油为基油,另加入分散剂,极压添加剂, 防锈剂,抗氧剂等添加剂组成。
此类乳化液需在50至60℃温度下,将油在水中调配成乳化液。
配 制好的乳化液颗粒大部分为1至10微米,比稳态乳化液,因此半稳态乳化液在使用过程中需不断搅 拌并保持一定的温度,防止部分基油从乳化液中析出。
半稳步态乳化液的使用浓度为2%至7%,皂 化值在50至130之间。
半稳态乳化液的润滑性能较稳态乳化液好,但其清洁性较差,故退火前需 经脱脂清洗。
1.3 非稳态乳化液非稳态乳化液的主要成分是动、植物油如牛油、菜仔油等,加入极压添加剂,抗氧剂,防锈剂, 乳化剂等。
这类乳化液对钢板和轧辊的附着性好,可大幅降低摩擦系数,润滑性能特别好。
但残炭多, 退火前必须经过电解脱脂。
非稳态乳化液的皂化值在150至230之间,使用浓度5%至10%。
以上三类乳化液的皂化值,润滑性,冷却性及清净性之间的关系如图1所示。
冷轧废乳化液破乳技术研究进展
冷轧 废乳化 液破 乳技术研 究进展
杜 艳 华
( 昌黎县环境保护局 ,河北 秦皇岛 0 6 6 6 0 0 )
摘
要 :冷 轧废 乳化 液是 轧 钢 过程 中排 放 的 高浓度 难 降 解废 水 ,治理 的 关键 是破 乳技 术 。 主
要介 绍 了混凝 工 艺 、膜分 离工 艺 、电凝 聚 气浮 工 艺 、F e n t o n氧化 工 艺 、微 电解 工 艺、微 波破 乳 工 艺原 理及研 究现状 ,并对每种 工 艺在 乳化液废 水破 乳 中的优 缺 点进 行 了阐述 。其 中混凝破 乳和 膜分 离破 乳是 目前应 用最广泛 的技 术 ,其他技 术 由于运行 管理 以及成 本的原 因应 用相 对较
ma n a g e me n t a n d a p p l i c a t i o n o f c o s t i s r e l a t i v e l y r a r e l y u s e d ,t h e d e v e l o p me n t o f f u t u r e
pr o c e s s o f t he r e f r a c t o r y wa s t e wa t e r .The br e a ki n g p r o c e s s i s t he ke y o f t r e a t me n t .Th i s pa pe r ma i n l y i nt r o d u c e d t h e c o a g u l a t i o n p r o c e s s ,me mb r a n e s e pa r a t i o n t e c h n o l o g y ,e l e c t r o c o a g u l a t i o n lo f t a t i o n pr o c e s s ,Fe n t o n p r o c e s s ,mi c r o s t a t us o f mi c r o wa v e e l e c t r o l ys i s d e mu l s i ic f a t i o n p r o c e s s pr i n c i p l e a nd r e s e a r c h p r o c e s s ,a n d t h e a dv a n t a g e s a n d d i s a d v a n t a g e s o f e a c h p r o c e s s i n t h e
轧制油乳化液的化学组成
轧制油乳化液的化学组成随着轧制工艺的连续化、自动化、大型化,与之伴生的润滑也经历了无润滑、使用水、使用矿物油脂及使用合成轧制油乳化液的巨大变化。
轧制油乳化液由水和油两部分组成油由基础油和表面活性剂、防锈剂、油性剂、抗氧抗腐蚀剂、粘度滴节剂、极压剂等组成。
普通轧制油乳化液的化学组成:(1)水水在轧制油乳化液中的含量通常在95%以上。
配制轧制油乳化液的水质对乳化液的性能影响很大:首先,水中的硬度即钙、镁离子往往与乳化液中的阴离予乳化刺起作用而使其钠、钾盐或皂被分解成相应的钙皂、镁皂,使阴离子乳化剂浓度降低或丧失乳化能力,其次,水中的朋离子如氯离子和硫酸根离子有促进金属腐蚀的作用,特别是氯化镁,它可以使钢铁腐蚀井产生恶性循环,氯离子及硫酸根离子含量过高时会使水的硬度升高,酸性提高。
氯化物含量过高时会 l起盐析作用,造成乳化液浓度降低。
另外,水的pH值大于或小于7时都会引起钢板的严重腐蚀。
由此可见,配制乳化液的水应使用经过处理的中性去离子水。
(2)基础油基础油馏程的终馏点愈高,基础油的粘度愈大.皂化值也愈太,愈有利于减小摩擦系数,增大压下率,降低能耗。
但粘度愈大愈不利于轧后油品从板面清除,对于热轧或轧后需经退火工序的轧件来说,表面光洁度降低,退火清净陛变差,影响产品外观。
基础油粘度可通过加入粘度指数改进剂来调节,镏程的韧镏点受着火点的危险所限,基础油应选用窄镏分。
在使用过程中,窄镏分挥发损失小,粘度稳定,但馏程愈窄生产成本愈高,对添加剂的溶解能力变差。
另外,基础油一般要求具有较高的闪点、较小的挥发毒性和容易回收等。
基础油可选用矿物油、植物油、合成酯或它们的混合物等。
合成酯综合了矿物油和植物油的优点,越来越多的轧钢厂选择台成酯作基础油。
出于环保的需要,世界各国越来越重视发展对环境无害的润滑剂基础油。
合成酯添加量过少润滑性和退火清洁性不好,添加量过多轧棔会打滑。
添加量范围:10-60%,常见添加量:15%。
钢铁冷轧浓缩废乳化液处置

钢铁冷轧浓缩废乳化液处置薛垂义;王雪晗;邵传收;薛宪雷;董凯;郭弘【摘要】针对钢铁冷轧生产过程中产生的浓缩废乳化液的无害化经济处置问题展开研究.在对照分析凝聚法配合离心分离、白土吸附回收工艺、高压静电破乳和化学精制组合工艺特点的基础上,结合企业生产实际,提出了“混料烧结无害化处置”工艺,该工艺不但对冷轧工序产生的浓缩废乳化液进行了有效彻底地处理,同时还具有较大的经济效益和社会效益,具有一定的推广价值.%The harmless and economical disposal of the concentrated waste emulsion from cold rolling of iron and steel production was studied. Based on the comparative analysis of coacervation method cooperated with centrifugal separation and white clay adsorption recycling process, high voltage electrostatic demulsification and chemical refining combined process, the mixture sintering process for harmless disposal of the wastewater was proposed according to the producing practice. The said process can treat the concentrated waste emulsion that from the cold rolling effectively and thoroughly, and has good economical and social benefits, which is worth to be papularized.【期刊名称】《工业用水与废水》【年(卷),期】2011(042)005【总页数】5页(P50-54)【关键词】浓缩废乳化液;混料烧结法;钢铁冷轧【作者】薛垂义;王雪晗;邵传收;薛宪雷;董凯;郭弘【作者单位】济南钢铁集团有限公司,济南250101;济南钢铁集团有限公司,济南250101;济南钢铁集团有限公司,济南250101;霍尼韦尔(天津)有限公司,天津300042;济南钢铁集团有限公司,济南250101;济南钢铁集团有限公司,济南250101【正文语种】中文【中图分类】X757.031在冷轧板材的生产过程中,为了减少板带与轧辊间的摩擦,降低轧制力,冷却轧辊和控制板型,通常向辊缝处的板带喷洒乳化液。
轧钢乳化液
轧钢乳化液
轧钢乳化液,新型乳化液配方,含有目前最新型的超级乳化剂,与水混合,有效的生物杀菌剂,阻止冷却系统的细菌性降解,大大延长乳化液寿命,避免了乳化液夏天发臭腐败使用寿命短的问题。
防锈、润滑、冷却性能好,适用于需要高质量冷却剂的大多数金属切削操作和不同材料以及有色和黑色金属的加工。
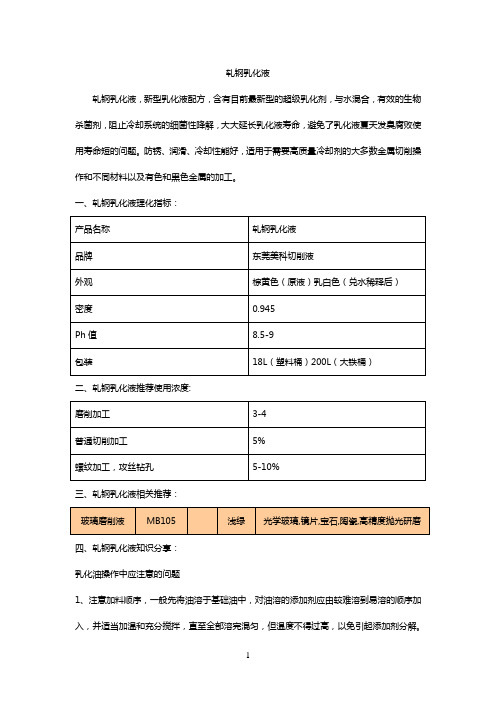
一、轧钢乳化液理化指标:
产品名称轧钢乳化液
品牌东莞美科切削液
外观棕黄色(原液)乳白色(兑水稀释后)
密度0.945
Ph值8.5-9
包装18L(塑料桶)200L(大铁桶)
二、轧钢乳化液推荐使用浓度:
磨削加工3-4
普通切削加工5%
螺纹加工,攻丝钻孔5-10%
三、轧钢乳化液相关推荐:
玻璃磨削液MB105 浅绿光学玻璃,镜片,宝石,陶瓷,高精度抛光研磨四、轧钢乳化液知识分享:
乳化油操作中应注意的问题
1、注意加料顺序,一般先将油溶于基础油中,对油溶的添加剂应由较难溶到易溶的顺序加入,并适当加温和充分搅拌,直至全部溶完混匀,但温度不得过高,以免引起添加剂分解。
2、在选择皂类作乳化剂时,应注意皂化条件(温度、反应时间与搅拌速度等)。
其次,由于乳化油的水分对油基稳定性有较大影响,所以乳油中的水分也应严格控制。
3、在乳化油按照使用要求的浓度稀释成乳化液时,同样存在一个乳化技术问题,就是如何将油相均匀地分散于水相中。
乳化过程是油水界面增加的过程,也是表面能增加的过程,为此通常对其做一定的功。
这时搅拌和温度都很重要。
乳化液系统说明

床有2台泵。与系统主泵而是 根据液位不同起泵的数量不同 操作工可以在画面上设置每次走纸的时间和 两次走纸之间的时间间隔。
乳化液系统的运行
乳化液系统在轧钢之前要提前运行,通过旁通回路 平稳运行。保证乳化液总量的充足和各个乳化液箱 液位的平衡。
2.S3_STRIP_SPEED与PASS_SPEED的 比值乘以二级下发的WR_EXIT_CENTER 乳化喷射量值。
PDA
开关量信号包括每一机架的供乳阀开信号, 流量OK信号,LCO给EMU的信号,EMU给 LCO的信号。
模拟量的信号有每架乳化液的流量,压力, 温度信号。系统的压力设定值,压力实际值, 加脱盐水的流量,加基油的流量。
乳化液站的工作模式
根据轧制要求,乳化液有两种工作模式。 模式 1:1#~5#机架都用A 乳化液系统。
模式 2:1#~4#机架用 A乳化液系统, 5#机架用 L 乳化液系统,适用于5#机架对 板形要求较高的情况。 根据需要,两种乳化液的浓度有所不同。
乳化液系统构成
收集槽 供乳系统 喷射梁 平床过滤系统 提升泵站 加脱盐水加基油系统 直喷系统 污泥箱
加基油系统有两台泵,用来给A系统,L系统和直喷 系统加基油。
当乳化液浓度低时,加油的位置在收集槽和系统主 泵之间的主管路上。
污泥箱
共有2个收集槽 1#,2#收集槽共用1个污泥箱, 3#,4#收集槽共用1个污泥箱。 每个污泥箱有一个排污泵,一个排放阀,一
个循环阀。
平床过滤系统
功能:平床用于乳化液的过滤 平床系统共有3个平床,1#和2#平床为A系
当轧机需要供乳时,通过控制旁通回路的调 节阀改变旁通的流量来调节系统的压力。
乳化液检化验规程
冷轧乳化液检化验操作规程NBDG—7.5—30 1.目的:为加强乳化液的管理,提高产品质量,应对乳化液实施正确的使用和检化验,以达到有效的控制生产。
2.职责:化验员应根据要求每日将生产使用的乳化液进行化验,并将化验结果送至操作人员手中,并提出改进的措施。
各生产工段长应按化验结果进行调整乳化液,以达到控制生产和提高产品质量的目的。
对每批新进的乳化液(轧制油)均应做取样化验,看是否达到指标要求,如果与指标不同,应立即通知采购人员进行退货处理。
3.乳化液取样过程3.1取样点:取样的目的是获得加入轧机喷雾器的乳化液中具有代表性的样品。
理想的取样点是在轧机喷雾器进料线处或喷出的取样点进行取样。
乳化液的喷射时间要在30分钟以上,否则乳化液的取样是不具有代表性的。
3.2取样量:将两次取样样品约750ml放在一个1L的塑料容器中。
在盛放样品前将塑料容器彻底冲洗干净以避免造成污染。
3.3样品处理:3.3.1向一份样品中加入5~10滴915添加剂,用力振荡。
从而使乳化液均匀分布,并清洁粘附在容器壁上的油类物质。
振荡后的样品即可用于含油量和含铁量的测试。
3.3.2将第二份样品振荡,取约200ml倒入分液漏斗,静置,直至分散油体分离、浮于上层。
分层后的下层液可用于PH值、电导率以及氯化物测试。
3.3.3可将剩余样品倒入烧杯,加入盐以分离油液,然后进行Sap(皂化值)的测试。
4.乳化液检验方法4.1总油含量测试步骤:4.1.1遵照取样3中的指定方法抽取轧制中的乳化液样品;4.1.2向乳化液样品中加入2~5滴Rollshield 915添加剂,加盖后用力振荡以去除粘附在取样容器壁上的油滴。
这样可以稳定的形成乳剂/分散层,以确保所取样品均质且代表性并获得准确的测量结果;4.1.3用量筒和漏斗量取50ml稳定的乳化液样品移入Cassia 量瓶;4.1.4用量筒和漏量取15±2ml浓盐酸,加入盛有乳化液样品的Cassia 量瓶。
乳化液简述1
乳化剂结构及乳化液形成过程示意图
Hale Waihona Puke 亲油基端亲油 基端
亲水基端
油
乳化剂
油 搅拌 油
水 水 水
根据乳化液中分散相所带电荷性质,乳化液可分为: (1) 阴离子型乳化剂。阴离子型乳化剂具有乳化效率高、 润滑性能好、清洗性和防锈性强以及破乳容易等特点, 同时也是目前使用较为广泛的轧制润滑乳化液。但是, 其对水质要求较高,易腐败变质,使用寿命短。 (2) 阳离子型乳化剂。阳离子乳化剂形成的乳化液对水 质不敏感,由于其本身就具有杀菌作用,故乳化液不 易腐败变质。然后,阳离子成本较高,使用受到限制。 (3) 非离子型乳化剂。非离子型乳化剂的亲油基和亲水 基链长可以人为设计。另外,由于乳化剂是非离子, 故乳化液不怕硬水。但是若配方不当则容易产生泡沫, 而且成本也较高。
1.3、添加剂 、 添加剂就是能够改善油品某种性能的有极性的化 合物或聚合物,它是提高矿物油润滑性能的最经济、 最有效的途径之一。为了保证轧制润滑剂的各种功能, 添加剂也是不可少的。 乳化液中的添加剂主要是乳化稳定剂、抗氧剂、 油性剂、极压剂、防锈剂、清静剂、防腐剂等。其中 油性剂和极压剂主要用于提高乳化液的润滑性能,尤 其是极压剂。由于乳化液中80%~90%是水,油相只 占10%~20%,故基础油中必须加入极压剂。
3、乳化液的热分离性 、 当乳化液喷射到轧辊或变形金属表面上时,由于 受热,乳化液的稳定状态被坏,分离出来的油吸附金 属表面上,形成润滑油膜,起防黏减摩作用。而水则 起冷却轧辊的作用。乳化液正是通过这种热分离性来 达到润滑冷却的目的。即冷轧乳化液的两大主要功能 为润滑和冷却。 乳化液的热分离性除了乳化液本身性质外,基础 油的黏度、添加剂、乳化液中油滴尺寸及分布,乳化 液的使用温度和时间都会影响乳化液的热分离性,进 而影响乳化液的使用效果。
关于冷轧中乳化液的技术指标
关于冷轧中乳化液的技术指标关于冷轧中乳化液的技术指标2011年01月03日星期一20:181.油浓度它是指分散在乳化液中的油含量。
它对轧制油的性能有很大的影响,浓度越高,轧制润滑性越好,反之亦然。
2.PH值它是指乳化液中的H+浓度。
PH值小于7呈酸性,PH值大于7呈碱性,PH值等于7呈中性。
一般地乳化液的PH值呈酸性。
3.皂化值皂化值的数字是指轧制油中油脂、酯的份量。
由乳化液的皂化值的变化可推算出乳化液中杂油的含量,一般地乳化液中杂油的含量应≤20%。
接近原油皂化值润滑效果最好。
4.铁皂在轧制中生成的RCOOFe称为铁皂(脂肪酸铁)。
(油包含铁的含量)铁皂值达到一定程度后会出现以下问题:1)钢板表面脏污现象严重;2)新油补充后,浓度的应答性很差。
5.铁粉铁粉是吸附在油滴表面混杂在乳化液中的,吸附在油滴上的铁粉越来越多,就容易引起油滴间的结合,使乳化液的粒径变大。
乳化液浓度越高,乳化液中的铁粉也就越多,反之亦然。
铁粉多时有利于轧制润滑,过多时会出现钢板脏污现象,磁棒过滤器的功率对乳化液中铁含量有较大影响。
6.酸值酸值的数值表示轧制油中脂肪酸的量。
1)脂肪酸的优点:酸基对钢板表面有较强的附着力,因此它对润滑性和防锈性都很好。
2)脂肪酸的缺点:脂肪酸过多,将会促进油箱以及管道的腐蚀,此外还将生成大量铁油泥,使钢板表面及轧机机组的脏污急剧增加。
7.电导率一般指乳化液的导电能力,是电阻的倒数。
(离子高则容易油水分离!)8.温度温度是个管理项目,它对性能有很大的影响。
1)温度较低时容易出现的问题:①润滑不良,轧制力升高,振动现象多发;②容易产生轧后钢板表面脏污现象;③钢板表面水分蒸发困难,钢板容易生锈。
2)温度较高时容易出现的问题:①乳化不安定,附着量增加,容易产生打滑现象;②蒸汽大量产生,污染工作环境。
乳化液在轧制过程中的润滑和冷却乳化液在冷轧中的主要作用是润滑和冷却。
在轧制过程中,轧制变形区产生的高温使乳化液产生油水分离,油吸附在轧辊与钢板表面形成油膜,起到润滑作用。
乳化液应用及问题研究
到侵蚀。当PH突然上升.电导率也突然 上升,可能时含碱物质进入了乳化液。电 导率太高,就说明溶液中铁含量和灰分含 量很高。
4氯化物的影响 乳化液中氯化物对轧钢工艺和带钢 质量的影响是很大的。因为用含氯离子高 的乳化液轧制的带钢在退火后可能呈现锈 点。氯化物对电导率有很大的影响。氯含 量上升时,电导率急剧上升。当氯离子含 量过高时,我们需考虑以下几个方面的问 题:酸洗漂洗槽中氯离子含量太高、配置 乳化液的水氯离子含量超过标准。 5铁含量的影响 铁含量太高是在油浓度太低时产生 的,因润滑作用不够,轧辊带钢摩擦生成 的铁粉。在生产中,我们需尽量降低铁粉 含量,采取保证一定的浓度,使乳化液具 有良好的润滑性能,减小带钢和轧辊之间 的摩擦力。减少铁粉残渣的生成。在乳化 液循环系统中采用适当的过滤和吸附,以 除去固体油泥和铁粉残渣。 6皂化值的影响 当天然脂或油用氢氧化钾进行适当处 理时,形成肥皂和甘油,这种过程称为皂 化。根据皂化值我们可以了解轧制油中油 脂的情况。皂化值过低轧制时润滑效果就 会不好,造成轧制力加大铁粉过高板型也 会受到影响。当皂化值过低时,很有可能 是杂油含量过高造成乳化液浓度不准确。 7灰分的影响 乳化液中灰分主要造成乳化液变脏, 影响带钢表面的清洁度。如果乳化液太脏, 就证明乳化液含灰分太高。在这种情况下. 铁含量也一定会很高。乳化液太脏轧制后 的带钢表面易产生斑纹,降低了产品的等级。 三、乳化液的维护管理 维护管理乳化液的目标是使其pH值、 浓度i§gl:k.、含菌量等技术指标均在设定的 范围内,从而达到延长使用寿命的目的。 实践证明。性能再好的乳化液,如不注意 日常的维护管理,也不能长期保持其性能, 反而会缩短使用寿命;而性能一般的乳化 液,如注意维护管理.也能长期保持其性 能。乳化液的维护管理包括:日常维护 和定期维护。
乳化液使用规范
乳化液维护使用规程
一、适用范围
本规程适用于1150轧机乳公液系统
二、目的
为有效控制产品缺陷,保证薄板的表面质量,提高生产效率,降低生产成本。
三、冷轧薄板轧制乳化液各项指标使用标准如下:
PH值:5.5~6.5;电导率:≤550us/cm 使用温度:48~58℃油浓度:1.5~4.5%;氯含量:≤55mg/l 铁含量:≤60 mg/l 游离酸:20-30mg/KOH/g 皂化值:160-190 mg/KOH/g
四、维护及使用规程
1、乳化液系统的日常维护工作由轧机机组各班长及工艺润滑工负责
2、正常轧钢生产时,工艺润滑工应经常巡查乳化液系统
3、供油泵压力要控制在6~8公斤之间
4、磁棒过滤器运行时间:每班上班后运行两小时,如果铁含量较高可适当增加运行时间,加油后两小时内不得打开磁棒过滤器。
5、平整时应关掉供油泵,并同时打开压缩空气进行搅拌乳化液。
6、添加轧制油的数量应该根据上一班的产量来决定,原则上规定加油量为0.8~1Kg/吨,如果长时间停机或轧制压力较大时,可以适当增加用油量。
7、长时间停机时,应打开搅拌器进行搅拌或加入防腐剂,防止变质。
8、乳化液使用期限视乳化液污染程度及工艺要求而定。
制定部门:轧钢车间。
乳化液各项指标对性能的影响
乳化液各项指标对性能的影响1.温度温度是个管理项目,它对性能有很大的影响。
温度较低时容易出现的问题:润滑不良,轧制力升高,振动现象多发;容易产生轧后钢板表面脏污现象;钢板表面水分蒸发困难,钢板容易生锈。
温度较高时容易出现的问题:乳化不安定,附着量增加,容易产生打滑现象,冷却性不好;蒸汽大量产生,污染工作环境2.浓度它是指分散在乳化液中的油含量。
它对轧制油的性能有很大的影响。
一般控制在1.5%——3%,浓度太高,容易产生打滑和振动现象,冷却性能差。
浓度太低,会造成轧制力过大,轧辊磨损快。
3.PH值一般乳化液PH值在5.0– 6.0之间,波动范围0.2 – 0.5。
当PH值低于4或PH值高于7.0时有异常情况发生。
当PH值过低时,颗粒度趋于增大,导致乳化液不稳定。
当PH值过高时,乳化液颗粒度趋于减小,导致冷轧过程中缺乏润滑性。
4.电导率在一般条件下,乳化液电导率每天最多增加20us/天,每天高于这个值被认为异常。
5.铁皂是铁粉和脂肪酸生成的皂类物质含量。
铁皂增多,铁粉含量高,清洁度下降,容易出现打滑现象。
铁皂具有一定润滑性。
6.氯离子保持氯离子含量小于60ppm。
当氯离子突然上升,可能是酸洗后挤干辊故障,将盐酸带入漂洗水。
这些酸性物质一旦进入乳化液,只会积累增多,无法挥发或消耗,严重会引起锈蚀或破乳7.皂化值皂化值的数字是指轧制油中油脂、酯的份量。
由乳化液的皂化值的变化可推算出乳化液中杂油的含量。
轧制油浓度=(测定皂化值/新鲜皂化值)* 实测总油浓度杂油含量=实测总油浓度-轧制油浓度8.杂油所说的杂油就是除了轧制油以外的液压油、润滑脂、齿轮油。
杂油泄漏进入乳化液,润滑性下降;乳化液稳定性下降;细菌/霉菌很快生长;容易形成油斑/乳化液斑。
不锈钢轧制乳化油
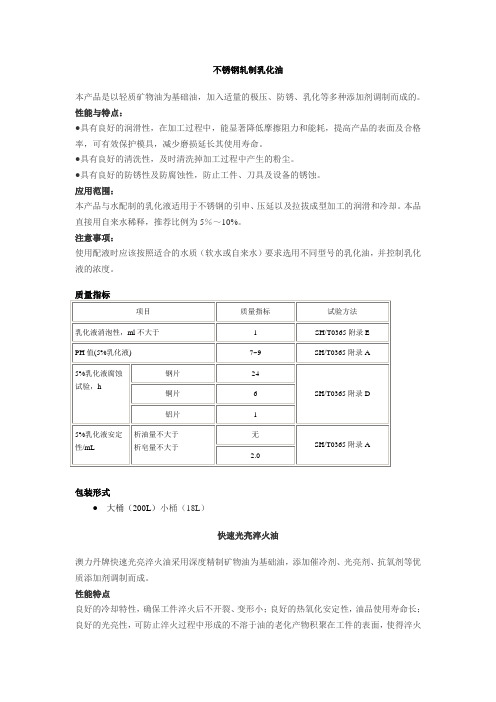
不锈钢轧制乳化油本产品是以轻质矿物油为基础油,加入适量的极压、防锈、乳化等多种添加剂调制而成的。
性能与特点:●具有良好的润滑性,在加工过程中,能显著降低摩擦阻力和能耗,提高产品的表面及合格率,可有效保护模具,减少磨损延长其使用寿命。
●具有良好的清洗性,及时清洗掉加工过程中产生的粉尘。
●具有良好的防锈性及防腐蚀性,防止工件、刀具及设备的锈蚀。
应用范围:本产品与水配制的乳化液适用于不锈钢的引申、压延以及拉拔成型加工的润滑和冷却。
本品直接用自来水稀释,推荐比例为5%~10%。
注意事项:使用配液时应该按照适合的水质(软水或自来水)要求选用不同型号的乳化油,并控制乳化液的浓度。
包装形式●大桶(200L)小桶(18L)快速光亮淬火油澳力丹牌快速光亮淬火油采用深度精制矿物油为基础油,添加催冷剂、光亮剂、抗氧剂等优质添加剂调制而成。
性能特点良好的冷却特性,确保工件淬火后不开裂、变形小;良好的热氧化安定性,油品使用寿命长;良好的光亮性,可防止淬火过程中形成的不溶于油的老化产物积聚在工件的表面,使得淬火后的工件表面光亮。
产品符合以下规格SH0564-93应用范围适用于要求高冷速调质、滲碳等零件和大型铸造件、大型齿轮及淬火压床淬火。
注意事项:严禁混入水或其它杂质,密封加盖防止接近热源,避免露天存放,日晒雨淋。
包装规格●170kg/钢桶冷轧薄板轧制油用途:适用于1700mm五机架串联冷轧机组,轧速为25~30m/s,厚度0.3mm以上规格板材。
特性:具有优良的润滑性、冷却性、易冲洗性及防锈性能,显著降低能耗。
注意事项:密封储存,避免混入机械杂质,需用时用水调成所需比例的乳化液。
包装规格●大桶(200L)小桶(18L)或散装不锈钢轧制油Ⅰ不锈钢轧制油是由高度精馏份基础油和精选的多种添加剂调配而成。
性能特点:优异的润滑性和冷却性,在有效防止热擦伤的同时,能及时携带走轧制过程中产生的摩擦热和变形热。
良好的粘压特性,轧材表面光亮。
乳化液知识培训内容
乳化液知识培训内容一、乳化液概念及作用乳化液是一种液体分散于另一种不相混溶液体中形成的一种多相分散体系。
就轧制乳化液来说,是油在水中的分散相,是通过轧制油中的乳化剂(表面活性剂)的乳化作用混合在一起。
表面活性剂分子是由极性的亲水基和非极性的亲油基所组成的一种两亲分子。
乳化液从表面活性剂性质来分,可分为水包油型“W/O”和油包水型"O/W"。
乳化液从稳定性来分,可分为稳定型、半稳定型、不稳定性。
以稳定系数ESI来衡量。
按照轧钢工艺要求,乳化液应该满足以下几点要求:1、能够得到良好的带钢板型。
2、延长轧辊使用寿命。
3、带钢表面清洁、防锈,以利于工序间流转。
4、能循环使用,安全、卫生。
对应的,轧制乳化液的作用有以下几点:1、足够的润滑性。
以有效减小轧制过程中的摩擦,从而大幅降低轧制力、摩擦热。
来得到良好的板型,减少辊损和轧制热,延长轧辊使用寿命。
2、冷却作用。
对板面及辊面进行有效冷却。
基于足够的润滑,冷却才能得到有效的保证。
因为,乳化液系统的流量是一定的。
3、清洁作用。
对板面进行清洁,对各种板面残留物进行分散,残留在带钢表面的油膜在退火和脱脂时易于清除。
4、经济、安全、无公害。
乳化液的作用机理:乳化液通过喷嘴喷出瞬间,由于轧钢变形区的高温和瞬间的管道压力释放,油从水中分离出来,吸附在钢材表面形成油膜,从而起润滑作用。
润滑存在三种作用形式:1、流体润滑:一般在较高轧速时形成。
膜厚一般在左右。
它的形成取决于油品的粘度、轧速、轧辊及钢板的表面粗糙度。
2、边界润滑:一般在低速及高速轧制状态下形成。
膜厚一般在在左右。
它是油品在钢材表面形成的单分子膜,其强度、厚度取决于油脂的极性。
3、极压润滑:一般在高速大压下的轧制状态下形成于钢材表面的保护性薄膜。
防止钢材在高温的轧制表面产生熔结等表面缺陷,确保轧制板面的完整、清洁。
膜厚一般在左右。
我们把油从水中分离出来,并在钢材表面形成油膜的性能称为油品的“离水展着性”。
乳化液基础知识
乳化液基础知识
c 添加剂 添加剂就是能够改善油品某种性能的有极性的化合物或聚合物,它是 提高矿物油润滑性能的最经济、最有效的途径之一。为了保证轧制润滑剂 的各种功能,添加剂也是不可少的。 乳化液中的添加剂主要是:乳化稳定剂、抗氧剂、油性剂、极压剂、 防锈剂、防腐剂等。其中油性剂和极压剂主要用于提高乳化液的润滑性能, 尤其是极压剂。 由于乳化液中80%~90%是水,油相只占10%~20%,故基础油中必 须加入极压剂。
首钢技师学院
乳化液基础知识
序号
1 2 3 4 5 6
主要添加剂的作用
添加剂名称
作用
备注
抗氧化剂 油性剂 极压剂 防锈剂 清净分散剂 防腐杀菌剂
提高油品在存储和使用条件下的抗氧化稳定性。
帮助润滑剂中的极性分子生成具有一定韧性和抗压强 度的吸附膜,提高乳化液的油性。
油性剂分子是一端为极性基 团,另一端为非极性基团的 极性分子。
例一般> 90%。
乳化液
基础油 乳化剂 添加剂 水
首钢技师学院
乳化液基础知识
a 基础油 基础油可以是矿物油、动植物油或合成油。润滑剂的许多理性化性能, 如黏度、闪点、倾点等都是由基础油决定的。另外,基础油的黏度也是影 响乳化液的性能的关键因素之一,同时还要考虑基础油的黏度要与乳化剂 和添加剂的黏度相近,否则可能会对乳化液的稳定性产生影响。
有研究资料显示:冷轧带钢采用了工艺润滑后,吨钢能耗可降低约5%~10%, 金属损耗可减少约5%~10%,表面缺陷率可降低 30%~50%,成材率可提高约 5%~10%。
首钢技师学院
乳化液基础知识
冷轧润滑剂的分类
油基润滑剂
矿物油
动植物油
合成油
乳化液
乳化液技术简介

一、轧制液及弥散技术简介轧制油组成简介经过争论和开发,已经开发出了一些用于每个应用场合的在开头时用的一些关键配方,这些配方与轧机的条件有关。
在本争论中,我们主要争论用于轧制薄板的轧制油配方的概念。
化学家面对着原料的广泛选择,从这些原料中可以开发出各种轧制油。
通常,一种斯图亚特生产的用于镀锡板的轧制油包括以下各种成份。
薄板用轧制油根本配料1.根底润滑油2.矿物油3.合成脂4.脂肪酸5.乳化剂6.pH 缓冲剂7.润滑添加剂8.抗氧化剂9.杀菌剂1.根底润滑油:动物脂肪常被用作根底润滑油。
一种动物脂肪的选择是一个重要的而且关键的过程。
尽管动物脂肪可以被看作一种商品,但由于来源和加工工艺的不同,其物理性能可能有很大的差异。
有必要使用一种在润滑性、清洁性和乳化性能等方面的质量最稳定的脂肪来源。
已经开发了试验室测试方法,用来监测各种来源的脂肪的其它各种物理性能。
在选择一种脂肪来源的时候,必需考虑以下各项因素:a.批次之间的稳定性b.润滑性c.清洁性d.乳化性能2.矿物油:当轧机的润滑要求不必使用全脂肪润滑油时,可以使用矿物油作为根底润滑油的一局部。
矿物油来源的适中选择再次成为了轧制油性能的关键。
中选择油的来源时,稳定性、退火清洁性和润滑性都必需加以考虑。
对于每个应用场合,都必需评估环烷的和烷族成份的适当平衡。
在不要求使用全脂肪油时,用矿物油来平衡根底润滑油的要求。
在选择一种矿物油的来源时,必需考虑以下因素:a.稳定性b.退火清洁性c.润滑性能3.脂肪酸由于每种类型的脂肪酸的不同的碳链的长度、不饱和度和极性不同,脂肪酸将会以不同的方式影响到油产品的性能。
为了以下的缘由参加脂肪酸:a.润滑性b.要求的乳化性能由于脂肪酸的极性和各种乳化剂以不同方式对溶解性的影响,脂肪酸影响了乳化液的性能。
必需认真地给出某种脂肪酸对某种特别的乳化剂的配方的影响的定义。
4.乳化剂几乎全部的轧制油,特别是在循环系统中使用的轧制油,都有一个与其相协作的乳化剂配方。
乳化液各项性能对冷轧板的实际影响
乳化液各项性能对冷轧板的实际影响一、浓度浓度是分散在乳化液当中的油含量,它对轧制油的性能有很大影响。
浓度过大使润滑状态处于良好状态,容易引起打滑现象浓度高附着力越强,乳化液不稳定,附着力越大……对于钢板轧制有不利的影响浓度过低,摩擦系数升高,压力增大,容易引起热划伤,板面黑等润滑不足的现象.二、PH值PH值是指乳化液中的氢离子的浓度,7以下为酸性,7以上碱性。
正常乳化液PH值控制在5.4~6.2之间为弱酸性,太低或太高都会带来不利影响。
PH值偏低的原因可能来自于酸性,漂洗不够等PH值过高原因:1.酸洗漂洗水过碱性2.乳化液配制水偏碱性3.轧机周围冲洗碱液进入乳液4.加热器蒸汽泄漏5.冷却器循环水泄漏或其它自来水等PH值过高对轧钢带来负面影响破坏油膜,压力过大,板面发黑等杂油混入温度正常50~60度可以发挥乳化液最佳状态过低:板黑,压力大钢的变形量小易断带等过高:冷却不好过热易氧化钢板等三、皂化值:数值是反映轧制油中的润滑成份高低、皂化值高润滑性能越好反之越差皂化值变动原因:轧机泄露液压油、齿轮油进入乳液中,皂化值下降,润滑不足等现象同时消耗油量加大成本上升。
四、铁粉:铁粉过多钢板表面赃污(个人认为50-150,据实际情况而定)铁粉过低对润滑不好,因为少量铁粉对润滑油帮助;铁粉过多,以磁过滤器除掉(不要除太多,以免把油的成分带走太多,对润滑不利)五、酸值:脂肪酸的含量脂肪酸对钢板表面有附着力,对润滑性能和防锈性有良好作用。
如果太多的话对轧机和板面带来污染。
六、氯离子:乳化液中氯过多,给油直接破乳,对轧钢带来压力大,不好控制,极易断带。
钢板表面氯过高前几道次压力大、发黑等给乳化液中的氯离子含量增大。
氯离子升高的原因:加热器、冷却器、泄露漂洗不净,自来水进入等。
七、电导率:纯水不带电导率,杂质越多电导率越高乳化液中电导率越高、杂质越多,有化学反应,对油成分破坏对轧钢带来不必要的影响,多走滤布,定期除杂油等,控制好电导率。
乳化液操作规程
乳化液操作规程乳化液维护管理操作规程:1.乳化液日常化验检测项目和频率:附录一:轧制油理化指标外观:琥珀色液体粘度:40 o C 40-50 mm2/s密度:20o C 0.90-0.93g/ml酸值:<8.0mgKOH/g皂化值:>150mgKOH/gpH值:(3%,蒸馏水溶液) 4.5-6.5 2.轧制乳化液现场控制指标:浓度:0.8-1.5% (常规使用)pH值(3%,蒸馏水溶液): 4.5-6.5电导率(25℃):< 500 us/cm皂化值:> 150 mgKOH/g铁离子含量:< 150ppm氯离子含量:<50ppm酸值:<30mgKOH/g灰分:<800ppm脱盐水:pH<7.0 电导率<20um/cm以上乳化液检测指标,是通常控制范围,当发现数据超差,应及时查找原因,及时设法解决。
3.乳化液现场维护和管理:3.1 加油浓度控制:0.8-1.5%3.3 蒸汽管加热:乳化液箱内乳液温度:50-58 o C (蒸汽管始终保持乳化液恒温)3.4 乳化液循环:始终保持乳化液循环流动,轧制时,乳化液打开大循环正常生产。
停机时,实现小循环,保持乳化液流动,日常维护乳化液不能出现静止状态,“流水不腐”能够保证乳液循环防止变质腐败。
3.5停机必要时关闭气体搅拌,让杂油浮出乳液表面,然后用撇油器撇除(正常情况保持乳化液循环且气体搅拌常开)。
开机时,搅拌常开。
3.6 乳化液液位控制:保持乳化液净液箱满液位,防止污油箱内杂油介入净液箱。
要及时补充新鲜脱盐水和轧制油,维持乳化液正常浓度,保证轧制过程润滑需求。
3.7 加油方式:实行“少量多批”加油方式,将计算好的本班加油量,分批少量加到乳化液中,这样对降低消耗和有效利用乳化液起到重要作用。
加油时,必须在实现大循环时,开启气体搅拌,在输出泵前加油为佳,利用泵的搅拌力有效搅拌均匀乳液。
3.8 撇除杂油:停机时,关闭空气搅拌,静止乳化液15分钟,让杂油浮出乳化液表面,利用撇油器和磁性过滤器撇除杂油。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
轧钢乳化液
轧钢乳化液,新型乳化液配方,含有目前最新型的超级乳化剂,与水混合,有效的生物杀菌剂,阻止冷却系统的细菌性降解,大大延长乳化液寿命,避免了乳化液夏天发臭腐败使用寿命短的问题。
防锈、润滑、冷却性能好,适用于需要高质量冷却剂的大多数金属切削操作和不同材料以及有色和黑色金属的加工。
一、轧钢乳化液理化指标:
产品名称轧钢乳化液
品牌东莞美科切削液
外观棕黄色(原液)乳白色(兑水稀释后)
密度0.945
Ph值8.5-9
包装18L(塑料桶)200L(大铁桶)
二、轧钢乳化液推荐使用浓度:
磨削加工3-4
普通切削加工5%
螺纹加工,攻丝钻孔5-10%
三、轧钢乳化液相关推荐:
玻璃磨削液MB105 浅绿光学玻璃,镜片,宝石,陶瓷,高精度抛光研磨四、轧钢乳化液知识分享:
乳化油操作中应注意的问题
1、注意加料顺序,一般先将油溶于基础油中,对油溶的添加剂应由较难溶到易溶的顺序加入,并适当加温和充分搅拌,直至全部溶完混匀,但温度不得过高,以免引起添加剂分解。
2、在选择皂类作乳化剂时,应注意皂化条件(温度、反应时间与搅拌速度等)。
其次,由于乳化油的水分对油基稳定性有较大影响,所以乳油中的水分也应严格控制。
3、在乳化油按照使用要求的浓度稀释成乳化液时,同样存在一个乳化技术问题,就是如何将油相均匀地分散于水相中。
乳化过程是油水界面增加的过程,也是表面能增加的过程,为此通常对其做一定的功。
这时搅拌和温度都很重要。