无损检测仪器与计量器具
特种设备无损检测仪器设备检定与校准的思考

特种设备无损检测仪器设备检定与校准的思考摘要:近几年来,随着我国经济水平的不断提高,无损检测技术也越来越受到人们的重视,相关技术人员对无损检测仪器设备进行检定与校准,从而可以更好地提高设备的检测效率和准确性。
而在使用过程中,如果仪器设备不能达到较好的使用效果,那么就会影响到检测人员对无损检测结果的认知水准和技术的应用水平。
所以对其进行有效检定与校准是非常必要和关键的。
本文从特种设备无损检测仪器设备检定与校准两方面展开探讨,以期为相关人员的实际工作带来帮助。
关键词:特种设备;无损检测;仪器设备;检定与校准现代无损检测是在不破坏试件的前提下,能够通过对材料的物理、化学方法为手段,借助先进的技术和设备器材,对试件的内部及表面的结构,性质,状态进行检查和测试的方法,判断是否存在缺陷、损伤是否合适等。
为了保证检测结果的准确有效和可追溯性,应对仪器设备定期进行检定校准。
在特种设备无损检测仪器设备的使用中,需要做好检定和校准工作,这样才能确保无损检测仪器设备的有效性,为后续使用提供可靠依据。
本文结合实际情况对特种设备无损检测仪器设备检定和校准进行研究,希望可以提高特种设备无损检测仪器设备检定和校准质量。
一、开展无损检测工作的重要性及必要性随着社会的发展,特种设备的种类越来越多,数量也在逐年增加,社会和人们对特种设备的质量要求也越来越高,所以加强对特种设备进行无损检测显得尤为重要。
射线检测(简称RT),超声检测(简称UT),磁粉检测简称(MT)和渗透检测(简称PT)是较早广泛应用的探测缺陷的方法,称为四大常规检测方法。
到目前为止,这四种常规检测方法依然是承压类特种设备制造质量和在用检验最常用的无损检测方法。
其中主要用于探测工件内部缺陷的方法为RT和UT,用于探测工件表面和近表面缺陷的方法为MT和PT。
二、做好检定校准工作的方法以及步骤在进行特种设备无损检测仪器设备检定和校准过程中,需要依据相关标准进行,在实施过程中需要注意以下几点。
无损检测仪器设备计量检定规程校准规范
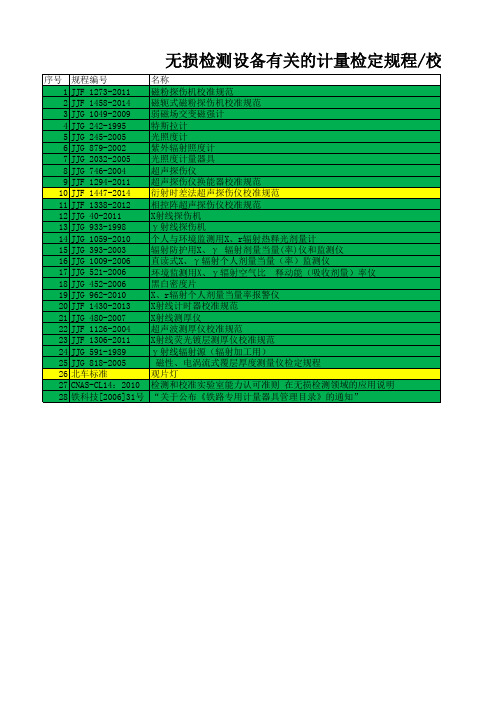
序号 规程编号
名称
1 JJF 1273-2011 磁粉探伤机校准规范
2 JJF 1458-2014 磁轭式磁粉探伤机校准规范
3 JJG 1049-2009 弱磁场交变磁强计
4 JJG 242-1995
特斯拉计
5 JJG 245-2005
光照度计
6 JJG 879-2002
18 JJG 452-2006
黑白密度片
19 JJG 962-2010
X、r辐射个人剂量当量率报警仪
20 JJF 1430-2013 X射线计时器校准规范
21 JJG 480-2007
X射线测厚仪
22 JJF 1126-2004 超声波测厚仪校准规范
23 JJF 1306-2011 X射线荧光镀层测厚仪校准规范
24 JJG 591-1989
γ射线辐射源(辐射加工用)
25 JJG 818-2005
磁性、电涡流式覆层厚度测量仪检定规程
26 北车标准
观片灯
27 CNAS-CL14:2010 检测和校准实验室能力认可准则 在无损检测领域的应用说明
28 铁科技[2006]31号 “关于公布《铁路专用计量器具管理目录》的通知”
规程/校准规范
Байду номын сангаас备注
超声波探伤用试块、提升力重力试块、黑
X射线探伤机
13 JJG 933-1998
γ射线探伤机
14 JJG 1059-2010 个人与环境监测用X、r辐射热释光剂量计
15 JJG 393-2003
辐射防护用X、γ 辐射剂量当量(率)仪和监测仪
16 JJG 1009-2006 直读式X、γ辐射个人剂量当量(率)监测仪
无损检测技术中的常见仪器设备及其特点
无损检测技术中的常见仪器设备及其特点无损检测技术是一种非破坏性测试方法,用于检测材料内部或表面的缺陷或性能问题,而无需对被测试样品产生任何损伤。
这种技术被广泛应用于航空航天、制造业、建筑工程、能源行业等领域。
在无损检测技术中,各种仪器设备被用于检测、记录和分析数据,以提供关于被测样品的详细信息。
本文将介绍几种常见的无损检测仪器设备及其特点。
1. 超声波检测仪器超声波检测是一种基于声波传播原理的无损检测方法。
超声波检测仪器通常由发射器、接收器和显示屏组成。
它们通过发射超声波脉冲并接收反射信号,从而检测材料内部的缺陷或结构变化。
超声波检测仪器具有高分辨率、广泛适用性和实时性的特点,可以检测到不同材料和不同尺寸的缺陷。
2. 磁粉检测仪器磁粉检测是一种利用磁场和磁性粉末的方法来检测材料表面和近表面的裂纹、缺陷或变形的无损检测方法。
磁粉检测仪器通常由电磁铁、粉末喷枪和显微镜组成。
仪器通过在被检测材料表面产生磁场,并喷洒磁性粉末,通过观察粉末在缺陷处的聚集,可以检测出微小的裂纹或变形。
磁粉检测仪器适用于检测各种金属材料的表面和近表面缺陷。
3. 射线检测仪器射线检测是无损检测中常用的方法,主要包括X射线和γ射线检测。
射线检测仪器通常由射线发生器、检测器和显示屏组成。
这些仪器通过产生射线并测量其透射或散射,来检测材料内部的缺陷或变化。
射线检测仪器具有高穿透能力,可以检测到材料内部的细小缺陷,并能够提供灵活和多角度的检测。
4. 热成像仪器热成像仪器利用红外辐射原理,通过测量物体表面发出的红外辐射来检测温度分布和潜在的缺陷。
热成像仪器通常由红外传感器、图像处理系统和显示屏组成。
它们可以实时捕捉温度图像,并对温度变化进行分析和研究。
热成像仪器适用于检测建筑物、电气设备、机械零部件等各种应用场景中的温度异常问题。
总结起来,无损检测技术中的常见仪器设备包括超声波检测仪器、磁粉检测仪器、射线检测仪器和热成像仪器。
每种仪器设备都具有自己独特的特点和应用范围。
中华人民共和国依法管理的计量器具目录

中华人民共和国依法管理的计量器具目录【有效性】有效【法规名称】中华人民共和国依法管理的计量器具目录【颁布部门】国家计量局【颁布日期】1987年07月10日【实施日期】1987年07月10日【正文】中华人民共和国依法管理的计量器具目录(一九八七年七月十日国家计量局发布)一、根据《中华人民共和国计量法实施细则》第六十一条、第六十三条的规定,制定本目录。
二、本目录所列的各类计量器具为依法管理的范围,项目名称为:(一)计量基准:项目名称另行公布。
(二)计量标准和工作计量器具:1.长度计量器具比长仪、干涉仪、稳频激光器、测长机、测长仪、工具显微镜、读数显微镜、光学计、测量用投影仪、三坐标测量仪、球径仪、球径仪样板、圆度仪、锥度测量仪、孔径测量仪、比较仪、测微仪、光学仪器检具、量块、尺、基线尺、线纹尺、光栅尺、光栅测量装置、磁尺、容栅尺、水淮标尺、感应同步器、测绳、卡尺、千分尺、百分表、千分表、测微计、小孔内径表、平晶、刀口尺、棱尺、平尺、测量平板、木直尺检定器、千分尺检具、百分表检定器、千分表检定仪、测微仪检定器、多面棱体、度盘、测角仪、分度台、分度头、准直仪、角度仪、角度块、角度规、直角尺、正弦尺、方箱、水平仪、象限仪、直角尺检定仪、水平仪检定器、塞规、卡规、环规、圆锥套规、塞尺、半径样板、螺纹量规、螺纹样板、三针、粗糙度样板、粗糙度测量显微镜、表面轮廓仪、齿轮啮合检定仪、齿轮径向跳动检查仪、齿轮螺旋线检定仪、齿轮公法线检查仪、齿轮渐开线样板、齿轮螺旋线样板、丝杠检查仪、经纬仪、水准仪、平板仪、测高仪、高度表、测距仪、测厚仪、刀具检查仪、轴承检查仪、面积计、皮革面积板。
2.热学计量器具热电偶、热电阻、温度灯、温度计、高温计、辐射感温器、体温计、温度计检定装置、电子电位差计、电子平衡电桥、高温毫伏计、比率计、温度指示调节仪、温度变送器、温度自动控制仪、温度巡回检测仪、测温电桥、热量计、比热装置、热物性测定装置、热流计、热象仪。
产品质量检测中的仪器设备与工具选择
产品质量检测中的仪器设备与工具选择产品质量检测是保障消费者权益及企业形象的重要环节。
而在产品质量检测中,仪器设备与工具的选择起着至关重要的作用。
不同的产品质量要求,需要不同类型的仪器设备与工具来进行检测。
本文将从不同的角度探讨产品质量检测中的仪器设备与工具的选择。
首先,产品质量检测中的仪器设备与工具选择需要根据被检测产品的特性来确定。
例如,对于电子产品而言,常见的仪器设备与工具有万用表、示波器、频谱分析仪等。
这些仪器设备能够帮助检测产品的电气性能、信号传输质量等关键指标。
而对于机械产品来说,常见的仪器设备与工具有力学测试仪器、硬度计、摩擦磨损测试仪等。
这些仪器设备可以用来检测产品的强度、硬度、耐磨性等关键指标。
其次,产品质量检测中的仪器设备与工具选择还需要考虑到有效性与准确性。
在选择仪器设备与工具时,不仅要关注其品牌与性能参数,还要了解其在实际使用中的有效性与准确性。
一款仪器设备或工具能否有效地完成检测任务,是否具备较高的准确度,是选择的重要参考指标。
以电子产品为例,检测信号传输质量时,一个能够快速稳定地捕捉信号变化的示波器会比一个响应速度较慢的示波器更适合进行检测工作。
另外,产品质量检测中的仪器设备与工具选择还需要考虑到成本效益。
仪器设备与工具的价格可能存在较大的差异,我们需要在满足检测要求的前提下,选择性价比较高的产品。
在进行较大规模的产品质量检测时,成本效益的考虑尤为重要。
我们可以评估不同品牌、型号的仪器设备与工具,在性能相近的情况下,选择价格较为合理的产品。
这样可以在保证检测质量的前提下,降低检测成本。
最后,产品质量检测中的仪器设备与工具选择还需要考虑到可维护性与售后服务。
仪器设备与工具在使用过程中可能出现故障或需要进行日常维护。
因此,在选择仪器设备与工具时,我们需要了解其售后服务支持、维修保养等情况。
一个拥有完善售后服务体系、提供及时维修保养的品牌或供应商,能够确保仪器设备与工具在使用过程中的稳定性与可靠性,提高检测工作的效率与准确性。
检测设备及计量器具管理制度

检测设备及计量器具管理制度一、前言为确保检测工作的准确性和可靠性,保证社会公共利益,确保产品和服务的质量和安全,制定检测设备及计量器具管理制度。
本制度适用于所有使用检测设备及计量器具的单位,旨在规范检测设备和计量器具的管理和使用,提高检测质量和效率。
二、管理体制设备和计量器具管理采用负责制,由单位领导亲自组织实施,负责制度的推行和执行,定期对其进行检查和评估。
同时,设备和计量器具管理还应按照国家行业规范和标准要求建立质量管理体系,并进行认证。
三、设备和计量器具的选型和购置在选购前,应依据检测需要确定设备和计量器具的型号、规格、精度、特性等。
购置的设备和计量器具必须符合国家相关标准和规定,必须有检测报告和质量保证书,由负责人签字确认后方可购置。
购置的设备和计量器具要按照使用要求,保证其正确、安全、有效地进行维护和保养。
四、设备和计量器具使用使用前,应对设备进行检查和测试,确保其满足要求,并且判断是否存在磨损或其他损坏情况。
使用时应按照规定操作,使用中如发现异常情况应及时停止使用,并进行检测和维修。
使用完毕后,设备应进行清洁、消毒、维护和保养。
计量器具应及时校准。
五、设备和计量器具的维修和保养设备和计量器具的维修和保养应由专业技术人员负责,按照国家标准要求和相关规定实施。
定期对设备和计量器具进行检查、校验、测试和维护,保障其按照要求正常使用。
同时,要制定设备和计量器具的保养计划,明确责任人和具体维护内容。
六、设备和计量器具的管理单位应建立台帐记录设备和计量器具的购置、使用、维修等情况。
并进行定期检查和评估。
设备和计量器具应单独存放,保持清洁整齐。
同时,要建立设备和计量器具存放管理制度,禁止私自调拨或擅自使用,确保使用过程的全程记录。
七、设备的淘汰和报废设备和计量器具在使用一定期限后会出现老化和损坏情况,需按照国家相关标准和规定进行淘汰和报废。
设备和计量器具淘汰前,必须由负责人组织相关职能部门进行审批和验收,并按照法律法规和相关标准进行处理。
检测设备计量器具管理制度

检测设备计量器具管理制度
一、管理机构
1、检测设备计量器具管理实施机构:本制度的实施主管机构,具体负责组织检测设备计量器具的管理、质量保证和使用范围定位工作。
2、检测设备计量器具管理部门:负责管理检测设备计量器具的具体实施工作,包括检测设备计量器具购买、安装、校准、定期检定、保养等工作。
3、检测设备计量器具使用单位:负责检测设备计量器具的使用管理和使用业务等相关工作,以及安全回收和保护检测设备计量器具的财产安全。
二、质量要求
1、检测设备计量器具需符合行业规定的质量要求,使用过程中应严格按照规定的时间定期检测计量器具的准确度、精度等性能指标,并保持其在规定范围内的稳定性。
2、购置检测设备计量器具时,应严格按照行业标准进行技术指标的比较,以确保检测设备计量器具的性能和精度。
3、除必要的检测设备计量器具外,应充分考虑质量、性能和价格多样性,尽量合理确定配备机种。
三、使用及维护
1、严格按照行业规定的时间定期检定检测设备计量器具,并应对检定结果采取必要的管理措施,保证检测设备计量器具的精度和可靠性。
无损检测仪器与设备

探伤标准:内置各行业常用探伤标准,直接调用,方便、快捷 焊缝图示:可设置焊缝形态参数,探伤中直观显示焊缝图和缺陷在焊 缝中的位置 自动校准:探头零点和探头角度(K值)自动校准功能;声速自动测量 功能 波峰记忆:实时检索缺陷最高波,记录缺陷最大值 Φ值计算:直探头锻件探伤找准缺陷最高波后自动计算、显示缺陷当 量尺寸 缺陷定位:实时显示缺陷水平、深度(垂直)、声程位置 缺陷定量:缺陷当量dB值实时显示 缺陷定性:通过回波包络波形,方便人工经验判断 DAC/AVG:曲线自动生成,取样点不受限制,并可进行补偿与修正。 曲线随增益自动浮动、随声程自动扩展、随延时自动移动。能显示任意孔 价格,请认准“沧州欧谱”谨防假冒
无损检测仪器与设备
OU5100焊缝探伤仪
沧州欧谱
一、简介
OU5100焊缝探伤仪是一款便携式、全数字式超声波探伤仪,能够 快速便捷、无损伤、精确地进行工件内部多种缺陷(裂纹、夹杂、气孔 等)的检测、定位、评估和诊断。既可以用于实验室,也可以用于工程 现场。本仪器能够广泛地应用在制造业、钢铁冶金业、金属加工业、化 工业等需要缺陷检测和质量控制的领域,也广泛应用于航空航天、铁路 交通、锅炉压力容器等领域的在役安全检查与寿命评估。
高性能安保电池模块便于拆装,可以脱机独立充电,大容量高性 能锂离子电池模块使仪器连续工作时间延长到八小时以上;仪器轻小便 携,单手即可以把持,经久耐用,引导行业潮流。
检测范围 零界面入射~6000mm(钢中、纵波),可连续调节
发射脉冲 脉冲幅度: 500V 探头阻尼:100Ω、200Ω、400Ω可选,满足灵敏度及分辨率的不
1.1 功能特点 仪器特点 全中文显示,主从式菜单,并设计有快捷按键和数码飞梭旋轮,操
作便捷,技术领先。 OU5100分为OU5100-TFT(TFT全彩型)和OU5100-EL(EL高亮
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
读者信箱无损检测仪器与计量器具王 真(韶关铸锻总厂,广东韶关 512031)N ON DESTRUCTIVE TESTING INSTRUMENT AN D METRICAL INSTRUMENTWANG Zhen(Shaoguan G eneral Foundry Forging Works,Shaoguan,Guangdong512031,China) 中图分类号:TG115.28 文献标识码:B 文章编号:100026656(2001)0920411203 随着工业的发展,无损检测已渗入到所有工业部门,并确立了其重要地位。
无损检测器材的质量和技术水平也日益受到人们关注。
对众多的无损检测仪器、设备,是否需要按计量法进行管制一直有不同的看法。
有的专家认为在无损检测中不管是探伤类还是测量类器材,都不应列为依法管理的计量器具[1];有的则认为少数已明确属计量器具的产品,按计量法管制,其余则按相关法规进行管理[2]。
上述问题的实质是无损检测器材属不属于计量器具,要不要进行计量管制。
对此我有如下一些看法,以供大家参考。
按中华人民共和国计量法条文解释,计量器具定义是能用直接或间接方式测出被测对象某个参数量值的装置、仪器仪表、量具和用于统一量值的标准物质,包括计量基准器具、计量标准器具和工作计量器具。
而随着生产、贸易和科技的发展,计量的范围已突破了传统的物理量范畴,发展为十大计量。
如果说只有测出被测对象量值的器材才是计量器具的话,那么,大家熟悉的无线电计量技术中示波器以及脑、心电图机,由于显示的是一个波形或一条曲线,理所当然也不能列为计量器具了。
事实上,这是对计量器具涵义与定义的误解,也是我们争论的根源。
计量法是国家管理计量工作,实施计量法制监督的最高准则。
按《中华人民共和国计量法问题解答》对计量法中有关用语的涵义与定义解释,名词定义可作为学术问题加以探讨,没有法律效力,不强制执行;而法中用语的涵义,可作为法律规范的内容,一经审批颁布,就具有法律效力,必须遵守执行。
且收稿日期:2000209225法中用语的涵义与定义相比,可以进行特定的外延,是国家和人民意志的体现[3]。
所以,符合计量器具定义的仪器是计量器具,符合计量器具涵义的也是计量器具,国际法制计量组织推荐的制订计量法的国际文件指出立法的宗旨是促进科学技术知识和国民经济的发展,保护公民免受不准确或不诚实的测量所造成的危害[3]。
由于无损检测仪器在生产和生活中的特殊作用,应将它划为计量器具,按计量法进行管理。
1 无损探伤类仪器应由计量部门标定以超声波探伤仪为例,大多数超声探伤标准,如G B11345—1989[4]为保证检测结果可靠性对检测系统的要求是,探头、探伤仪符合相关要求并规定操作者对检测系统性能定期检查;在探伤前及检验过程中每4h或检验结束后对时基线和灵敏度进行校验。
检查探伤仪的时基线等固然重要,但仅有这些指标是不够的,如①探伤仪频率有宽带的也有窄带的,其带宽的范围、窄带的带宽、中心频率的增益及放大器包括视频放大器总增益等,各仪器之间可能存在很大的差异。
②因实际工作中探头要更换,使得对仪器的灵敏度余量很难有一个确切的标准。
③不少工厂和企业均有多台探伤仪和探头,只有在超声探伤仪有较好一致性的前提下测定与标称频率相一致的换能器的灵敏度,才能得出超声探伤系统的一致性指标,其所使用的AV G曲线在实际使用中才具有准确性[5]。
④随着微电子和计算机技术在无损检测领域的广泛应用,有的软件由于设计上不很完善或容错性差,使出现的故障带有隐蔽性,在定期检查时也不能发现。
・114・第23卷第9期2001年9月无损检测ND TVol.23 No.9Sep. 2001为了确保大型钢结构的安全运行,需对它们进行无损评价。
而无损评价需要无损检测的结果为支撑,如果无损检测的结果不准确或不可靠,必然会影响评价结果的可靠性,从而可能导致灾难性的后果,提高检测可靠性的一个很重要因素是检测系统性能是否符合检测要求的标准。
现行的国际质量保证体系ISO9002要求所做的一切工作均在受控状态下进行。
一些大型钢结构的无损检测工作因此对检测仪器、设备提出了要求,如对桥吊无损检测质量控制的具体措施中要求服役的仪器都要有标定书,并在使用一段时间后由计量部门重新标定一次[6];CB/T 3559—1993[7]4.1条中规定探伤仪必须经国家法定计量机构标定后方可使用。
不仅国内,国外同样对检测仪器明确提出要进行计量,如俄罗斯民用客机制造厂家的计量部门对其生产的探伤仪每年进行计量鉴定。
使用部门按规定时限进行返厂计量[8]。
就是医用的超声诊断仪,也根据实际工作中的情况提出要进行强制检定[9],以确保检测质量的可靠性。
探伤仪器主要是电气装置构成,其电气性能的结果,表现为探伤性能。
而仪器的使用过程一般可分为事故频发期、稳定期和维护期三个阶段。
随时间的推移,其电子元器件的老化最终表现为探伤能力的下降,如稳定性不好及灵敏度降低等,因此必须对探伤仪进行检定,以确认它是否还适于探伤。
当然,对众多的探伤类器材,由于其使用的环境、频度、稳定性和操作人员素质等不同,企业可依法并根据实际情况对确认间隔加以延长或缩短。
2 测量类仪器应依法进行计量管制按计量器具的定义,测量类仪器属于用间接方式对被测对象进行测量的工作计量器具。
以超声测厚仪为例,它是为测量工件厚度参数而设计制造的专用计量器具,常用于在役压力容器和高压管道等的壁厚测验。
而在定期检验中,壁厚测定是一个重要项目,精确测定壁厚对于正确评定压力容器的安全等级十分重要。
计量法规定,凡作为贸易结算、安全防护、环境监测及医疗卫生方面的工作计量器具属于强检范畴。
作为测定壁厚的超声测厚仪,属于要进行强制检定的计量器具。
但超声测厚仪有它的特点,超声测厚的厚度值为声时和声速乘积的一半。
声时的精度可由仪器设计时保证;声速则在测量前根据工件的材料设置。
由于声速随材料的不同而不同,就是同一种材料,也会因加工方式、热处理、温度和应力等不同而在一定程度上影响声速。
作为量值传递的器具,如果一个人在某点用测厚仪测量厚度为20mm,另一个人测量结果为30mm,这是绝对不能允许的。
由于测厚的重要性,人们在测量时采取相应措施以保证测试结果可靠,即①测量人员必须经培训和考核,在取得资格后方可进行测厚。
②测厚时通常采用材料的平均声速。
随着各种技术在无损检测领域内的广泛应用,超声测厚仪的功能也有了很大的增强,如工件表面上的漆层用一般测厚仪测量的结果与实际值有很大的误差,但用带有回波2回波测量功能的测厚仪,可以消除漆层的影响;测量高温工件时可选择高温探头等。
现在开发的智能测厚仪还能在被检材料上测定声速,再以平均声速作为被测材料的声速进行测量。
如假定应力在断面内作用均匀,9.8MPa 的压应力或拉应力引起纵波声速的增减为0101%[10],因此工件内各处应力不同引起声速的误差已很小,测量精度可得保证。
当然,测量时有时也会出现示值异常的情况,这需要测量人员对影响测试结果的因素有所了解,以便限制和消除;对各种测厚方法的使用范围有透彻的了解[11],并灵活恰当或有机地结合运用,这将大大地提高测试精度和可靠性。
3 建议随着社会的进步,无损检测仪器在其它一些领域也得到了广泛的应用。
如用X射线机进行高速摄影和金属分析等,这与检测缺陷或测量参数有区别,这类仪器本文不作讨论。
随着人们对无损检测仪器的进一步了解,把无损检测仪器作为计量器具的认识也终将趋于一致。
国内已有不少企业已意识到了这点,如武汉汉威技术发展公司生产的数字式探伤仪被国家技术监督局以计量器具形式批准生产;南通市友联智能仪器公司也取得了制造超声波探伤仪的计量器具许可证。
但是我国的一些无损检测仪器还存在质量问题,如国内用户面最广的便携式工业X射线探伤仪,其稳定性和可靠性均低于日本理学机,用户宁愿以高25倍的价格去购理学机[12]。
所以现在对无损检测器材的管理已到了刻不容缓的地步。
对此提出以下建议:(1)随着计量突破传统物理量的范畴,声学计・214・量、电离辐射计量早已各作为一大计量出现。
把无损检测仪器划在力学这个栏目不恰当。
这使它在分类与管理上产生混乱,是到了应该解决的时候了。
(2)无损检测技术涉及面广,且造成的后果可能危害性极大,建议把无损检测技术纳入特种工艺管理范畴,使用的器材作为计量器具归类加以管理。
(3)对购置的设备及零配件必须有三证,即产品合格证、产品使用说明书和计量部门鉴发的证书。
当然,由于无损检测技术解决的问题是多方面的,有的器材还在研制发展中,对它们的检定还不是很成熟。
如目前还没有对内窥镜使用中的质量控制制订通用的标准,对内窥镜进行强检的条件更不具备[13]。
这类问题应按国务院批准的五条计量立法原则和计量法中相关规定作相应处理。
总而言之,对无损检测仪器的管理是一个值得关注的问题,要真正解决好,任重而道远。
感谢孙树青先生为该文提供的帮助。
参考文献:[1] 郭成彬.无损检测仪器与计量器具[J].无损检测,1998,20(2):59-60.[2] 吴成南,赵洪桥,冉启芳.探伤机与计量器具[J].无损检测,1998,20(1):29-30.[3] 国家计量局计量法规处.中华人民共和国计量法问题解答[M].北京:中国计量出版社,1987.5,8,9,111. [4] G B11345—1989,钢焊缝手工超声波探伤方法和探伤结果的分级[S].[5] 张泽琦,张 坚.超声换能器频率特性和探伤仪接收放大器性能及测试方法[J].无损检测,1999,21(1):15.[6] 李江华.浅谈岸边集装箱起重机的无损检测工作质量控制[J].无损检测,1995,17(4):113.[7] CB/T3559—1993,船舶钢焊缝手工超声波探伤工艺和质量分级[S].[8] 董务江.俄制民用客机维护中的无损检测质量控制[J].无损检测,1998,20(5):134.[9] 王 彦,李朝阳,韩义和.医用超声诊断仪实施强制检定的必要性[J].计量与测试技术,1999,26(3):37. [10] 《超声波探伤》编写组.超声波探伤[M].北京:电力工业出版社,1980.153.[11] 李 新.浅谈超声波测厚[J].无损检测,1995,17(9):258,259,261.[12] 朱文钰.对国产工业X射线探伤仪器改进的几点看法[J].无损检测,1997,19(7):203.[13] 董务江,张立勇,杨宝继.内窥检测技术在航空发动机维护中的应用[J].无损检测,1999,21(4):175.(上接第374页)因而,在提高摄象机标定精度的前提下,该方法能够获得较高的测量精度。
3 结论采用基于主动视觉的双目传感器可以完成自由曲面的快速三维检测。