548A-原料磨系统
TRM型立磨介绍
6、小型矿渣球磨,产量10~30t/h,耗电:约56kwh/t
矿渣粉磨工艺对比
系统
主机设备 可烘干水分,% 粉磨电耗,kWh/t 系统工艺 10 80 简单 10 47 复杂 20 38 简单
Pfeiffer FLS
Polysius UBE 天津院 合肥院 沈重
2.TRM 型立磨研发及发展现状
• 1978年开始与吴江水泥厂合作开始,近30年: 87台套 (2003年 以前10台,至2005年9台,2006年-现在:68台) • 生料:1000TPD~5500TPD 配套水泥熟料配套立磨TRM25.5, TRM31.31, TRM36.41, TRM38.41, TRM40.41, TRM45.41, TRM53.41 • 矿渣磨:30TPY ~ 90TPY TRMS31.31, TRMS40.41, TRMS45.41 • 煤立磨: 1000TPD~5500TPD 配套水泥熟料配套立磨 TRMC20.2,TRM20.3, TRMC23.3, TRMC25.2, TRMC36.4 (TRMC36.41 为越南幸福水泥提供 大型无烟煤立磨) • 电厂脱硫用石灰石立磨:TRM16.3, TRM20.3, TRM22.3 • 水泥终粉磨:TRMK45.41-100WTY--台湾幸福水泥签订3台
辊磨
缺点:单机成本高,操作相对复杂
3.3, 影响立磨性能的要素 水泥原料与粉磨有关的基本性能包括物料粒度、 易磨性、 磨蚀性和水分等。 (1).易磨性:Wi --- 邦德功指数(中等:10-11kwh/t)by 球磨 MF --- 辊磨易磨性指数(中等: 0.9-1.0)by 立磨 对煤磨:HGI---哈氏指数(中等:55)by 哈氏仪 (2).磨蚀性:WF --- 磨蚀性指数: 影响磨辊辊套和衬板及选粉机叶片 的寿命 (3).水分: 直接关系到粉磨设备的烘干能力和热源,五级 预热器的尾气最大可烘干7%的水分。否则要 加热风炉或引入循环热风。
农业行业推荐-样品处理和分析仪器设备目录
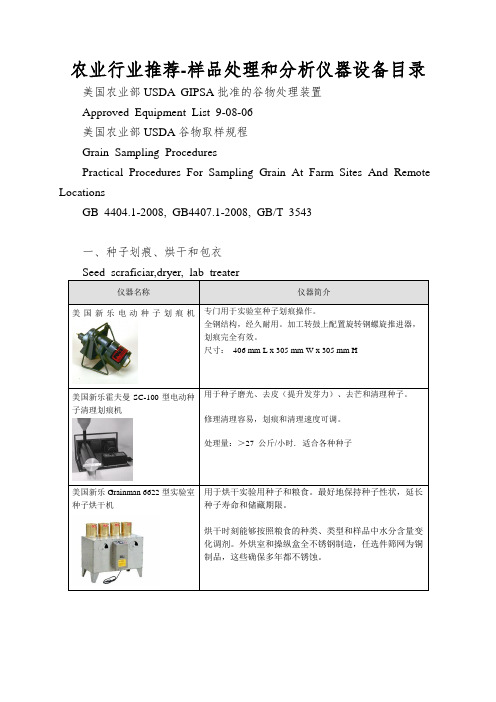
农业行业推荐-样品处理和分析仪器设备目录美国农业部USDA GIPSA批准的谷物处理装置Approved Equipment List 9-08-06美国农业部USDA谷物取样规程Grain Sampling ProceduresPractical Procedures For Sampling Grain At Farm Sites And Remote LocationsGB 4404.1-2008, GB4407.1-2008, GB/T 3543一、种子划痕、烘干和包衣仪器名称仪器简介美国新乐电动种子划痕机专门用于实验室种子划痕操作。
全钢结构,经久耐用。
加工转鼓上配置旋转钢螺旋推进器,划痕完全有效。
尺寸:406 mm L x 305 mm W x 305 mm H美国新乐霍夫曼SC-100型电动种子清理划痕机用于种子磨光、去皮(提升发芽力)、去芒和清理种子。
修理清理容易,划痕和清理速度可调。
处理量:>27 公斤/小时. 适合各种种子美国新乐Grainman 6622型实验室种子烘干机用于烘干实验用种子和粮食。
最好地保持种子性状,延长种子寿命和储藏期限。
烘干时刻能够按照粮食的种类、类型和样品中水分含量变化调剂。
外烘室和操纵盒全不锈钢制造,任选件筛网为铜制品,这些确保多年都不锈蚀。
美国新乐拜尔--固斯塔森BLT型种子包衣机拜尔制药固斯塔森生产的实验室间歇式种子包衣机适合各种类型的物料,样品量从113克到2.2公斤,专门适合种子检测和科研机构使用。
全套系统由转鼓、空气压缩机、定时器和进料装置组成。
由注射系统和空气压缩系统能够在种子样品上提供平均准确的化学药剂分布。
这一结构能够提供准确的能够测量的化学试剂速率,也承诺快速处理模式。
二、真空置床、种子风选仪器名称仪器简介美国新乐霍夫曼VPWS220型真空吸种置床仪种子数粒培养装置。
由真空装置和置种数种设备组成。
通过真空吸种和数种头,将规定数量的种子,平均的放置在培养基上进行种子培养,增加数种培养的准确性,提升工作效率。
OPA548T中文资料

®
OPA
548 OPA
OPA548
548
/databook/OPA548.html
High-Voltage, High-Current OPERATIONAL AMPLIFIER
FEATURES
q WIDE SUPPLY RANGE Single Supply: +8V to +60V Dual Supply: ±4V to ±30V q HIGH OUTPUT CURRENT: 3A Continuous 5A Peak q WIDE OUTPUT VOLTAGE SWING q FULLY PROTECTED: Thermal Shutdown Adjustable Current Limit q OUTPUT DISABLE CONTROL q THERMAL SHUTDOWN INDICATOR q HIGH SLEW RATE: 10V/µs q LOW QUIESCENT CURRENT q PACKAGES: 7-Lead TO-220 7-Lead DDPAK Surface-Mount
DESCRIPTION
The OPA548 is a low cost, high-voltage/high-current operational amplifier ideal for driving a wide variety of loads. A laser-trimmed monolithic integrated circuit provides excellent low-level signal accuracy and high output voltage and current. The OPA548 operates from either single or dual supplies for design flexibility. In single supply operation, the input common-mode range extends below ground. The OPA548 is internally protected against overtemperature conditions and current overloads. In addition, the OPA548 was designed to provide an accurate, user-selected current limit. Unlike other designs which use a “power” resistor in series with the output current path, the OPA548 senses the load indirectly. This allows the current limit to be adjusted from 0 to 5A with a resistor/potentiometer or controlled digitally with a voltage-out or current-out DAC. The Enable/Status (E/S) pin provides two functions. An input on the pin not only disables the output stage to effectively disconnect the load but also reduces the quiescent current to conserve power. The E/S pin output can be monitored to determine if the OPA548 is in thermal shutdown. The OPA548 is available in an industry-standard 7-lead staggered TO-220 package and a 7-lead DDPAK surface-mount plastic power package. The copper tab allows easy mounting to a heat sink or circuit board for excellent thermal performance. It is specified for operation over the extended industrial temperature range, –40°C to +85°C. A SPICE macromodel is available for design analysis.
R508A技术参数

R508A技术参数R508A是一种家用、商用和工业制冷的混合制冷剂。
它是由Difluoromethane (R32)、Pentafluoroethane (R125)和Octafluorocyclobutane (RC318或R218)组成。
以下是R508A的技术参数。
1.物理性质:-分子式:CHF2CF3(R32)/C2HF5(R125)/C4F8(R318)-熔点:-86.2°C-沸点:-40.8°C- 气体密度(25°C, 1 atm): 23.8 kg/m^3- 液体密度(25°C): 1053.0 kg/m^3-蒸汽压(25°C):563.3kPa2.热力学性质:-临界温度:83.17°C-临界压力:3.7MPa- 比热容量 (液态, 25°C): 1.84 kJ/(kg·K)- 比热容量 (气态, 25°C): 0.86 kJ/(kg·K)-体积膨胀系数(气态,25°C):0.00331/K3.环境参数:-臭氧层破坏潜势(ODP):0-温室效应潜势(GWP):46004.安全性能:-燃烧性能:不燃烧-爆炸极限(体积分数,25°C):7.3%至24.6% -低限浓度:7.3%-高限浓度:24.6%-自燃温度:不适用-爆炸性能:不爆炸-低限爆炸浓度:7.3%-高限爆炸浓度:24.6%5.使用:-使用环温范围:-40°C至60°C-储存稳定性:稳定-水溶性:极低-润湿性:不适用-揮发性:是-pH值:不适用-腐蚀性:无-毒性:无毒总结:R508A是一种具有较低熔点和沸点的混合制冷剂。
它具有优异的冷冻能力,且不对臭氧层产生破坏作用。
然而,由于其高温环境下的燃烧极限和高限爆炸浓度,使用时需要注意安全性。
R508A可以在-40°C至60°C 的环温范围内使用,并且储存稳定。
磨料磨具制造耐火材料工艺流程
磨料磨具制造耐火材料工艺流程下载温馨提示:该文档是我店铺精心编制而成,希望大家下载以后,能够帮助大家解决实际的问题。
文档下载后可定制随意修改,请根据实际需要进行相应的调整和使用,谢谢!并且,本店铺为大家提供各种各样类型的实用资料,如教育随笔、日记赏析、句子摘抄、古诗大全、经典美文、话题作文、工作总结、词语解析、文案摘录、其他资料等等,如想了解不同资料格式和写法,敬请关注!Download tips: This document is carefully compiled by theeditor. I hope that after you download them,they can help yousolve practical problems. The document can be customized andmodified after downloading,please adjust and use it according toactual needs, thank you!In addition, our shop provides you with various types ofpractical materials,such as educational essays, diaryappreciation,sentence excerpts,ancient poems,classic articles,topic composition,work summary,word parsing,copy excerpts,other materials and so on,want to know different data formats andwriting methods,please pay attention!磨料磨具制造耐火材料工艺流程一、原材料准备阶段。
在开始磨料磨具制造耐火材料的工艺流程之前,要做好充分的准备工作。
DISCO公司产品系列介绍
DISCO公司產品介紹一:自動切割機什麼是自動切割機?是指被加工物的安裝及卸載作業均採用手動方式進行,只有加工工序實施自動化操作的切割機。
在有些機型上也可實施自動化位置校準作業。
但在機器內部沒有配置清洗、乾燥裝置.位置校準切割操作人員以手動方式將被加工物安裝到工作盤上。
3000系列的設備可自動實施位置校準作業。
300系列和500系列的設備,由操作人員使用顯微鏡進行切割位置對準作業。
操作人員只要按下開始按鈕,機台就可在位置校準工序識別出的切割道進行切割加工。
300系列 - Automatic Dicing Saw300系列切割機/切斷機,利用人工方式完成加工物的安裝調整及識別切割位置的校準作業,並且在設計上力求節省佔地空間,使該機型的外形結構顯得簡潔精巧。
另外,為了滿足各種加工要求,在最大加工物尺寸和加工精度等方面,均擁有種類豐富的產品群。
For 6" frameDAD321DAD322DAC351/DAD361設備概要適用ø 6"加工物的自動切割機DAD321的改良機型,産能更高追求高精度的切斷機和自動切割機最大加工物尺寸160 x 160ø6"(邊長6"方形)*1DAC351: 153 x 153 DAD361: 160 x 160適用框架2-6-1DAC351: - DAD361: 2-5, 2-6X軸可切割範圍(mm)192160192進刀速度有效範圍(mm/s)0.1 - 3000.1 - 5000.1 - 300Y軸可切割範圍(mm)162最小步進量(mm)0.00020.0001定位精度(mm)0.005以內/160(單一誤差)0.003以內/50.001以內/160(單一誤差)0.001以內/5光學尺最小分辨率(mm)-0.00005Z軸有效行程(mm)28.2(ø 2"切割刀片)32.2(ø 2"切割刀片)28.2(ø 2"切割刀片)最小移動量(mm)0.00010.000050.0001重復定位精度(mm)0.0010.0005可使用的最大切割刀片直徑(mm)ø76.2ø58(使用1.5 kW的主軸時)ø76.2θ軸最大旋轉角度(deg)380320DAC351: -DAD361: 380主軸額定功率(kW)1.5 at 30,000 min-1額定力矩(N・m)0.48轉速範圍(min-1)3,000 - 40,000設備尺寸(WxDxH)(mm)500 x 1,050 x 1,455500 x 900 x 1,600500 x 1,050 x 1,455設備重量(kg)約500約420(無變壓器)約470(有變壓器)約550*1另外需要專用夾具。
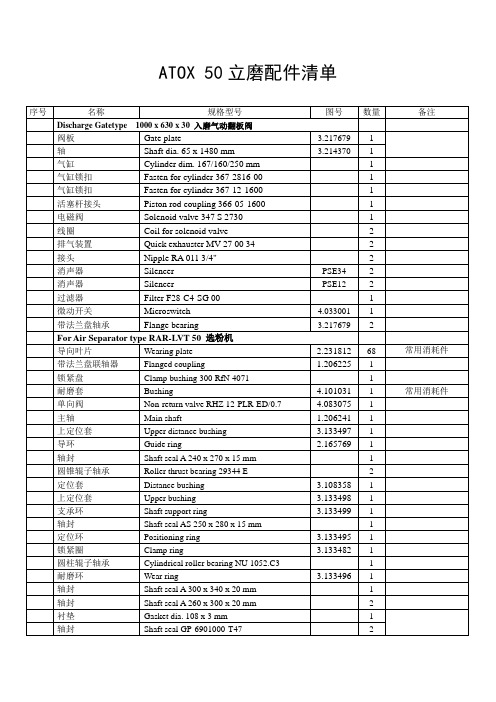
ATOX50立磨常用配件清单
2
衬垫
Gasket dia. 108 x 3 mm
1
轴封
Shaft seal GP-6901000-T47
2
轴封
Shaft seal PS-1401000-T46
1
衬垫
Gasket ORAR-00339-V70G3
1
轴封
Shaft GR-6900500-T47
1
定位环
Positioning ring
3.133495
1
锁紧圈
Clamp ring
3.133482
1
圆柱辊子轴承
Cylindrical roller bearing NU 1052.C3
1
耐磨环
Wear ring
3.133496
1
轴封
Shaft seal A 300 x 340 x 20 mm
1
轴封
1
圆锥辊子轴承
Roller thrust bearing 29344 E
2
定位套
Distance bushing
3.108358
1
上定位套
Upper bushing
3.133498
1
支承环
Shaft support ring
3.133499
1
轴封
Shaft seal AS 250 x 280 x 15 mm
2
插装阀
Insert kit CVI-25-D20-2-M-10
1
插装阀
Insert kit CVI-25-D20-2-M-10
1
插装阀
Insert kit CVI-25-D10-2-H-40
DEC-1000和DEC-4000控制器操作说明书

DEC1000和4000控制器操作说明书LED 灯显示含义(从左到右顺序)1灯:DEC1000控制器电源供给,绿灯亮(绿色)。
2灯:当按下紧急停机按钮时,红灯亮(红色)。
3灯:当发电机组出口开关合闸和带载时,该灯亮(绿色)。
4灯:当机组出现故障但未到达停机保护值时,控制器先发出预警信号,但机组还会继续运行不会停机,该灯亮(黄色)5灯:当机组出现预警后任未进行检查处理,当预警值到达报警值时,机组立即自动停止运行进行保护,该灯亮(红色)当机组运行时,RPM:显示机组运转的速度(1500转/分);同时显示机组运行时,充电机输出电压值:13.6V(直流)。
显示:控制器运行累计时间:23589小时;显示:发电机组输出电源频率:50Hz;显示:电池电压13.6V显示:柴油量在油箱的百分比值:37%显示:冷却液温度:85℃(水温)显示:机组运行中机油压力:3.2BAR以上为公制单位显示:柴油量在油箱的百分比值:37%显示:冷却液温度:85F(水温)显示:机组运行中机油压力:40-60PSI以上为英制单位显示:L1-L2相电压:404V;显示:L2-L3相电压:403V;显示:L3-L1相电压:401V显示:L1-N线电压233V;显示:L2-N线电压233V;显示:L3-N线电压232V.显示:L1相电流530A显示:L2相电流537A显示:L3线电流548A机侧启动1、将控制器上钥匙开关从左侧向右侧旋转,打开控制器电源,控制指示灯亮及液晶屏出现文字显示,控制器并读取程序;2、控制器绿色灯亮,说明机组无故障,准备就绪;3、按下“START”绿色按钮,机组立即进行预热10秒,10秒后机组立即启动,机组启动成功允许;4、读取机组允许参数:按下“左侧白色按钮”,每按一次,显示一组参数,其中参数包括:发动机转速、水温、机油压力、3相电压及频率、3相电流、电池电压等;5、按下“STOP”按钮,机组立即停止运转。
第一章启动前检查一、检查润滑系统1. 机油油位是否足够?将油尺抽出用布擦净后插回再抽出检查,正常油位应在接近“FULL”位置。
对蛋白溶解度作为鉴定豆粕
EVALUATION OF PROTEIN SOLUBILITY AS AN INDICATOR OF OVERPROCESSING SOYBEAN MEAL
M. Araba, N. M. Dale,佐治亚大学家禽科学系
摘要 本项研究针对以豆粕的脲酶活性(UA)、橙黄 G 结合力(OGBC)以及
— 63 —
精氨酸和蛋氨酸促进了雏鸡生长。 试验 5 是试图确定在本研究条件下哪一种氨基酸最具有限制性。除了含有蒸煮
0min 和 40min 豆粕的两种对照日粮之外,配制了 7 种含蒸煮 40min 豆粕的日粮, 即:单独补充 0.2%L—赖氨酸、单独补充 0.2%L—精氨酸、单独补充 0.1%DL—蛋 氨酸、补充其中两种、补充全部三种。
本项研究的目的就是评价以豆粕蛋白质在 0.2%氢氧化钾溶液中的溶解度作为 鉴定豆粕是否加热过度而营养下降这一方法的价值。此外,本项目对含不同蛋白 溶解度的豆粕日粮补充氨基酸,进行动物试验以评价补充氨基酸的效果。
材料和方法
总体设计
— 61 —
试验 1、2、3 的目的是比较各种化学分析方法及其与雏鸡生产性能的关联程度。 试验 4 和 5 的目的是考察补充氨基酸以克服低蛋白溶解度豆粕抑制肉鸡生长的效 果。从一家当地饲料厂选定 5 批浸提法生产的去皮豆粕。为模拟过度加热,从每 批豆粕中采集少量实验材料,摊在浅铝盘(高 2.54cm)中,放进高压蒸煮器内以 121℃蒸煮不同时间。风干之后,将试验材料移出浅盘。
1原发表于《Poultry Science》69:76-83,1990
— 60 —
最常用来鉴定豆粕是否加工过度的指标是脲酶活性。脲酶水平本身对家禽营养 没有什么意义,但被用来做为鉴定是否含有抗胰蛋白酶之类有毒因子的指标。然 而,Abraham 等人(1971)提到,脲酶完全失活后,脲酶活性测定不能反映热处 理对豆粕品质的影响程度。而且,彻底破坏豆粕的脲酶也不一定妨碍雏鸡生长 (McNaughton and Reece,1980;Dale 等人,1986)。脲酶活性低至 0.01(pH 变化 值)的豆粕与脲酶活性较高的豆粕相比,饲喂雏鸡的效果没有差别(De Schrijver, 1977 )。 再 者 , 加 热 不 足 的 豆 粕 经 过 长 时 间 贮 存 后 , 其 脲 酶 活 性 也 会 降 低 (DeSchrijver,1977)。
HRM4800A_原_料_立_式_磨

另外需强调的是立式磨是集机械、液压、电气自 动化为一体的设备。运行时液压系统压力、磨辊轴承 温度、减速机运行参数等数据都通过设备配有的各种 传感器送到中央计算机,以监视立式磨的运行状态, 并进行自动控制。 4.磨辊限位装置 4.1结构 传动臂的摆动角度决定了磨辊的位置,因此可以 通过限位开关及机械限位装置来控制传传动臂的摆动。 限位开关是控制磨辊在启动时的抬起高度;机械限位 装置用来控制磨辊和磨盘之间的间隙,防止了生磨辊 和磨盘间直接接触。此外,料床的厚度显示在传动臂 的标尺上。
成品物料的细度取决于导风叶片的角度 以及转子速度的调节。将导风叶片的角度加 大或者提高转子的速度,选粉后,物料的细 度更细;反之,将导风叶片的角度减小或者 降低转子的速度,物料的颗粒将会变粗。 总之,要想生产出合格的细度的产品, 必须在磨机的调试中逐步进行摸索。转子的 旋转方向取决于导风叶片的切向流方向,转 子的旋转方向和导风叶片的导风流方向是相 同的。 该分离器的分级效率高,调节余地大。
4.2限位开关的功能 传动臂的限体温表装置是通过安装在轴 承盖侧面的限位开关及机械限位装置来进行 控制。当磨辊抬起时,触动相对应的限位开 关,自动关闭相对应的油缸无杆腔的电动截 止阀,并显示“磨辊抬起”信息。当所有磨 辊的限位开关者显示“磨辊抬起”信号后, 液压泵就会关闭。如果磨机减速机测振仪出 现报警,磨机震动大,液压系统的“磨辊抬 起”功能必须起作用,以防止机械损坏。
5.3.3导风叶片
导风叶片是通过螺栓拧在壳体上的。 5.3.4传动装置 分离器的传动装置是由电动机、减速机、 联轴器等组成。减速机支撑在传动底座上, 减速机的出轴通过联轴器与转子主轴相连, 从而带动笼形转子的旋转。转子的转向从上 往下看为顺时针旋转。电动机采用变频调速, 通过调节转速达到对产品细度的控制。
TRM53.41生料磨使用说明书

中材(天津)粉体技术装备有限公司TRM53.41 使用手册项目:鄂伦春2011‐11‐22在开始使用本公司磨机之前请仔细阅读本手册目录目录 (I)一、前言 (1)二、总论 (2)2.1概述 (2)2.2TRM53.41辊式磨机的结构特点 (3)三、工作原理 (4)四、结构概述 (6)4.1磨辊 (8)4.2磨盘 (10)4.3摇臂 (12)4.4分离器 (14)4.5传动装置 (16)4.6机架 (17)4.7磨辊液压加压装置 (19)4.7.1液压站 (19)4.7.2磨辊加压机构 (20)4.8磨辊轴承润滑系统 (22)4.9中壳体 (23)4.10进风道 (25)4.11干油润滑装置 (26)4.13喷水装置 (28)4.14翻辊装置 (29)4.15气封装置 (31)4.16重锤阀 (32)五、TRM53.41生料磨的试运转 (33)5.1试运转的准备工作和检查 (34)5.2磨辊轴承稀油润滑系统通油试验 (37)5.3磨机主传动及辅助传动装置试运转 (38)5.4干油集中润滑系统的试运转 (39)5.5分离器试运转 (40)5.6气封系统调试 (41)5.7粉磨系统联动空负荷试运转 (42)5.7.1粉磨系统空负荷试运转的必备条件: (42)5.7.2粉磨系统开机流程 (43)5.7.3按框图起动,并做好监视和检查工作 (44)5.8粉磨系统带负荷运转 (45)六、TRMR53.41生料磨的日常操作 (49)七、TRM53.41生料磨的维护与检查 (56)7.1日常维护 (56)7.2检修 (60)7.2.1磨辊辊套的检修 (61)7.2.2磨辊轴承的拆卸与装配 (64)7.2.4磨辊的拆装 (71)7.2.5检修加压油缸和蓄能器 (72)7.2.6减速器维修 (73)7.2.7更换磨盘衬板 (75)7.2.8更换分离器叶片 (76)八、TRM53.41生料磨机检修工具表 (78)九、故障处理 (79)编制 校对审定 审核一、前言 TRM53.41使用手册 一、前言本使用手册的内容主要包括TRM53.41生料磨的工作原理、结构介绍、试运行、日常操作与维修等内容。
大河珩磨机床液压说明
大河珩磨机床液压说明引言:大河珩磨机床液压系统是一种常用于机床上的液压传动系统,其主要功能是通过液压力来驱动磨削工具的运动,实现对工件的加工。
本文将详细介绍大河珩磨机床液压系统的工作原理、组成结构以及优势特点。
一、工作原理:大河珩磨机床液压系统采用液压传动原理,通过液压油的流动来实现各个液压元件的运动。
系统主要由液压泵、液压阀、液压缸、液压油箱等组成。
液压泵将机械能转化为液压能,将液压油压入液压系统中;液压阀控制液压油的流动和分配,实现对液压系统的控制;液压缸将液压能转化为机械能,实现磨削工具的运动;液压油箱用于存储液压油,并对其进行冷却和过滤。
二、组成结构:1.液压泵:大河珩磨机床液压系统采用柱塞泵作为液压泵,其具有压力高、流量大、工作稳定等优点。
液压泵通过将机械能转化为液压能,为液压系统提供所需的压力和流量。
2.液压阀:大河珩磨机床液压系统采用多路换向阀和比例阀作为液压阀,其功能是控制液压油的流动和分配。
多路换向阀用于控制液压缸的运动方向,比例阀用于调节液压油的压力和流量,以实现对磨削工具的精确控制。
3.液压缸:大河珩磨机床液压系统采用液压缸作为执行元件,其通过液压力将液压能转化为机械能,实现磨削工具的运动。
液压缸具有结构简单、运动平稳、力矩大等特点,可满足磨削工具的各种运动要求。
4.液压油箱:大河珩磨机床液压系统的液压油箱用于存储液压油,并对其进行冷却和过滤。
液压油的冷却可以有效降低液压系统的工作温度,提高系统的工作效率;液压油的过滤可以有效清除液压油中的杂质和污染物,保证液压系统的正常运行。
三、优势特点:1.高效稳定:大河珩磨机床液压系统采用先进的液压技术,具有高效稳定的特点。
液压传动可以实现高速、高精度的运动控制,提高加工效率和加工质量。
2.可靠耐用:大河珩磨机床液压系统采用优质的液压元件和密封件,具有良好的密封性和耐磨性,可靠耐用。
系统的液压元件经过精密加工和热处理,具有较长的使用寿命。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
宁夏赛马实业股份有限公司2×2500t/d水泥熟料生产线技改项目二期工程原料粉磨/废气处理系统调试操作说明书天津水泥工业设计研究院有限公司宁夏赛马二线调试组二○○九年十一月目录第一章总论第二章工艺设备及工艺流程介绍一.工艺设备简介二.工艺流程简介附:原料调配,原料粉磨/废气处理系统工艺流程图第三章启动前的准备工作一、现场设备的准备工作二、电气设备及仪表检查第四章启动与停车操作一、设备的启动操作顺序二、系统运转中的检查与调整三、系统的停车操作顺序四、设备故障停车及紧急停车的处理第五章试生产及生产中的注意事项一、试生产的安排及其目的二、试生产准备三、试生产要领四、生产中的注意事项第一章总论本套说明书是天津水泥工业设计研究院有限公司为宁夏赛马实业股份有限公司2×2500t/d水泥熟料生产线技改项目二期工程调试工作编制的,仅适应于该工程。
其中包括《原料粉磨/废气处理系统调试操作说明书》、《煤粉制备系统调试操作说明书》和《烧成系统调试操作说明书》。
本操作说明书为宁夏赛马实业股份有限公司2×2500t/d水泥熟料生产线技改项目二期工程原料粉磨/废气处理调试操作说明书。
说明书中介绍的内容,仅限于保证系统设备的正常运转及工艺操作的主要事项。
操作人员必须在理解本操作说明书内容的基础上,了解系统内每台设备的原理,基本结构及性能,掌握仪表及控制装置的使用要领,以便在实际操作中随时解决出现的问题。
编制本操作说明书的基本依据是各类设计技术文件,并结合以往生产调试的经验。
在实际生产中,如本操作说明书所述与实际情况有出入时,应与派驻现场的调试技术人员协商解决,并根据实际情况修改有关内容。
为更好地了解设备性能,请参阅有关的单机设备说明书。
第二章工艺设备及工艺流程介绍原料粉磨系统的工艺流程范围:始自原料调配站的库底,止于生料调和库的库顶,包括原料调配及输送,原料粉磨、生料输送入库。
现将本系统的设备及工艺流程做一介绍。
本系统的工艺流程图见附图。
二、工艺流程简介储存于原料调配站的石灰石、粉煤灰、硫酸渣、石英砂岩四种原料,按质量控制系统自动或人工预先设定的配比,由各自的定量给料机(12a.03、12a.06、12a.08、12a.10)从库中卸出,送到库底的混合料胶带输送机(12a.11、30b.01)上,输送入锁风喂料机(12/16.01),然后进入原料磨(12/16.02)。
原料磨采用一台辊式磨,当入磨物料粒度≤75 mm(占90%),水份≤6%,出磨生料细度为80μm筛筛余12%,水份为0.5 %时,磨系统产量为200 t/h。
各种原料在磨内进行粉磨、烘干后,经选粉机分选,粗粉返回磨盘重新粉磨,合格成品随出磨气流经旋风分离器收集。
收集下来的成品经斜槽、斗式提升机等入生料库储存、均化。
出旋风分离器的气体经循环风机,一部分气体作为循环风入磨,其余气体则通过袋收尘器净化后,经窑尾排风机和烟囱排入大气。
袋收尘器收下的粉尘经拉链机先储存在窑灰仓里,等磨开时汇同出磨生料一起经空气斜槽及胶带提升机入生料均化库。
当原料磨正常生产时,来自窑系统的废气经高温风机、管道喷水系统,全部进入原料磨作为烘干热源。
从原料磨排出的废气由循环风机送入废气处理系统。
为均化与储存生料,设有一座Φ15×47 m TP型均化库,均化库的有效储量为6450 t,储存期为1.70d。
均化库底部为倒锥体,出库生料经库底多点流量控制阀、斜槽、送至带有荷重传感器的生料搅拌仓,仓下设有两套流量控制阀和一台固体流量计,喂料仓下流量控制阀根据入窑生料量调节。
经计量后的生料,由斜槽、提升机送入窑尾预热器二至一级旋风筒上升管道。
原料调配,原料粉磨/废气处理系统工艺流程图见附图第三章启动前的准备工作原料粉磨及废气处理部分的全部设备在启动前都应进行认真的检查和调整工作。
一、现场设备的准备工作1. 润滑设备润滑油的检查及调整设备的润滑对保证设备的长期稳定运转起着关键性作用,润滑油量既不能过多也不能过少,油量过多会引起设备发热,油量过少设备会因缺油而损坏。
另一方面,要定期检查更换润滑油,用油品种、标号不能错,而且要保证油中无杂质。
检查的主要项目有:1-1 磨辊润滑装置的油量、油路及阀门情况。
1-2 磨辊液压装置的油量、油路及阀门情况。
1-3 磨机减速机润滑装置的油量、油路及阀门情况。
1-4 选粉机润滑装置的油量、油路及阀门情况。
1-5 所有运动部件、传动链条、联轴器润滑油情况。
1-6 所有的电动机轴承润滑油情况。
1-7 所有的阀门及其执行器润滑油情况。
2. 冷却水的检查冷却水对设备保护至关重要,设备启动前要检查冷却水管路上的阀门是否打开,并控制合适的流量,需冷却水的设备有:1)原料磨主减速机润滑装置。
2)循环风机轴承润滑装置。
3)袋收尘器排风机轴承。
4)原料磨液压装置。
5)选粉机润滑装置。
6)磨辊润滑装置7)磨主电机稀油站8)磨主减速机稀油站3. 喷水系统检查1)系统启动之前要检查水箱进水管是否通畅,浮动球阀的动作是否灵活,管路上的过滤器要进行清洗,防止堵塞。
2)原料磨及检查系统启动前原料磨及管道喷水系统的喷嘴要进行清洗无堵塞,装好后水压试验无渗漏;增湿塔喷嘴的雾化效果要满足要求。
4. 压缩空气检查原料粉磨及废气处理部分所需压缩空气由空气压缩机站供给,系统启动之前须检查空压机站是否启动,各储气罐是否按规定进行排污,压力是否达到额定压力,压缩空气管道及阀门有无漏气现象,有问题及时处理,供气管道上的手动阀处于开启状态。
需压缩空气的设备:1)袋收尘器2)气动两路阀5. 原料调配库、设备内部、人孔门、检查门的检查原料调配库加料之前应清除安装或检修时掉在库内部的杂物,防止仓口堵塞或金属物体进入原料磨。
在设备启动前要对设备内部进行全面的检查,清除安装或检修时掉在设备内部的杂物,以防止设备运行时卡死或打坏设备,造成损失。
待设备检查完后,所有人孔门、检修(查)孔要严格密封,防止生产时漏水、漏料、漏油。
6. 阀门检查1)各原料仓下棒阀及闸板阀,全部开到适当的位置,保证物料畅通。
2)所有的手动阀门,在设备启动前都应打到适当的位置。
3)所有的电动、气动阀门,首先在现场确认灵活开闭,阀轴与连杆是否松动,然后由中央控制室遥控操作,确认中控与现场的开闭方向一致,检查开度与指示是否准确,如果阀门上带有上、下限位开关,要与中控室核对限位信号是否返回。
7. 设备的紧固检查检查设备的紧固情况,如磨机、风机、减速机、电机的地脚螺栓等不能出现松动,设备的易松动件,传动连杆等都要进行严格的检查,提升机斗子和链子之间的连接也要检查。
8. 袋收尘器的检查袋收尘器内部是否有杂物,袋子是否有破损。
袋收尘器的检查必须严格按照《袋收尘器使用说明书》执行。
9. 原料调配库内物料的检查确认各原料调配库的物料储存量合适,料位计指示准确,库内物料位置与中控显示一致,试生产期间仓内物料不宜过满,一般为仓满的60~70%。
10. 原料磨及其附属设备的检查请根据天津仕名粉体公司关于辊式磨的技术文件要求严格进行检查。
11. 生料均化库检查1)库底透气层无破损,库内不得使用电焊、气割。
若使用需保护好透气层2)库内及充气箱内无积水,有问题及时处理。
3)库顶、库侧防水完好,密封性好。
4)管道联接准确,耐压试验无漏气。
5)库内无任何杂物,清除库顶及库壁施工时遗留的任何物件。
6)生料库首次进料前必须对库内进行干燥。
生料库干燥后,所有孔洞应封闭好。
二、电气设备及仪表检查1.电气设备的检查(1)检查电源是否已供上,设备的备妥信号是否全部返回。
(2)电气开关柜是否推到工作位置,电气保护整定值要合适。
(3)PC柜的电源是否合上。
(4)设备的现场开关是否按要求打到“集中”位置。
(5)确认高压电设备送电条件,并送电。
2.现场仪表的检查现场有许多仪表,可以帮助巡检人员及时了解生产及设备的运行情况,在开车前,都要进行系统地检查,并确认电源已供上,是否有指示。
送信号进入中控室指示的仪表,还要与中控室人员配合,核实传输信号的准确性。
第四章启动与停车操作本章叙述的内容是正常生产时的启动与停车操作顺序,以及运行中的调整及故障停车操作。
试生产时,根据机电设备的考核要求,有一些特殊的操作要求,望操作时注意。
系统中的各组设备已编好程序,由计算机控制,组与组之前一般按顺序连贯启动。
一、设备的启动操作顺序2.窑系统运行正常时,原料磨的投入*以电气启动顺序为准!二、系统运转中的检查与调整下面所讲的内容是系统正常运转之后,为保证各设备顺利工作,必须进行必要的检查及调整。
设备运行时,应经常观察各参数(电流、电压、温度、喷水量)的数值及变化趋势,判断运行情况,并采取适当的措施进行调整处理,使系统正常而稳定地运行。
三、系统的停车操作顺序下面分别介绍正常情况下的停车,故障联锁停车及紧急停车等几种情况下的操作要求。
(一)停窑(原料磨未开)时废气处理部分的停车操作顺序1. 确认停车范围。
2. 将自动控制转为手动控制。
3. 慢慢关小窑尾袋收尘器排风机进口阀门,控制窑尾高温排风机出口气体压力范围为-200~-300Pa。
4. 根据高温风机出口气体温度,减少废气管道喷水量,当高温风机出口气体温降至200℃时,停增湿塔喷水。
5. 等待,待窑系统允许废气处理停车时,停窑尾袋收尘器组、窑灰输送组。
6. 停生料入库组(二)烧成系统正常运转情况下的原料磨部分的停车操作1. 确认停车范围2. 将自动控制转为手动控制3. 将原料磨喂料总量设定值降至原料磨允许的最低负荷,调整粉磨压力。
4. 调整系统内各阀门开度、磨内喷水量及废气管道喷水量,维持磨机出口及高温风机出口气体温度,同时稳定高温风机出口压力,确保烧成系统正常运行。
5. 停磨内喷水组6. 停原料配料组7. 待磨辊位置达到设定的最低点时,停原料磨主电动机组8. 磨辊自动抬起9. 调整系统内各阀门开度,关闭高温风机至原料磨管道阀门,逐渐开大高温风机至袋收尘器管道阀门开度,调整循环风阀门,维持磨内气流流动,调整冷风阀门开度,保证出磨气体温度在正常范围之内。
10. 停选粉机组11. 停循环风机组12. 慢慢关闭原料磨循环风机至袋收尘器风管截止阀门,同时调整袋收尘器尾排风机进口阀门开度,保证高温风机出口负压稳定13. 停原料磨附属设备各组四、设备故障停车及紧急停车的处理在设备运行过程中,由于设备突然发生故障或电机过载跳闸、保护跳闸,现场停车按钮按下时,系统的部分设备会联锁停车。
另外在某种紧急情况下,为了保证人身及设备安全,也会使用紧急停车按钮,使系统内设备紧急停车,为了保证能顺利地再次启动,必须进行处理操作。
1. 当设备突然停机时,基本的处理程序是:(1)马上停止与之有关的部分设备(2)查清事故原因,判断能否在短时间内处理完毕,以决定再次启动时间,并进行相应的操作。