轧制过程数学模型
Φ720mm周期轧管机轧制速度参数数学模型的建立

E t bI h en fM a h sa i m s tO t ema i a o t I c M de o f ̄7 0 m m l rM i Roln t 2 Pi ge l l l g Da a i
空心的毛管 ,与一般纵轧不同的是轧辊的旋转方向 与 喂入轧 件 的方 向相 反 。 当轧 辊旋转 时 ,孔 型 的净 宽尺寸在不断改变 ,因而轧辊在每旋转一周 中孑 型 L 的轮廓 尺寸不 断变 化着 周期轧管机孔型分为 4 ,钢管的变形区随着 段
孔 型的变 化而 不 断变化 ( 1 : 图 )
定 性 因素 ,在 日常 的生 产操 作和新 产 品开 发 中 占有 举 足轻 重 的地位 。通过对 周 期轧 管机 轧制 参数 计算 的基本 原 理进行 分 析 ,借 鉴 和消 化 国 内外 在周 期 轧
1 周期 轧管工艺的基本原理
11 周 期轧 管机 的轧制 过程 .
周期 轧管是 在 轧辊可 变 的孔型 中和 芯棒上 辗轧
~
大 、轧制钢种范围广 、品种规格适应性强等特点 , 比较适合生产大直径高合金厚壁无缝钢管。其所使 用 的现 代化 喂料 器采 用 了液压 机械 式 限制 喂料 装置 和转角补偿机构 ,实现 了高精度 的喂料和转 角补 偿 。油压制动装置和可调空气压缩孑 腔能保证迅速 L 而 平 稳 的制 动 ,且 易 于 实 现 喂料 器 与 轧辊 的 同步 。 周期 轧 管机 轧制 参数 作为 钢 管质量 和机 组产 能 的决
5 4
_ j 接; I 浸蔫
( )锻轧段 a
冷轧过程控制数学模型的内容

冷轧过程控制数学模型的内容冷轧过程控制的数学模型包括:轧制力模型、前滑模型、速度模型、张力模型、机架刚度模型、带钢刚度模型、轧辊梭形计算模型、带钢温度模型、冷却液流量计算模型、辊缝模型、弯辊模型、轧辊温度和磨损模型。
(1)轧制力模型。
在冷轧生产过程中,过程计箅机使用的关于辊缝设定计算的轧制力模型大体有三种。
这三种压力模型是Bland-Ford模型、W.LRoberts简化的摩擦锥模型(称为Roberts模型)和M.D.Stone模型。
通过大量冷轧生产过程可以总结出,这些模型在带钢小压下量的情况下具有一定精度的近似性。
对于三个轧制力模型系数的假定和计算,可总结出以下几点:中国冶金行业网1)对每个模型采用同样的屈服强度计箅公式。
2)对各个模型推导的摩擦方程系数不一样,不同模型中的摩擦系数根据经验公式计算,公式中含有由采集的现场数据回归分析得到的常数,还包括带钢屈服强度、压下率、带钢张力、厚度和给定工作辊及速度等参数。
3)在不同的模型中采用了不同的工作辊压扁半径公式。
可发现,采用Hitchcock压扁半径公式的M.D.Stone模型,在带钢压下率大于3%且小于5%时能给出好的估算值,建议不要将它用于压下率小于3%的情况。
在Roberts模型中,需要根据情况选用不同的压扁半径公式,这取决于带钢的压下率和带钢的厚度。
当带钢厚度大于0.5_和压下率大于3%时,采用Hhchcock压扁半径公式;对于厚度小于0.5_的很薄的带钢和压下率小于3%的情况,建议采用Roberts压扁半径公式。
在带钢入口厚度不大于5.08mm且各机架压下率大于3%的情况下,建议使用Bland-Ford模型的Hill简化公式。
而大部分正在生产的冷连轧机,可满足Bland-Ford模型的Hill简化公式所要求的条件。
(2)前滑模型。
在轧制模型计算中,用前滑模型来描述带钢速度超过轧辊转速的比例。
前滑值可以用理论公式计算,也可以用经验公式计算,还可以取经验值。
数学模型资料

4数学模型轧制过程设定是根据中厚板轧线设备布置、检测仪表布置和过程控制系统的组成,针对不同规格的坯料和成品要求,合理地安排轧制道次,实时地计算轧机的辊缝、咬钢速度、稳定轧制速度、抛钢速度、待温时间和轧制节奏,确保最终产品的尺寸精度和力学性能。
一般的轧制过程设定包括:预设定、阶段修正设定、道次修正设定和自学习计算等几部分。
为了准确地进行过程设定,需要结合轧制理论和大量实践,建立合理的数学模型。
中厚板轧制过程非常复杂,涉及工艺控制、厚度控制、板形控制、温度控制等方面,是一个多目标优化系统。
为了保证数学模型的计算精度,首先必须在结构上保证模型的完备性,其次需要结合自学习算法和细化层别等手段再弥补模型精度上的不足。
实际建模过程中,应以理论为指导,结合现场实际和操作经验,因地制宜、因厂而异地建立具有自己特色的数学模型。
下面以工艺控制、厚度控制、板形控制、温度控制过程为对象,介绍钢板轧制过程中的轧制力模型、弹跳模型、温度模型和板凸度模型等主要数学模型。
4.1轧制力模型中厚板轧制过程中,精轧道次产生的宽展较小,近似于平面变形轧制,其宽展量可以忽略不计。
因此轧制力计算可采用Sims 公式:1.15P F σ= (4-1)式中F ——轧制力;W 一轧件宽度;R ′——考虑弹性压扁的轧辊半径;△h ——压下量;Q p ——应力状态影响函数;σ——平均变形抗力。
4.1.1轧辊压扁半径的影响轧辊表面受到轧制力的作用而产生压扁,使得接触弧长度增大,导致轧制力的增加。
其变化量一般在2%~3%左右,所以在计算轧制力时必须考虑轧辊压扁的影响。
计算弹性压扁时,采用Hitchcock 公式的简化形式:'01CF R R hW ⎛⎫=+ ⎪∆⎝⎭(4-2) ()222161 2.210/C mm kN E υπ--==⨯式中R 0——轧辊初始半径;υ——轧件?白松比,近似等于0.3;E ——轧辊弹性模量。
在计算轧辊压扁半径时,需要预先知道轧制力的大小,而轧制力在得到最终计算结果之前是未知的。
轧制过程数学模型
1轧制过程数学模型1.1轧制工艺参数模型随着科学技术的发展,计算机已广泛应用于轧钢生产过程的控制,促使轧钢生产向自动化、高速和优质方向发展。
电子计算机在线控制生产过程,不仅仅只是电子计算机本身的硬件和软件的作用,更重要的是控制系统和各种各样的数学模型,正因为有适合轧钢生产的各种数学模型,才有可能实现电子计算机对整个轧钢生产各个环节的控制,获得高精度的产品。
线材连轧生产过程的主要内容基本上可归纳为尺寸变化和温度变化两大类性质极不相同但又相互紧密联系的物理过程,涉及的数学模型主要是轧制工艺参数的制定、各环节的温降变化、产品质量控制及实现线材连轧生产的可靠性等。
在线材连轧生产过程中,准确地计算(预估)各个环节的温度变化是实现计算机控制的重要前提,这是因为轧件各道次的变形阻力、轧制压力、轧制力矩的准确确定与温度是分不开的,而各机架轧制压力的预估精度将直接关系到设备的使用安全等。
下面分别讨论线材连轧生产过程中的温降模型、变形阻力模型、轧制力与轧制力矩模型。
1.1.1延伸系数及孔型尺寸计算模型在制订棒线材轧制工艺时,当坯料和产品断面面积F 0和F n 给定之后,总延伸系数∑μ就可唯一确定:nn n i i n i F FF F F F F F F F 011211021===-+∑ μμμμμ 其中:n ——总轧制道次;μi ——某一道次的延伸系数; F i ——某一道次的轧件断面面积。
椭圆孔示意图mB R F +-=)sin (2θθRB 2arcsin2=θ ⎪⎭⎫ ⎝⎛--=2cos 12θR h m对于圆孔,轧件断面面积可通过下式计算:圆孔示意图απθ2-=αθtan 422R R F +=1.1.2前滑模型孔型轧制时的前滑率计算可采用筱篬或斋藤提出的实验模型。
两者都认为前滑仅是轧件、孔型几何尺寸的函数。
斋藤模型以平均工作辊径定义前滑,当道次变形量较小时会出现负前滑的计算结果;筱篬模型改用孔型槽底处的最小辊径定义前滑,即前滑S f 为:S f =V 1/V R -1 (1.1) 其中:V 1 ,V R ——轧件出口速度及孔型槽底处的轧辊线速度。
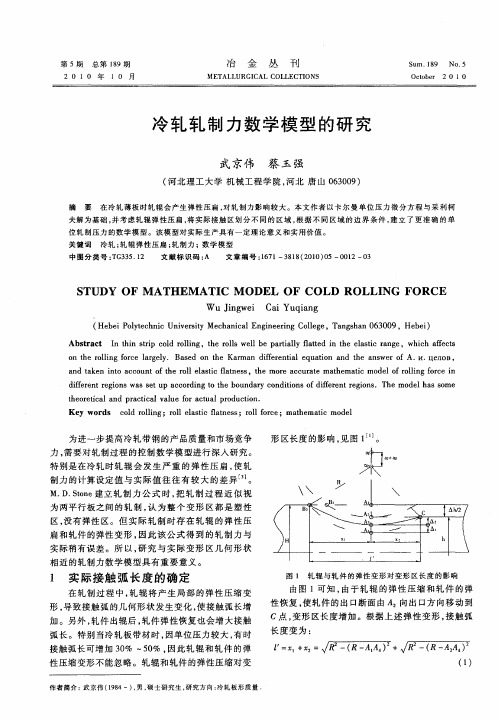
3500中厚板轧机轧制力数学模型的研究

(. 1 河北钢铁集团邯郸 钢铁集 团有限公司 , 河北 邯郸 0 6 1 ;. 5 0 52 湖北汽车工业学院 科技学 院, 湖北 十堰 4 10 ) 00
摘 要: 以邯钢 30 50中厚板 轧机 为研究对象 , 根据中厚板轧 制工艺 的特点 , 对影 响轧制力的 因素进行 了分析. 建立
公式 为理论 基础来 建 立 轧制 压 力数 学 模 型 , 把 计 并
U 刖 舌
算数 据与实 测数据 进行 比较 . 出了适合 邯 钢 30 得 50
四辊 中厚板 轧机 的轧制压 力预报 模型 .
Sm 轧制压 力模 型的表达 式如下 : is
F= X 。 B XZ X Q K () 1
z =何
() 2
式中 : 压 扁半 径 ; h为 道 次 压下 量 ; P为 R为 A Q
Ab ta t h co safc ig t er l n r su eo e3 0 d u p aemi sa n d n I n a d S e l r v sia sr c :T e f tr f t ol g p e s r f h 5 0 me i m lt l t a e n h i t l Ha a r te e i e t - o n we n g td b d l g A mah ma ia d e rc l ua ig te r l n r su e w se tb ih d, n o a i n o ec lu a— e ymo ei . te t l n c mo l o ac lt ol gp e s r a sa l e a d a c mp rs f h ac l t f n h i s o t e a u sw t h a u e n sfrt e r l n r s u e s o e h t h ic e a c ewe n t e wa s a d v l e i t e me s rd o e h ol g p e s r h w d ta e d s rp n y b t e h m sl st n 9%. h h o i t e h Te mo e a e u e o p e it h ol g p e s r ft e3 0 l t mi s a n a r n a d Se 1 d l n b s d t r d c e rl n r s u e o 5 0 p ae l tHa d I n te . c t i h l n o Ke r s y wo d :me i m lt ;d f r t n rssa c ;r l n rs u e;mah ma ia d du p ae eo mai e i n e ol g p e s r o t i te t l mo e c
轧制参数计算模型及其应用(一)

轧制参数计算模型及其应用(一)轧制参数计算模型及其应用概述轧制参数计算模型是一种用于计算轧机工艺参数的数学模型,通过模拟折弯、伸拉和扭转等过程,计算出轧制板材的几何形状和力学性能。
该模型在轧机设计、质量控制和工艺优化等方面具有广泛应用。
模型构建材料模型轧制板材的力学性能由材料性能决定,因此必须首先确定材料模型。
常用的材料模型有等效应力模型和本构模型。
轧制力学模型轧制力学模型可分为几何模型和力学模型。
几何模型是指轧制板材的形状和尺寸模型,力学模型是指轧制板材的应力、应变和塑性变形模型。
数值模拟方法常用的数值模拟方法有有限元法、边界元法和有限差分法。
其中,有限元法是最常用的方法,具有高精度、高效率和高稳定性等优点。
应用轧机设计轧机设计中需要确定轧制力学参数,以控制轧制板材的形状和力学性能。
轧制参数计算模型可以提供合理的轧制参数,以满足不同尺寸、材质和工艺需求。
质量控制轧制板材的质量受多种因素影响,如轧制力、轧制速度和冷却方式等。
轧制参数计算模型可以提供轧制板材的几何形状和力学性能参数,以确定轧制质量是否符合要求。
工艺优化轧制工艺中的轧制参数可以影响轧制板材的形状、尺寸和力学性能。
轧制参数计算模型可以提供不同轧制参数对轧制板材性能的影响程度,以优化轧制工艺,提高生产效率和产品质量。
结论轧制参数计算模型是一种重要的数学模型,可以为轧机设计、质量控制和工艺优化等方面提供重要参考,促进轧制生产技术的发展和进步。
发展方向随着轧制技术的不断发展和进步,轧制参数计算模型也在不断完善和提高。
未来,轧制参数计算模型的发展方向主要包括以下几个方面:•更精确的材料模型,使得轧制参数计算模型能够更好地预测轧制板材的性能特征;•更高效的数值计算方法,以提高计算效率并降低计算成本;•精细化的轧制力学模型,以更真实地模拟轧制板材的变形和应力分布;•基于机器学习和人工智能的轧制参数计算模型,使得模型能够“自学习”,更好地适应复杂的轧制工艺。
轧制过程数学模型
1轧制过程数学模型1.1轧制工艺参数模型随着科学技术的发展,计算机已广泛应用于轧钢生产过程的控制,促使轧钢生产向自动化、高速和优质方向发展。
电子计算机在线控制生产过程,不仅仅只是电子计算机本身的硬件和软件的作用,更重要的是控制系统和各种各样的数学模型,正因为有适合轧钢生产的各种数学模型,才有可能实现电子计算机对整个轧钢生产各个环节的控制,获得高精度的产品。
线材连轧生产过程的主要内容基本上可归纳为尺寸变化和温度变化两大类性质极不相同但又相互紧密联系的物理过程,涉及的数学模型主要是轧制工艺参数的制定、各环节的温降变化、产品质量控制及实现线材连轧生产的可靠性等。
在线材连轧生产过程中,准确地计算(预估)各个环节的温度变化是实现计算机控制的重要前提,这是因为轧件各道次的变形阻力、轧制压力、轧制力矩的准确确定与温度是分不开的,而各机架轧制压力的预估精度将直接关系到设备的使用安全等。
下面分别讨论线材连轧生产过程中的温降模型、变形阻力模型、轧制力与轧制力矩模型。
1.1.1延伸系数及孔型尺寸计算模型在制订棒线材轧制工艺时,当坯料和产品断面面积F 0和F n 给定之后,总延伸系数∑μ就可唯一确定:nn n i i n i F FF F F F F F F F 011211021===-+∑ μμμμμ 其中:n ——总轧制道次;μi ——某一道次的延伸系数; F i ——某一道次的轧件断面面积。
椭圆孔示意图mB R F +-=)sin (2θθRB 2arcsin2=θ ⎪⎭⎫ ⎝⎛--=2cos 12θR h m对于圆孔,轧件断面面积可通过下式计算:圆孔示意图απθ2-=αθtan 422R R F +=1.1.2前滑模型孔型轧制时的前滑率计算可采用筱篬或斋藤提出的实验模型。
两者都认为前滑仅是轧件、孔型几何尺寸的函数。
斋藤模型以平均工作辊径定义前滑,当道次变形量较小时会出现负前滑的计算结果;筱篬模型改用孔型槽底处的最小辊径定义前滑,即前滑S f 为:S f =V 1/V R -1 (1.1) 其中:V 1 ,V R ——轧件出口速度及孔型槽底处的轧辊线速度。
带钢热轧过程板形控制设定计算数学模型PPT课件
h—带钢厚度; kcr—板材翘曲临界应力系数。
EP、vp—带钢材料的杨氏模量和泊松比。
10
板材翘曲临界应力系数 kcr 的取值
冷轧宽带钢: 产生边波时kcr=12.6,产生中波时则kcr=17.0。 热轧宽带钢:(1700轧机,带宽1000mm) 产生边波时kcr=14,产生中波时kcr=20。
11
外形 g
延伸分布
~200mm
ΔL/L
g—中心波 图1-1 板形缺陷的种类
a—侧弯;b—中波;c—边波;d—侧边波; e—近边波;F—复合波;g—中心波
9
(1) 带钢翘曲的力学条件
根据塑性力学的研究结果钢板发生翘曲的力学条 件可以表示为:
cr
kcr
2Ep 12(1p)
h2 B
(1-1)
式中:cr—带钢发生翘曲的临界应力;B—带钢宽度;
相对长度差,以mon/cm表示:
s
104
L Lb
(1-5)
b 为测量长度差 L 两点间的距离
18
加拿大的板形表示方法
加拿大铝公司取横向上最长和最短纵条之间的相 对长度差作为板形单位,称为I单位;一个I单位相当于 相对长度差为10-5,板形表示(1-6)式。
St
105 L L
(1-6)
式中:∑St—带钢板形, I—10-5; ΔL—带钢纵向延伸差,mm; L—最短纵条的长度,mm。
14
常用的良好板形几何关系
设轧前带钢中心和边部的厚度分别为Hc和He, 轧后相应的厚度为hc和he,由式(1-3) 得:
h c h e h c H c h c h e H c H e h c h e h e
H c H e h e H e h e
轧制过程中数学模型的自适应控制

薄 板 坯 特 性 、 制 过 程 的 传 动 和 工 艺 条 件 , 用 数学 轧 采
模 型 对 薄 板 坯 和 轧 机 的 目标 数 据 进 行 预 计 算 。 这 种 计 算 过 程 利 用 了 轧 制 过 程 的 数 学 模 型 , 以 可 以说 所 数 学 模 型 是 过 程 计 算 的核 心 。 数 学 模 型 的 建 立 过 程
实 测 数 据 是 一 些 遵 从 正 态 分 布 的 随 机 变 量 , 归 方 回
程也必然 存在着误 差。
( ) 自变 量 误 差 2
化 级 。其 中过 程 计 算 机 级 是 整 个 系 统 的 核 心 , 任 其 务 是 进 行设 定 计 算 , 使 轧 机 尽 可 能 生 产 出满 足 断 以
直 接 测 量 , 辊 辊 径 在 轧 制 过 程 中也 无 法 测 量 。 这 轧 样 数 学 模 型 不 可 能 反 映 轧 制 过 程 状 态 的 变 化 , 而 从 导致 预 报 误 差 。 在 上 述 引 起 模 型 误 差 的 原 因 中 , 型 本 身 的 误 模 差 , 已 经 确 定 存 在 , 量 误 差 涉 及 到 检 测 仪 表 的精 都 测
轧制过程数学模型

表 1-3 低合金钢变形抗力数学模型回归系数
钢种 16Mn
σ0/Mpa 156.7
a1 -2.723
回归系数
a2 3.446
a3 0.2545
a4 -0.2197
a5 0.4658
a6 1.566
16MnCu
160.1 -2.427 3.090 0.0637 0.0387 0.4005 1.499
(T≥Td)
式中:
0.28g(C,t)exp( 5.0 − 0.01 ) Td C + 0.05
(T<Td)
(1.15)
参数T,Td按下式计算:
T= t0 + 273 1000
Td=0.95
C C
+ +
0.41 0.32
其中: t0——轧件温度; C——材料的碳含量百分数。
式(2)中的函数 g(C,t)为:
c0=0.627KJ/Kg·℃ tz——传导时间,s; hc——轧件轧前与轧后的平均高度,mm。 3、由于对流引起的温降计算
式中
⎡
ΔTd
⎢0.33 ⎢⎣
T
− T0
+ 2.5 V0 t2
⎤T ⎥ ⎥⎦
− T0 εr
⎜⎛ ⎝
100 T
⎟⎞ ⎠
4
ΔT
f
(1.8)
ΔTd——对流引起的温降,℃; T——轧件表面绝对温度,K; T0——环境绝对温度,K; V0——轧件的移动速度,m/s; t——对流时间,s;
10CrNi2MoV 153.1 -2.919 3.716 0.2652 -0.2379 0.4042 1.419
28Cr2Ni2Mo 154.8 -3.057 3.892 0.2220 -0.1697 0.3792 1.384
精轧数学模型公式

∆H = H Cal (i − 1) − H Cal (i )
轧制压力
Rf Cal (i ) = LcrCal (i ) ⋅ FwCal ⋅ KmCal (i ) ⋅ Ld Cal (i ) ⋅ QpCal (i )
轧制转矩
Rf Cal (i ) LcrCal (i )
Tq Cal (i ) = λ ⋅ Ld Cal (i ) ⋅
变形程度
1 St Cal (i ) = ln 1 − r
变形速度
StrCal (i ) = VrCal (i ) Rd Cal (i ) ⋅ H Cal (i − 1) ⋅ 1 ⋅ St Cal (i ) r
应力状态系数模型 (1)志田茂公式 (2)美坂佳助公式 Qp = π/4 +0.25 × Ld/Hc (3)福特—亚历山大公式 Qp = 0.786 +〔(1-γ)1/2〕 ×γ/2(2γ)×(Rd/H)1/2 上式经过变换后可以变成如下形式 Qp = 0.786 + (4)克林特里公式 0.25 ×Ld/Hc 实际上与美坂佳助公式一样。 Qp = 0.75 + 0.27 × Ld/Hc (5)用多元线性回归法得到的应力状态系数模型 Qp = a1 * Ld/Hc + a2 ×Ld/Hc *γ+ a3 * γ+ a4
功率
1 VrCal (i ) ⋅ Tq Cal (i ) R Mmi (i )
PwCal (i ) = LcpCal (i ) ⋅
η
⋅ 9.81 ⋅ 2 ⋅
实际使用的公式
S = h - FGEN1(FFSU + FB) /αW ・GWID + FGEN2(VFSU)・G/M + GMEFSU + GBIAS ΔS ΔFOIL
冷轧轧制力数学模型的研究
K
() 6
式 中“+” 为后滑 区 ; “一” 为前 滑 区 。
21 。 . 区单位压 力的计 算
在 。 , 区 利用 以弦代 弧 的方 法 , A B 设 , 的方 程
^
为 Y= x+b 即 =a a , x+b 。 边界 条件 : A 点 , 在 , =0 Y= / 一△ ; B , , 在 点 /
z +2 √ ( —。)+ R一R A = R一R A 4 √ ( —2 ) = A A
() 1
性压 缩变形 不能忽 略 。轧辊和 轧件 的弹性压 缩对变
作 者 简 介 :武 京伟 (9 4一) 男 , 士研 究 生 , 究 方 向 : 轧 板 形 质 量 18 , 硕 研 冷
,
冶 金 丛 刊
总第 1 9 8 期
d 云d
() 1 6
c ÷【 l1 =n
力 公式 为 :
1
训 () 2 2
将式 ( 6 代人 卡尔曼 微分 方程 ( ) 整 理后 得 : 1) 6 ,
将式 ( 2 代 入 式 ( 2 最 后 求 得 前 滑 区单 位 压 2) 1)
关键 词 冷 轧 ; 辊 弹 性 压 扁 ; 制 力 ;数学 模 型 轧 轧 中 图分 类 号 : G 3 . 2 T 3 5 1 文 献 标 识 码 : A 文 章 编 号 :6 1— 8 8 2 1 ) 5— 0 2— 3 17 3 1 ( 00 0 0 1 0
S TUDY oF ATH EM ATI M ODEL F Co LD M C o Ro LLI NG Fo RCE
武 京 伟 蔡 玉 强
( 河北 理工 大学 机械 工程学 院 , 河北 唐 山 0 3 0 ) 6 0 9
棒材轧制过程数学模型
0.2220
-0.1697
0.3792
1.384
30CrSiMo
159.9
-2.833
3.670
0.1627
-0.0945
0.3454
1.337
12Mn
160.9
-2.744
3.493
0.2270
-0.1865
0.4433
1.543
12MnNb①
164.5
-2.682
3.414
0.1216
当静力变形时(102s-1)为0.9%~2.6%;
当动力变形时(102s-1)为19%~21%;
σb——强度极限,MPa;
ty0——钢材的熔点温度,K。
取钢材的密度γ=7.8,则得:
(1.10)
由于传导和对流引起的温降很小,甚至可以忽略不计。此时可以采用А.И.采利柯夫方法计算在孔型中轧制和移送到下一孔型时间内,轧件温度得变化:
Sf=V1/VR-1(1.1)
其中:
V1,VR——轧件出口速度及孔型槽底处的轧辊线速度。
在孔型中轧制时,前滑值取平均值 ,其计算式为
式中 ——变形区中性角的平均值;
——咬入角的平均值;
——摩擦角,一般为21~27度;
——轧辊工作直径的平均值;
——轧件轧前、轧后高度的平均值;
1.1.3轧件温降模型
轧件在轧制过程中的温度变化,是由辐射、传导、对流引起的温降和金属变形所产生的温升合成的,可用下式表示:
=ln
=
(1.19)
其中:
F0,FH——轧件入口断面面积和轧件被孔型压掉部分的断面面积;
F——轧辊平均工作半径;
N——轧辊转数,r/min;
精轧连轧机各轧机之间轧制力计算模型
精轧连轧机各轧机之间轧制力计算模型【实用版】目录一、精轧连轧机概述二、轧制力计算模型的建立1.轧制力的概念2.轧制力计算模型的构建方法三、精轧连轧机各轧机之间轧制力计算的应用1.各轧机轧制力的计算2.轧制力对轧制成品质量的影响3.应用实例分析四、结论正文一、精轧连轧机概述精轧连轧机是一种连续轧制设备,主要用于金属板材的加工。
它通过一系列轧辊对金属板材进行连续轧制,以达到所需的厚度和宽度。
在精轧连轧机中,各轧机之间需要协调工作,以保证轧制过程的顺利进行。
二、轧制力计算模型的建立1.轧制力的概念轧制力是指在轧制过程中,轧辊对金属板材施加的压力。
它是轧制过程中最关键的参数之一,直接影响到轧制成品的质量和产量。
2.轧制力计算模型的构建方法轧制力计算模型的构建方法主要包括经验公式法、理论分析法和数值模拟法。
(1)经验公式法:根据实际生产数据,总结出轧制力与轧辊直径、轧制速度、金属材质和轧制道次之间的关系,从而建立轧制力计算模型。
(2)理论分析法:基于轧制过程中的物理原理,如轧辊与金属板材之间的摩擦、轧辊的弯曲变形等,建立数学模型,求解出轧制力。
(3)数值模拟法:利用计算机数值模拟技术,模拟轧制过程,求解出轧制力。
三、精轧连轧机各轧机之间轧制力计算的应用1.各轧机轧制力的计算根据建立的轧制力计算模型,可以分别计算出各轧机所需的轧制力。
在实际生产中,各轧机之间的轧制力需要协调分配,以保证整个轧制过程的稳定进行。
2.轧制力对轧制成品质量的影响轧制力是影响轧制成品质量的关键因素。
如果轧制力过大,会导致金属板材产生过大的塑性变形,影响板材的性能;如果轧制力过小,则无法达到所需的轧制效果。
因此,合理控制各轧机的轧制力,对提高轧制成品质量具有重要意义。
3.应用实例分析以某钢铁厂的精轧连轧机为例,采用上述轧制力计算模型,计算出各轧机的轧制力。
根据实际生产数据,分析轧制力对轧制成品质量的影响,得出合理控制各轧机轧制力的结论。
中厚板轧制过程中的轧制力和轧制力矩数学模型

(2)
式中: P ——轧制力;
K ——轧件材料的变形抗力;
Q ——应力状态系数;
b0, b1—辊缝入口侧和出口侧轧件的宽
度;
第 11 卷
l——接触弧长, l= R ∃ h; R ——轧辊半径; ∃ h ——压下量, ∃ h= h0- h1 h0, h1—辊缝入口侧和出口侧轧件的厚 度; M ——轧制力矩; a ——力臂系数
5 结论 在 3 000 mm 中厚板轧机上利用实测数据所
作的回归分析表明, 与应力状态系数和力臂系数 模型相比, 采用轧制力功系数和轧制力矩功系数 模型预报轧制力和轧制力矩具有更高的精度。
参考文献 1 赵志业. 金属塑性变形与轧制理论. 北京: 冶金工业出版社,
1980 2 周纪华, 管克智. 金属塑性变形阻力. 北京: 机械工业出版社,
矩功系数散点图见图3, 从散点图可以看出轧制力
功系数和轧制力矩功系数不仅重现精度高, 而且
很好地反映了轧制力和轧制力矩随道次的变化规
律。
图 3 轧制力功系数和轧制力矩功系数散点图
4 回归分析
根据实测数据用多元线性回归分析方法建立 的轧制力功系数和轧制力矩功系数模型见表2。作 为对照, 表中也列入了应力状态系数模型的回归 结果。 力臂系数模型的回归尝试未能取得令人满
第 11 卷第 5 期 2005 年 10 月
宽厚板
W ID E AND H EAV Y PLA T E
V o l. O ctob
e1r1 . N2o0.055 ·7·
中厚板轧制过程中的轧制力和 轧制力矩数学模型
徐 申
(酒泉钢铁集团公司)
摘 要 本文提出了两个新的无量纲参数轧制力功系数和轧制力矩功系数, 并通过对这两个参数的回归 分析, 建立了高精度的轧制压力和轧制力矩数学模型。
轧制过程轧辊磨损数学模型试验研究

2 数学模 型的建立
21 实测数 据 的 整理 , 热 磨 损试 验 中记 录 不 同 的反转 圆盘 温 度 、转 动 为达 到 上述试 验 条件 ,具 体设 计制 造 反转 圆盘 周数 、载荷 、滑动 率 和试 验 圆盘 直 径等 ,将 不 同时
直 径 为 16ml,试 验 圆盘 的直 径 分别 为 18 n 6 n 3 、 ml
论基础 。
关键 词: 轧辊
磨损
数学模 型
中 图分 类 号 : G3 5 T 3
0 前 言
轧辊 磨损 数 学模 型 一般 都 是利 用各 种 经验 公 式
采 用计 算 的方 法得 到 的。而 这些 经验 公 式 的建 立 缺 乏 理论 依 据 ,这 样直 接 影 响轧辊 磨 损 的预 报精 度 , 图 中所 示 为 作 者 自行 开 发 研 制 的 D W一 16 T 6 热 磨 损试 验 机外 观 结构 。试 验 是 在该 热 磨损 试验 机
够 模拟 热 轧 过程 带钢 与 轧辊 磨 损状 态 。利 用 该试 验 机 分 别 对 高 铬 铸 铁 、 高 速 钢 轧 辊 进 行 较 大 不 同载
荷 、不 同滑 动率 以及 不 同转 动 周数 的磨 损 试验 ,利
用 试验 数 据 回 归得 出轧 辊磨 损 数学 模 型 ,其 结果 对
15 4 和 1 5 mm 5 mm。加在 圆盘上 的力分别 为 6 8 5 N、
刻 测 得 的磨 损 质量 换 算成 直 径 方 向 的磨损 量 值 ,整
理后 的 HC 和 HS r S轧辊 磨 损 实测 数据 如表 3所 示 。
m
表 3 不 同条件轧辊 磨损量的实测数据
22 模 型 的 改进和 建 立 .
X70管线钢轧制过程温度场的数值模型

0 引 言
轧制过程 中 , 轧件 的温 度分 布对 轧 后冷 却 的组织 性 能 以 及残余应力 有重要影响 。轧制过程 中 的传 热现象 是很 复杂 的 热 力学 问题 , 包括轧件 向环境的辐射 和对流传 热 , 与除磷 水 的 对 流换 热 , 与 轧辊 的接触换热等 , 这些都将 导致 轧件 的温度 升 高。轧件最终的温度变化规 律 由这些 因素 共 同决 定…。轧件 的温度分 布是否均 匀 , 直接 影 响产 品的质 量 。尤其 是断 面温 差 过大 。 残余应力严 重 , 使得在纵 向剪切 时产 生弯 曲。 目前对 轧 制过程中温度场及其变化规律 的研究 , 多采用有限元 ( F E M) 或有 限差 分 ( F D M) 等 方法 , 并取 得符 合实 际 的结 果_ 2 J 。本 文采 用 A N S Y S有 限元分 析 软 件 , 结 合 某 厂 热带 生 产 线轧 制 X 7 0 管线钢 的生 产条件 , 对轧 制过程 的温 度场进 行 了模拟 , 得 到 轧制过程的温度场 , 为控制冷却提供 了依据 。
环境 轧辊表 热辐射与 轧件与轧辊的 导热 比热/ 密度/ 温度 面温度 常数 接触传导 系数 系 数 黑度
/  ̄ E / ℃
3 0
/ W/ m 2k 4 /K W/ m2
. .
k / W/ m. 1 , k g . k Kg / m3
9 0 5
2 . 2 解 析 条 件
坯料横断 面尺 寸 为 2 3 0 m m×1 5 5 0 m m, 成 品横 断 面尺 寸 为1 7 . 5 1 1 1 1 1 1 1 ×1 5 5 0 mm, 其他热物理参数 见表 3 [ 6 J 。 3 模 拟 结 果 及 分 析
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
1轧制过程数学模型1.1轧制工艺参数模型随着科学技术的发展,计算机已广泛应用于轧钢生产过程的控制,促使轧钢生产向自动化、高速和优质方向发展。
电子计算机在线控制生产过程,不仅仅只是电子计算机本身的硬件和软件的作用,更重要的是控制系统和各种各样的数学模型,正因为有适合轧钢生产的各种数学模型,才有可能实现电子计算机对整个轧钢生产各个环节的控制,获得高精度的产品。
线材连轧生产过程的主要内容基本上可归纳为尺寸变化和温度变化两大类性质极不相同但又相互紧密联系的物理过程,涉及的数学模型主要是轧制工艺参数的制定、各环节的温降变化、产品质量控制及实现线材连轧生产的可靠性等。
在线材连轧生产过程中,准确地计算(预估)各个环节的温度变化是实现计算机控制的重要前提,这是因为轧件各道次的变形阻力、轧制压力、轧制力矩的准确确定与温度是分不开的,而各机架轧制压力的预估精度将直接关系到设备的使用安全等。
下面分别讨论线材连轧生产过程中的温降模型、变形阻力模型、轧制力与轧制力矩模型。
1.1.1延伸系数及孔型尺寸计算模型在制订棒线材轧制工艺时,当坯料和产品断面面积F 0和F n 给定之后,总延伸系数∑μ就可唯一确定:nn n i i n i F FF F F F F F F F 011211021===-+∑ μμμμμ 其中:n ——总轧制道次;μi ——某一道次的延伸系数; F i ——某一道次的轧件断面面积。
椭圆孔示意图mB R F +-=)sin (2θθRB 2arcsin2=θ ⎪⎭⎫ ⎝⎛--=2cos 12θR h m对于圆孔,轧件断面面积可通过下式计算:圆孔示意图απθ2-=αθtan 422R R F +=1.1.2前滑模型孔型轧制时的前滑率计算可采用筱篬或斋藤提出的实验模型。
两者都认为前滑仅是轧件、孔型几何尺寸的函数。
斋藤模型以平均工作辊径定义前滑,当道次变形量较小时会出现负前滑的计算结果;筱篬模型改用孔型槽底处的最小辊径定义前滑,即前滑S f 为:S f =V 1/V R -1 (1.1) 其中:V 1 ,V R ——轧件出口速度及孔型槽底处的轧辊线速度。
在孔型中轧制时,前滑值取平均值f S ,其计算式为()[]1cos 1cos ++-=hhD S f γγ⎪⎪⎭⎫⎝⎛+=βααγ212 Dh H --=1cos α 式中 γ——变形区中性角的平均值; α——咬入角的平均值; β——摩擦角,一般为21~27度; D ——轧辊工作直径的平均值;h H ,——轧件轧前、轧后高度的平均值; 1.1.3轧件温降模型轧件在轧制过程中的温度变化,是由辐射、传导、对流引起的温降和金属变形所产生的温升合成的,可用下式表示:b d Z f T T T T T ∆-∆+∆+∆=∆(1.5)以上四项起作用的是辐射损失和金属变形热所产生的温升。
各项温度变化的计算按下式进行:1、由于辐射引起的温降计算41000072.0⎪⎭⎫ ⎝⎛=∆T G Ft T f (1.6)式中:ΔT f ——辐射引起的温降,℃;F ——轧件的散热表面积,m 2; t ——冷却时间,s ; T ——轧件表面绝对温度,K 。
2、由于传导引起的温降计算 cZZ Z Gh c t F T 08.1λ=∆(1.7)式中:ΔT Z ——传导引起的温降,℃;λ——钢材的导热系数,λ≈1.255KJ/(m ·h ·℃);Fz ——轧件与导热系体的接触面积,m 2,对于轧辊Fz =2l c b c ×10-6; l c ——轧件与轧辊的接触弧长,mm ; b c ——轧件轧前与轧后的平均宽度,mm ;c 0——钢材平均比热容,在若杂货温度西热轧温度下取c 0=0.627KJ/Kg ·℃tz ——传导时间,s ;hc ——轧件轧前与轧后的平均高度,mm 。
3、由于对流引起的温降计算f r d T T T T t V T T T ∆⎪⎭⎫ ⎝⎛-⎥⎥⎦⎤⎢⎢⎣⎡+-∆405.22301003.0ε(1.8) 式中ΔTd ——对流引起的温降,℃; T ——轧件表面绝对温度,K ; T 0——环境绝对温度,K ; V 0——轧件的移动速度,m/s ; t ——对流时间,s ;εr ——轧件表面的相对黑度,εr ≈0.8;ΔTf ——同时间内的辐射温降,℃; 4、由于变形热产生的温升计算 Gc a A T b 0427)1(-=∆(1.9)式中ΔTb ——变形热产生的温升,℃;A ——该道次所需变形功,根据公式A=pVln(H/h);P ——平均单位压力,MPa ,粗略估计可用p=(t y0-t -75)×σb /1500计算;V ——轧件体积,mm 3H 、h ——轧件轧前、轧后高度,mm ;a ——系数,表明被轧件吸收的变形能的相对部分,在T/T y0>0.4时,当静力变形时(102s -1)为0.9%~2.6%; 当动力变形时(102s -1)为19%~21%;σb ——强度极限,MPa ; t y0——钢材的熔点温度,K 。
取钢材的密度γ=7.8,则得:)/ln()1(184.0h H a p T b -=∆(1.10)由于传导和对流引起的温降很小,甚至可以忽略不计。
此时可以采用А.И.采利柯夫方法计算在孔型中轧制和移送到下一孔型时间内,轧件温度得变化:27327310000255.0100033100+⎪⎪⎭⎫ ⎝⎛+∆++-=∆t t F lt t T (1.11)式中t 0——进入该孔型前得轧件温度,℃; l ——轧后轧件横截面周边长,mm ; F ——轧后轧件横截面面积,mm 2; t ——轧件冷却时间,s ;Δt 1——在该孔型中金属温度得升高,℃; Δt 1值按下式确定:Δt 1=0.183K m ln μ(1.13) 式中K m ——金属塑性变形抗力,MPa ; μ——延伸系数。
1.1.4变形抗力模型钢铁材料在热状态下的物理特性,与其温度、化学成分、应力、应变状态等诸多因素有关。
目前在这方面的研究还不够充分,对于大多数钢种,只能给出离散数据的描述;但对于碳钢,平均变形抗力(MPa/mm2)可按以下模型计算:m m f m f K )10/(εσ=(1.14) 其中:f σ——简单应力状态下的材料热变形抗力。
0.28exp (05.001.00.5+-C T ) (T ≥T d ) f σ=0.28g (C,t )exp(05.001.00.5+-C T d ) (T <T d )(1.15)式中:参数T ,T d 按下式计算: T=10002730+t T d =0.9532.041.0++C C(1.16)其中:t 0——轧件温度;C ——材料的碳含量百分数。
式(2)中的函数g(C,t)为:09.006.042.049.095.0)9.0(0.30),(2+++⎪⎭⎫ ⎝⎛++-•+=C C C C T C t C g (1.17) 式(1)中的f m 为考虑材料应变量等因素的影响系数:⎪⎪⎭⎫ ⎝⎛-⎪⎪⎭⎫⎝⎛+=2.015.02.013.1εεnm n f C n 07.041.0-=(1.18)在孔型设计时,式(1)、式(5)中的平均应变ε和平均应变速率.ε按下式计算: ε=ln HF F F -00.ε=m m L N R 602επ(1.19)其中:F 0,F H ——轧件入口断面面积和轧件被孔型压掉部分的断面面积; F ——轧辊平均工作半径; N ——轧辊转数,r/min ; Lm ——接触弧平均长度。
式(1)中的指数m 由下式给出:(—0.019C +0.126)T +0.075C -0.05 (T ≥T d )(0.081C -0.154)T +-0.019C +0.207+0.027/(C +0.32)(T ≤Td ) (1.20) 该模型的适用范围为:材料的碳含量小于 1.2%,温度在(700-1200)℃范围内,平均应变小于0.7,平均应变速率在(0.1~100)s -1范围之内,该模型的最大优点是其数学上的完整性,利于实现计算机编程计算,但也因此使其精确性有所降低,可用来进行预报。
另外,为了适应计算机在线控制轧钢生产对变形阻力数学模型的要求和进一步提高计算精度,周纪华等采用碳钢和合金在高温、高速下测定得到的变形温度、变形速度和变形程度对变形阻力影响的大量实测数据而建立了非线性回归模型。
它是以各种钢种为单位,得到各回归系数值,结构如下式。
⎥⎥⎦⎤⎢⎢⎣⎡--⎪⎭⎫ ⎝⎛⨯⎪⎭⎫ ⎝⎛+=+4.0)1(4.010)ex p(66210543γγμσσa a a T a a a T a(1.21)式中 1000273+=t T ; 0σ——基准变形阻力,即t =1000℃、γ=0.4和μ=10s -1时的变形阻力(MPa );t ——变形温度(℃);u ——变形速度(s -1);γ——变形程度(对数应变); γ⋅=lv u 1, (1.23) )ln(μγ=(1.24)式中 v 1——轧件出口速度; l ——变形区长度; R ——轧辊半径; h 0——轧前高度。
0σ、1a ~6a ——回归系数,其值取决于钢种。
各回归系数值按钢种的分类列于表1-1至表1-14。
表1-1普通碳钢变形抗力数学模型回归系数表1-2优质碳素结构钢变形抗力数学模型回归系数表1-3低合金钢变形抗力数学模型回归系数注:1.①②③表示Nb含量不同。
2.*在进行变形抗力试验时,将试件加热到1250℃,再冷却到850~1150℃进行压缩得到变形抗力的试验数据。
表1-4合金结构钢变形抗力数学模型回归系数表1-6合金工具钢变形抗力数学模型回归系数表1-7弹簧钢变形抗力数学模型回归系数表1-8轴承钢变形抗力数学模型回归系数表1-10硅钢变形抗力数学模型回归系数将此模型的计算结果与经典的变形抗力曲线图对比后发现,当变形速度在1~30s -1,变形温度在850~1200℃之间时,结果能够很好的吻合曲线。
因此在编制程序进行计算时采用的便是此模型。
1.1.5轧制压力模型工程计算中经常采用如下简化的专用于孔型轧制的轧制压力公式计算轧制压力:Q F K P d m =(1.25) 式中:m K ——平均变形抗力;d F ——接触投影面积;确定轧件与轧辊的接触面积,经常采用如下公式:用矩形-箱形孔,方-六角,六角-方,方-平椭圆,平椭圆-方以及矩形-平辊系统轧制时⎪⎪⎭⎫ ⎝⎛-+=1122101ηA B B H S (1.26)按方-椭轧制方案时 75.0)1(121-+=A H S ηξη (1.27)()⎪⎪⎭⎫ ⎝⎛++⎪⎪⎭⎫ ⎝⎛-++⎪⎪⎭⎫ ⎝⎛-++=213.009.011845.0375.01128.0)1(29.071.0221k k a a ηηηδξ 按椭-椭,椭-圆,圆-椭,椭-立椭和立椭-椭轧制时⎪⎪⎭⎫ ⎝⎛-=1121ηξA H S (1.28)椭圆-圆 )1.01)(62.1(201K K a a --=δδξ (1.29)圆-椭圆 )4.01)(62.1(2101δδδξK K a a +-=(1.30) Q ——载荷系数,针对各种孔型轧制情况的Q 值回归模型为:W W Q /61.10771.0731.0++-=式中:W ——考虑不同轧制条件的无量纲参数; 102F F F W d+=其中:10,F F 分别为轧件如出口断面面积。