驻厂检验员工作指导7.doc
某公司驻厂QA作业指导书

驻厂QA作业指导书一、目的定义本公司驻厂QA作业流程,以做为其操作及处理的依据。
二、适用范围闪电通讯驻厂QA人员。
三、职责1.工厂正常品出货前外观功能抽检2.抽检不合格批次责成工厂返工并效果确认3.来料异常处理和异常物料验证跟进及其验证总结4.工厂作业执行力稽核5.驻厂QA日周抽检及其稽核报告完成6.试产量产前期现场跟进及其品质问题点改善推动四、抽样水准与接收水准1. 正常品出货前外观功能抽检:工厂检验OK后将送检PCBA放置于指定区域,通常情况下采用GB2828-87一般抽样Ⅱ级水准进行检验,允收AQL 标准:CRI=0 MAJ=0.4 MIN=12. 工厂售后板出货前外观功能抽检:售后维修后并经工厂检验员检验OK后交驻厂QA抽检,并按照GB2828-87一般抽样Ⅱ级水准进行检验,允收AQL标准:CRI=0 MAJ=2.5 MIN=4.0五、检验方案1、驻厂QA参照《入库单》的编号对其进行核对、点数、签收及检验。
2、根据《闪电通信PCBA检验标准》进行检验判定,在《驻厂QA检验报表》上做好实际检验记录。
3、检验为合格品,签名后放置于待指定区域4、检验为不合格品,如不良数在允收范围内,则把不良品区分开,并在《入库单》上注明不良数量.5.如不良数超出允收范围,则贴上不合格标签后,同时需要开具《出货检验不良报告》提交工厂品质部责成工厂返工并记录于《驻厂QA检验报表》并知会NPI驻厂人员,要求其制定纠正预防措施,驻厂QA对返工后的送检品进行复检,复检OK后签名后放置于指定区域。
Ps:要求工厂于当天内归还《出货检验不良报告》给驻厂QA。
六、来料异常处理1.对于工厂进料、生产、维修各制程出现的批量物料异常,提报要求按照我司要求进行,对不良现象进行确认是否属实,如属实立即反馈品质主管并联系NPI驻厂工程师初步分析,并跟踪处理结果确认为材料问题立即通知品质主管。
2.待退物料处理:定期根据工厂的退料单对待退物料进行确认,主要分为制程不良和材料不良两种,对于材料不良签名确认,如需验证其功能由NPI驻厂工程师验证处理。
某驻厂检验管理细则

某驻厂检验管理细则第一章总则第一条为了规范驻厂检验管理工作,提高产品质量和客户满意度,制定本细则。
第二条驻厂检验是指在生产企业的生产车间内,设立专门的检验员,对生产过程中的产品进行检验和监督管理的一种方式。
第三条驻厂检验员应具备相应的专业知识和检验能力,同时具备较强的沟通协调能力和团队合作意识。
第四条驻厂检验员的主要职责包括:对生产产品的原材料及生产过程进行检验和监督,及时发现和解决生产过程中的质量问题;协助企业进行内部质量管理体系的建立和运行;提供产品质量改进的建议和方案等。
第五条驻厂检验员应当遵守企业的相关规定和要求,严守商业秘密,不得泄露企业的内部信息。
第二章驻厂检验管理第六条驻厂检验员应与生产车间的相关人员密切配合,建立良好的工作关系。
第七条驻厂检验员应定期进行产品检验,确保产品质量的稳定性和符合相关标准要求。
第八条驻厂检验员应及时向生产车间反馈检验结果,并提出解决质量问题的建议。
必要时,可组织召开质量改进会议,进行问题讨论和解决方案制定。
第十条驻厂检验员应建立和完善相关的检验文件和记录,确保检验过程的可追溯性和数据的准确性。
第三章惩罚与奖励机制第十一条对于驻厂检验员发现的质量问题,企业应及时复查并采取相应的措施进行改进,对于导致质量问题的原因进行追查和分析。
第十二条对于出色完成工作任务,有效提高产品质量的驻厂检验员,企业应给予相应的奖励和荣誉。
第十三条对于严重违反企业规定和要求,或者故意隐瞒质量问题的驻厂检验员,企业应根据实际情况采取相应的惩罚措施,包括警告、记过、停职、解聘等。
第四章附则第十四条本细则自发布之日起施行,如有需要修改的地方,应当经企业和驻厂检验员共同商议并进行修订。
第十五条本细则的最终解释权归企业所有。
检验员工作指南

检验员工作指南1. 引言本指南的目的是为检验员提供一份简明扼要的工作指南,以确保他们在工作中能够按照规定的流程和标准进行检验工作。
这份指南旨在帮助检验员提高工作效率、确保检验结果的准确性和一致性。
2. 工作流程2.1 准备工作在开始进行检验之前,检验员应进行以下准备工作:- 确保检验设备和仪器处于良好工作状态;- 根据检验要求准备必要的检验工具和试剂;- 阅读并熟悉检验项目的相关标准和规范。
2.2 进行检验在进行检验过程时,检验员应遵循以下步骤:1. 根据检验项目的要求,准备待测样品;2. 使用适当的方法和技术,进行样品的准备和处理;3. 根据检验项目的标准和规范,进行测量、观察或分析;4. 记录检验结果,包括数据、观察和评价。
2.3 结果解读检验结果的解读是检验员的重要职责之一。
在进行结果解读时,检验员应注意以下事项:- 对检验结果进行验证和复核,确保结果的准确性;- 与相关方进行沟通,解释和交流检验结果;- 利用专业知识和经验,对结果进行合理的解释和评价。
3. 工作准则3.1 质量控制在进行检验工作时,检验员应始终遵守质量控制的原则:- 检查和维护检验设备和仪器的正常工作状态;- 定期校准和验证检验设备和仪器的准确性;- 保持实验室的整洁和安全,防止污染和交叉感染。
3.2 保密与诚信作为检验员,保持机密性和诚信是至关重要的:- 严守机密协议,不泄露与工作相关的信息;- 不参与任何可能引起利益冲突或造成失实结果的行为;- 根据道德要求和职业标准,诚实、客观地记录和报告检验结果。
4. 总结本工作指南为检验员提供了一份简明扼要的工作指南,包括工作流程、工作准则和结果解读等内容。
通过遵守本指南的要求和标准,检验员能够提高工作效率、确保检验结果的准确性和一致性,从而为各方提供可靠的检验服务。
驻厂检验人员培训资料
群光駐廠檢驗人員培訓資料編號:VQA001版本:A頁次: 1 of 1培訓目錄日期: 04/20/2004一.檢驗員駐廠基本知識培訓編號A. 駐廠人員工作職責…………………….VQA002B. 駐廠人員異常處理…………………….VQA003C. 駐廠人員日常工作回饋…………………….VQA004D.駐廠人員工作紀律、獎懲…………………….VQA005二. 五金類駐廠人員培訓內容A.鐵板檢驗規範…………………….VQA006三. Membrane駐廠人員培訓內容A.Membrane生產工藝流程及檢驗重點四. …………………….VQA007四. Cable駐廠人員培訓內容A. Cable生產工藝流程及檢驗重點…………………….VQA008五.包材類駐廠人員培訓內容A.Carton& gift box檢驗規範…………………….VQA009六. 塑膠駐廠人員培訓內容A.塑膠件油漆/油墨檢驗及測試……………………. VQA010B.塑膠制品檢驗規範及其檢驗重點……………………. VQA011C.組配作業流程表……………………. VQA012七.K/T駐廠人員培訓內容A.K/T 鍵帽/上蓋/平衡桿認識與了解…………………….VQA013B.K/T站WIP之P/N Model產品結構以及鑒別單的識別………VQA014C.K/T生產流程與KB生產流程…………………….VQA015D.外觀&組裝檢驗內容以及A類.B類區分及實作培訓………VQA016E.檢驗順序及實作培訓…………………….VQA017F.檢驗條件及依據&抽樣方式及定義…………………….VQA018G.相關檢驗功能及測試內容…………………….VQA019H.首件確認程序…………………….VQA020I.K/T不合格品作業流程…………………….VQA021群光駐廠檢驗人員培訓資料編號:VQA002版本:A頁次: 1 of 1駐廠人員工作職責日期: 04/20/20041.目的:使外派駐廠人員了解駐廠期間工作職責2. 適應範圍:群光外派駐廠檢驗人員3. 要求:無4. 內容4.1駐廠人員工作職責4.1.1外駐廠商技術員/組長負責供應商制程AUDIT,品質不良追蹤改善,駐廠檢驗員的管理及與供應商溝通、協調等.4.1.2外派檢驗員接受派驗廠方分派檢驗工作,並執行對應VQA工程師指定工作,負責對廠商生產群光產品外觀/功能等品質作判定及檢驗工作.4.1.3外派檢驗員不得越權指揮或阻止廠方生產,發現重大或高比率品質缺點時,應及時與廠方品管主管溝通,若廠商品管不處理,則回報群光相關VQA工程師或主管.4.1.4外駐廠商分派檢驗員執行檢驗工作及品質判定工作,並依我方人員判定標準生產,若品質產生異議,可與外派駐廠技術員/組長協商,若仍無法判定,則可電話通知群光相關VQA工程師或主管並送樣群光,送樣回廠之樣品必須由駐廠人員簽字或作標記.4.1.5駐廠檢驗員、技術員、組長檢驗合格之產品,必須對出貨標簽相關欄位填寫完整並加蓋外驗章後方可出貨至群光.4.1.6外驗人員判定產品不合格時,並經雙方確認情況屬實時,應要求廠商必須100%返工處理,外驗人員需再次檢驗合格後方可出貨.除非收到SQA主管或經理簽名的<<群光急料外驗放行申請單>>後方可特采出貨.4.1.7外驗ACCEPT章絕對不以許有外廠人員代蓋章事件,外驗人員請假或離職必須做好ACCEPT交接工作.5.相關記錄表單1.群光急件外驗放行申請單群光駐廠檢驗人員培訓資料編號:VQA003版本:A頁次: 1 of駐廠人員異常處理日期: 04/04/081.目的:使外派駐廠人員了解異常處理流2.適應範圍:群光外派駐廠檢驗人員3. 要求:無4. 內容4.1 駐廠人員品質異常處理4.1.1任何品質重大異常或連續異常發生時,駐廠人員除與廠商品管主管或上級人員溝通外,還要及時電話或FAX或E-MAIL至群光相應VQA工程師或主管.4.1.2品質判定出現爭執時,被駐廠商對我司駐廠檢驗標準或執行程序有任何爭議時,駐廠人員需與被駐廠商品保主管及時與群光對應VQA工程師或主管聯絡協商.4.1.3外派廠商未按規定程序作業時,駐廠人員須向廠商品管主管或更上級人員反應,若不能及時解決須及時與群光相應VQA工程師或主管聯絡.4.1.4 駐廠人員針對廠商異常處理及後續改善追蹤狀況及時通過電話或FAX或E-MAIL至群光相應VQA工程師或主管.群光駐廠檢驗人員培訓資料編號:VQA004版本:1頁次: 1 of駐廠人員日常工作回饋日期: 04/04/081.目的:使外派駐廠人員了解異常處理流2.適應範圍:群光外派駐廠檢驗人員3.要求:無4.內容4.1 駐廠人員日常工作回饋4.1.1 外派駐廠人員每人每周必須寫<<駐廠人員外驗周報>>和<< 駐廠檢查員audit表>>,總結上周工作中所出現的問題點及檢驗狀況.並于每周一FAX或E-MAIL回饋至群光對應VQA工程師或主管.4.1.2 JIT廠商外派人員對每一批判退之不良均需用8D形式進行品質追蹤改善,其改善報告(CAR)均需經過廠商品管.生產或工程相關責任單位簽核後回復到群光對應VQE工程師或主管.4.1.3外派駐廠期間,出現重大問題無法及時解決時及時以書面或mail形式與群光對應VQA工程師或主管聯絡溝通解決.4.1.4外派人員每周定期與群光對應VQA工程師聯絡,以及時了解廠內產品使用狀況和新的標準,確保取得品質標準之一致性.4.1.5 駐廠組長或技術員每日上班前需召集駐廠人員一起針對廠商前一日品質狀況及群光反饋之品質狀況進行檢討,並于每周/日填寫<<SQA駐廠外驗每周/日例會記錄表>>4.1.6.外派技術支援人員,駐廠期間每天要寫<<急料承認外驗輔導工作報告>>,及時匯報每天工作狀況.5.相關記錄表單1. 急料承認外驗輔導工作報告.2駐廠人員外驗周報3. 駐廠檢查員AUDIT表+4. SQA駐廠外驗每周/日例會記錄表群光駐廠檢驗人員培訓資料編號:VQA005版本:A頁次: 1 of 1駐廠人員工作紀律、獎懲日期: 04/20/20041.目的:使外派駐廠人員了解駐廠期間工作紀律及獎懲製度2. 適應範圍:群光外派駐廠檢驗人員3. 要求:無4. 內容4.1 駐廠人員工作紀律4.1.1.長期外派駐廠人員須遵守外派廠的廠規廠紀.被駐廠商品管主管負責外派人員的考核工作,每月駐廠人員之考勤需有其品管主管或以上級人員簽核方可生效.4.1.2長期外派駐廠人員之考勤每月月底簽核後FAX或E-MAIL群光,作為出勤依據.4.1.3駐廠人員若對所駐廠方有任何異義可直接找該廠品管主管或以上級人員協助解決,若不能及時有效解決則回報群光相應VQA工程師或主管.4.1.4駐廠人員在外派廠上班期間,必須穿戴群光之廠服及廠證.4.1.5請假(定義:凡是離開所派駐廠之大門)需事先得到我廠部門課長.主任或副理口頭許可,回廠後填寫請假卡簽核後方可離開.4.1.6我司出差工程師/課長/主任/副理出差會不定期對駐廠人員工作進行稽核.4.2駐廠人員獎懲規定4.2.1獎則4.2.1.1全月檢驗無漏失者,獎勵人民幣10~50元4.2.1.2發現重大品質異常者獎勵人民幣10~100元4.2.1.3工作積極,與供應商與工廠配合極佳者,獎勵人民幣10~50元4.2.1.4工作績效持續優異者,按公司政策給予升職獎勵.4.2.2罰則4.2.2.1違返廠規按群光正常流程處理4.2.2.2當月檢驗漏失率高于目標值處于10~50元人民幣罰款.4.2.2.3整批性100%檢驗漏失處于10~100元人民幣罰款.4.2.2.4遇事不積極處理,想法推辭責任,影響工廠生產,視其嚴重性處于10~200元不等罰款.4.2.2.5不得向所在供應商收取錢物,違者按廠規處理.5.相關記錄表單1.目的:使所有JIT駐廠人員明確群光鐵板產品的檢驗標準,使出貨到群光的鐵板品質完全符合客戶要求.2.適應範圍:群光JIT駐鐵板廠商的檢查員3. 職責:3.1群光駐廠檢查員負責對廠商生產完畢且驗判合格的成品進行檢驗﹑驗判;3.2廠商對不合格產品及時處理﹑並采用8D書面形式回復給群光;4. AQL抽樣計劃:4.1抽樣水準:依據MIL-STD-105E一檢驗水準II級.4.2如有下列情況駐廠人員需作加嚴檢驗:4.2.1群光制程出現材料不良品質抱怨;4.2.1群光客戶有材料不良品質抱怨;4.2.2連續檢驗五批時有兩批材料不良;4.3 允收水準:4.2.1一般客戶:MAJ=0.10,MIN=1.04.2.2特殊客戶:MAJ=0.065,MIN=1.05.檢驗內容:5.1數量(MAJ):抽檢每膠筐實數與外標簽數量一致﹑出貨總數與出貨單上數量一致;5.2 包裝(MAJ):外包采用膠筐包裝,內包裝用塑膠卡槽;內實物整齊擺放﹑無傾倒現象;5.3 外觀a.MAJ缺陷:b.MIN缺陷(1)彎曲變形率﹥1.2mm(使用設備:塞規) (1)膠筐變形﹑破損﹑臟污(2)漏沖孔﹑多沖孔﹑异物(2)標簽用錯﹑內容錯﹑漏或不清晰(3)鍍鋅不良﹑嚴重生銹﹑油污﹑毛刺﹑毛屑(3)膠筐上未蓋紙皮﹑堆放超六層(4)混料﹑缺損﹑多料﹑表面嚴重脫皮不良(4)邊緣輕微生銹(5)表面輕微鍍鋅﹑脫皮不良5.4尺寸(MAJ):抽取已檢ok料之5pcs,依工程圖面﹑承認樣品測量相關尺寸,均須在規格範圍之內否則Rej(使用設備:投影機).5.5 組裝(MAJ):(1)抽取同批5pcs外觀已檢ok之樣本與對應机种之M/B﹑下蓋﹑PCB組裝,不得有M/B組裝離起,鐵板不能自動導入下蓋定位柱等不良,與PCB板組裝應接觸良好,與下蓋組裝配合良好無松動,輕輕敲鐵板四腳,不得有明顯晃動,否則REJ.用電批和螺絲鎖鐵板的螺絲孔,試打電批鎖螺絲孔時不得有滑牙﹑鎖不進螺絲等不良現象,5.6可靠性實驗:5.6.1如符合下列任一情況者,需作可靠性實驗:(1)駐廠檢驗發現鐵板表面嚴重鍍鋅不良;(2)駐廠檢驗發現因廠商原因而造成鐵板表面出現嚴重脫皮不良;(3)群光制程抱怨鐵板外觀鍍鋅不良;(4)群光客人抱怨鐵板出現生銹﹑鍍鋅不良;5.6.2抽檢頻率每天10天作一次鹽水(或鹽霧)實驗5.6.2實驗方法(如下兩種方法任選其一均可):(1)從樣本中抽取鐵板1pcs,放入1:4飽和鹽水中24小時後再取出置于空氣中24小時,檢查有無生銹現象,若有,則REJ(使用設備:飽和鹽水).(2)從樣本中抽取鐵板1pcs放于鹽霧實驗機作鹽霧實驗(使用設備:鹽霧實驗機).6.0 相關記錄表單1.群光駐廠(鐵板)檢查員檢驗單駐廠培訓資料編號:VQA007版本:A頁次: 1of2日期: 04/20/2004MEMBRANE 生產工藝流程及檢驗重點1. 目的:使所有人員駐廠人員在明確檢驗標準的基礎上,了解產品生產制程及協助VQE工程師工作,幫助所在廠商提升品質.2. 適應範圍:駐廠檢員及電子組員工3. 要求:所有受訓之員工必須知悉以下之內容.4. 內容:4.1 membrane組成membrane組成材料:基材PET,銀漿(目前群光所用銀漿有820B,XA-602及3163B)及碳墨(部份機種有UV油)membrane結構:三層式及防水式(目前二樓駐廠檢驗都為三層式,防水式多用于筆記本型的鍵盤即為三樓所用材料)4.2 membrane生產流程截片預熱清潔印刷烘烤沖床單片O/S組合(焊接) 電子閥測試外觀全檢包裝出貨以上紅色代表重點站位, 而外觀全檢站是容易造成漏失的站位,駐廠檢驗員應多注意廠商對這些站人員的管理(培訓)及相應的作業技能.4.3 membrane常見不良及產生站別及重點不良現象產生站別確認重點斷.短路印刷/沖床(缺料) 發現以上不良時, 駐廠檢驗員應要求提出CAR(8D)要求廠商填寫並改善.同時應到相應站位進行以下內容的確認(1) 人員是否按作業指導書及VQE與廠商所商定的的要求作業. (2) 環境及防塵處理(如人員的穿戴).(3)是否為新進員工及相關設備是否穩定.異物各站都可能產生折傷(key位折傷) 各站都可能產生印刷不良印刷組合不良超音波焊接4.4membrane駐廠檢驗的細則(1)抽樣計劃AQL值依照MAJ=0.065,MIN=1.0采用正常檢驗單次抽樣II級水準.(2)數量(MAJ):數量必須與檢驗單上一致;包裝為內包裝用膠袋,外包裝用膠筐且上有PE或其他遮蓋.駐廠培訓資料編號:VQA007版本:A頁次: 2of2日期: 04/20/2004MEMBRANE 生產工藝流程及檢驗重點(3)外觀:參考相應料號的品質管理卡進行.1.目測觸點有凹陷﹑變形﹑巽物.2.檢查表面有毛屑﹑棉織品﹑膠狀物﹑散落銀漿等3.表面有水﹑油污﹑灰塵.4.銀漿發黃﹑印刷毛邊﹑折傷﹑斷線﹑氧化.5.焊點松動﹑漏沖孔﹑組合偏位﹑漏地網.6.隔片短﹑隔片沖孔毛邊(毛邊不得大于0.03mm).(4).尺寸(MAJ):從樣本中抽取5PCS,測量其長﹑寬﹑厚等相關尺寸,所測尺寸均須在規格範圍內,有任一超出規格, 則REJ.(使用設備:投影機﹑膜厚儀﹑厚薄規﹑游標卡尺)(5).組裝(MAJ):從樣本中抽取10PCS與相應機種之下蓋﹑RUBBER DOME﹑PCB等組裝﹑MEMBRANE應對位準確,不得有離起組裝不入,偏位或翹邊.(6).功能(MAJ):從樣本中抽取10PCS,測每一KEY之回路阻抗,不得大于500Ω.(使用設備:萬用表)(7).可靠性實驗(MAJ):A.附著力實驗:a.從樣本中抽取10PCS,用長度為10cm之3M600(23mm寬)膠紙貼于銀漿密集處1分鐘,然後以135角快拉膠紙,銀漿不得脫落,且前後阻值變化不得大于5%.b.線路彎折性實驗:抽取10pcs阻抗已測OK之樣本用2kg砝碼壓線路的兩面各5次/5分鐘后,其阻值烴化不得大于原初始值的100%.B.硬度實驗:從樣本中抽取10PCS.用2H鉛筆以45度角拖1kgf在銀漿上水平推移碳墨銀漿不得脫落﹑劃斷.(使用設備:2H鉛筆﹑砝碼﹑硬度測試治具)G.相關報告/資料CHECK(MAJ):出貨報告,針對SONY/MS客戶的機種需提供的"禁用物﹑限用物測試報告"CHECK商名﹑P/N﹑材料組成成份表﹑測試方法﹑ICP DATA﹑參照WI-038執行,同時必須CHECK提供本報告的有效期為一年.群光駐廠檢驗人員培訓資料編號:VQA008版本:A頁次: 1 of2日期: 04/20/2004Cable 生產工藝流程及檢驗重點1. 目的:使所有人員駐廠人員在明確檢驗標準的基礎上,了解產品生產制程達到能協助VQE工程師工作,幫助所在廠商提升品質目.2. 適應範圍:駐廠檢員及電子組員工3. 要求:所有受訓之員工必須知悉以下之內容.4. 內容:4.1 CABLE組成CABLE組成材料:線材,連接器(HOUSING),端子,鐵芯,及內外模膠粒和迷你帶CABLE結構:分頭部(內外模),線體及尾部(HOUSING端)三個部分(部份機種中部會含SR如”Y”型CABLE)4.2 CABLE生產流程裁線去外被穿鐵芯/套管/烘套管打端子穿HOUSING (成型SR)焊頭部電測內外模成型成品電測外觀及繞線包裝出貨以上紅色代表重點站位,尤其是焊接及打端子站.駐廠檢驗員應多注意廠商對這些站人員的管理(培訓)及相應的作業技能.4.3 CABLE常見不良及產生站別及重點不良現象產生站別確認重點斷.短路焊接,打端子及內外模成型發現以上不良時, 駐廠檢驗員應要求提出CAR(8D)要求廠商填寫並改善.同時應到相應站位進行以下內容的確認(1)人員是否按作業指導書及VQE與廠商所商定的的要求作業.(2)針對打端子站的外觀及尺寸要求(相關要求見附圖)(3)是否為新進員工及相關設備是否穩定.顏色偏差進料控製(膠料配色)組裝不良裁線穿HOUSING,繞線及相應零件尺寸不對裁線穿HOUSING及繞線及相應零件4.4CABLE駐廠檢驗的細則(1)抽樣計劃AQL值依照MAJ=0.065,MIN=1.0采用正常檢驗單次抽樣II級水準.(2)數量(MAJ):數量必須與檢驗單上一致;包裝為內包裝用膠袋,外包裝用膠筐且上有PE或其他遮蓋群光駐廠檢驗人員培訓資料編號:VQA008 版本:A頁次: 2 of 2Cable 生產工藝流程及檢驗重點日期: 04/20/2004(2)外觀:參考相應料號的品質管理卡進行(MAJ).1. 外膜與銅套縫隙超過0.1mm.尾端少磁環﹑扎線方式與規格不符.2.鉚端不良﹑芯線外露.3.Pin針未鍍金.4.芯線排列順序錯5.插頭變形﹑外膜成型偏位.6.外膜與銅套之間打點不對應.7.K/B&MOUSE頭部外膜漏印有ICON&LOGO(如SONY)等標識時,需與樣品確認.(4)尺寸(MAJ):從樣本中抽取5PCS,測量其線體總長﹑線體直徑﹑插頭直徑等相關尺寸. 所測尺寸均須在規格範圍內,若有任一不良,則REJ.(5)顏色(MAJ):從樣本中抽5pcs,與承認樣品及色卡的顏色進行目視不得有明顯色差,否則REJ.(6)組裝(MAJ):抽取樣本中2pcs與相應機種上/下蓋﹑PCBA之連接器組裝不可有偏位﹑偏緊組裝不入等現象,否則REJ整批.(7)功能(MAJ):A.將CABLE線在CABLE機上做首端搖擺與尾端搖擺測試時,不得有斷路﹑短路﹑接觸不良﹑絕緣阻抗不良﹑導通阻抗不良﹑瞬斷﹑頭部芯線接錯位等現象,如有任一不良,則REJ.(使用設備:CABLE測試儀)B.可靠性搖擺測試:從樣本中抽取5pcs經過F(1)測試OK之Cable裝于荷重搖擺機上進行搖擺測試,測試條件為:荷重1.5kg﹑頻率 80次/分﹑搖擺角度120度﹑次數400次.如有經一未達到400次,即中止搖擺則REJ處理.且達400次搖擺後,還需再次通過 F(1)測試.(使用設備:搖擺測試機)(8)線體解剖(MAJ):從樣本中抽取5PCS進行線體解剖,檢查每一根芯線根數;測量單根芯線直徑尺寸,所測尺寸均須在圖面規格內;檢查首端焊接方式和尾端焊接方式﹑Pin針長度﹑鋁泊紙包裹線方式(直包).若有任一不良,即REJ.(使用設備:刀片﹑游標卡尺)5.0 相關記錄表單1.0群光駐廠(cable)檢查員檢驗單群光駐廠檢驗人員培訓資料編號:VQA009 版本:A頁次: 1 of3日期: 04/20/2004Carton& gift box檢驗規範3. 1. 目的:使所有JIT駐廠人員明確群光carton&gift box產品的檢驗標準,使出貨到群光的carton&gift box品質完全符合客戶要求.4.適應範圍:群光駐carton&gift box廠商的JIT駐廠檢查員3. 職責:3.1群光駐廠檢查員負責對廠商生產完畢且驗判合格的成品進行檢驗﹑驗判;3.2廠商對不合格產品及時處理﹑並采用8D書面形式回復給群光;4. AQL抽樣計劃:4.1抽樣水準:依據MIL-STD-105E正常檢驗單次抽樣II級水準.4.2如有下列情況駐廠人員需作加嚴檢驗:4.2.1群光制程出現材料不良品質抱怨;4.2.2群光客戶有材料不良品質抱怨;4.2.3連續檢驗同一料號五批時有兩批不良;4.3 允收水準:4.2.1一般客戶:MAJ=0.25,MIN=1.04.2.2特殊客戶:MAJ=0.10,MIN=1.05.檢驗內容:5.1carton之檢驗內容:5.1.1數量(MAJ):出貨總數與出貨單上數量一致;5.1.2 包裝(MAJ):包裝為10pcs一扎(每扎兩端采用紙皮包扎保護),且擺放時每卡板不能超過10層.有任一不良,則REJ5.1.3 外觀a.MAJ缺陷:b.MIN缺陷(5)破損、變形、油墨、髒污、混料. (1)包扎不良.(6)印刷圖案或文字殘缺、錯印、漏印(2) 標簽用錯、內容錯、歪斜、漏或不清晰(7)露白、偏位、印刷毛邊(3) 卡板未墊紙皮(8)紙屑未拔、壓線偏淺、漏壓線﹑嚴重折皺 (4) 物料擺放歪斜、不整齊.(5)凹痕/壓坑: 大于1.6mm的刺痕或凹痕 (5)斑點/黑跡:表面小于或短于0.8mm(6)折疊破裂:折疊線≧1.6mm的破裂(6)輕微折痕不良(7)撕裂:表面撕裂≧0.8mm5.1.4尺寸(MAJ):從樣本中隨機抽取5pcs,測量其相關尺寸,所測尺寸均須在規格範圍內.有任一不良,則REJ(使用設備:卷尺)群光駐廠檢驗人員培訓資料編號:VQA009版本:A頁次: 2of3日期: 04/20/2004Carton& gift box檢驗規範5.1.5顏色(MAJ):從樣本中隨機抽取5pcs對照樣品:檢驗圖面/印刷圖案/字體顏色均必須符合規格,若有任一不良,REJ5.1.6 組裝(MAJ):從樣本中抽取2pcs,按規格裝滿足夠數量之相應Gift Box,卡通不得有擠脹變形, Carton與Gift Box之間不得有明顯空隙,且Gift Box取出方便,Carton兩上顎之間距不得超出0.6cm之範圍, 若有任一不良,則REJ.5.1.7可靠性實驗(MAJ):(1)不得有明顯巽味(2)硬度測試手感堅硬不能有偏軟受潮現象(3) 紙質破裂強度min數據以對應群光工程圖面規格為準(取2pcs).(使用設備:破裂強度機);(4) 抗壓強度min數據以對應群光工程圖面規格為準(抽取2pcs).(使用設備:抗壓強度機);5.1.8材質(MAJ):坑紙類型﹑坑紋方向及坑紋類型與會群光工程圖面、工程樣品保持一致. 有任一不良則REJ.5.1.9文字稿(MAJ):抽5pcs依照群光工程圖面和工程樣品檢查來料印刷內容、排版位置、字體形狀、字體大小、粗細均須與樣品、圖面相同.有任一不良,則REJ.5.2gift box之檢驗內容5.2.1數量(MAJ):出貨總數與出貨單上數量一致;5.2.2 包裝(MAJ):包裝每50pcs為一扎(每扎兩端采用紙皮包扎保護),且高度不超過9層.有任一不良則REJ.5.2.3 外觀a.MAJ缺陷:b.MIN缺陷(1)有破損﹑折痕﹑爆線; (1)包扎不良;(2)髒污﹑油污﹑切割毛邊;(2)標簽用錯﹑內容錯﹑漏或不清晰;(3)表面起皺,原紙污點(品保經理簽樣為限度規格);(3)卡板上未墊紙皮.(4)印刷圖案或文字殘缺﹑錯印﹑露白﹑偏位﹑印刷毛邊﹑漏印(5)撞傷﹑切割不良﹑紙屑未拔(4) 物料擺放歪斜、不整齊(6)混料﹑錯料(5)斑點/黑跡:表面小于或短于0.8mm(5)凹痕/壓坑: 大于1.6mm的刺痕或凹痕 (6)輕微折痕不良(6)折疊破裂:折疊線≧1.6mm的破裂(7)撕裂:表面撕裂≧0.8mm5.2.4尺寸(MAJ):從樣本中隨機抽取5pcs,測量其相關尺寸,所測尺寸均須在規格範圍內.有任一不良,則REJ(使用設備:卷尺)群光駐廠檢驗人員培訓資料編號:VQA009版本:A頁次: 2of3日期: 04/20/2004Carton& gift box檢驗規範5.2.5顏色(MAJ):從樣本中抽取5pcs對照樣品:檢驗紙面/印刷圖案/字體顏色均必須符合規格,有任一不良,則REJ5.2.6 組裝(MAJ):a.從樣本中隨機抽取nPCS,將Key board放入折好之禮盒內,拆開兩側邊,自禮盒兩側向內檢視,禮盒內頂端面不得壓鍵帽或過大縫隙,用手輕拋,key board在禮盒內不得有明顯震動,有任一不良則REJ.b.按包裝規格要求,從樣本中隨机抽取gift box與對應carton(2PCS)組裝carton不得有擠壓變形,Carton與Gife Box之間不得有明顯空隙,且Gift Box取出方便,Carton兩上顎之間距不得超出6mm之範圍,有任一不良,則REJ5.1.7可靠性實驗(MAJ):(1)不得有明顯巽味(2)硬度測試手感堅硬不能有偏軟受潮現象(3) 紙質破裂強度min數據以對應群光工程圖面規格為準(取2pcs).(使用設備:破裂強度機);5.1.8材質(MAJ):坑紙類型﹑坑紋方向及坑紋類與群光工程圖面、工程樣品保持一致. 有任一不良則REJ.6.0 相關記錄表單1.群光駐廠(Carton & gift box)檢查員檢驗單頁次: 1 of 3日期: 04/20/2004塑膠件油漆/油墨檢驗及測試1. 目的:使所有人員駐廠人員在明確檢驗標準的基礎上,了解客戶指定產品油漆油墨的品牌及測試標準.2. 適應範圍:駐廠檢員及塑膠組員工3. 要求:所有受訓之員工必須知悉以下之內容.4. 內容:4.1塑膠產品MICROSOFT客戶指定噴漆,印刷的油漆油墨品牌:4.1.1 0168係列:604-0168*-001 油漆: 中山大橋油墨:彩麗寶604-0168*-002 油漆: 中山大橋油墨:奇哲604-0168*-003 油墨: 奇哲聯芊604-0168*-004 油墨: 聯芊奇哲Coating樹脂:亞大,宏泰樹脂604-0168*-005 油漆: 中山大橋油墨:奇哲聯芊604-0168*-006 油漆: 中山大橋油墨:奇哲604-0168*-007 油墨: 聯芊奇哲 Coating樹脂:亞大,宏泰樹脂604-0168*-008 油漆: 中山大橋油墨:奇哲聯芊604-0168*-009 油漆: 中山大橋油墨:奇哲聯芊604-0313*-001 油墨: 奇哲604-0313*-002 油墨: 奇哲九种顏色的產品油漆: 中山大橋油墨:迪高4.1.2 0405係列:604-04053-A01 油漆: 中山大橋油墨:奇哲608-40405-A07 油漆: 中山大橋油墨:奇哲4.1.3 0380係列:204-03803-001 油墨: 奇哲608-40380-020 油漆:歐歷油墨:松輝608-60380-001 油漆: 松輝油墨:新堅MICROSOFT指定須添加UV劑/稀釋劑的比例0.6%4.2 塑膠產品SONY客戶指定噴漆,印刷的油漆油墨品牌4.2.1 0407係列:創興行日本精工等4.2.2 SONY指定須添加UV劑/稀釋劑的比例0.3%4.3 塑膠產品HP客戶指定噴漆,印刷的油漆油墨品牌:4.3.1 0311/0316 油漆阿克蘇 820-ZSG K101 油墨 AK20-NOBEL4.3.2 0133油漆阿克蘇 820-ZSG K101C/101K 歐歷 LUPA101 主漆NLUT800稀釋劑FODEX 4.3.3 SONY指定須添加UV劑/稀釋劑的比例0.4%頁次: 2 of 3日期: 04/20/2004塑膠件油漆/油墨檢驗及測試4.4駐厂檢查員須對客戶指定的油漆油墨品牌進行AUDIT,AUDIT內容包括:4.4.1油漆油墨的生產厂商名稱,生產日期及有效期.4.4.2 客戶指定須添加UV劑/稀釋劑的比例及油漆油墨的顏色4.4.3 信賴性測試標準依照客戶要求為準.4.5 MICROSOFT耐磨使用的橡皮擦是指定編號為CS-10F; SONY耐磨使用的橡皮擦是指定編號75100;HP耐磨使用的橡皮擦是指定編號為75216.5.油漆/油墨品牌外表油漆油墨的識別5.1 所有油漆油墨油漆油墨識別都于圖案對比,用拍照方式將原厂商的各种形號建立檔案,駐厂人員在AUDIT時須對正生產的油漆油墨進行核對.(見附檔圖案)6.群光可靠性測試標準以及各客戶可靠性測試標準之异同點6.1可靠性測試定義:是指對經過第二次加工之塑膠件表面附著物.如油漆,油墨,印刷,燙金,電鍍等按照客戶要求進行的附著力測試6.2可靠性測試分類:.按測試方法分為:物理測試與化學測試.1.物理測試: a.百格測試 b.耐磨測試c.硬度測試2. 化學測試: a.抗溶測試 b.抗化學反應測試6.3測試用具:6.3.1 物理測試:6.3.1.1 百格測試: 由百格刀,3M膠紙,六角扮手,放大鏡組成.6.3.1.2 耐磨測試: 耐磨測試机,橡皮頭(型號有:CS-10F,75216.75100)等.6.3.1.3 硬度測試: 鉛筆,型號有(1F,1H ,HB)(模擬產品受到硬物碰撞后的影響).6.3.2化學測試:6.3.2.1 測試用具: 試劑瓶,滴管,砝碼,白布.6.3.2.1化學試劑: 乙醇,玉蘭油,中性去垢劑,摩絲,咖啡,可樂.植物油,機械油,薯片,掮臛霜等.6.4群光可靠性測試標準,以及各客戶可靠性測試標準之異同點:序號測試項目測試規格1 耐磨用CS-10F橡皮擦加350g砝碼以30次/分鐘的速度來回磨擦樣本, 噴漆.燙金.電鍍 35次,印刷20次.然后在45-60cm距離下目視產品表面噴漆,印刷,燙金,電鍍,有無脫落,露底 .2 附著力3m膠紙噴漆電鍍表面用百格刀在電鍍噴漆表面劃成1x1mm的小方格100個,用3m膠紙貼於小方格 1分鐘, 然后以45。
驻场检验员制度

驻场检验员工作规范第一条为建立健全生猪定点屠宰厂驻厂检疫监督管理制度,切实履行动物卫生监督所派驻生猪定点屠宰厂检疫监督职责,规范开展生猪屠宰检疫工作,树立良好的动物卫生监督行业形象,根据《动物防疫法》和相关法律法规的有关规定,制定本规范.第二条区县(自治县)动物卫生监督所向辖区内的定点生猪屠宰厂(场、公司)(以下简称厂)派驻检疫监督工作机构,具体实施该厂的检疫和动物卫生监督管理工作.派驻生猪定点屠宰厂的检疫监督工作机构名称统一为重庆市xx区县(自治县)动物卫生监督所驻xx生猪定点屠宰厂检疫监督组,以下简称驻厂检疫监督组.小型生猪屠宰场点的检疫监督工作由所在地动物检疫申报点或所在区县(自治县)动物卫生监督机构派出的检疫人员负责实施。
第三条区县(自治县)动物卫生监督所负责辖区内驻厂检疫监督组的建设与管理,市动物卫生监督所对全市驻厂检疫监督组的建设与管理工作进行指导和协调。
区县(自治县)设立的驻厂检疫监督组应报市动物卫生监督所备案,并在动物卫生监督网上公布,接受社会监督. 第四条驻厂检疫监督组应按照统一标志、统一工作服装、统一工作制度、统一记录记载、统一检疫器具配置的“五统一”要求进行规范化建设与管理。
“五统一”的具体建设要求见附录1。
第五条驻厂检疫监督组应具有固定的办公场所,包括办公室、入厂检疫室、同步检疫准备室、旋毛虫检验室。
办公室应设在屠宰企业的办公楼,具体承担组织管理、工作衔接、案件办理、检疫记录统计与保存、回收的检疫证明保存、开出检疫证明的存根保存等工作。
入厂检疫室应设在生猪入厂大门处,并配套值班休息设施,具体承担入厂检疫报验、入厂检疫、待宰巡回检疫、急宰检疫和病害生猪及其产品的无害化处理监督工作。
同步检疫准备室与旋毛虫检疫室应毗邻设在屠宰车间内,具体承担同步检疫工作,包括同步检疫人员更衣、出具检疫证明、检疫工具存放与消毒、旋毛虫样品的检验,并可开展其他快速检疫检测工作.第六条驻厂检疫监督组设置管理、宰前检疫、同步检疫和动物卫生监督四大类工作岗位。
驻厂人员作业指导书
驻厂人员作业指导书驻厂人员作业指导书第一部分对驻厂人员的要求一、驻厂人员应具备的基本条件1、驻厂人员需具备较高的思想素质,独立公正、廉洁自律、实事求是做好本职工作前提;2、驻厂人员应具有相关专业知识,对试验方面的情况比较了解;二、对驻厂人员的要求1、积极主动地向生产厂家了解该厂生产的相关情况,对其生产设备、加工流程、日生产量等情况具有一定的认识;2、每日及时了解生产厂家的生产计划并根据生产厂家的生产计划,合理安排自己的工作,保证驻厂工作严格按照作业指导书及合同书的要求进行;3、根据作业指导书的内容,逐条地总结出自己每日应该完成的工作内容,并逐条落实,切实做好本职工作;4、工作中如遇到自己无法解决的问题时应及时向相关负责人反映,由领导出面解决,不得与生产厂家发生冲突;5、不得接受生产厂家的馈赠以及生产厂家安排的不合适的应酬,保证驻厂工作的独立公正性;6、对工作及生活中遇到的其他无法解决的问题及时向领导反映。
第二部分驻厂人员工作内容一、驻厂人员的工作内容1.及时跟生产厂家相关负责人了解当天及第二天的生产计划,并要求其在生产前填写<<计划生产情况说明>>(见附录);2.根据<<计划生产情况说明>>及时跟踪其生产情况,并在预定完成时间内合理安排取样时间,取样应在厂方人员、施工单位陪同下共同取样,现场填写取样单,并在所取样品上贴上标签;改性样品标签上应有所取样品的取样时间、取样地点、品牌、发送标段、厂家名称和驻厂人员的共同签字;基质样品标签上应有品牌、取样地点、取样时间、厂家名称和驻厂人员的共同签字;3.70号道路石油取样要求:每天取1组样品,日供应用量超过500吨时取样加倍,所有样品分两份封样,其中一份用于性能检测,另一份留样备查,普通可从运输车中取样,所有取样工作应在时间和地点上保证随机性;表1 普通常规性能试验检测项目表2 普通全套性能试验检测项目4.改性取样要求:对用于改性的基质和用品改性均需取样检测,其中,①改性:每台生产设备每天取1组样品,且日生产量超过500吨时,留样加倍;②待用罐中的基质:每周取1组样品。
驻厂qc质检员工作职责
驻厂qc质检员工作职责
驻厂QC质检员是指负责在工厂内进行产品质量检验和产品质量监控的专业人员。
他们的主要职责是负责监控产品的生产过程,确保产品符合质量标准和客户的要求。
具体工作职责如下:
1. 负责制定产品检验标准
驻厂QC质检员需要对所负责的产品进行充分了解,熟悉产品的生产过程和质量要求,制定适当的产品检验标准,确保产品符合质量要求。
2. 监控生产过程
驻厂QC质检员需要在生产过程中充分参与,并监控生产过程中的每个环节,确保生产过程符合标准,同时检查生产线上的工艺设备是否正常运转。
3. 进行产品检验
驻厂QC质检员需要进行产品质量检验工作,包括测量和检测产品的尺寸、重量、功能、性能等方面的指标。
同时对不合格产品进行分类、记录和处理。
4. 负责异常情况的处理
当出现产品质量异常或问题时,驻厂QC质检员需要开展紧急处理,快速寻找问题的根源,并及时采取措施进行调整。
5. 负责产品质量报告的编写
驻厂QC质检员需要定期编写并提交产品质量报告,记录产品质量的变化情况,同时提出改进措施。
6. 参与质量管理活动
驻厂QC质检员需要参与公司质量管理活动,提出质量管理方面的建议,帮助公司优化质量管理流程,提高产品的质量水平。
以上是驻厂QC质检员的主要职责,质检员需要具备一定的知识和技能,如良好的沟通能力、严谨的工作态度、较强的分析和解决问题的能力等。
驻厂质检员岗位说明书
受过生产管理、品质管理、产品知识、电源产品等方面的培训
其 它
一定的英文阅读与能力
分析能力较强
应变能力
较强的应变能力
沟通能力
成本意识
成本意识高
创新能力
基本创新能力
顾客导向
顾客导向意识强
决策能力
领导能力
倾听能力
较好的倾听能力
计划组织能力
解决问题能力
较强的解决问题能力
主动性
主动性较高
时间管理能力
工作经历与经验
工作经历
1年以上的质量管理工作经验
组织知识
公司的有关制度与政策
较熟悉
与本岗位有关的业务流程
熟悉
公司组织架构与各部门职责
基本了解
企业文化
熟悉
工作技能与综合能力
工作技能
熟练使用计算机
熟悉公司的工艺工序、工作原理与机理,具备亲自动手操作能力;
熟练掌握公司产品及生产工艺技术应用方面的知识;
熟悉国际质量体系专业知识;
具有迅速排解生产工艺问题的能力;
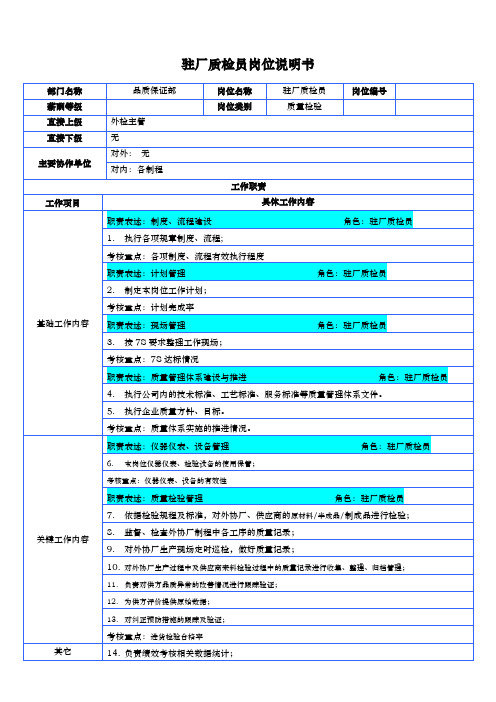
关键工作内容
职责表述:仪器仪表、设备管理角色:驻厂质检员
6.本岗位仪器仪表、检验设备的使用保管;
考核重点:仪器仪表、设备的有效性
职责表述:质量检验管理 角色:驻厂质检员
7.依据检验规程及标准,对外协厂、供应商的原材料/半成品/制成品进行检验;
8.监督、检查外协厂制程中各工序的质量记录;
9.对外协厂生产现场定时巡检,做好质量记录;
2.制定本岗位工作计划;
考核重点:计划完成率
职责表述:现场管理角色:驻厂质检员
3.按7S要求整理工作现场;
考核重点:7S达标情况
职责表述:质量管理体系建设与推进 角色:驻厂质检员
驻场检验员制度

驻场检验员工作规范第一条为建立健全生猪定点屠宰厂驻厂检疫监督管理制度,切实履行动物卫生监督所派驻生猪定点屠宰厂检疫监督职责,规范开展生猪屠宰检疫工作,树立良好的动物卫生监督行业形象,根据《动物防疫法》和相关法律法规的有关规定,制定本规范。
第二条区县(自治县)动物卫生监督所向辖区内的定点生猪屠宰厂(场、公司)(以下简称厂)派驻检疫监督工作机构,具体实施该厂的检疫和动物卫生监督管理工作。
派驻生猪定点屠宰厂的检疫监督工作机构名称统一为重庆市xx区县(自治县)动物卫生监督所驻xx生猪定点屠宰厂检疫监督组,以下简称驻厂检疫监督组。
小型生猪屠宰场点的检疫监督工作由所在地动物检疫申报点或所在区县(自治县)动物卫生监督机构派出的检疫人员负责实施。
第三条区县(自治县)动物卫生监督所负责辖区内驻厂检疫监督组的建设与管理,市动物卫生监督所对全市驻厂检疫监督组的建设与管理工作进行指导和协调。
区县(自治县)设立的驻厂检疫监督组应报市动物卫生监督所备案,并在动物卫生监督网上公布,接受社会监督。
第四条驻厂检疫监督组应按照统一标志、统一工作服装、统一工作制度、统一记录记载、统一检疫器具配置的“五统一”要求进行规范化建设与管理。
“五统一”的具体建设要求见附录1。
第五条驻厂检疫监督组应具有固定的办公场所,包括办公室、入厂检疫室、同步检疫准备室、旋毛虫检验室。
办公室应设在屠宰企业的办公楼,具体承担组织管理、工作衔接、案件办理、检疫记录统计与保存、回收的检疫证明保存、开出检疫证明的存根保存等工作。
入厂检疫室应设在生猪入厂大门处,并配套值班休息设施,具体承担入厂检疫报验、入厂检疫、待宰巡回检疫、急宰检疫和病害生猪及其产品的无害化处理监督工作。
同步检疫准备室与旋毛虫检疫室应毗邻设在屠宰车间内,具体承担同步检疫工作,包括同步检疫人员更衣、出具检疫证明、检疫工具存放与消毒、旋毛虫样品的检验,并可开展其他快速检疫检测工作。
第六条驻厂检疫监督组设置管理、宰前检疫、同步检疫和动物卫生监督四大类工作岗位。
驻厂检验员管理规范(含表格)
驻厂检验员管理规范(IATF16949/ISO9001-2015)1.0目的为明确驻厂检验员工作职责,激励驻厂检验员工作热情,确保我司所有供方产品生产的顺利实施,本规范规定了驻厂检验员的岗位职责,入职与离职、费用、人员考勤及考核管理等相关要求。
2.0岗位职责2.1负责行业和厂家情报的收集,定期向公司反馈。
2.2服从质控组长的工作安排,并直接对质控组长负责。
2.3负责订单交货期的落实,跟踪生产进度及库存情况,以保证采购订单的顺利执行。
2.4跟进生产过程中的产品质量,不断改善公司的供方产品质量,并提出合理化建议。
2.5按产品的检验规范及相关标准要求检测供方产品质量,并做好质量记录,相关的记录表格详见附件表格。
2.6汇总统计分析供方产品质量并及时反馈给质控科。
2.7代表公司监督、执行、落实合同协议及相关指令,协调供方与我司相关部门的沟通与配合。
2.8维护公司利益,负责我司在供方的财产安全工作,包括品牌资源使用的监督。
2.9公司质控科及上级领导交办的其它或临时性工作。
2.10对判定不合格的产品,应将不合格原因做好详细记录,督促供方加强管理,限期整改。
2.11每月对供方产品有关质量问题做好详细检验报告,进行分类汇总,督促供方改进质量管理工作,提升产品质量。
2.12及时处理好客户反馈的质量问题与市场投诉。
3.0人员的入职与离职3.1经公司正式招聘录用的驻厂检验员,经培训合格后由公司直接委派并发函通知相关供方,驻厂检验员外派时除知会供方外,同时需知会公司相关部门,以便于工作联络。
3.2驻厂检验员离职参照公司员工离职程序办理,离职驻厂检验员必须与接任人员办理严格的工作交接手续。
4.0费用管理4.1通讯费原则上按照公司相关财务执行,考虑集团公司局域网,驻厂检验员移动话费原则上不超过50元/月,由驻厂检验员按照实际话费金额提前支付,再凭话费发票回公司报销。
4.2驻厂检验员伙食费用原则上由公司负责,由公司在当月工资中给予补助,补助标准为300元/月;驻厂检验员可自行决定是否在供方食堂就餐,在供方就餐时,当供方要求交纳伙食费用时,必须按照供方标准按时交纳伙食费用,并将票据交回公司财务部备案。
公司检验员驻厂检验管理制度
一、目的为确保产品质量符合国家相关法律法规和公司质量标准,提高产品质量水平,特制定本制度,规范公司检验员驻厂检验工作。
二、适用范围本制度适用于公司所有检验员驻厂检验工作。
三、职责与权限1. 检验员职责:(1)严格按照国家相关法律法规和公司质量标准,对原材料、半成品、成品进行检验;(2)对生产过程中的关键环节进行现场监督,确保生产过程符合质量要求;(3)对不合格品进行统计分析,及时反馈给相关部门,协助改进;(4)对检验过程中发现的问题进行记录、报告,并跟踪处理结果;(5)参加质量改进活动,提高产品质量。
2. 检验员权限:(1)对不合格品有权拒收,并报告相关部门;(2)对生产过程中发现的问题有权提出整改意见;(3)对检验过程中遇到的问题有权向上级领导汇报。
四、检验流程1. 检验员根据检验计划,对原材料、半成品、成品进行检验;2. 检验员对检验结果进行记录、分析,发现不合格品及时反馈给相关部门;3. 对生产过程中的关键环节进行现场监督,确保生产过程符合质量要求;4. 检验员定期对检验数据进行统计分析,对异常情况进行分析,提出改进建议;5. 检验员对检验过程中发现的问题进行记录、报告,并跟踪处理结果。
五、检验记录与报告1. 检验员应认真填写检验记录,记录内容包括:检验时间、检验人员、检验项目、检验结果、不合格品处理情况等;2. 检验员对检验过程中发现的问题及时报告给相关部门,并跟踪处理结果;3. 检验员每月对检验数据进行汇总,形成月度检验报告,提交给上级领导。
六、奖惩措施1. 对认真履行职责、发现并解决问题、为提高产品质量做出贡献的检验员给予表彰和奖励;2. 对不履行职责、玩忽职守、造成产品质量事故的检验员给予处罚。
七、附则1. 本制度由公司质量管理部门负责解释;2. 本制度自发布之日起施行。
驻厂检验工作的报告(细选2篇)
驻厂检验工作的报告(细选2篇)驻厂检验工作的报告1从事九阳OEM驻厂检验工作已有3年啦,在此谈谈我对驻厂检验工作的一些感悟!作为OEM驻厂是有很重的责任和很大压力的。
我们要对检验的每一批产品发到市场上不出质量问题和客户投诉担保负责。
为降低驻代工作压力,减小质量隐患风险,我有以下几点看法:戒懒不论从事什么样的工作,我们都要有一个好的工作态度,拒绝懒惰,养成一个好的工作习惯。
1、每天按时上下班;2、认真做好首末件点检;3、做好成品检验工作之后多去产线看看……专心工作保持时刻警惕的态度,认认真真的做好要做的每一件事情。
质量工作如履薄冰,马虎不得。
要培养对工作的兴趣,上班时把全部的精力和热情投入到工作中去。
驻厂对生产和检验过程中发现的一些问题和出现的一些现象要,及时反馈。
真正做到不理清楚不放过、不弄明白不放过。
丰富的知识技能1、熟练的检验技能是基础,每个人还要有一套系统的管控方法;2、一个人的能力终究有限,调动供方检验人员和关键岗位员工的把关积极性是关键;3、对产品的核心配件生产工艺要熟悉,绘制生产工艺流程图,例如:开水煲发热盘、五金壶体等。
快赢改善思维统筹协调,依靠供方的技术管理人员快速解决生产过程中出现的问题和难点,达到质量改善的目的。
驻厂检验工作的报告220xx年1月8日,受支队委派,我与另外两位同事进入三家异味扰民企业驻厂,到目前为止,我已在伊品驻厂半个月,对异味的产生也了解了基本情况。
就目前情况来看,伊品公司影响厂界的异味源主要有有复合肥生产车间的尾气、赖氨酸产品烘干味、循环水池水质变差产生的异味及污水处理车间调节池排放尾气。
一、复合肥生产车间的尾气复合肥的生产流程大概是先对高浓度的废水进行四效蒸发浓缩,再对浓缩后的料液进行配比,然后进行喷浆造粒。
在配比的过程中二期添加腐植酸,一期添加污泥(主要来自污水处理厂和两级喷淋产生的污泥)和粉煤灰。
现在企业主要采用“两级喷淋+电捕+生物过滤除臭+光微波除臭”的四级组合工艺对复合肥的尾气进行处理,但是实际处理效果是并不能做到完全的消除异味,达到厂界无异味的要求。
驻厂检验工作计划范文

驻厂检验工作计划范文一、工作计划背景及目的随着国内外市场竞争的日益激烈,产品质量成为一个企业在市场竞争中的重要因素。
为了保证产品的质量,许多企业会选择在供应商的生产现场进行驻厂检验。
驻厂检验是指在供应商的生产现场进行现场检验、监督和管理的一种质量控制方式。
本文旨在制定一份驻厂检验工作计划,确保驻厂检验工作的顺利进行,确保产品质量符合要求。
二、工作计划内容1. 确定驻厂检验的频率和时间首先,需要确定驻厂检验的频率和时间。
根据供应商的生产情况和产品的重要性,确定每个月或每季度进行一次驻厂检验,并确定具体的检验时间。
2. 制定驻厂检验的标准和要求在驻厂检验中,需要制定具体的检验标准和要求。
根据产品的特性和使用要求,确定相应的检验项目和方法,并制定相应的检验标准。
3. 确定驻厂检验的检验内容和范围在驻厂检验中,需要明确检验的具体内容和范围。
包括对原材料的检验、半成品的检验和成品的检验等。
根据产品的特点和关键工艺环节,确定具体的检验项目和要求。
4. 确定驻厂检验的检验方法和工具在驻厂检验中,需要选择适合的检验方法和工具。
根据产品的特点和要求,选择合适的检验方法,并提前准备好相应的检验工具和设备。
5. 制定供应商质量管理要求在驻厂检验中,不仅是为了检验产品质量,还应督促供应商建立健全的质量管理体系。
在工作计划中,需要制定相应的供应商质量管理要求,明确供应商应满足的质量管理要求和流程。
6. 评估驻厂检验结果并提出改进建议驻厂检验完成后,需要对检验结果进行评估,并提出改进建议。
根据检验结果,对供应商的质量状况进行评估,并提出相应的改进建议,以提高产品质量和供应商的质量管理水平。
7. 编写驻厂检验报告驻厂检验完成后,需要及时编写检验报告。
检验报告应包括检验结果、评估结论和改进建议等内容,并根据需要将报告发送给供应商和相关部门。
三、工作计划执行步骤及时间安排根据工作计划的内容,下面是工作计划的执行步骤及时间安排。
1. 第一周:确定驻厂检验的频率和时间,并与供应商进行沟通和协商。
供应商驻厂检验人员质量管理工作细则
供应商驻厂检验人员质量管理工作细则适用范围适用于供应商质量部驻厂人员管理。
目的确保物料质量在供应商处得到有效控制,确使不合格品物料不进入公司;对供应商进行现场辅导,协助供应商品质提升。
工作要求、职责及权限1、负责按检验规程及技术资料要求检验和试验,并提出检验和试验结论,对不符合要求的物料不允许供应商入库和出厂;2、负责按规定及时填写检验记录,并在检验记录和有关单据上签署;3、认真实施检验和试验状态标识的规定,对检验中发现的不合格品按规定加不合格标识,隔离存放并记录,同时有责任分析产生不合格的原因,提出改进建议;4、正确使用和维护保养本人使用的计量器具,按周期交部门组织检定,确保其处于校准状态;5、一旦出现质量问题,应及时向部门领导反馈质量信息;6、对C类质量特性的不合格品有权处置,对B类和A类质量特性的不合格品有权提出初步处置建议并及时报部门按规定评审处置;7、对个人的错检、漏检和误判造成的损失负直接责任;8、对因擅自不履行岗位职责,本岗范围内出现批量不合格或造成其他损失负直接责任;9、对不按规定填写检验记录或记录不真实造成的损失负直接责任;10、必须严格履行公司相关廉洁制度。
管理细则1、工作态度方面1.1驻厂人员其职责是代表集团质量体系在外进行质量监控,驻厂人员任何的言行举止将和公司的形象息息相关。
因此,驻厂人员要严格要求自己,不得做出任何有损公司利益的行为或散播如抱怨等这类有损公司利益的言论。
1.2驻厂人员的通讯工具必须保持畅通,便于公司有重要信息及指示能迅速反馈到位,避免因信息反馈不畅通而导致重大问题发生或错过最佳处理时间。
2、信息反馈方面2.1质量问题反馈:驻厂人员对质量问题的反馈应及时到位,以免影响后续工作被动。
2.2相关信息反馈:驻厂人员必须每天把当天驻厂出现的问题及处理方式总结汇报给部门领导。
3、信息保密方面3.1为保守公司秘密,维护公司利益,驻厂人员都有保守公司秘密的义务。
在对外交往和合作中采取必要的防范措施,须特别注意不泄露公司秘密,更不准出卖公司秘密。
驻厂检验员岗位职责

驻厂检验员岗位职责
驻厂检验员是企业内部的质量管理人员,主要职责是在生产过
程中对制造工艺、产品质量进行全面的检查、监控和管理,并及时
掌握产品质量情况,确保产品符合规定的质量标准和要求。
其具体
职责如下:
1. 参与制定、完善和审核产品质量标准、规范和检验方法,确
保生产过程和产品质量符合国家相关标准和企业内部的要求。
2. 对生产过程中各环节进行监控,及时发现工艺、设备、产品
等方面的问题,制定相应的质量改进计划和措施,确保生产顺畅和
产品质量达标。
3. 对生产中的原材料、半成品和成品进行抽样检验,对检验结
果进行分析和处理,并及时向生产部门提出处理建议。
4. 对产品的尺寸、外观、物理性能等质量指标进行检测,保证
产品符合公司制定的质量标准。
5. 对不合格品进行鉴定、分析和处置,制定针对性的质量纠正
措施,防止不合格品流入市场。
6. 协调生产、质量和技术部门的工作,确保各项工作配合顺畅,解决生产和质量问题。
7. 对外部检验机构的检查、复核和评审进行协调和配合,确保
企业对外形象和质量形象。
8. 参与质量管理体系的建设和维护,协调内部各部门实施质量
管理制度。
9. 及时了解行业质量信息,完成公司业务相关的调研,并提出
建议性意见。
10. 参与客户反馈的质量问题的处理工作,合理、妥善地对外沟通及协调,提高客户满意度。
以上是驻厂检验员的主要职责,需要具备熟练的检验技能、全面的质量管理知识和团队合作精神,保证企业质量管理工作的有效运转。
驻厂检验员实施方案
驻厂检验员实施方案一、前言。
驻厂检验员是企业质量管理体系中不可或缺的重要角色,其工作质量和效率直接关系到产品质量和生产效益。
为了规范和提高驻厂检验员的工作水平,制定本实施方案,旨在明确其工作职责、工作流程和工作要求,以确保产品质量和生产安全。
二、工作职责。
1. 负责对生产现场进行质量检验,确保产品符合相关标准和要求;2. 及时发现和处理生产中的质量问题,提出改进建议并跟踪落实;3. 协助生产部门进行工艺过程控制,防止质量问题发生;4. 参与对产品的抽样检验和检测工作,确保产品合格率;5. 汇报工作进展和质量情况,协助上级领导进行质量分析和改进工作。
三、工作流程。
1. 每日早晨,驻厂检验员与生产部门负责人进行沟通,了解当日生产计划和重点检验项目;2. 根据生产计划,制定当日的检验计划,并准备好相应的检验工具和设备;3. 在生产过程中,随时对产品进行抽样检验,确保产品质量符合标准;4. 发现质量问题时,及时与生产部门沟通,提出改进建议,并协助处理;5. 每日下班前,填写检验记录和质量报告,上报相关部门,并做好明日工作准备。
四、工作要求。
1. 具备较强的责任心和敬业精神,对产品质量有高度的敏感性;2. 具备良好的沟通能力和团队合作精神,能够与生产部门和相关人员保持良好的合作关系;3. 具备一定的产品知识和质量管理经验,能够独立进行产品质量检验和问题处理;4. 遵守企业相关的质量管理制度和规定,严格执行工作流程和工作要求;5. 不断学习和提升自身的专业能力,积极参与质量管理培训和交流活动。
五、总结。
驻厂检验员是企业质量管理体系中的重要一环,其工作质量和效率直接关系到产品质量和生产效益。
通过制定本实施方案,明确了驻厂检验员的工作职责、工作流程和工作要求,有利于规范和提高其工作水平,确保产品质量和生产安全。
希望全体驻厂检验员能够严格执行本实施方案,不断提升自身的专业能力,为企业的质量管理工作贡献力量。
驻厂检验岗位职责
驻厂检验岗位职责驻厂检验岗位是指在制造厂或生产工厂中,由检验人员承担的任务。
这种职位是一个非常重要的职位,其职责与技能在工业界扮演着至关重要的角色。
在这里,我们将介绍驻厂检验岗位的职责和要求。
驻厂检验岗位职责:1.制定监控质量的计划,并依据制定的计划进行实地检验,确保零部件、组件和整个产品符合标准要求。
2.独立地检测从供应商处获取的原材料,确保其符合产品要求的质量,使用并安装原材料可靠和安全。
3.录入和记录信息以跟踪产品的制造历程,确保产品符合DFM (设计制造)和DFA(设计如何组装)的原则。
4.开展清洁层次的检查,确保产品的表面处理或表面涂层符合标准要求,对出现质量问题的产品追溯其原因,并采取解决方案的措施。
5.协助开发团队并与客户沟通,解决技术难题,并保持生产流程的高效性。
6.适时向工厂质量管理主管提交分析报告,并产生应对预防措施,确保产品质量稳定。
7.提出产品质量不符合要求的情况,并及时复核、矫正和纠正错误。
8.确保正确的文件、纪录被存档和归档,以便审计和证明质量与工厂要求。
9.遵循公司制度和政策,定期接受培训以提高技能水平,建议并引导团队发展可持续的改进计划以提高效率和减少成本。
驻厂检验岗位要求:1.本科学历,有3年以上相关工作经验;2.对于质量控制方面具有深刻的理解和技能,并掌握有质量控制代表验收的知识;3.熟悉ISO9000 质量管理体系及其操作程序,有数据处理和流程管理的能力;4.具备严谨的思维方式,并能在考虑问题时运用问题解决模型;5.了解质量控制流程(例如Pareto 图和根本原因分析);6.优秀的决策能力,和优秀的沟通和团队协作能力,能够在紧张的环境下工作的能力;7.对质量保证方法及管理工具具有深入的了解,对制造和工艺的方法,工程变量控制和生产流程设计拥有广泛的知识。
综上所述,驻厂检验员是一个非常专业且技能要求较高的职业,他们需要具备良好的沟通技巧和有效的管理能力,使公司能够制造和交付符合质量和成本要求的产品。
驻厂检验员实施方案
驻厂检验员实施方案一、背景。
随着制造业的发展,产品质量问题日益受到重视,而检验员作为产品质量的守护者,其工作显得尤为重要。
为了提高产品质量,保障生产安全,制定并实施一套科学、严谨的驻厂检验员实施方案势在必行。
二、目的。
驻厂检验员实施方案的目的在于规范检验员的工作流程,提高检验员的工作效率,确保产品质量,减少质量事故的发生。
三、实施方案。
1. 岗前培训。
新任检验员入职后,应进行全面的岗前培训,包括但不限于公司产品知识、检验标准、检测仪器的使用方法、安全操作规程等内容。
培训结束后,需进行考核,合格后方可上岗。
2. 工作流程。
(1)接受任务,检验员接到任务后,应及时准备相应的检测仪器和工具,确保检验工作的顺利进行。
(2)检验过程,检验员应按照标准操作流程进行检验工作,严格按照检验标准进行检测,确保检验结果的准确性。
(3)记录报告,检验员应及时记录检验过程中的关键数据和结果,编制检验报告,并及时向相关部门汇报。
3. 督导管理。
公司应设立专门的督导管理岗位,对驻厂检验员的工作进行监督和管理,定期进行检查和评估,发现问题及时进行整改和培训。
4. 应急处理。
在发生质量事故或异常情况时,检验员应立即报告,并配合相关部门进行调查和处理,确保问题得到及时解决,减少损失。
四、实施效果。
经过驻厂检验员实施方案的执行,可以有效规范检验员的工作行为,提高产品质量,减少质量事故的发生。
同时,也能提高检验员的工作效率,降低公司的生产成本,增强市场竞争力。
五、结语。
驻厂检验员实施方案的制定和执行对于公司的产品质量和生产安全具有重要意义,希望全体检验员能够严格按照实施方案的要求进行工作,共同为公司的发展贡献力量。
驻厂质检员岗位说明书
基本任职资格
素质与能力要素
岗位要求程度
要素
素质与能力要求描述
低
中
高
ቤተ መጻሕፍቲ ባይዱ个性
特征
乐群性
稳定性
恃强性
原则性
责任心
责任心强
亲和力
自信心
兴奋性
必备知识
最低学历
专科以上学历
专业知识
电子技术、自动化
环境知识
国家法律法规与政策
基本了解
竞争对手相关信息
行业标准及国际标准
较熟悉
行业管理惯例及国际惯例
组织知识
公司的有关制度与政策
较熟悉
与本岗位有关的业务流程
熟悉
公司组织架构与各部门职责
基本了解
企业文化
熟悉
工作技能与综合能力
工作技能
熟练使用计算机
熟悉公司的工艺工序、工作原理与机理,具备亲自动手操作能力;
熟练掌握公司产品及生产工艺技术应用方面的知识;
熟悉国际质量体系专业知识;
具有迅速排解生产工艺问题的能力;
一定的英文阅读与理解能力。
熟练使用各种仪器仪表
综合能力
分析能力
分析能力较强
应变能力
较强的应变能力
沟通能力
成本意识
成本意识高
创新能力
基本创新能力
顾客导向
顾客导向意识强
决策能力
领导能力
倾听能力
较好的倾听能力
计划组织能力
解决问题能力
较强的解决问题能力
主动性
主动性较高
时间管理能力
工作经历与经验
工作经历
1年以上的质量管理工作经验
2.制定本岗位工作计划;
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
驻厂检验员工作指导7
驻厂检验员工作指导
为了更好的保证来料品质,减少来料滞留仓库时间,省工省时的做完检验动作,设定品检员驻供应商跟进检验,愈来愈显得必要。
驻厂检验员最好是选择一个综合能力相对较好,基本技能熟练的QC。
较强的责任心、执行力将能更好的推动供应商的产品品质改善。
综合能力比较好也包括:言行举止,穿着打扮。
不能影响自己的公司形象。
驻厂检验员在供应厂商应该怎么做?
第一,沟通。
应从上至下的沟通,就是说,先从品管主管开始,当然,语言交流的内容可以很广泛。
但是要清楚自己的原则,比如可以讲:我们一起把此问题改善,提高品质,同时也是减少不良,降低损失;此问题如果不改善,将来退货,返修,我想不是你和你的老板想看到的吧;相信类似的语言交流后,基本上可以统一战线的去改善制程,解决问题。
具体到他们检验员的话,自己要会树立一点威信,从上至下的沟通原因也是如此。
可以多些工作指导,但其它方面少些交流,驻厂全检时更要注意此问题。
第二,检验。
主要是全检。
很多驻厂检验都是跟线全检,这样很容易忽略很多问题,比如:只留意外观了,没检到尺寸、结构、颜色,甚至是形状。
首件确认很重要,与样品对
比,参考图纸,依据检验标准,结构、形状、颜色、尺寸等
一一检查。
对重要的管制尺寸务必测量。
对特殊要求的尺寸公差或形位公差,要做出对应的检验治具,进行全检。
了解部品履历,特别是曾经出现的大问题,需格外注意验证、检查。
特殊情况下有时候会进行抽检,这时要严格按照相应抽检标准进行,依据检验标准、作业指导书(WI)等来判定。
尊重最终的抽检结果,并严格执行之,需要重检返工的一定要推行下去。
如需特采,请供应商申请。
另外,还要注意包装方式,这个很重要,一定要安全包装,并且包装的手法不能给产品造成不良影响,如发现隐患,马上排除。
如果不留意包装,那么厂商包装造成的问题,将会是批量性的。
第三,异常处理。
如果在驻厂跟线全检时,发现批量性问题,应速邀请品管、生产班组长一起处理。
一定要查出在哪个工序出现的问题,并且马上改善。
并防范后续再发生。
如果批量性的出现前期加工不良问题,同样找出相关人员,查出根本原因,找出解决方法加工,验证,并全检。
当发现批量性问题时,要及时上报给自己的班组长或主管,这样会更加确定自己观点,并会得到协助解决。
另外一种情况就是因自己漏检或其他原因,送至厂里的货生产时出现异常。
这时,首先要确定到此问题的根本原因:自己没检到,厂商问题,包装问题,运输问题,储存问题,产线问题,还是其它
问题。
如果是前三者问题,自己要马上验证。
厂商在制品、厂商库存品,厂商半成品的数量、解决方法,应该在最短时间内查清楚,搞彻底。
自己厂里的不良处理,根据情况,看是否需要回公司确认,是否需要厂商派人,或有其他可以解决的方式,依
情况,迅速反应。
在异常处理上,根据情况,利用一切可以利用的资源,要选择更快,更有效的方式去解决。
后续要协助SQE 进行改善动作的跟进或验证。
驻厂检验员要处理好相应的人际关系,工作上可以争论,但不要争吵。
对人礼貌,尊重他人。
务必注意人身财产安全,尽量减少外出、外逛。
安全饮食,合理作息。
回公司前,整理房间,带好自己行李。
打印考勤,带上报表。
给品管部打招呼后启程回公司。
制成:张振
2013年11月
有关劳动法中劳动者被放假
有关劳动法中劳动者被放假
1、用人单位出现生产经营困难或处于生产淡季,劳动力暂时富余。
这种情形最为常见,并且涉及的员工广泛。
2、用人单位与劳动者之间有重大矛盾或纠纷,需要暂停劳动者工作进行调查或协商解决。
这里所说的重大矛盾或纠纷包括调整工作岗位、签订劳动合同、罢工以及劳动者严重违反规章制度、涉嫌违法等。
3、用人单位通过对劳动者放长假的方法达到迫使劳动者离职的目的。
被放假主要涉及问题1、被放假期间的工资如何计付;
2、劳动者以被放假为由要求用人单位支付经济补偿金或赔偿金。
详细分析1、被放假期间工资的法律规定
《工资支付暂行规定》第十二条规定,非因劳动者原因造成单位停工、停产在一个工资支付周期内的,用人单位应按劳动合同规定的标准支付劳动者工资;超过一个工资支付周期的,若劳动者提供了正常劳动,则支付给劳动者的劳动报酬不得低于当地的最低工资标准,若劳动者没有提供正常劳动,应按国家有关规定办理。
而对于超过一个工资支付周期,劳动者没有提供劳动的,地方性的规章如北京市、广东省工资支付条例等的规定是按照不低于最低工资的百分之七十或八十支付生活费直到复产、复工。
不过,这些规定适用的范围有限,仅限于非因劳动者原因造成停工、停产。
2、从劳动合同的角度来看
劳动者获取劳动报酬的前提是为用人单位提供劳动,没有付出劳动则没有权利要求用人单位支付劳动报酬。
但对劳动合同关系的约束并不仅仅来自劳动合同,为保障劳动者权益,法律法规规定部分特殊情况下,劳动者可以在不提供劳动的情况下获得劳动报酬或生活费,比如,法定节假日、工伤治疗期间等。
非因劳动者原因造成停工、停产是因为企业遭遇经营困难,此时,企业安排员工放假可以缓解用工压力,更重要的是可以保存劳动关系,同时,对劳动者而言,工作岗位得以保留,获得一定的工资和生活费,这样有利于劳动关系的稳定。
3、被放假不同造成者,工资发放有区别
当用人单位与劳动者之间有重大矛盾或纠纷,需要暂停劳动者工作协商解决的,工资可参照上述规定发放。
对于其他的情形,我们认为不宜扩大适用,应视放假的原因来确定。
被放假是
劳动者造成的,如工作失误导致停工、停产以及严重违反规章制度或涉嫌违法接受调查,用人单位无需支付放假期间的工资。
相反地,用人单位恶意对劳动者放假,或者停工、停产证据不足的,则需支付放假期间的工资。
4、被放假牵扯到的经济补偿金或赔偿金
关于劳动者以被放假为由要求支付经济补偿金或赔偿金。
如果是劳动者提出解除劳动关系,那么,审查的范围是劳动者的主张是否符合《劳动合同法》第三十八条第一款第一项的规定,即是否属于用人单位未按照劳动合同约定提供劳动条件需支付经济补偿金的情形。
在用人单位通过对劳动者放长假的方法达到迫使劳动者离职的目的情形中,用人单位的行为属于变相解雇,根据《劳动合同法》第八十二条的规定,需向劳动者支付赔偿金,劳动者也倾向于提出赔偿金的主张。
用人单位有证据证明确有生产经营困难、处于淡季或者用人单位与劳动者之间有重大矛盾或纠纷,需要暂停劳动者工作进行调查或协商解决的,用人单位不向劳动者提供劳动条件是客观需要,无需支付经济补偿金;反之,则需支付经济补偿金。
依据《劳动合同法》,这种强制息工待岗属于违法行为,他们可以申请经济补偿或解除劳动合同。
息工待岗不能成为企业变相裁员手段,企业在经营困难的状况下,可以通过开职工代表大会等方式与职工积极沟通,共同渡过难关。
即使要员工息工待岗,也要事先征得员工同意,强制给职工放假的方式属违法行为。
今日要点:企业统一安排员工休年假的做法,如果没征得员工同意,或者员工无法选择是否可以不休的话,就触犯法律规定。
如果员工可以申请休或不休的话,这就是人性化的举措,在法律上没有不合理的地方。