汽车覆盖件冲压模具有限元分析(2020年)
冲压模具覆盖件质量监控管理技术及实践典型应用案例及解析

冲压模具覆盖件质量监控管理技术及实践典型应用案例及解析摘要:目前,随着广大人民生活需求层次的变化日益快速增长,相对较于其它现代汽车市场而言,人们汽车的选择展望正从经济型汽车方向逐渐的转变为向着舒适与美观结合的感官型现代汽车方面逐步转变,而在现代汽车产品组装工艺过程当中出现的冲压与覆盖件质量缺陷会将直接地影响到其整个产品车型外形的舒适美观性,同时产品制造过程低劣工艺还会进一步导致产品最终所生产之车品其抗酸腐蚀性较差且产品使用的寿命简短,因此,车身覆盖件本身的整体质量高低就非常之重要。
本文中主要将讲解汽车冷冲压过程当中最容易造成开裂、变形、缩颈现象等多种日常生活应用中所常见问题的控制件产品漏洞,从中分析如何避免或是设法减轻质量缺陷的发生的可能几率,借此来提高车身附件质量和生产的工艺,让与此类相同案例的问题也有一定的借鉴作用。
关键词:冲压覆盖件;典型案例剖析;质量管理引言:通常来讲,在汽车覆盖件成型的过程当中,制作工艺的质量会有一定的漏洞是十分常见的,但基于表面质量的要求也十分地苛刻,甚至于一些细小的差错都会导致最后的产品不具备相应的使用年限及防腐蚀性。
文章简单的介绍了目前汽车冲压覆盖件的制作缺陷及对应的解决方案,并给出案例进行基本论证。
一、汽车板材表面的质量要求我国通常对精密钢带表面精度的标准划分一般为特级、高级和相对比较的高级。
企业所使用到的镀锌钢板硬度多要求为国标O5级:钢板两面附着力比较好镀锌的任何一面均没有明显缺陷,具有不受影响的涂饰性能和电镀表面平整的均匀型外观,不允许有裂纹、分层、折叠、波纹、麻点、夹、压印、油污腐蚀等容易影响表面光泽的表面缺陷。
二、冲压覆盖件质量标准2.1冲压外覆盖件的各分区细则把汽车的冲压及外接覆盖件模拟在整车表面的位置,大体上可以大致划分出为A、B、C等三个区。
不同三个区要求的表面质量标准完全不同。
A:车身腰线装饰条或防擦条的下边线、前翼\后翼轮罩边线等以上部位,不包括当车身前后风挡玻璃上边缘离地高度大于1700mm 的车型的顶盖和天窗区域。
中国冲压模具重点区域市场分析及行业竞争格局调研报告2020-2025
《中国冲压模具重点区域市场分析及行业竞争格局调研》更新日期:2020年【版本:2020新版】目录第一章2019-2020年中国冲压模具行业重点区域分析 (1)第一节2019-2020年中国冲压模具行业集群分析 (2)一、冲压模具行业产业集群分布 (3)二、冲压模具产业集群发展趋势 (4)第二节2019-2020年中国珠三角地区冲压模具行业分析 (5)一、冲压模具行业发展现状 (6)二、冲压模具行业主要企业 (7)三、冲压模具行业发展趋势 (8)第三节2019-2020年中国长三角地区冲压模具行业分析 (9)一、冲压模具行业发展现状 (10)二、冲压模具行业主要企业 (11)三、冲压模具行业发展趋势 (12)第四节2019-2020年中国环渤海地区冲压模具行业分析 (13)一、冲压模具行业发展现状 (14)二、冲压模具行业主要企业 (15)三、冲压模具行业发展趋势 (16)第五节2019-2020年中国冲压模具其他地区行业分析17第二章2019-2020年中国冲压模具行业竞争格局分析 (18)第一节2019-2020年中国冲压模具行业竞争现状 (19)一、冲压模具市场竞争日益加剧 (20)二、冲压模具业洗牌引发技术竞争 (21)三、模具竞争力决定产品生命力 (22)第二节2019-2020年中国冲压模具业集中度分析 (23)一、市场集中度分析 (24)二、区域集中度分析 (25)第三节2018-2023年中国冲压模具竞争策略分析26第一章2019-2020年中国冲压模具行业重点区域分析第一节2019-2020年中国冲压模具行业集群分析一、冲压模具行业产业集群分布我国模具产业的结构比例较为合理:冲压模约占37%,塑料模约占43%,铸造模(包含压铸模)约为10%,锻模、轮胎模、玻璃模等等其他类模具占10%。
与工业发达国家的模具类别比例一致。
近年来,我国涌现出一大批模具行业的龙头企业。
如,汽车覆盖件模具有“四大家”,大型塑料模具有海尔、华威、群达行,精密冲压模具有国盛、华富,汽车轮胎模具有巨轮、豪迈,铸造模具有一汽铸造、宁波合力、广州型腔、北仑辉旺,精密塑料模具有唯科、宁波横河等等。
浅谈国内汽车覆盖件模具参数化设计的发展趋势

浅谈国内汽车覆盖件模具参数化设计的发展趋势摘要:该文阐述了目前国内汽车覆盖件模具的发展现状和特点,分析了存在的问题,并提出了参数化设计的发展趋势。
关键词:覆盖件参数化设计发展趋势1 汽车覆盖件模具的发展现状我国汽车行业具有广阔的市场空间。
汽车行业迅速发展,每年有40余款新车上市。
每年以20%的增长率迅猛发展。
车型的快速更新,使得企业把降低成本的重点都放在了模具成本的降低上,使得国内模具的价格会更加具有竞争力。
因此,对技术和设备提出了更高要求。
模具设计与制造的数字化、高速加工设备是缩短整车开发周期和成本, 提高产品质量的有效途径。
2 汽车覆盖件模具特点我们都知道汽车覆盖件有很多独特性和较多的自由面,但是也有很多共同性。
这些特点,为实现模具的参数化设计提供了基本保证。
(1)模具的整体结构较复杂,但多为一些基本的体素构成(如:圆台、矩形台、筋板等等),结构特征(如:槽特征、孔特征等)较明显。
(2)曲面处外形较复杂,但主要与零件工艺制定有关,曲面的修补是覆盖件模具工艺分析的重要环节。
(3)模具结构中包含大量的标准件,并且有些标准件的安装特征较复杂(如安全侧销)。
(4)在模具上还有大量的标准特征(如:压板台、V形槽)。
(5)NC编程分为泡沫实型的编程和钢模铸件的编程。
泡沫实型属于粗加工,余量比较大;而钢模加工要求精度比较高。
3 技术现状覆盖件模具具有设计和制造难度大,质量和精度要求高的特点,我国已能生产部分轿车覆盖件模具,在设计制造方法,手段方面已基本达到了国际水平,模具结构功能方面也接近国际水平。
不等厚焊接板的冲压模具及高强度板的冲压模具也已越来越多地见诸于市场。
但是制造质量、精度、制造周期和成本方面,与国外相比还存在一定的差距。
级进模已在美国汽车工业中普遍应用,主要加工1?m 以下的窄长件,最大的级进模的长度已超过4?m。
考虑到制造成本和精度,国内还较少应用。
一些大型、精密、复杂、长寿命的高档模具每年仍大量进口,特别是中高档轿车的覆盖件模具。
汽车覆盖件冲压模具结构优化

试论汽车覆盖件冲压模具的结构优化摘要:随着经济的发展,我国的汽车行业也在迅速得发展。
在汽车制造中,冲压模具是生产汽车覆盖的主要设备,其设计成本和质量严重影响着汽车的生产制造。
汽车覆盖件冲压模具的主要材料是钢铁,现如今,随着钢铁和生产模具所需能源的成本越来越高,冲压模具的成本也随之增高,如何控制冲压模具的成本显得尤为重要。
本文主要通过对现有冲压模具的结构分析方法,从覆盖件冲压模具着手,找到了一种基于板料成形模拟的冲压模具的结构优化和分析方法,并对该方法进行分析验证。
关键词:覆盖件结构优化冲压模具中图分类号:u4 文献标识码:a 文章编号:1007-0745(2013)05-0310-011.前言进入21世纪之后,中国的汽车制造业繁荣发展,有关数据显示,在我国的宏观调控的政策下,中国的汽车数量必定继续保持增加的趋势。
在汽车生产这个竞争激烈的行业,主要体现在新车型的开发能力与汽车制造能力上。
要想在汽车市场占有一席之地,必须在很短的时间内开发并制造出质量优秀的汽车,并能够适应大多数客户的需求,同时能把生产成本控制在一个较低的水平。
一般汽车的更新换代大多是车身的更换,这就要求对汽车的覆盖件模具进行设计和制造。
在整个汽车生产的周期里,覆盖件模具的设计与制造占整个生产周期的百分之七十左右,并且在汽车生产成本中,覆盖件模具的设计与制造成本约占总成本的百分之七十以上。
因此,对覆盖件模具结构的优化研究对汽车生产制造与更新具有一定的研究意义和经济价值。
2.模具结构优化当前,一般的模具厂所生产的拉延模具,该模具的内部的承载结构均是“栅格式”的结构。
在传统的模具的结构设计中,一般都遵循现有的准则、规则和经验,缺少对模具受力和变形的关注,而且对高强度钢板冲压成形之类的新技术并不是很了解。
现如今钢铁的价格飞涨,为了减少成本,所以急需对传统模具的结构进行优化,寻找出一种新的模具结构。
模具结构的改善主要用到结构优化技术,该技术是cae技术中的一个非常重要的组成部分,现在已经被广泛应用到产品的设计方面,该技术在不断地改变着传统产品的设计与制造模式,帮助越来越多的工程师设计出了新颖、可靠的产品。
有限元数值模拟在汽车覆盖件及其模具中的应用

有限元数值模拟在汽车覆盖件及其模具中的应用汽车覆盖件与模具有效利用有限元数值模拟1、有限元模拟理论有限元法是一种基于有限元技术的有效工程模拟方法,它可以把工程中的任何确定系统表达为一个有限元网,对整体系统力学进行模拟分析。
当计算的网的大小是很大的时候,有限元技术可以把采用的解运算时间和所需要的内存资源减少了非常多,可以大大提高解算机的性能和可靠性。
2、汽车覆盖件与模具有限元应用汽车覆盖件是承载力和装入效率的重要要素,而模具是汽车覆盖件工业化制造的重要部件。
汽车覆盖件与模具的有限元模拟,可以模拟出它们的力学性能、热传导性能及流体传质等特性,及时发现新的问题、优化设计、提高安全性和可靠性,减少实验成本。
3、汽车覆盖件有限元应用的优势(1)首先,有限元模拟技术可以明确汽车覆盖件形状及特征尺寸,有助于提高鲁棒性。
(2)其次,有限元模拟可以进行项目仿真分析,改善项目的复杂性、提高安全性和可靠性,明确加工参数,提高加工质量。
(3)再次,有限元模拟可以优化模具设计,改善汽车覆盖件加工工序,降低生产成本。
4、汽车覆盖件有限元技术的不足(1)由于不同系统模型复杂,模型建立会比较困难,且受到有限元理论技术发展水平、模拟计算机软硬件能力及工程师经验等方面的影响,计算结果不一定比传统数学方法更佳。
(2)此外,尽管可以对多体系统进行模拟,但较易模拟大型动力系统的受力平衡问题,而较难模拟小型动力系统的位移运动问题。
总之,汽车覆盖件与模具有限元数字模拟工艺在模具设计和制造中得到了广泛的应用,形成了一个高效的汽车覆盖件制造和加工流程。
未来,这种模拟技术将进一步拓展,并将继续改善汽车覆盖件与模具制造、优化设计及提高加工质量,为国内外汽车覆盖件行业发展做出重要贡献。
有限元分析法在汽车后备箱盖冲压成形中的应用

有限元分析法在汽车后备箱盖冲压成形中的应用苏芳【摘要】针对大尺寸薄板类汽车覆盖件后备箱盖的三维模型,划分了合理有效的有限元网格,确定了拉伸方向,设计了压料面及工艺补充面.采用专业数值模拟软件对汽车后备箱盖的冲压过程进行了模拟,模拟结果反映的缺陷及其发生区域同实际情况相符,通过分析缺陷产生的原因,提供了优化变量的选取准则.具体以避免制件的起皱及过度减薄、开裂为评价指标,建立了汽车后备箱盖成形过程中优化目标,对汽车后备箱盖冲压成形工艺进行了优化分析.着重分析了拉伸筋阻力、摩擦系数、压边力对制件成形质量的影响,获得了最佳成形工艺参数.研究为大尺寸薄板类汽车覆盖件成形中的质量控制提供了科学依据.【期刊名称】《模具制造》【年(卷),期】2015(015)008【总页数】5页(P25-29)【关键词】汽车后备箱盖;冲压成形;数值模拟;工艺优化【作者】苏芳【作者单位】福建信息职业技术学院机电工程系福建福州 350003【正文语种】中文【中图分类】TG385.2随着有限元仿真模拟技术的不断发展和完善,汽车覆盖件使用有限元工具对冲压成形进行分析的情况越来越普遍。
汽车覆盖件冲压成形仿真给冲压工艺带来的好处很多,在制件设计阶段可以通过有限元模拟仿真评价覆盖件的模具设计及加工工艺是否可行;在制件试制阶段可以对产生的问题进行分析和解决;在制件大批量生产阶段可以对制件长期表现出的不足进行研究和改善,也可以通过仿真分析适当降低材料级别,减少成本。
因此,全球大多数汽车制造商都拥有覆盖件冲压成形有限元分析系统。
汽车覆盖件冲压成形是一种复杂的力学过程,它既是包括几何非线性、材料非线性、接触非线性的问题,也是一个小应变、大变形的问题,采用有限元变形理论能够正确地描述其变形特点。
有限元方法的基本思想是将结构进行有限元离散化,用有限个容易分析的单元来表示复杂的工程结构,各单元之间通过有限元节点相互连接,根据有限元基本理论建立有限元总体平衡方程,然后求解。
汽车覆盖件冲压模具有限元分析

汽车覆盖件冲压模具有限元分析汽车覆盖件冲压模具是汽车制造业中的主要设备之一,在汽车制造业中冲压模具的设计具有十分重要的作用。
本文主要对汽车覆盖件冲压模具的结构进行了分析并且在此基础上提出了自己的见解。
在经济不断发展的今天,汽车行业具有广阔的发展前景,同时也面临着严峻的考验。
一方面,现在的人们对汽车的要求越来越高,不仅要求汽车的质量和性能不断提高,同时对汽车的外观、安全以及环保等方面也有要求;另一方面,随着越来越多的汽车制造业的出现,市场竞争变的越来越激烈,各个国家的政府也对汽车尾气排放量等汽车污染物进行了严格的规定。
现在,对于汽车的改进,大部分都体现在汽车车身上的变化,所以说要对汽车覆盖件模具进行设计,汽车覆盖件模具的制造大约占据整个汽车制造周期的70%左右,而且生产成本也占据汽车制造总成本的70%以上。
汽车覆盖件冲压模具的设计特点和制造特点汽车覆盖件冲压模具的设计特点一般包括四个方面,首先,对于冲压模具的结构尺寸方面,结构尺寸大。
汽车模具覆盖件本身的尺寸就要求比较大,另外,覆盖件冲模的制件定位、上下模的导向、模具的安装结构、模具的起吊和旋转以及运输装置等都需要加大冲模的结构尺寸。
其次,基础件为框架结构。
为了减轻模具的重量并且提高模具的制造工艺,目前大多数的模具一般设计成中间是立筋连接上下两层是由两块板状物构成的水平的框架的结构。
再次,关于汽车覆盖件冲压模具的标准化程度方面,标准化程度要求比较低。
大多数的冲模设计的标准化程度和标准件的选用量会比覆盖件冲模大,像一般的冲孔模可以全部选用标准件装配而成。
最后,关于汽车覆盖件冲压模具的材料质量要求方面,模具的材料质量要求相对来说要求比较低。
像凹模、压边圈等寿命为40万次以下的覆盖件拉延模的工作零件来说,使用强度高一点的铸铁就可以,一般冲模的工作零件为工具钢。
汽车覆盖件冲压模具的制造特点包括五个方面,第一,汽车覆盖件冲压模具生产准备的重点是冲模基础零件和工作零件的毛坯,一般它们都是单间生产并且是铸件的,毛坯准备的关键就是铸造模型的制造。
汽车覆盖件冲压成形技术pdf

汽车覆盖件是指构成汽车车身或驾驶室、覆盖发动机和底盘的薄金属板料制成的异形体表面和内部零件。
汽车覆盖件冲压成形技术是一种用于制造汽车覆盖件的技术,它通常涉及使用冲压模具将金属板材成形为所需的形状。
汽车覆盖件冲压成形技术的主要优点包括:
1.生产效率高:可以在短时间内生产大量的覆盖件。
2.成本低:与其他制造方法相比,冲压成形技术的成本较低。
3.质量高:可以生产出高精度、高质量的覆盖件。
4.设计灵活:可以根据需要设计各种形状的覆盖件。
汽车覆盖件冲压成形技术的主要步骤包括:
1.设计:根据汽车的设计要求,设计出所需的覆盖件形状。
2.模具制造:根据设计制造出冲压模具。
3.板材准备:将金属板材切割成所需的大小和形状。
4.冲压成形:使用冲压模具将金属板材成形为所需的形状。
5.修整:对成形后的覆盖件进行修整,以确保其符合设计要求。
6.表面处理:对覆盖件进行表面处理,以提高其外观和耐久性。
总的来说,汽车覆盖件冲压成形技术是一种高效、低成本、高质量的制造技术,它在汽车制造中得到了广泛的应用。
汽车覆盖件成形的有限元模拟及模具设计

并且很难准确判定f J 1 。因此 , 长期以来板料冲压工艺及其模具的
最终设计结果 , 很大程度上都依赖于对模具 的反复修改和调试 ,
带 来 了很 多 麻 烦 ; 同
为 浪费了大量 的时间 、 人力和物力 , 并且这种基于人工 的操作难以 时 , 了 满 足 B柱 强 度 和刚度 的要求 , 必须使 满 足加工精度 日趋提高 的要求 ,使产 品在成本 和质量上没有优
一
道工序为拉延 ,在此工序中通过增加变形 区域而获得制件形
状; 第二道工序为修边, 此工序保持和拉延 冲压方向一致; 第三道 工序为激光切割 , 在制件侧壁及底部有较多的用于安装固定 的小
孔, 比较模具冲孔的效益与效率 , 决定采用激光切割方法获得。
为了提高 B柱的承载 能力 , B柱必须有较高 的强度和刚度 , B柱 的整体形状必须呈 曲面状态 ,与车身外形保持一致 ,其在通用
第 4期
邢 忠 文等 : 车覆 盖件 成形 的有 限元模 拟及模 具 设计 汽
一l5一 9
获得 了覆盖件拉深凹模 , 如图 3 所示 。 式导入 A tFr uo o m软件中。 通常这种几何模型往往不能完全满 足 深筋 的布置 , 有 限元分析的要求 , 存在一些缺陷 , 例如 曲面有重叠 、 缝隙 , 包含 过于细长的曲面片等等 。 因此 , 需要进行检查和修 改, 消除这些缺 陷。 另外 , 为了模拟程兴过程 , 须将工件中的孔全部填满 。 这样 就 可 以开始在 A tFr u om软件的 De ei e 模块中进行模具设计。 o i snr D g
汽车覆盖件成 形的有 限元模 拟及模具设计
邢 忠文 方华松 徐 伟 力
( 哈尔滨 工业 大学 机 电工程学 院 , 尔滨 100 )(宝 山钢 铁股 份有 限公 司 , 哈 501 上海 2 10 ) 09 0
基于有限元分析的汽车覆盖件模具设计及优化
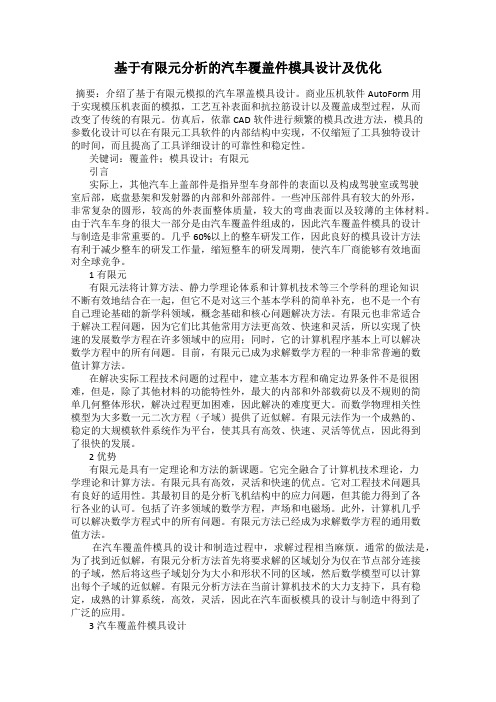
基于有限元分析的汽车覆盖件模具设计及优化摘要:介绍了基于有限元模拟的汽车罩盖模具设计。
商业压机软件AutoForm用于实现模压机表面的模拟,工艺互补表面和抗拉筋设计以及覆盖成型过程,从而改变了传统的有限元。
仿真后,依靠CAD软件进行频繁的模具改进方法,模具的参数化设计可以在有限元工具软件的内部结构中实现,不仅缩短了工具独特设计的时间,而且提高了工具详细设计的可靠性和稳定性。
关键词:覆盖件;模具设计;有限元引言实际上,其他汽车上盖部件是指异型车身部件的表面以及构成驾驶室或驾驶室后部,底盘悬架和发射器的内部和外部部件。
一些冲压部件具有较大的外形,非常复杂的圆形,较高的外表面整体质量,较大的弯曲表面以及较薄的主体材料。
由于汽车车身的很大一部分是由汽车覆盖件组成的,因此汽车覆盖件模具的设计与制造是非常重要的。
几乎60%以上的整车研发工作,因此良好的模具设计方法有利于减少整车的研发工作量,缩短整车的研发周期,使汽车厂商能够有效地面对全球竞争。
1有限元有限元法将计算方法、静力学理论体系和计算机技术等三个学科的理论知识不断有效地结合在一起,但它不是对这三个基本学科的简单补充,也不是一个有自己理论基础的新学科领域,概念基础和核心问题解决方法。
有限元也非常适合于解决工程问题,因为它们比其他常用方法更高效、快速和灵活,所以实现了快速的发展数学方程在许多领域中的应用;同时,它的计算机程序基本上可以解决数学方程中的所有问题。
目前,有限元已成为求解数学方程的一种非常普遍的数值计算方法。
在解决实际工程技术问题的过程中,建立基本方程和确定边界条件不是很困难,但是,除了其他材料的功能特性外,最大的内部和外部载荷以及不规则的简单几何整体形状,解决过程更加困难,因此解决的难度更大。
而数学物理相关性模型为大多数一元二次方程(子域)提供了近似解。
有限元法作为一个成熟的、稳定的大规模软件系统作为平台,使其具有高效、快速、灵活等优点,因此得到了很快的发展。
车身覆盖件冲压成形仿真分析

间的竞争。
为了赢得这场竞争,各个汽车生产商不断的推出新车型来满足用户的不同 需求。为此,缩短新款车型的开发周期就成为在竞争中获胜的一个关键。在汽 车整车产品中,车身部分的市场生存周期最短,变化最频繁。汽车覆盖件是汽
can
sheet forming
not only
technique go
to a new
high,CAE
perform
the
prediction of various defects which may appear in the process of sheet
forming and
improve the
shortcomings such
as
tension fracture and crinkle always emerge in the process of for that such
as
molding.Traditional methods
seeking the optimum molding
or
SO on,
then
gives the method to cope with the problems
caused by
friction and contact.
2.Some key issues about simulation modeling of automotive panel press
汽车外覆盖件表面冲击线及滑移线成因分析与对策_唐东胜

淮安仕泰隆国际工业博览城全球招商热线:0517-********网址:模具网中国模具制造业第一门户网站汽车外覆盖件表面冲击线及滑移线成因分析与对策唐东胜,侯艳飞奇瑞汽车股份有限公司(安徽芜湖241009)【摘要】首先从理论上对冲击线、滑移线产生的原因进行详细的剖析,并给出如何预防的对策;其次通过实例应用加以验证。
希望通过对该问题的研究,能对从事汽车冲压模具设计、现场调试的工程技术人员有所借鉴和参考。
关键词:冲击线;滑移线;表面质量;汽车覆盖件中图分类号:TG385.2文献标识码:BReason Analysis and Solution of Surface Impacting Lineand Drifting Line for the Auto Outer Panel【Abstract 】Firstly,detailed analysis of reasons that result in impact lines &skid lines and the way to deal with how to prevent from them occurring.Secondly,validation of factual examples by the measures having be taken.At last,reference and teaching should be given to the engineeringtechnologist who are engaged in vehicle ’s die-designing or die-debugging through the research.Key words :impacting lines ;drifting line ;surface quality ;auto outer panel1引言现代汽车制造业中对汽车覆盖件的表面质量要求越来越高,汽车外观冲压件表面(以下简称汽车外覆盖件)缺陷直接影响整车的视觉效果,目前冲击线和滑移线几乎存在于所有的汽车外覆盖件表面之中。
基于catia的汽车覆盖件冲压模具有限元分析

86研究与探索Research and Exploration ·工艺流程与应用中国设备工程 2020.01 (上)随着汽车行业的飞速发展,行业内的市场竞争也日趋激烈,全球范围内的各个汽车生产商为在竞争中占据优势,领跑市场,不断推出新的车型满足用户需求。
为防止模具在使用过程中失效,通常的做法就是使模具更大、更厚,增加模具预应力或使用组合模,但在有些情况下,这些解决办法却会使模具制造变得更糟。
因此,汽车覆盖件冲压成形计算机数值模拟技术已经成为国际模具加工领域的一个研究热点。
1 零件的工艺分析零件的工艺特点是拉伸深度浅,局部形状突变。
材料属于高强度材料,料厚1.2mm 。
中间横向分布两个20mm 直径的孔,孔间距500mm ,在右下角有一个6mm 半径的缺口,右边中心孔上边有一个直径11.7mm 的孔。
可以通过冲压方法加工。
材料:St 280,普通结构钢,抗拉强度≥520MPa,条件屈服强度≥205Mpa,如图1所示。
图12 基于CATIA 冲压模具的设计应用CATIA 对左侧围后门槛梁加强板进行模具设计的主要思路:(1)明确左侧围后门槛梁加强板模具的开模方向,并通过分割模型区域等拉伸命令创建左侧围后门槛梁加强板模型的分型面;(2)通过绘制矩形,设置凸台,并通过分割曲面等命令完成模具型芯型腔的设计;(3)通过应用前面创建的模具型芯型腔区域建立分解视图,并对模具设计后续工作如设置浇注系统等进行说明。
通过绘制草图创建分割曲线、创建分型面等命令来完成型芯、型腔设计,并通过创建模具分解视图等一系列操作最终设计出汽车左侧围后门槛梁加强板模具的三维造型,如图2所示。
基于CATIA 的汽车覆盖件冲压模具有限元分析孙力伟1,高阳2(1.长春汽车工业高等专科学校,吉林 长春 130013;2.长春一汽国际物流有限公司,吉林 长春 130011)摘要:本文介绍了冲压模具设计的CAE 技术,利用三维建模软件CATIA 完成冲压模具的设计,主要以汽车左侧围后门槛梁加强板的冲压模具设计为实例,阐述了冲压模具加工的基本理论。
汽车覆盖件冲压模具有限元分析

汽车覆盖件冲压模具有限元分析背景在汽车生产过程中,覆盖件的制作是不可避免的步骤,而覆盖件的制作需要用到冲压模具。
冲压模具是以模板、模座、顶针、模芯等为基础设计完成的一种金属制品加工工具,其设计的好坏直接关系到产品成型质量、工艺效率和生产成本。
因此,对于汽车覆盖件冲压模具的有限元分析是必不可少的,可以找出模具在使用中出现的问题并进行改进,提高生产效率和成品率。
有限元分析的具体步骤有限元分析是一种数值分析方法,可以对复杂结构的物体进行分析。
对于冲压模具的有限元分析,具体步骤如下:1.建立有限元模型针对具体的冲压模具进行建模,建立其具体的尺寸和结构。
2.设定模型的边界条件确定模具在使用中需要承受的边界条件,包括外力、初始位移等。
3.进行材料属性分析需要对模具所用的材料进行分析,获取材料的物理特性参数,以便后续分析中使用。
4.进行有限元分析根据建立的有限元模型和设定的边界条件,进行有限元分析,并计算模具在使用中的应力、应变等参数。
5.分析结果根据有限元分析的结果,分析模具出现的问题和需要改进的地方,并作出相应的改进措施。
有限元分析对冲压模具的影响进行有限元分析可以大大提高冲压模具的生产质量和生产效率,具体影响如下:1.提高设计水平有限元分析可以帮助设计者在设计阶段尽早发现模具出现的问题,并加以解决,提高模具的设计水平。
2.减少试错次数进行有限元分析可以有效减少试验的次数,减少了试错的成本和时间,提高了经济效益。
3.提高生产效率通过优化模具设计和改进生产工艺,有限元分析可以提高生产效率,减少了生产成本和生产周期。
冲压模具的常见问题及解决方案在使用中,冲压模具会出现一些常见问题,需要加以解决,具体如下:1.模具容易疲劳在使用一段时间后,模具容易出现疲劳裂纹等问题。
解决方案是在设计中加强模板结构,增加强度和耐磨性。
2.模具易变形在模具加工和使用中易出现变形问题。
解决方案是在设计时采用合适的材料并增加支撑结构。
汽车覆盖件快速原型设计及有限元分析

逆 向工程 与传 统 的设 计 和制 造 工程相 比 ,主要 星 在 设 计阶段 的不 同 逆 向设计 的 泉是 实物 c 或模 型 j 3 的 D 点 云数据 I. 。.它的 关键技 术 主要是 样件 表而数 字化 御曲
衙重 构 这 蛹大技 术问题 也星 逆向 T 程司 究 的重点 内容 . } . () 1 数字 化删 量 力 法和 技术 。
猛 的发展 逆 向 r程技 术 已成 为吸I 【 叟、淌 化『 汽 车覆 盖件 是汽 车车 身生 产的 重要 工艺 装 备,麒 主要结 构特 点 是尺
() 2数据 处理 逆 向 程 的 目标 是根 据 离 散 的数 据 点 集 构造 出分 段 滑的 C 光 AD模型 , 因此模 型 熏 建技 术 即成 为逆 向 1 程 的关键 技术 。 ]在进 行 曲面重 建之前 , 利用 C TA的数 AI 字化 外形 编辑 器模块 解决 数 字化数 据 的导 人 、 点剔 除 、 坏 匀化 截 面 、 征 线 、 横 特 外形 和 带实 时 诊断 的 质量检 查 问
实物 零 件 的 表 面 数 事化 就 足通 过 特 定 的 测量 设 备 和测 量 方法 获取零 件 表 而离 散点 的 几何坐 标数 据 一
般 来 说 采集 力 法 可 分 为接触 式 数据 采 集 鞫非接 衄 式 其 ‘ 数据 采集 两 火类 .接 触式 有 基 于 力一 变形 原理 的触 发 式
先用 删除 云 点( e o e 工具 , 导 人后 的 云点 中的 Rmv) 将 多余 云点剔 除 ; 用过 滤云 点( ie ): , 过 于密集 的 再 Flr二具 将 l 『 云点 移去 一定 比例 . 减少点 云数 据 的数量 。 以 () 2 云点 网格 化
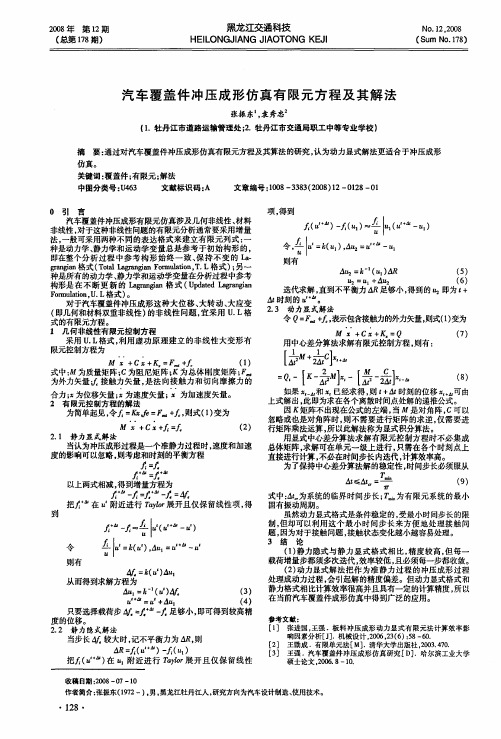
汽车覆盖件冲压成形仿真有限元方程及其解法
摘
要: 通过对汽车覆盖件冲压成形仿 真有 限元方程及其算法 的研究 , 认为动力显式解法更适合于 冲压成形
仿真。 关键词 : 覆盖件 ; 有限元 ; 解法
中图分类号: 4 3 U6
O 引 言
文献标识码 : A
文章编号 : 0 3 8 (o 8 1 O 2 O 1 8— 33 2 o ) 2一 18一 1 0 项, 得到
=j ‘△ l J )u } (
从而得到求解方程为 △‘=后1 ‘4 l I I( ) () 3 £ =“ + ‘ ‘ ‘△l () 4 只要选择载荷步 4 一 足够小 , = 即可得到较高精 度 的位移。
2 2 静 力 隐式 解 法 .
式中 :f为系统 的临界 时间步长 ; 为有 限元系统 的最小 △ 固有振动周期 。 虽然动力显式格式是条件稳定的 , 受最小时间步长的限 制, 但却可以利用 这个 最小 时间步 长来方便 地处 理接触 问 题, 因为对于接触问题 , 接触状态变化越小越容易处理 。 3 结 论 () 1静力隐式 与静力 显式 格式 相 比, 精度较 高 , 一 但每 载荷增量步都须多次迭代 , 效率较低 , 且必须每一步都收敛。 () 2 动力显式解 法把作 为准 静力过 程 的冲压成形 过程 处理成 动力过程 , 引起解 的精度偏差 。但动力显式格式和 会 静力格式相 比计算效率很高并且具有一定的计算精度 , 以 所 在 当前汽车覆盖件成形仿真 中得到广泛的应用 。
式的有 限元方程。 l 几何非线性有限元控 制方程
迭代求解 , 直到不平衡力 △ 足够小 , 得到的 l 即为 t l 2 + 时刻 的 l 。 ‘ “
23 动 力 显 式 解 法 .
令 Q + 表示包含接触力的外力矢量 , = , 则式() 1变为
车身覆盖件冲压仿真的有限元建模技术

________________________来稿日期上海交通大学国家模具CAD工程研究中心200030上海大众汽车有限公司201805博士研究生提 要本文介绍了车身覆盖件冲压仿真的有限元建模技术给出了某型轿车内门板的应用实例关 键 词车身覆盖件冲压仿真0 引 言目前即与此同时性能实用环保等方面为了迎接这一挑战即降低产品开发费用和减轻汽车的重量一个很重要的环节就是降低车身覆盖件模具的制造费用和生产周期[1]形状复杂其成形过程涉及几何非线性随着非线性理论车身覆盖件冲压仿真技术逐渐从实验室阶段走向工业实用阶段降低生产成本的有利工具国外有许多比较成熟的软件可用于板料成形的冲压仿真CFORMPamStamp本文运用UG在eta/Dynaform环境下建立了内门板的有限元模型提出了单元的划分原则32 计算机辅助工程 2001────────────────────────────────────────────1 覆盖件冲压仿真的几何建模一般覆盖件都要经过拉深整形冲孔等几道工序从零件最终成形后的产品造型出发通过非接触式或接触式扫描测量机来获得被测实物表面的离散点的空间位置信息包括凹模压边圈等并确定好模具几何模型中各部分之间及其与坯料之间符合实际的空间位置由于一般的CAE软件的造型功能并不十分强大UGPRO/E等2 车身覆盖件冲压仿真的有限元建模覆盖件的CAD模型建好以后将其转换为通用的数据格式文件就可以转入有限元分析软件的前处理器中得到模具的有限元网格国际产品模型数据交换标准STEPNBS法国航空航天业开发的SET标准现在许多商品化的CAD/CAM软件中并取得了很大成功模型的有些信息不能转换模型的有些数据虽然能转换数据转换时人为修改也很困难薄膜单元薄膜单元由于计算时间短其理论基础是基于平面应力假设的薄膜理论考虑的内力仅为沿薄壳厚度均匀分布的平行于中面的应力因而薄膜单元只适用于分析胀形等弯曲效应不明显的成形过程采用薄膜单元就明显不足了因而可以用来分析弯曲深拉深过程采用体单元来处理复杂的车身覆盖件冲压成形问题时需要很长的计算时间和很大的内存基于壳单元理论的壳单元既能处理弯曲效应因此壳单元被广泛用于板料成形过程的有限元分析中通常都用壳单元对模具和毛坯的几何模型进行有限元网格划分Belytschko-Tsay(BT)壳单元和Hughes-Liu(HL)壳单元其主要缺点是由于采用了局部坐标系和纤维坐标系两种坐标变换BT壳单元是对HL壳单元计算效率的一种修正而提出的[7]计算成本低但基本吻合在板料冲压仿真时选择BTNo.1 车身覆盖件冲压仿真的有限元建模技术 33────────────────────────────────────────────壳单元比较合理在很大程度上取决于初始网格的质量是有限元建模的主要任务之一比较好的方法是利用UG自动生成NASTRAN格式的壳单元网格信息文件利用Dynaform前处理的有限元模型检查功能翘曲等不合理单元加以修改在用三角形或四边形单元对模具和坯料进行离散化建立有限元模型时因而在划分网格时应注意以下原则1在曲面剧烈变化处或圆角过渡及拐角处单元应划分得更密一些3最好把具有共同边界的单面缝合成一张整面同一部件单元法向的一致性5覆盖件冲压成形过程中坯料变形复杂为了更好地反映板料的变形情况这样在计算过程中实现重划分单元的功能Adaptive mesh提高了冲压仿真的准确度因而降低了计算效率边界条件密度杨氏模量屈服强度塑性硬化指数边界条件的定义包括摩擦和润滑等目前应用较成熟的摩擦模型有经典的和修正的Coulomb摩擦运动的定义包括模具凸压边圈等部分的运动如单面接触等2.4 自动对模在成形过程的有限元仿真开始前对模有手工对模和自动对模自动对模相对方便先选定拉深的类型在保证模具各部分单元法向指向坯料且坯料单元法向一致的时候就可以选择Auto position进行自动对模该零件是典型的具有自由曲面和雕塑曲面的汽车覆盖件其实物模型图34 计算机辅助工程 2001────────────────────────────────────────────图3 车门内板模具和坯料有限元网格3 存在问题及今后的研究方向(1) 网格生成是几何定义与有限元的桥梁(2) 三维动态接触算法及摩擦模型的建立有待进一步研究(4) 实现建模的双向可逆性No.1 车身覆盖件冲压仿真的有限元建模技术 35────────────────────────────────────────────参 考 文 献1234567徐伟力等机械工程学报36(7):1-4(38)LS-DYNA User Manual. Livermore Software Technology Corp.,1997印雄飞等机械科学与技术19(3):452-253唐荣锡北京1994胡轶敏等汽车技术。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
( 安全管理 )
单位:_________________________
姓名:_________________________
日期:_________________________
精品文档 / Word文档 / 文字可改
汽车覆盖件冲压模具有限元分
析(2020年)
Safety management is an important part of production management. Safety and production are in
the implementation process
汽车覆盖件冲压模具有限元分析(2020年)
汽车覆盖件冲压模具是汽车制造业中的主要设备之一,在汽车制造业中冲压模具的设计具有十分重要的作用。
本文主要对汽车覆盖件冲压模具的结构进行了分析并且在此基础上提出了自己的见解。
在经济不断发展的今天,汽车行业具有广阔的发展前景,同时也面临着严峻的考验。
一方面,现在的人们对汽车的要求越来越高,不仅要求汽车的质量和性能不断提高,同时对汽车的外观、安全以及环保等方面也有要求;另一方面,随着越来越多的汽车制造业的出现,市场竞争变的越来越激烈,各个国家的政府也对汽车尾气排放量等汽车污染物进行了严格的规定。
现在,对于汽车的改进,大部分都体现在汽车车身上的变化,所以说要对汽车覆盖件模具进行设计,汽车覆盖件模具的制造大约占据整个汽车制造周期的70%左右,而且生产成本也占据汽车制造总成本的70%以上。
汽车覆盖件冲压模具的设计特点和制造特点
汽车覆盖件冲压模具的设计特点一般包括四个方面,首先,对于冲压模具的结构尺寸方面,结构尺寸大。
汽车模具覆盖件本身的尺寸就要求比较大,另外,覆盖件冲模的制件定位、上下模的导向、模具的安装结构、模具的起吊和旋转以及运输装置等都需要加大冲模的结构尺寸。
其次,基础件为框架结构。
为了减轻模具的重量并且提高模具的制造工艺,目前大多数的模具一般设计成中间是立筋连接上下两层是由两块板状物构成的水平的框架的结构。
再次,关于汽车覆盖件冲压模具的标准化程度方面,标准化程度要求比较低。
大多数的冲模设计的标准化程度和标准件的选用量会比覆盖件冲模大,像一般的冲孔模可以全部选用标准件装配而成。
最后,关于汽车覆盖件冲压模具的材料质量要求方面,模具的材料质量要求相对来说要求比较低。
像凹模、压边圈等寿命为40万次以下的覆盖件拉延模的工作零件来说,使用强度高一点的铸铁就可以,一般冲模的工作零件为工具钢。
汽车覆盖件冲压模具的制造特点包括五个方面,第一,汽车覆
盖件冲压模具生产准备的重点是冲模基础零件和工作零件的毛坯,一般它们都是单间生产并且是铸件的,毛坯准备的关键就是铸造模型的制造。
第二,因为汽车覆盖件冲压模具的轮廓尺寸比较大,一般会需要大型的机械加工设备,比较常见的有龙门刨床、龙门铣床、龙门数控铣床、多轴数控铣床等,为了模具的调试还会需要大型的试模压力机。
第三,工作零件型面的加工是汽车覆盖件冲模制造工艺的重点,这些零件主要是由三维曲面组成的组合面,所以加工会比较空难,并且不容易保证零件的精度,因此提高模具精度和缩短制造周期的关键就是提高数控加工的精度。
第四,覆盖件冲模的装配和试压调整是极为重要的制造工序过程。
试压调整所占整个设计制造工时的比例很大。
随着技术进步和机械加工精度的提高,调试周期将逐渐缩短。
第五,一个覆盖件一般需要两套以上的冲模,而各套冲模的制造顺序是受到工艺验证需要制约的。
常规的制造顺序是首先制造拉延模,然后依次是各类成形模,修冲模。
模具的结构分析
在新技术新材料的应用下,我们要时刻关注覆盖件冲压模具的
受力和变形问题,一般早板料的形成过程中应该保持冲头的速度为0.1-1m/s,一般板料的形成过程主要包括以下几个部分:第一,提取模具的几何信息,主要包括模具的型面和三维立体结构数据的采取;第二,冲压的模拟和有限元的预处理分析,这一过程主要是对网络进行划分处理,冲压模拟程序接受划分好的网格,并且再次基础上再次对网格进行体网格的划分,便于以后的结构分析使用;第三,对冲压过程进行模拟,通过PAMSTAMP2G模拟冲压过程获取整个冲压过程中关键时刻板料对于模具的作用力,获取节力点的数据文件;第四。
对接力点载荷的施加;第五,对冲压模具的有限元分析和求解,我们通过节点位移和节点力荷载的模型可以对每一时刻的模型进行分析求解。
通过冲压模拟过程,我们可以得到冲压过程中模具的受力情况和变形情况,并从中得到模具在冲压过程中的受力和变形规律,在拉延的开始阶段,一般都是首先和板料相互接触的部件的节点位移的应力比较大,在拉延的整个过程中,随着拉延的继续进行,模面的外圆角部位和交接处的节点的位移等处的效应力在逐渐的增加,直到拉延结束,才会停止。
对于新车型的开发研究成本非常的高,会消耗上亿元的资金,因此,对于汽车制造业来说,如何降低覆盖件冲压模具的价格是至关重要的,关系到企业的未来发展。
企业在制造汽车覆盖件冲压模具的过程中,最重要的一步就是利用冲压模拟软件模拟冲压过程得到板料对模具所施加的作用力,把模拟所得到的作用力在施加到冲压模具有限元模型上进行分析和优化。
汽车制造业只有牢牢把握先进的冲压模具的设计制造才能在如此激烈的竞争中占据一席之地,取得利益。
云博创意设计
MzYunBo Creative Design Co., Ltd.。