高保封条测试报告ISOPAS17712:2010
外贸-贸易安全-集装箱、封条和拖车管理制度-绝密版
集装箱、封条和拖车管理制度1.目的落实集装箱、封条和拖车的安全管理作业标准,积极配合出货工作,以确保集装箱、封条和拖车的完整性、一致性、安全性,防止未经许可的货物或者人员混入的措施和程序,特制定本规定。
2.范围适用于公司出口业务涉及到的集装箱、封条和拖车的使用、管理。
3.职责3.1仓库管理员负责集装箱、封条和拖车使用前后的检查、监装及使用工作。
3.2生产部负责对提供集装箱、封条和拖车的物流服务商进行考评和监督检查工作。
4.程序4.1 集装箱和封条配置4.1.1 公司出口业务使用的集装箱、封条和拖车均由物流服务商提供,未经生产部登记备案,严禁各部门私自采购、存储、使用集装箱、封条和拖车。
4.1.2 生产部根据入货通知以及业务员提供的装柜明细,确定所装货物,并根据船期和备货进度,安排装货时间,至少提前一天将发货通知发给物流公司,物流公司安排拖车取箱,司机在场站提箱时,根据公司集装箱使用标准挑选合适的集装箱。
物流车辆和集装箱进厂装货前,司机凭场站出具的“设备交接单”,经门卫核对并且对车辆根据车辆七点、十点检查法(详细检查办法详见附件1)并将结果如实记录,对不符合要求或涉嫌改装的拖车和集装箱,应禁止其进入厂区,并立即上报厂长,由厂长联系相对应业务员,由业务员进行沟通处理并落实最终结果,经落实属于正常维修的,拍摄维修部位特写照片存档,否则按照海关要求进行处置或更换(具体详见附件2)。
检验合格无异常后,在门卫处进行实名且其行驶证暂留门卫处方可由引导其按照规定路线进入相应的货物装柜区。
4.1.3生产部需对物流服务商提供的封条进行不定期核查,验证是否符合PAS ISO-17712:2010的要求。
4.2装柜前监控4.2.1装柜车辆到达指定装柜区域后,仓库管理员对物流信息和集装箱进行验核,相关信息包括:车号、提单单号、箱号、封号等信息。
集装箱验收标准:干净,干燥,无异味,无污染,无破损。
4.2.2 仓库安排人员设置隔离措施,阻止非授权人员和不明物品接近进入货物装柜区。
高温尼龙检测报告

高温尼龙检测报告1. 简介高温尼龙是一种具有出色耐高温性能的合成材料,其应用广泛于工业领域。
为确保高温尼龙的质量和安全性,进行检测是必要的。
本报告将详细介绍高温尼龙的检测方法、标准以及测试结果。
2. 检测方法在对高温尼龙进行检测时,我们采用了以下几种常见的方法:2.1 热稳定性测试热稳定性是高温尼龙的重要指标之一。
我们将高温尼龙样品置于高温环境中,持续暴露一定时间后,观察其表面变化和性能损失情况。
通过测量样品的耐热性能,我们可以评估高温尼龙的质量和稳定性。
2.2 强度测试高温尼龙通常用于承受较大应力的工作环境中,因此其强度是一个关键指标。
我们使用万能材料试验机对高温尼龙进行拉伸、弯曲等力学性能测试,来评估其强度和变形能力。
2.3 导热性测试由于高温尼龙常用于导热要求较高的工艺中,其导热性能的测试也是非常重要的。
我们使用导热仪器对高温尼龙进行导热系数的测量,以确保其能够满足应用要求。
2.4 化学性能测试高温尼龙在工作环境中可能接触到各种化学物质,因此其耐化学性能的测试至关重要。
我们对高温尼龙进行化学性能测试,评估其耐酸碱、耐溶剂等方面的表现。
3. 检测标准对于高温尼龙的检测,我们采用了以下行业标准作为参考:•ASTM D4066:高温尼龙的分类和规范标准•ASTM D4591:高温尼龙热变形温度的测定•ISO 178:高温尼龙的弯曲强度和弯曲模量测定•ASTM E2582:高温尼龙导热系数的测定•ISO 527:高温尼龙拉伸性能的测定•ASTM D543:高温尼龙的耐溶剂性能测试通过遵循这些标准,我们可以确保高温尼龙的检测结果准确可靠,与国际接轨。
4. 检测结果在对高温尼龙进行检测后,我们获得了以下的测试结果:•热稳定性测试表明,高温尼龙样品能够在高温环境下长时间保持稳定的性能,无明显变化或损失。
•强度测试显示,高温尼龙具有较高的拉伸和弯曲强度,能够承受较大的力和变形。
•导热性测试结果表明,高温尼龙具有较高的导热系数,适合导热要求较高的工艺。
最新封条测试报告2017

TEST REPORTNo. : SHIN1702006091MR-01Date : Mar 14, 2017Page: 1 of 11CUSTOMER NAME: SHANGHAI XINFAN INDUSTRIAL CORPORATIONADDRESS: NO.1336, JINGE ROAD, JINSHAN DISTRICT, SHANGHAI, 201506CHINAThis Report cancels and supersedes the Report No.: SHIN170206091MR dated: Feb 21 ,2017 issued by SGS-CSTC Standards Technical Services (Shanghai) Co.,Ltd, original report will be invalid from today.Sample Name : Bolt SealsProduct Specification : NEW TSS-BS02Manufacturer : Shanghai Xinfan Industrial CorporationOther Information : IN-SH-5802-17042Above information and sample(s) was/were submitted and confirmed by the client. SGS, however, assumes no responsibility to verify the accuracy, adequacy and completeness of the sample information provided by client.***********SGS Ref. No. : SHIN1702006044PSDate of Receipt : Feb 13, 2017Testing Start Date : Feb 13, 2017Testing End Date : Feb 21, 2017Test result(s) : For further details, please refer to the following page(s)(Unless otherwise stated the results shown in this test report refer only tothe sample(s) tested)Signed forSGS-CSTC Standards TechnicalServices (Shanghai)Co., Ltd.Authorized signatoryTEST REPORTNo. : SHIN1702006091MR-01Date : Mar 14, 2017Page: 2 of 11Summary of Results:No. Test Item Test Method Result Conclusion1 Impact test ISO 17712:2013 section 5.5 See result /2 Shear test ISO 17712:2013 section 5.3 8896 N /3 Tensile Test ISO 17712:2013 section 5.2 20.7 kN /4 Bending Test(Rigid seals)ISO 17712:2013 section 5.4 59.04 Nm /Pass : Meet the requirements;Fail : Does not meet the requirements;Note:/ : Not Apply to the judgment.TEST REPORTNo. : SHIN1702006091MR-01Date : Mar 14, 2017Page: 3 of 111. Test Item: Impact TestSample Description: Bolt SealTest Method: ISO 17712:2013 Section 5.5Test Condition:Dead blow weight: 4±0.01kgHigh Temperature: 18℃Low Temperature: -27℃Lab Environmental Condition: 23±2℃, 50±5%RHTest Result:Test Item 1 2 3 4 5 High TemperatureImpact Load, J> 40.68 > 40.68 > 40.68 > 40.68 > 40.68 Low TemperatureImpact Load, J> 40.68 > 40.68 > 40.68 > 40.68 > 40.68 Seal Classification HImpact test seal classification requirementsLow Temperature Impact Load, J High TemperatureImpact Load, JDead Blow Mass DropHeightSeal Classification40.68 40.68 1.037 m “H” (high-security seal) 27.12 27.12 0.691 m “S” (security seal) <27.12 <27.12 0.346 m “I” (indicative seal)TEST REPORTNo. : SHIN1702006091MR-01Date : Mar 14, 2017Page: 4 of 11Test Photo:During test- at Low temperatureDuring test- at RT Before testTEST REPORTNo. : SHIN1702006091MR-01Date : Mar 14, 2017Page: 5 of 11After test- at RT After test- at Low TemperatureEquipment Information:Equipment Model Equipment No. Calibration date Next Calibration date Tensile impact/ P-368 2016-6-28 2017-6-27 testerDamp heatKAHA-480KBS P-129 2016-7-22 2017-7-21 chamberTEST REPORTNo. : SHIN1702006091MR-01Date : Mar 14, 2017Page: 6 of 112. Test Item: Shear TestSample Description: Bolt SealTest Method: ISO 17712:2013 Section 5.3Test Condition:Testing speed: 12.5 mm/minLab Environmental Condition: 23±2℃, 50±5%RHTest Result:Test Item 1 2 3 4 5 Average valueLoad to Failure, N 8896 8896 8896 8896 8896 8896 SealClassificationHShear test seal classification requirementsLoad to Failure (kN) Seal Classification3.336 “H” (high-security seal)2.224 “S” (security seal)<2.224 “I” (indicative seal)TEST REPORTNo. : SHIN1702006091MR-01Date : Mar 14, 2017Page: 7 of 11Test Photo:During testBefore test After testEquipment Information:Equipment Model Equipment No. Calibration date Next Calibration date Universal testingC43.104E P-328 2016-9-23 2017-9-22 machineTEST REPORTNo. : SHIN1702006091MR-01Date : Mar 14, 2017Page: 8 of 113. Test Item: Tensile TestSample Description: Bolt SealTest Method: ISO 17712:2013 Section 5.2Test Condition:Testing speed: 50.8 mm/minLab Environmental Condition: 23±2℃, 50±5%RHTest Result:Test Item 1 2 3 4 5 Average valueLoad to Failure,kN23.36 22.89 19.41 15.56 22.25 20.7SealClassificationHTensile test seal classification requirementsLoad to Failure (kN) Seal Classification10.0 “H” (high-security seal)2.27 “S” (security seal)<2.27 “I” (indicative seal)TEST REPORTNo. : SHIN1702006091MR-01Date : Mar 14, 2017Page: 9 of 11Test Photo:During testBefore test After testEquipment Information:Equipment Model Equipment No. Calibration date Next Calibration date Universal testingC43.104E P-328 2016-9-23 2017-9-22 machineTEST REPORTNo. : SHIN1702006091MR-01Date : Mar 14, 2017Page: 10 of 114. Test Item: Bending Test (Rigid seals)Sample Description: Bolt SealTest Method: ISO 17712:2013 Section 5.4Lab Environmental Condition: 23±2℃, 50±5%RHTest Result:Test Item 1 2 3 4 5 Average valueBending Moment to Failure(Rigid seals), Nm55.00 64.00 53.00 62.00 61.21 59.04Seal Classification HBending test seal classification requirementsCycle to Failure (Flexible seals) Bending Moment to Failure(Rigid seals) (Nm)Seal Classification501 50 “H” (high-security seal) 251 22 “S” (security seal) <251 <22 “I” (indicative seal)TEST REPORTNo. : SHIN1702006091MR-01Date : Mar 14, 2017Page: 11 of 11Test Photo:During test Before testAfter testEquipment Information: EquipmentModel Equipment No. Calibration date Next Calibration date Torque WrenchTW P-277 2016-3-23 2017-3-22 Stopwatch S P-387 2016-3-18 2017-3-18******** End of report********。
封条管理控制程序
封条使用和控制保管程序1.0目的为预防货物的遗失或者未被授权付运的物品的传入,指引如何保管及使用封条以及如何察觉并汇报不正确的封条或遗失了封条,确保运作过程的安全,符合C-TPAT运作要求。
2.0范围2.1本程序适用于集装箱整箱装载成品运出密封控制2.2本程序适用于非工厂整柜装载(货物运往集运人进行集装箱运输)成品运出密封控制3.0主要职责和权限3.1船务文员负责封条的使用和保管/监管以及与当地海关的沟通3.2货仓部负责货物理货和装柜3.3保安负责装柜过程安全的监控以及与当地公安机关的沟通3.4品管部负责装柜货物质量监控及拍照4.0工作程序4.1集装箱的检查本厂制定完整的空柜检验程序,以确保货柜的完整性,集装箱内不允许装载未经授权的物料,确保使用的集装箱或拖车的结构密实并且状态良好;为了确保货物的完整和安全(空/满)货柜必须上锁和必须有司机在车上驻守监测,以及在装运货物上车前,必须先做检查,然后才能进行货物装卸,以预防未授权的进入\偷窃或者不属于载货清单或者未授权的物品的进入。
具体依照<货物装柜安全控制程序>执行.4.2集装箱的储存和安全控制本厂制定有效的报告和制止未经授权进入的程序文件,防止非授权人员进入集装箱内,确保集装箱储存在安全区域防止未经授权和非法操作,具体依照<出入安全控制程序>执行4.3本厂指定并授权船务文员负责封条的妥善使用和保管/监控以及与当地海关保持沟通4.4本厂所有运载往美国的集装箱必须有保安功能较好的封条并符合现有的PAS ISO17712高度安全的封条标准;4.5封条的类型以下是几种封条的类型,船务文员在监管封条时,需谨记以下几点:4.5.1指示性封条,是最容易损坏和篡改的,它唯一的用途是显示集装箱或卡车门在运输途中是否打开过。
4.5.2屏障性封条,有不同級别和形状,例如钢制门栓、钢索或平滑金属条。
盗贼无法徒手撕掉这些封条,也不能使用小撬棍、螺丝刀或类似工具拧开。
海关认证企业标准(高级认证)企业
附件1海关认证企业标准操作规范(高级认证)说明一、关于认证标准得分类认证标准分为内部控制、财务状况、守法规范、贸易安全与附加标准,共5大类18条32项。
其中前4类为基础标准,第5类为附加标准。
二、关于认证标准得赋分规则(一)基础标准赋分规则。
赋分选项分为两种,一就是“达标”、“不达标”,对应分值为“0”、“-2”;二就是“达标”、“部分达标”、“不达标”,对应分值为“0”、“-1”、“-2”。
达标:企业实际情况符合该项标准。
该项标准中有分项标准(用“(1)”、“(2)”、“(3)”等表示)得,也应符合每个分项标准。
部分达标:企业实际情况基本符合该项标准。
该项标准中有分项标准(用“(1)”、“(2)”、“(3)”等表示)得,也应基本符合每个分项标准。
不达标:企业实际情况不符合该项标准。
相关标准项不适用于该经营类别企业得,海关不再对该项标准进行认证。
(二)附加标准赋分规则。
设定“符合”与“不适用”选项,对应分值为“2”与“0”。
附加标准分值最高为“2”,不重复记分。
三、关于认证标准得通过条件企业同时符合下列两个条件并经海关认定得,通过认证:(一)所有赋分项目均没有不达标(-2分)情形;(二)认证标准总分在95分(含本数)以上。
认证标准总分=100+(所有赋分项目得分总与)。
四、关于认证标准得自我评估企业向海关提出适用认证企业管理申请前,应当按照认证标准进行自我评估,并将自我评估报告随认证申请一并提交海关。
五、关于规范改进情形得适用除认证标准第12、13、14、15、17、22、23项外,其她项不达标或者部分达标得,允许企业规范改进。
规范改进期限由海关确定,最长不超过90日。
根据企业规范改进情况,海关认定其就是否通过认证。
六、关于企业认证档案留存操作规范或者海关认证企业文件记录检查表中明确需要企业提供相关材料得,海关应留存书面或电子文档,存档期限为长期。
海关认证企业标准操作规范(高级认证)。
AEO高级认证企业标准和一般认证企业标准差异
AEO高级认证企业标准&一般认证企业标准差异深圳市天地纵横企业管理顾问有限公司熊斌AEO(Authorized Economic Operator )“经认证的经营者”是世界各国海关对高信用企业的通称。
伴随着中国海关大力推进进出口信用体系,构建以信用为核心的新型海关监管体制,海关将加快AEO认证的步伐,同时积极扶持更多企业提升规范管理水平。
通过海关认证的AEO企业(一般认证企业、高级认证企业)将获得更多优惠的贸易便利和联合激励扶持。
越来越多的企业在筛选商业伙时,把是否为AEO认证企业纳入自己的商业伙伴评估体系中。
通过海关AEO认证,已经成为广大涉外企业提升市场竞争力必须依靠的手段。
AEO认证涉及范围广&层次多,细节要求高,是一项系统化的管理优化工程,对于广大涉外企业来讲,是重大的挑战。
中国海关AEO认证分为高级认证和一般认证两种。
高级认证和一般认证的认证标准框架是基本相同,但在在部分细节标准要求上存在相当的差异,详见“附表:高级认证企业标准和一般认证企业标准的对比”。
高级认证企业标准相较于一般认证企业标准最重要的区别体现在以下几个方面:一、信息化系统和数据管理要求一)一般认证企业标准对企业是否部署信息化系统不做强制要求。
二)高级认证企业标准对信息化系统和数据管理提出了具体要求。
1)高级认证企业标准对信息化系统的要求:“具备真实、准确、完整、有效记录企业生产经营、进出口或者代理报关活动的信息系统,特别是财务控制、关务、物流控制等功能模块有效运行”。
2)高级认证企业标准对数据管理的要求:(1)生产经营数据以及与进出口活动有关的数据及时、准确、完整录入系统。
系统数据自进出口货物办结海关手续之日起保存3年以上。
(2)进出口或者代理报关活动等主要环节在系统中能够实现流程检索、跟踪。
3)专业观点(1)信息化系统中关务、财务、物流应该实现集成应用,如关务报关数据生成是由业务数据创建的(直接生成或者通过接口导入其他系统生成),中间不存在二次手工录入。
封条检测报告
30 March 2011411852-06-04-C11-0646Certificate of Conformance for Freight Container Mechanical Seal TestingSeal Classification: High SecurityCustomer: Mega Fortris Group P.O. Box 934Dayton, NJ 08810 Attention:Mr. Adria NGPurchase Order No.: FTR7809 Sample Type: Bolt SealSeal Name: Mega Container Seal (as provided by customer) Model No.: MCS (as provided by customer) Serial Nos.:MCS000301 through MCS000326Specification No.: ISO 17712:2010(E) Clauses: 4.4.3 and 5 Test Date:29 March 2011Dayton T. Brown, Inc. certifies that 26 samples, 5 for each test and 1 for measurements, of the Seals referenced above, were subjected to the following tests.Test NameParagraph No.Classification RatingTensile Test5.2High Security Shear Test 5.3 High SecurityBending Test5.4 High Security Impact Test at Room Temp5.5 High Security Impact Test at Reduced Temp5.5 High SecurityMinimum Diameter Test (Pass/Fail)4.4.3 PassResults: The above listed tests were completed with no discrepancies noted. Refer to Test Report No. 411852-06-04-R11-0647 for complete details.The test results contained herein pertain only to the specimens listed in this report. This report shall not be reproduced, except in full, without the written approval of Dayton T. Brown, Inc.Prepared by:J. BenincasaEngineer:T. ZimoulisQuality Department:Pg 1 of 1This document is digitally signed and certified to ensure content integrity and author’s authenticity.James BenincasaDigitally signed by James Benincasa DN: c=US, st=New York, l=Bohemia, o=Dayton T. Brown, Inc., cn=James Benincasa,email=jbenincasa@ Date: 2011.03.31 14:18:52 -04'00'。
封条测试报告

备注 Remarks
山东省日用建筑五金产品质量检验中心
Shandong Daily Use & Construction Hardware Quality Inspection Center
检测报告装箱锁
报告编号:0661123 (Report No.) 共2页,第1页 (Page)
检测类别 委托检测 Test Caregory 型号规格 Model 商标 调保封条 A01 合格品 Censeaal 等级 Grade Trademark 生产日期 批号或编号 2010年6月 / Date of Manufacture Serial No. 委托单位(客户)名称 受检单位 苍南卡恩封条有限公司 苍南卡恩封条有限公司 Name of Client Samp(s) for 地址 生产单位 龙港镇西三封669号 苍南卡恩封条有限公司 Address Manufacturer 抽样者 抽样基数 Sampling / Number of / Organization Sample 抽样数量 抽样地点 Number of / / Sampling Location Sammple(s) for Inspection 到样数量 抽样日期 Receiving 2010年6月18日 5把 Sampling Date Number of Sample(s) 到样时间 送样者 苍南卡恩封条有限公司 Receiving Date 2010.06.20 Sampling Delovents of Samples(s) 检测依据 IS/PAS 17712-2003 《集装箱锁》 Test Requirement 检测项目 详见报告第二页 Test Item(s) 检样描述/状态 Description and 完好 Condition of Sampling(s) 检测日期 2010年6月20日 检测地点 Test 本检测中心 Test Date 至2010年6月25日 Location 依据ISO/PAS 17712-2003(集装箱锁)部颁标准,对所送样品进行检 测,实测结果见第2页。 检测结论 Test Summary (盖章) Test Seal 批准日期:2010年7月3日 Date of Approval
2010年1月无铅锡条SGS报告
测试方法 :. 测试结果 :. 结论 :.
请参见下一页. 请参见下一页. 基于所送样品进行的测试, 测试结果与欧盟RoHS指令2002/95/EC以及后续修正指 令的要求相符..
通标标准技术服务有限公司 授权签名.
Hao Jinyu, Sandy 郝金玉.
实验室经理.
.
.
本报告是发布日期为2010年01 月 21日编号为SHAEC1000373603 英文检测报告的中文译本。如有异议,以英文版本为准。.
0000015422
测试报告.
No. SHAEC10003 徐双/方何裔 2) 项目负责人: 王卫 3) 样品按照下述流程被完全消解 (六价铬测试除外)
预处理
日期: 2010年01月21日. 第3页,共4页.
铅/镉/汞 用微波消解仪/电热板 进行酸消解
过滤
张春华样品按照下述流程被完全消解六价铬测试除外预处理称量icpoesaas溶液过滤残留物完全消解用微波消解仪电热板进行酸消解数据加入15二苯碳酰二肼显色uvvis非金属加入萃取液在9095条件下萃取过滤调整ph金属沸水萃取加入15二苯碳酰二肼显色点测试未检测到检测到数据若显示红色表明检测到六价铬必要时采用uvvis验证数据0000015422测试报告
数据
.
0000015422
测试报告.
样品照片:.
No. SHAEC1000373604
日期: 2010年01月21日. 第4页,共4页.
SHAEC1000373604
.
SHAEC1000373604
SHA10-003736.002 . 此照片仅限于随SGS正本报告使用.
*** 报告完 ***.
0000015422
C-TPAT进口商安全标准中文版
C-TPAT 进口商安全标准中文版基于以下C-TPAT安全标准, 进口商须对其跨国供应链作出综合评估。
对进口商外购或签约的供应链的各个环节,如国外工厂、运输商、国内仓库等,进口商应和这些合作伙伴合作,以确保恰当的安全措施已经实施并在整个供应链得以贯彻执行。
从产品的始发地到销售目的地的整个供应链建立反恐制度,并认同不同商业模式的C-TPAT成员。
C-TPAT认同跨国供应链的复杂性,支持基于风险分析的安全措施的应用和实施。
因此,由于成员商业模式的不同,该程序允许安全计划具有适当的灵活性和主动性。
适当的安全措施,正如此文件所列,必须在进口商的整个供应链予以实施和维持。
商业伙伴要求进口商必须有书面的、可核实的程序来选择商业伙伴,包括制造商、产品供应商和卖主。
安全程序对C-TPAT认证合格的商业伙伴(如承运商、港口、销售终端、经纪人、混载业者等),进口商须维持相应的文件(如C-TPAT证书,SVI编号等),标明这些商业伙伴是否经C-TPAT 认证合格。
对不符合C-TPAT认证的商业伙伴,进口商须要求他们通过书面/电子形式的确认(如合同承诺、高级管理人员签署的声称符合C-TPAT标准的信函、表明符合C-TPAT安全标准的书面声明,类似的由国外海关权威机构给予的WCO认可安全程序或通过提供一份完整的进口商安全问卷)来表明他们正在努力满足C-TPAT要求。
以文件化的风险评估流程为基础,不符合C-TPAT认证的商业伙伴也应经受进口商的C-TPAT安全标准评估。
始发地进口商须确保商业伙伴推行的安全程序符合C-TPAT安全标准,以提高在始发地出货的完整性。
应定期评估商业伙伴的安全流程和厂房设施,并要求其维持进口商提供的安全标准。
参与/认证外国海关机构供应链安全计划对那些已获得证书的且在供应链安全计划中一直由外国海关机构监管的现有的和有合作前景的商业伙伴,应要求出示他们的参与状态给进口商。
其他选择标准进口商应清楚标明内部要求如财务稳固、满足合同安全要求的能力、识别和纠正安全不符合事项所需要的能力等,并以内部管理小组决定的风险流程为基础对内部要求进行评估。
最新封条测试报告
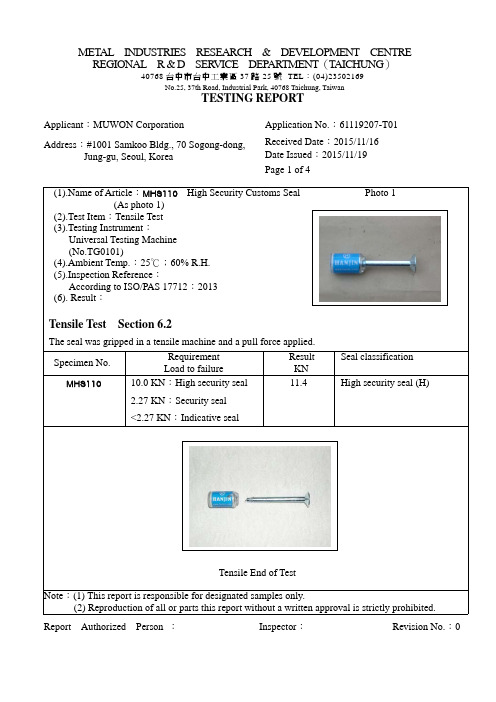
2015/11/1940768台中市台中工業區37路25號 TEL :(04)23502169No.25, 37th Road, Industrial Park, 40768 Taichung, TaiwanTESTING REPORTApplicant :MUWON CorporationApplication No.:61119207-T01Received Date :Date Issued :Address :#1001 Samkoo Bldg., 70 Sogong-dong,Jung-gu, Seoul, KoreaPage 1 of 4 Report Authorized Person :Inspector :Revision No.:02015/11/162015/11/19 2015/11/16 40768台中市台中工業區37路25號 TEL :(04)23502169No.25, 37th Road, Industrial Park, 40768 Taichung, TaiwanTESTING REPORTApplicant :MUWON CorporationApplication No.:61119207-T01Received Date :Date Issued :Address :#1001 Samkoo Bldg., 70 Sogong-dong,Jung-gu, Seoul, KoreaPage 2 of 4 Shear End of Test Report Authorized Person :Inspector :Revision No.:02015/11/19 2015/11/16MET AL INDUSTRIES RESEARCH & DEVELOPMENT CENTRE REGIONAL R & D SER VICE DEP ARTMENT (T AICHUNG )40768台中市台中工業區37路25號 TEL :(04)23502169No.25, 37th Road, Industrial Park, 40768 Taichung, TaiwanTESTING REPORTApplicant :MUWON CorporationApplication No.:61119207-T01Received Date :Date Issued :Address :#1001 Samkoo Bldg., 70 Sogong-dong,Jung-gu, Seoul, KoreaPage 3 of 4 Report Authorized Person :Inspector :Revision No.:02015/11/19 2015/11/16MET AL INDUSTRIES RESEARCH & DEVELOPMENT CENTRE REGIONAL R & D SER VICE DEP ARTMENT (T AICHUNG )40768台中市台中工業區37路25號 TEL :(04)23502169No.25, 37th Road, Industrial Park, 40768 Taichung, TaiwanTESTING REPORTApplicant :MUWON CorporationApplication No.:61119207-T01Received Date :Date Issued :Address :#1001 Samkoo Bldg., 70 Sogong-dong,Jung-gu, Seoul, KoreaPage 4 of 4Report Authorized Person :Inspector :Revision No.:0。
集装箱及封条使用管理程序
集装箱及封条使用管理程序(C-TPAT/GSV反恐)1.0目的1.1严格控制封条的使用,防止不法人员将封条挪作他用或更换,保证货物运输安全。
1.2本条例旨在防止危险或不明物品混入货柜车随产品运往目的地。
仓务主管或代表人必须监督成品装入车辆的过程。
装运主管或代表人可以不参与装货,唯一职责是监督并指导装货过程。
2.0适用范围集装箱的管理及封条购买、使用及保存过程。
3.0权责3.1厂务部或其指定的负责人负责查找合格的封条供应商,并购买合格封条。
3.2仓务部副主管负责封条的发放、登记、保管、使用、检查、追溯等。
3.3厂务总管或其指定的负责人负责封条加封后直至封条去除整个过程的追踪确认并予以记录。
3.4保安:负责集装箱的监督和货物装卸前后的检查放行。
4.0程序4.1集装箱管理4.1.1集装箱的检查确认根据《货运走柜安全程序》进行。
4.1.2装柜前的监控管理。
在装运货物之前应对集装箱进行加封或加锁,并指定保安人员或仓务人员进行监督管理,防止非法人员非法活动靠近集装箱,造成潜在的或显在的危害.4.1.3.任何无关人员未经过许可不得靠近货柜停靠区域。
4.2.装柜管理4.2.1.货物装柜前,仓务人员应核对装柜单;仓管员应对出库物品作好核对工作,办理有关出库手续。
4.2.2.由保安人员或在保安人员的监督下打开空柜后,保安人员应亲自进入空货柜车检查,确保空柜内无任何异物.在无保安人员在场的情况下,不得打开空货柜车。
4.2.3.货物装柜时,保安人员应监督整个装柜过程。
并检查装柜产品是否正确,产品包装是否有异常。
4.2.4.应严格按装柜单指定的产品和数量及规定的装柜方式进行装柜。
装柜的产品,除保安人员因抽查的目的可以打开包装外,其他任何人员不得擅自开包,除非有相关的拆包通知。
4.2.5.严禁装柜产品以外的任何物品进入货柜车内。
4.2.6.异常情况处理。
当装柜过程中发生异常情况时,应及时报告、处理。
4.2.7.发现产品包装被意外打开,应立即停止装柜,并检查包装内是否有异物,必要时应报告厂务部进行处理。
封条管理制度
封条管理制度
1 目的和适应范围
为加强对出口货物的安全控制,完善封条管理,遵守美国海关C-TPAT(海关—贸易伙伴反恐)安全指导,避免货物丢失、调包或被不法分子、恐怖组织利用制造恐怖事件,确保货物安全,特制定本标准。
本标准适用于公司封条的管理。
2 规范性引用文件
下列文件对于本文件的应用是必不可少的。
凡是注日期的引用文件,仅所注日期的版本适用于本文件。
凡是不注日期的引用文件,其最新版本(包括所有的修改单)适用于本文件。
Q/XXX GG007 标准化文件编制、发放、实施、修订标准
Q/XXX GG010 标准化稽核、考核办法
Q/XXX GG017 反恐管理制度
3 权责
3.1 仓储部仓管员负责封条的日常管理,包括封条的验收、保管、使用及毁损处理。
3.2外贸部船务负责封条出现异常状况的处理及外联报告。
3.3 仓储部经理(副经理)和外贸部经理(副经理)负责监督封条管理处于受控状态。
4 术语和定义
下列术语和定义适用于本制度。
4.1 封条(附录A)
封条是指用于货柜和散货车子货物装好后的一种锁具,必免货物在路上丢失或人为进入货柜。
5 管理制度
5.1 仓储部仓管员负责封条的日常管理,包括封条的验收、保管、使用及毁损处理。
5.1.1 仓储部仓管员收到货柜车司机提供的封条后,应验收是否符合ISO/PAS17712认证要求,如不符认证要求或编号不清晰时,应立即通知外贸部船务处理,如封条合格则登记在《封条收发记录表》中。
5.1.2 封条应存放在有锁的地方,由仓储部仓管员随时上锁做好保管,并由公司反恐安全领导小组指定的安全员对封条日常管理进行监督检查。
验厂名词解释
什么叫ITS验厂一般验厂包括选的是ITS, BV, SGS. Wal-Mart 选的是ITS. ITS检测Intertek Testing Services,简称ITS, 在中国的公司名称是天祥,这是第三方的审核公司,代表客户对工厂进行社会责任、质量管理体系和反恐、环境方面的审核。
其实验厂的话, 要看你是哪个客人,不同的客人有不同的验厂要求. 一般来说, 像BV, ITS是不需要验反恐的, 但有个别客人要求验反恐. 如果不用验反恐, 就只是人权评估这一块. 这一块分为三个程序, 一是资料审核(看资料是否有显示违规现象), 二是看现场(看现场是否有违规乱建或其它不符点), 三是员工访谈, 就是找员工进行谈话, 核实情况.其中有几点很容易让验厂不过,A. 工人最小年龄不能低于16岁.B. 工厂文件资料须能确定无受强迫或受暴力的员工, 包括监管, 担保,契约或其它方式.C. 须准时发放达到国家劳动法规定的固定工资和加班费.D. 工人每工作七天, 须有一天的休息时间.E. 加班时间不能超过法律规定的每年加班时间.F. 工厂须有足够的紧急出口, 紧急出口的门须保持开启, 工作时间不能上锁. 每层楼面至少有两个紧急出口.G. 工厂须有足够多的灭火器.H. 工厂没有参加转运活动.I. 如果有需要,工厂须具备有效的换针(针头)政策(对于有针车的工厂)什么是BV认证?BV验厂是什么意思?BV(BureauVeritas),法国船级社,BVQI是认证公司数量最多(世界第二)、声誉卓著的权威认证机构。
BVQI参与制定ISO9000标准及一系列行业标准,为标准的发展和推广作出很大的贡献。
BVQI通过在世界154个国家的580多个办事机构中的专家进行体系认证业务,是公认的全球最具国际性的认证机构。
正因为这一点,BVQI的认证嬴得国际间最广泛的认可。
BV申请工厂认可的一般程序如下,申请厂家需提供以下文件:工厂认可所需的文件(一套):填写“BV工厂认可申请表”(除申请表需用英文外,其余资料可用中文)工厂的概况与组织细节;生产与质保程序;用于生产与测试的机器的详细说明,包括调试记录;)人员资格的记录(非破坏性测试等);品质检验记录与报告(包括非破坏性测试报告);其它船级社认可的情况及ISO9002证书;法国船级社上海办事处将审核工厂认可的文件并对工厂进行评估,工厂认可的费用为:2400美元+检验师旅行、住宿等的支出。
集装箱和封条检查作业指导书

集装箱和封条检查作业指导书1. 目的为加强集装箱和封条的安全管理,便于物流人员进行实际集装箱的装箱前检查,特制定本作业指导书。
2. 范围适用于公司所有出口货物集装箱和封条的检查。
3.权责:仓库出货人员负责集装箱的检查和封条的保管;物流和采购部门负责集装箱拖车车辆与司机信息的提前获取,并提前告知仓库。
4. 定义:无5.作业内容5.1集装箱与封条检查作业程序集装箱车辆进入仓库指定停放区域后,仓库作业人员依据“七点检查法”对集装箱进行详细检查,集装箱结构如下图:第 1 页共 7 页 BizLink Group ( KS )Date: 2022-03-01 Doc. No:PMC-WI-A0002 Dept.:仓储部5.1.1前壁1)确定内部各角挡块可见且无误,前壁是由折皱材料构成的。
2)用激光测距仪测量集装箱的内部尺寸和外部尺寸。
3)确认排气口可以看见,没有被异物堵住。
4)用工具敲打它,确认有空的回声。
图示:5.1.2左侧1)查看横梁的异常修复。
2)查看侧壁都可见的内外部的修复情况。
3)用工具敲打它,确认有空的回声。
5.1.3右侧1)查看横梁的异常修复。
2)查看侧壁都可见的内外部的修复情况。
Date: 2022-03-01 Doc. No:PMC-WI-A0002 Dept.:仓储部4)用工具敲打它,确认有空的回声。
图示:5.1.4地板1)测量底部至顶部的高度,40尺柜和20尺柜的高度应该为2.48M。
2)确认底部是平整,所有的高度是一样的,不能有不同的高度。
3)检查异常修复情况。
图示:5.1.5顶部1)顶部的外形不能是靠内或者靠外,确保是一致的。
Date: 2022-03-01 Doc. No:PMC-WI-A0002 Dept.:仓储部2)查看角上挡块的顶部和距顶部距离。
例如,正常情况下,那顶部应稍微低一点或者和角部挡块的顶部齐平。
3)确认排气口可以看见,没有被异物堵住。
4)查看内外顶端内外侧异常修复。