三针测量法
三针测量法对螺纹中径进行简易测量方法

三针测量法对螺纹中径进行简易测量方法螺纹中径是指螺纹的核心径,通常用于螺纹的加工和检测。
在实际应用中,准确测量螺纹中径非常重要,因为它直接影响到螺纹的质量和相互配合的精度。
三针测量法是一种常用的简易测量方法,适用于大多数螺纹尺寸的测量。
1.准备工作:
a.选择适当尺寸的三根测量针,它们的直径分别为D1、D2和D3,并保证它们之间的直径差异较小。
b.准备一个安装针座,针座中心线与螺纹轴线平行,并可以提供与测量针相互垂直的针孔。
2.确定针顶位置:
a.将测量针依次插入针座的针孔,并调整针座的高度,使测量针针顶与螺纹针螺纹顶平齐。
b.通过调节针座高度,使得针座固定在同一位置,便于后续的测量。
3.测量操作:
a.依次将三根测量针插入螺纹中,在每次测量之前都要确保测量针的针尖清洁、无毛刺以及无损伤。
b.插入第一根测量针D1,注意要轻轻转动针座,让测量针缘相对于螺纹错位,确保测量过程中不会有任何划伤或碰撞。
c.记录测量针D1的直径。
d.依次重复步骤b和c,完成第二根测量针D2和第三根测量针D3的测量。
e.记录测量针D2和D3的直径。
4.数据处理:
a.由于三根测量针的直径差异较小,可以认为它们的误差可以忽略不计。
因此,取三根测量针直径的平均值作为测量结果。
b.通过三根测量针的直径差异,来确定螺纹中径。
c.根据测量数据和计算公式进行计算,得到螺纹中径的值。
三针测量法计算公式

三针测量法计算公式
1.三针测量法的原理
2.计算步骤
1)在被测物体上选择三个位置进行钻孔,尽量使得钻孔位置均匀分布。
2)插入三根定位针,使针尖相互垂直。
3)通过计算针尖位置的变化来确定物体内部尺寸。
3.计算公式
1)Z值的计算:
Z=(L1+L2+L3)/2
其中,L1、L2、L3分别表示三根针分别从钻孔位置到被测物体内壁
的距离。
2)内壁直径的计算:
D = (L1*L2*L3) / sqrt(Z*(Z-L1)*(Z-L2)*(Z-L3))
其中,D表示被测物体内壁的直径。
3)内壁半径的计算:
R=D/2
其中,R表示被测物体内壁的半径。
4.注意事项
在使用三针测量法时,需要注意以下几点:
1)钻孔位置应尽量均匀地分布在被测物体的不同部位,以提高测量的
准确性。
2)插入针的深度应尽量相等,提高测量结果的可靠性。
3)在插入针时要小心,避免损坏被测物体。
总结:
三针测量法是一种用于测量直径较大的管道、槽等物体内部尺寸的方法。
通过三根定位针的相对位置变化来计算物体内部尺寸。
其计算公式包
括Z值的计算、内壁直径的计算和内壁半径的计算。
在使用三针测量法时,应注意钻孔位置的选择、针的插入深度以及确保测量过程中不会损坏被测
物体。
三针测中径计算公式
三针测中径计算公式
D=d1+d2+d3-A
其中,D为孔洞的直径,d1、d2、d3分别为三根针测量得到的孔洞直径,A为三者距离孔洞边缘的最短距离之和。
1.准备三把针,使它们相互垂直。
2.将孔洞放在被测工件上,确保孔洞中心与三针的交点重合。
3.用三根针分别测量孔洞的直径,记录下d1、d2、d3的数值。
4.测量三根针距离孔洞边缘的最短距离,记录下距离数值。
5.根据上述公式计算出孔洞的直径D。
当然,三针测中径也存在一些局限性。
首先,该方法只适用于圆形孔
洞的测量,对于其他形状的孔洞不适用。
其次,由于需要测量距离等参数,对测量人员的技术水平有一定要求。
此外,对于较小直径的孔洞,测量容
易受到针与孔洞边缘之间夹杂物的影响,影响测量结果的准确性。
综上所述,三针测中径是一种常用的测量方法,可以用于测量圆形孔
洞的直径。
通过合理使用该方法,并结合其他测量技术,可以有效地提高
测量结果的准确性。
三针法测量螺纹中径计算公式

三针法测量螺纹中径计算公式好的,以下是为您生成的文章:在机械制造和工程领域中,螺纹的测量可是一项至关重要的任务。
而在众多测量螺纹中径的方法里,三针法测量可是个相当靠谱的手段。
今天咱就来好好聊聊这三针法测量螺纹中径的计算公式。
先来说说为啥要测量螺纹中径。
您想想啊,螺纹这玩意儿在各种机械设备里到处都是,要是中径不准,那整个连接或者传动的效果可就大打折扣啦。
就好比一辆自行车,链条的尺寸不合适,您蹬起来那不得费劲死,还容易出故障。
那这三针法到底是咋操作的呢?简单来说,就是把三根直径相同的量针放在螺纹沟槽里,然后用测量工具测出量针外廓的尺寸,再通过一系列计算得出螺纹中径。
咱们的重点,三针法测量螺纹中径的计算公式,它长这样:M = d2 + 3d0 – 0.866P这里面的 M 就是测量出来的尺寸,d2 是螺纹中径,d0 是量针直径,P 是螺距。
给您举个例子吧。
有一次我在车间里,碰到一个师傅正在为一批新加工的螺纹零件发愁。
他用常规方法测量,怎么都觉得数据不太对。
我就建议他试试三针法,然后一起按照公式算了起来。
我们仔细地测量了量针的直径,还有螺距,一丝不苟地把数据代入公式。
那个师傅眼睛紧紧盯着计算器,嘴里还念叨着:“可千万别出错啊!”最后得出结果的那一刻,师傅脸上露出了笑容,说:“嘿,还真准!这下心里有底了。
”在实际操作中,这个公式的应用可得小心谨慎。
量针直径的选择要合适,测量的时候要保证精度,不然一点点误差都可能导致结果偏差很大。
而且不同的螺纹规格,对应的参数也都不一样,这就要求我们对各种螺纹标准了如指掌。
另外,在使用这个公式的时候,还得考虑测量工具的精度和误差。
比如说千分尺,如果它本身就有误差,那算出来的结果肯定也不准啦。
总之,三针法测量螺纹中径的计算公式虽然看起来不复杂,但要想真正用得好,还得靠咱们多多实践,积累经验。
只有这样,才能在面对各种螺纹测量任务时,都能准确无误地得出结果,保证产品的质量和设备的正常运行。
螺纹计算公式三针测量法
螺纹计算公式三针测量法螺纹计算是工程测量中的一种常见应用,用于确定螺纹的实际尺寸和公差。
螺纹的测量可以采用多种方法,其中包括三针测量法。
三针测量法是一种直接测定螺纹内外直径的方法,通过测量螺纹内外径和嵌套圆柱体的中径,可以计算出螺纹的各项参数。
三针测量法的主要步骤如下:1.准备工作:选择合适的螺纹测微计、针杆和跳绳,并对其进行校准。
同时,准备好螺纹规和支持平台以便于测量。
2.初始测量:首先,用螺纹规测量被测工件的螺纹规格,以确定测量采用的螺纹规格和公差。
3.内直径测量:将内径测量座固定在支持平台上,将工件置于内径测量座内,用螺纹规的测头对螺纹内径进行触摸测量,记录并计算出内径。
4.外直径测量:将工件放置于支持平台上,用螺纹规和测微计完成对最大外直径和最小外直径的测量,记录并计算出外径。
5.中径测量:将工件的嵌套圆柱体平放在支持平台上,用螺纹规和测微计完成对最大中径和最小中径的测量,记录并计算出中径。
6.计算公式:根据已知的内径、外径和中径的测量结果,可以使用以下公式计算螺纹的重要参数:内径=中径-(绕线高度x2)外径=中径+(绕线高度x2)绕线高度=(最大外径-最小外径)/2注意:以上公式适用于国际标准螺纹,对于非标准螺纹需要根据实际情况进行适当的调整。
通过以上步骤和公式的计算,可以得出螺纹的各项参数,包括内径、外径、中径和绕线高度等。
这些参数对于螺纹的加工和装配具有重要的参考价值,能够确保螺纹的尺寸和公差符合设计要求。
螺纹计算是一项复杂而精密的工作,需要仔细操作和准确测量。
在进行螺纹计算之前,需要对测量设备进行校准和调整,并在实际操作中注意排除一些可能的误差和干扰。
同时,在计算结果不确定的情况下,可以进行多次测量和平均计算,以提高测量的准确性和可靠性。
总结起来,三针测量法是一种可靠的螺纹测量方法,可以直接测定螺纹的内外直径,并通过计算得出螺纹的重要参数。
准确的螺纹计算对于工程制造和装配具有重要的意义,能够确保螺纹的质量和性能符合要求。
三针测量法计算公式

三针测量法计算公式
步骤一:测量三根针的长度
首先,我们需要测量三根针的长度。
假设三根针的长度分别为A、B 和C。
步骤二:放置测量物体
将物体放在平面上,让它与三根针垂直,并且物体的一边与一根针相接触。
步骤三:测量物体长度
调整另外两根针的长度,使它们分别与物体的另外两个边相接触。
步骤四:测量针的长度差
测量三根针分别与物体相接触后,记录下它们的长度差。
假设长度差分别为ΔA、ΔB和ΔC。
步骤五:计算物体的长度
根据三针的长度差和原始针的长度,可以计算出物体的长度。
物体的长度L可以通过以下公式计算:
L=(A-ΔA)+(B-ΔB)+(C-ΔC)
步骤六:保留有效数字
根据实际测量情况,对结果进行四舍五入,保留适当的有效数字。
需要注意的是,三针测量法的准确性受到多种因素的影响,如针的精度、物体的形状和平面的平整度等。
在使用三针测量法进行测量时,需要注意这些因素,并采取相应的措施来提高测量的准确性。
除了使用上述计算公式,也可以采用其他方法来计算物体的长度,比如使用显微镜来测量物体的尺寸或者使用三坐标测量仪来进行精确测量。
三针测量法是测量外螺纹中径的一种比较精密的方法

三针测量法是测量外螺纹中径的一种比较精密的方法三针测量法的原理是利用了三条针线的相交关系,从而确定出外螺纹的中径。
一般来说,测量系统由一根测量针、两根参考针和一个测量设备组成。
首先,将两条参考针垂直地放置在螺纹的两侧,然后在两条参考针之间插入测量针。
通过适当的角度和计算方法,可以计算出外螺纹的中径。
三针测量法相比于其他测量方法具有较高的精度和准确性。
它可以排除测量中可能存在的误差,减少测量的不确定性。
而且,该方法还可以适用于各种不同类型和尺寸的螺纹测量,具有一定的通用性。
另外,三针测量法还可以用于测量螺纹的各种参数,如螺距、高度等。
在进行三针测量之前,需要进行一些准备工作。
首先,需要选择合适的测量设备和针线。
测量设备通常是带有刻度的支架或者测量仪器,可以用来读取针线的长度。
针线可以是一根很细的钢丝或者光纤,要保证其刚性和精度。
其次,需要根据具体的螺纹类型和尺寸来确定测量针、参考针和测量设备的参数。
进行三针测量时,需要注意以下几点。
首先,应严格按照测量的步骤和方法进行操作,确保测量的准确性。
其次,应注意保持测量环境的稳定性,如温度、湿度等条件的控制。
同时,在操作过程中应特别注意针线的安全,避免针线的划伤或损坏。
最后,应对测量结果进行判读和比较,确保测量的准确性和一致性。
总结起来,三针测量法是一种精密的测量外螺纹中径的方法。
它能够提供高精度的测量结果,并排除测量误差。
该方法具有较高的通用性,并且可以用于测量各种类型和尺寸的螺纹。
在进行三针测量时,需要注意操作步骤、环境稳定性和测量结果的判读。
通过正确操作和使用适当的设备,可以确保测量的准确性和可靠性。
三针测量法便捷计算

三针测量法便捷计算三针测量法的原理是利用相似三角形的性质,通过测量物体在不同距离上的视角来计算物体的尺寸。
假设物体的高度为H,距离物体的最近距离为D1,第二远距离为D2,第三远距离为D3、在远距离处可以认为三个视角是相等的,即视角θ1≈θ2≈θ3、同时,根据相似三角形的性质,我们可以得到以下公式:H / D1 = tan(θ1)H / D2 = tan(θ2)H / D3 = tan(θ3)我们可以通过测量这三个角度的正切值来计算物体的高度。
下面是具体的计算步骤:1.选择三个固定距离D1、D2和D3,它们之间的差异应足够大,以确保三个角度的测量结果不会太过接近。
2.使用测量工具(如角度仪或测角尺)测量三个角度θ1、θ2和θ3的大小。
3. 计算每个角度的正切值:tan(θ1)、tan(θ2)和tan(θ3)。
4. 代入公式H / D1 = tan(θ1)、H / D2 = tan(θ2)和H / D3 = tan(θ3),解方程组得到物体的高度H。
需要注意的是,测量角度时要确保测量工具和物体的位置保持稳定,以确保测量结果的准确性。
同时,选择的固定距离也要满足测量需求,过小或过大的距离都可能导致角度测量的误差。
三针测量法的优点是简单、方便,只需要使用简单的测量工具就能计算物体的尺寸。
它适用于各种尺寸的物体测量,包括平面物体和立体物体。
然而,由于测量角度时需要确保测量工具和物体的位置稳定,如果测量误差较大,可能会影响计算结果的准确性。
在实际应用中,三针测量法已经被广泛运用于建筑、制造业等领域,用于测量尺寸、角度等参数。
它在测量过程中不需要直接接触物体,能够快速获取准确的测量结果,提高了工作效率。
总之,三针测量法是一种简单、方便的测量方法,通过测量物体在不同距离上的视角来计算物体的尺寸。
它的优点在于简单易行,适用于各种尺寸的物体测量。
然而,仍需注意测量过程中的误差控制,以确保计算结果的准确性。
三针测量法
三针测量法三针测量外螺纹中径是一种间接测量螺纹中径的方法。
测量时,将三根精度很高、直径相同的量针放在被测螺纹的牙凹中,用测量外尺寸的计量器具如千分尺、机械比较仪、光较仪、测长仪等测量出尺寸。
再根据被测螺纹的螺距、牙形半角和量针直径,计算出螺纹中径。
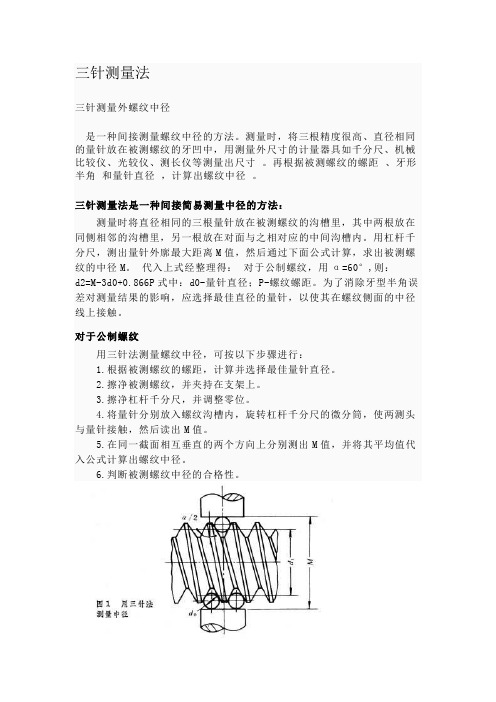
三针测量法是一种间接简易测量中径的方法:测量时将直径相同的三根量针放在被测螺纹的沟槽里,其中两根放在同侧相邻的沟槽里,另一根放在对面与之相对应的中间沟槽内。
用杠杆千分尺,测出量针外廓最大距离M值,然后通过下面公式计算,求出被测螺纹的中径M。
代入上式经整理得:对于公制螺纹,用α=60°,则:d2=M-3d0+0.866P式中:d0-量针直径;P-螺纹螺距。
为了消除牙型半角误差对测量结果的影响,应选择最佳直径的量针,以使其在螺纹侧面的中径线上接触。
对于公制螺纹用三针法测量螺纹中径,可按以下步骤进行:1.根据被测螺纹的螺距,计算并选择最佳量针直径。
2.擦净被测螺纹,并夹持在支架上。
3.擦净杠杆千分尺,并调整零位。
4.将量针分别放入螺纹沟槽内,旋转杠杆千分尺的微分筒,使两测头与量针接触,然后读出M值。
5.在同一截面相互垂直的两个方向上分别测出M值,并将其平均值代入公式计算出螺纹中径。
6.判断被测螺纹中径的合格性。
三针测量钢针直径简化公式(p=螺距a=牙形角)具体计算公式钢针直径=P/(2*COSa/2)螺纹牙形角简化公式60 0.577p55 0.564p30 0.518p40 0.533p29 0.516p例如:M148*1.5-6h量针直径:d0= P/[2*COS(60度/2)]=P/1.732=0.577*P=0.8655mm标准中径=148-1+0.026=147.026D2= M测-3*d0+H= M测-3*d0+1.732*P/2= M测-3*0.8655+0.8655*1.5= M测-1.5*0.8655= M测-1.29825≈M测-1.3。
三针测量法

.三针测量法用量针测量螺纹中径的方法称三针量法,测量时,在螺纹凹槽内放置具有同样直径D 的三根量针,如图(e)示,然后用适当的量具(如千分尺等)来测量尺寸M 的大小,以验证所加工的螺纹中径是否正确。
螺纹中径的计算公式:d 2=M -D)2sin 11(α++21t*ctg 2α M :千分尺测量的数值(mm)、D :量针直径(mm)、α/2:牙形半角、t :工件螺距或蜗杆周节(mm)量针直径D 的计算公式: D=212cos αt如果已知螺纹牙形角,也可用下面简化公式计算:图(e)例2对M24﹡1.5D 及螺纹中径d 2 ? 解 ∵ α = 60°代入D=0.577t 中 得D=0.577﹡1.5=0.8655mm∴ d 2=24.325-0.8655(1+1/0.5)+1.5﹡1.732/0.5=23.0275mm与理论值(d 2=23.026)相差△=23.0275-23.026=0.0015mm ,可见其差值非常的小。
实际上螺纹的中径尺寸,一般都可以从螺纹标准中查得或从零件图上直接注明,因此只要将上面计算螺纹中径的公式移项,变换一下,便可得出计算千分尺应测得的读数公式:M=d 2+D )2sin 11(α+-21t*ctg 2α例32的读数值?解 ∵ α = 60°代入上式 M = d 2+3D -0.866t = 23.026+3﹡0.866-0.866﹡1.5=24.325mm5.双针测量法双针测量法的用途比三针测量法还要广泛,如螺纹圈数很少的螺纹,以及螺距大的螺纹(螺距大于6.5),都不便用三针量法测量,而用双针量法测量则简便可行,对于普通螺纹,牙形角α =60°,如图(f)示。
图(f)d 2=M ˊ-3D -)(8'2D M t -+0.866t M ˊ:双针量法的测量尺寸(mm)(d 2、D 、t 的含义同前,在图(f)上不再标注)从上公式中可看出,在公式右端第一项与第三项中都含有M ˊ值,而M ˊ值需要在测量之前就计算出来,直接应用上述公式是不便计算理论M ˊ值,需对上式化简才能求出,以便在加工时准确控制M ˊ尺寸,保证螺纹中径d 2合格。
三针测量法计算公式

三针测量法计算公式好的,以下是为您生成的关于“三针测量法计算公式”的文章:在机械加工和测量的领域里,三针测量法可是个相当实用的小技巧。
这就好比我们在厨房里找到了一把特别顺手的菜刀,能把各种材料处理得妥妥当当。
三针测量法,简单来说,就是通过三根量针来测量螺纹中径的方法。
那它的计算公式是怎么来的呢?别着急,咱们慢慢唠。
先来说说这三针测量法的原理。
想象一下,一根螺纹就像是一个盘山公路,而我们要测量的就是这个公路中间那最关键的部分——中径。
我们把三根量针放在螺纹沟槽里,就好像在公路上立了三根标杆,通过测量这三根标杆之间的距离,再经过一系列的计算,就能得出螺纹中径的大小。
计算公式是这样的:M = d2 + 3dD - 0.866P 。
这里面的 M 表示量针测量值,d2 是螺纹中径,D 是量针直径,P 是螺距。
听起来是不是有点晕乎?没关系,我给您举个例子。
比如说,有一个螺纹,螺距 P 是 2 毫米,我们选用的量针直径 D 是 1 毫米,经过测量,量针测量值 M 是 20 毫米。
那咱们就可以代入公式算算啦。
先把已知的数值写下来:M = 20 毫米,D = 1 毫米,P = 2 毫米。
然后把这些数代入公式:20 = d2 + 3×1×d2 - 0.866×2 。
接下来就是解这个方程啦,经过一番计算,就能求出螺纹中径 d2 的值。
我还记得之前在工厂实习的时候,师傅让我用三针测量法测量一个零件的螺纹中径。
我当时心里那个紧张啊,就怕自己算错了。
我小心翼翼地把量针放好,仔细地测量,然后拿着数据开始计算。
算的时候,手心里都出汗了,就怕出错。
结果还算不错,跟师傅的结果差不多,师傅还夸我学得快呢!这三针测量法在实际工作中用处可大了。
不管是在生产线上保证零件的质量,还是在维修的时候确定零件是否还能继续使用,它都能给我们提供准确的数据。
而且,随着技术的不断进步,三针测量法也在不断地发展和完善。
新的材料、新的工艺,都对测量的精度和准确性提出了更高的要求。
三针测量法对螺纹中径进行简易测量方法

三针测量法对螺纹中径进行简易测量方法首先,我们要准备好以下工具:两个外螺纹调节管和一把刻度尺。
调节管的两个端面要求相互平行,刻度尺要有足够的刻度长度,以便准确读取数据。
接下来,开始进行测量。
首先,将螺纹工件放在调节管之间,确保工件和调节管的端面平行。
然后,将调节管推入螺纹孔,并调整两个调节管的位置,直到能够将刻度尺平放在工件上,并与工件外径接触。
确保刻度尺与工件外径之间没有缝隙。
然后,用一个手指轻压刻度尺,以保持其稳定。
接下来,使用另一个手指按住最外面的调节管,将其推入螺纹孔,直到刻度尺的0刻线与工件的表面齐平。
这是初始测量位置。
接下来,用一个手指轻轻转动调节管,直到感觉到其与工件螺纹相配合。
然后,用刻度尺读取此时刻度尺上工件最外径对应的刻度值。
然后,继续转动调节管,直到感觉到其与工件螺纹不再配合。
再次读取此时刻度尺上工件最外径对应的刻度值。
测得的两个刻度值之差即为螺纹中径的测量结果。
为了提高测量精度,可以进行多次测量,并取其平均值作为最终结果。
三针测量法的原理是利用螺纹之间的配合原理。
当两个调节管之间的距离逐渐变小时,调节管会与螺纹孔配合,而产生一个相对连续的运动,这可以通过手指感受到。
当调节管不再与螺纹孔配合时,刻度尺位置相对固定。
通过测量刻度尺的运动范围,可以确定螺纹中径。
总结而言,三针测量法是一种常用的测量螺纹中径的简易方法,通过利用螺纹之间的配合原理进行测量。
虽然它的测量精度相对较低,但是在一些对精度要求不高的情况下,仍然可以得到准确的测量结果。
三针测量法
.三针测量法用量针测量螺纹中径的方法称三针量法,测量时,在螺纹凹槽内放置具有同样直径D 的三根量针,如图(e)示,然后用适当的量具(如千分尺等)来测量尺寸M 的大小,以验证所加工的螺纹中径是否正确。
螺纹中径的计算公式:d 2=M -D)2sin 11(α++21t*ctg 2α M :千分尺测量的数值(mm)、D :量针直径(mm)、α/2:牙形半角、t :工件螺距或蜗杆周节(mm)量针直径D 的计算公式: D=212cos αt如果已知螺纹牙形角,也可用下面简化公式计算:图(e)例2对M24﹡1.5D 及螺纹中径d 2 ? 解 ∵ α = 60°代入D=0.577t 中 得D=0.577﹡1.5=0.8655mm∴ d 2=24.325-0.8655(1+1/0.5)+1.5﹡1.732/0.5=23.0275mm与理论值(d 2=23.026)相差△=23.0275-23.026=0.0015mm ,可见其差值非常的小。
实际上螺纹的中径尺寸,一般都可以从螺纹标准中查得或从零件图上直接注明,因此只要将上面计算螺纹中径的公式移项,变换一下,便可得出计算千分尺应测得的读数公式:M=d 2+D )2sin 11(α+-21t*ctg 2α例32的读数值?解 ∵ α = 60°代入上式 M = d 2+3D -0.866t = 23.026+3﹡0.866-0.866﹡1.5=24.325mm5.双针测量法双针测量法的用途比三针测量法还要广泛,如螺纹圈数很少的螺纹,以及螺距大的螺纹(螺距大于6.5),都不便用三针量法测量,而用双针量法测量则简便可行,对于普通螺纹,牙形角α =60°,如图(f)示。
图(f)d 2=M ˊ-3D -)(8'2D M t -+0.866t M ˊ:双针量法的测量尺寸(mm)(d 2、D 、t 的含义同前,在图(f)上不再标注)从上公式中可看出,在公式右端第一项与第三项中都含有M ˊ值,而M ˊ值需要在测量之前就计算出来,直接应用上述公式是不便计算理论M ˊ值,需对上式化简才能求出,以便在加工时准确控制M ˊ尺寸,保证螺纹中径d 2合格。
三针法测量螺纹中径方法

三针法测量螺纹中径方法
三针法是一种用于测量螺纹中径的方法,它是由三根针组成,其中两根针被夹在螺纹峰和螺纹谷之间,第三根针则位于螺纹中心线上。
通过测量两根针的距离以及第三根针与两根针的距离,可以计算出螺纹的中径。
在进行三针法测量之前,需要先确定螺纹的类型和规格。
对于不同类型和规格的螺纹,需要使用相应的三针进行测量。
同时,在选择三针时,需要确保针的长度和直径与螺纹的规格相匹配。
在进行测量时,首先需要将两根针放置在螺纹峰和螺纹谷之间,并夹紧。
然后,将第三根针放置在螺纹中心线上,并调整其位置,使其与两根针的距离相等。
此时,可以通过读取刻度尺上的数值,计算出螺纹的中径。
三针法测量的优点在于其简单易行,只需要简单的工具即可完成测量。
同时,由于三针法测量的精度较高,因此可以满足大部分应用场合的需求。
然而,在进行三针法测量时,需要注意以下几点:
1. 要确保针的长度和直径与螺纹的规格相匹配,否则会影响测量的精度。
2. 在进行测量时,需要确保针尖与螺纹表面的接触良好,否则会产
生误差。
3. 在读取刻度尺上的数值时,需要注意误差的产生。
由于刻度尺的误差,读数时可能会出现偏差,因此需要进行修正。
4. 在进行测量之前,需要确保螺纹表面的清洁度和光洁度,否则会影响测量的精度。
三针法是一种简单易行、精度较高的螺纹中径测量方法。
在进行测量时,需要注意以上几点,以确保测量结果的准确性。
同时,为了保证测量的可靠性,建议对同一螺纹进行多次测量,并取平均值作为最终结果。
三针测量法测量螺纹中径的计算原理

三针测量法测量螺纹中径的计算原理三针测量法,这个名字听起来挺高大上的,对吧?但其实它就像是你我身边的那些小工具,简单得不能再简单。
想象一下,手里拿着三根小针,心里默默想着要怎么把螺纹的中径给测出来。
这个过程就像是在做一道小菜,轻松又有趣。
咱们得找到那个需要测量的螺纹。
你知道,螺纹就像那条细细的丝线,绕来绕去,像是生活中的千丝万缕。
三针测量法就是要在这条丝线上,找到那个完美的中点,嘿,听上去是不是有点浪漫?这三根针呢,各有各的“脾气”。
一根负责测量螺纹的外径,另一根则负责内径,而第三根呢,就是在这两者之间游走,找到个平衡点。
好比是一个调酒师,调出完美的鸡尾酒,既有外面的风味,又有内里的深度。
你想啊,为什么要用三根针呢?其实这就像是打麻将,有时候三个人的配合能打出最好的牌。
用三根针,可以最大程度地消除误差,保证我们测出来的中径靠谱得很。
说到测量,很多人一听就觉得复杂,心里就开始打鼓了。
但别紧张。
测量的时候,先把那根测外径的针放上去,稳稳当当地接触到螺纹的外边。
然后,换上内径的针,小心翼翼地去测量那里的内边。
第三根针就像个小侦探,混在这两者之间,寻找那个黄金分割点。
嘿,别小看这小小的动作,这可是科学家的智慧结晶呢!准确度和精确度,恰到好处,绝对不会让你失望。
再说了,生活中有多少事情就需要这样的“调和”。
就像夫妻吵架,总得有一个人来和事,才能让家里气氛和谐。
三针测量法就像是调解员,把外径和内径的“矛盾”给平衡了,让螺纹的中径一目了然。
你要是碰上个特别精密的工作,三针测量法简直是“救星”啊,谁用谁知道,效果杠杠的。
这种方法也不是说人人都能立马上手。
你得有点经验,有点技术活儿在身,才能把这活儿做得漂漂亮亮的。
就像学游泳,初学者总是会扑通扑通地掉水里,但只要坚持练,总会有一天,能在水里翩翩起舞。
三针测量法也是这样,一开始可能会有些小失误,但熟能生巧,慢慢地就能成为测量高手。
说白了,三针测量法的魅力在于它的简单与高效。
三针测量法是测量外螺纹中径的一种比较精密的方法

三针测量法是测量外螺纹中径的一种比较精密的方法1.原理三针测量法是基于圆的几何关系而建立的一种测量方法。
它利用三根测定针将一个螺纹两个相对的线周的最外点与中间线柔性之外点连接为一三角形,然后通过计算几何学公式得到螺纹中径的测量结果。
这种方法的原理是通过测量三线间的距离变化来测量螺纹中径的大小。
2.测量步骤(1)选择合适的三根测量针,一般情况下,选择针头直径与螺纹中径接近,弯曲方便的细针。
测量针的数量取决于工件的形状和尺寸,一般选择三根测量针。
(2)将三个测量针固定在一个测量夹具上,并确保它们两两之间的距离相等,并且垂直于螺纹轴线。
(3)将测量夹具放置在螺纹的两侧,以确保螺纹被三根测量针夹住。
(4)观察并记录测量针与螺纹外侧的接触点。
由于测量针比螺纹中径小,因此测量针与螺纹的接触点位于三角形的顶点处。
(5)旋转测量夹具,使测量针与螺纹的不同侧面接触,并重复步骤4,测量针与螺纹不同侧面的接触点。
(6)根据三个测量点的位置数据,计算出螺纹中径的大小。
一般采用合理的几何计算公式进行计算。
3.注意事项(1)在使用三针测量法之前,必须确保测量针和螺纹的表面都是干净的,以免影响测量结果。
(2)为了获得更准确的测量结果,建议在多个位置对螺纹进行测量,并取多次测量的平均值作为最终的测量结果。
(3)对于精密测量,测量针的选择非常重要。
应根据具体测量要求选择针头直径与螺纹中径接近的细针。
(4)为了减小误差影响,测量时应轻轻触碰螺纹,避免过度压力对测量结果的影响。
(5)在测量过程中,应尽量控制外力的影响,避免振动和冲击对测量结果的影响。
三针测量法是一种相对较精密的测量方法,可以用于测量螺纹中径的直径、圆度等参数。
通过合理选择测量针、严格执行测量步骤和注意事项,可以提高测量结果的准确性和可靠性,为工件的生产和质量控制提供有效的数据依据。
三针测量法便捷计算

三针测量法便捷计算
步骤1:首先将物体放置在水平面上,调整使其达到水平状态。
步骤2:选择三根相互垂直的针来进行测量。
分别将这三根针置于物体的表面,并用压力适中地推入物体表面,使其与表面紧密接触。
步骤3:记录下每个针在水平面上的位置,可以通过刻度尺或测量仪器来测量。
步骤4:根据测量结果计算出所需的参数。
三针测量法主要应用于测量表面平直度、垂直度和平行度三个参数。
平直度(Straightness)是指物体表面与其中一基准面之间的最大间隙。
计算平直度可以通过测量三根针在水平面上的位置,并计算三根针之间的距离差。
垂直度(Verticality)是指物体表面与其中一基准面之间的垂直偏差。
计算垂直度可以通过测量三根针在垂直方向上的位置,并计算三根针之间的距离差。
平行度(Parallelism)是指物体表面与其中一基准面之间的平行偏差。
计算平行度可以通过测量三根针在水平方向上的位置,并计算三根针之间的距离差。
$平直度=针1-针2$
$垂直度=针2-针3$
$平行度=针1-针3$
其中,针1、针2和针3分别代表三根针在水平面上的位置。
需要注意的是,在实际测量中,为了提高测量的准确性,通常需要进行多次重复测量,并取多次测量的平均值来计算最终的结果。
三针测量法是一种简便、常用的测量方法,适用于各种表面形状的测量。
它不仅可以用于工业制造领域,还可以用于科学研究、建筑设计以及产品质量控制等领域。
通过三针测量法,可以快速、准确地获得表面的平直度、垂直度和平行度等参数的信息,从而为工程或设计提供便捷的数据支持。
三针测量法计算公式
三针测量法
螺纹测量计算:
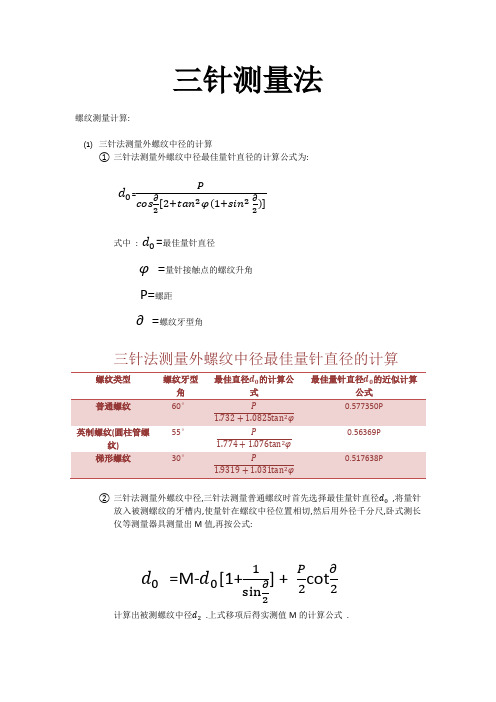
⑴ 三针法测量外螺纹中径的计算
① 三针法测量外螺纹中径最佳量针直径的计算公式为:
d 0=P
cos ð2[2+tan 2φ(1+sin 2 ð2
)]
式中 : d 0=最佳量针直径 φ =量针接触点的螺纹升角
P=螺距
∂ =螺纹牙型角
三针法测量外螺纹中径最佳量针直径的计算
螺纹类型 螺纹牙型
最佳直径d 0的计算公
最佳量针直径d 0的近似计算
英制螺纹(圆柱管螺
纹) 55° 1.774+1.076tan 2φ
② 三针法测量外螺纹中径,三针法测量普通螺纹时首先选择最佳量针直径d 0 ,将量针
放入被测螺纹的牙槽内,使量针在螺纹中径位置相切,然后用外径千分尺,卧式测长仪等测量器具测量出M 值,再按公式:
d 0 =M -d 0[1+
1
sin ð2
] + P 2
cot ð
2
计算出被测螺纹中径d 2 .上式移项后得实测值M 的计算公式 .
M=d2+d0[1+1
sinð] -P
2
cosð
2
式中: d0=最佳量针直径
d2=被测螺纹中径
P=螺距
∂ =螺纹牙型角
M=量具测量出的实测值
当已知螺纹牙型角∂后,简化计算公式下表
实测值M的简化计算公式
螺纹牙型角M值的简化计算公式
30°M=d2+4.8637d0– 1.8660P
40°M=d2+3.9238 d0– 1.3737P
55°M=d2+3.1657d0– 0.9605P。
三针法测量螺纹中径方法

三针法测量螺纹中径方法
螺纹是一种常见的机械连接方式,用于连接和固定机械零件。
在制造和维修中,经常需要测量螺纹的中径。
三针法是一种常用的测量螺纹中径的方法。
三针法的原理是利用三根针尖接触螺纹的顶部和两侧,测量其距离,从而确定螺纹的中径。
三针法测量的精度较高,适用于大多数螺纹的中径测量。
三针法的具体步骤如下:
1.选取三根长度相等的针,一般直径为1.5mm。
2.将两根针放在螺纹的两侧,使针尖接触螺纹的侧面,调整针的位置,使其与螺纹轴线平行。
3.将第三根针放在螺纹的顶部,使针尖接触螺纹顶面,调整针的位置,使其与螺纹轴线垂直。
4.用千分尺或外观检验仪等精密测量工具测量三根针之间的距离。
5.将测量值代入公式计算螺纹的中径。
三针法测量螺纹中径方法的优点是测量精度高,适用于大多数螺纹的中径测量。
但也存在一些限制和注意事项:
1.三针法测量只适用于内螺纹的中径测量。
2.三针法测量需要针尖和螺纹轴线平行,针尖和螺纹顶面垂直,调整不当会导致测量误差。
3.三针法测量需要精密测量工具,要求测量精度高,操作技能要求高。
4.三针法测量时需要注意针的长度和直径,选择合适的针具有重要意义。
三针法是一种常用的测量螺纹中径的方法,使用起来较为简单,测量精度高,适用于大多数螺纹的中径测量。
但也需要注意其局限性和注意事项,以保证测量的准确性和可靠性。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
.三针测量法用量针测量螺纹中径的方法称三针量法,测量时,在螺纹凹槽内放置具有同样直径D 的三根量针,如图(e)示,然后用适当的量具(如千分尺等)来测量尺寸M 的大小,以验证所加工的螺纹中径是否正确。
螺纹中径的计算公式:d 2=M -D)2sin 11(α++21t*ctg 2α M :千分尺测量的数值(mm)、D :量针直径(mm)、α/2:牙形半角、t :工件螺距或蜗杆周节(mm)量针直径D 的计算公式: D=212cos αt如果已知螺纹牙形角,也可用下面简化公式计算:图(e)例2对M24﹡1.5D 及螺纹中径d 2 ? 解 ∵ α = 60°代入D=0.577t 中 得D=0.577﹡1.5=0.8655mm∴ d 2=24.325-0.8655(1+1/0.5)+1.5﹡1.732/0.5=23.0275mm与理论值(d 2=23.026)相差△=23.0275-23.026=0.0015mm ,可见其差值非常的小。
实际上螺纹的中径尺寸,一般都可以从螺纹标准中查得或从零件图上直接注明,因此只要将上面计算螺纹中径的公式移项,变换一下,便可得出计算千分尺应测得的读数公式:M=d 2+D )2sin 11(α+-21t*ctg 2α例32的读数值?解 ∵ α = 60°代入上式 M = d 2+3D -0.866t = 23.026+3﹡0.866-0.866﹡1.5=24.325mm5.双针测量法双针测量法的用途比三针测量法还要广泛,如螺纹圈数很少的螺纹,以及螺距大的螺纹(螺距大于6.5),都不便用三针量法测量,而用双针量法测量则简便可行,对于普通螺纹,牙形角α =60°,如图(f)示。
图(f)d 2=M ˊ-3D -)(8'2D M t -+0.866t M ˊ:双针量法的测量尺寸(mm)(d 2、D 、t 的含义同前,在图(f)上不再标注)从上公式中可看出,在公式右端第一项与第三项中都含有M ˊ值,而M ˊ值需要在测量之前就计算出来,直接应用上述公式是不便计算理论M ˊ值,需对上式化简才能求出,以便在加工时准确控制M ˊ尺寸,保证螺纹中径d 2合格。
双针量法测量螺纹中径用M ˊ值的计算如下:由上式变形为:d 2=(M ˊ-D)-2D -)(8'2D M t -+0.866t设 M ˊ-D = x 上式变为:d 2= x -2D -x t 82+0.866t将上式变形为:8 x d 2= 8 x 2-16 x D -t 2+0.866(8 x) t整理后变为: x 2+(0.866 t -2 D -d 2) x -82t =0求解出x 来x 1= 21222221)2866.0()2866.0(t d D t d D t +--+--- x 2= 21222221)2866.0()2866.0(t d D t d D t +------舍去x 2这个根,保留x 1得出:x =21222221)2866.0()2866.0(t d D t d D t +--+---将上式代入 M ˊ-D = x 进一步求解M ˊ:M ˊ=21222221)2866.0()2866.0(t d D t d D t +--+---+D这就是用双针法测量普通螺纹中径的理论值M ˊ的公式例4用双针量法测量M12(6h)的螺纹,已知D = 1.008mm ,d 2=10.863,求用双针量法测量时测得的读数 ?解 ∵ M12的粗牙螺纹 α = 60° 螺距 t =1.75mmM ˊ=21222221)2866.0()2866.0(t d D t d D t +--+---+D=212275.121)863.10008.1*275.1*866.0()863.10008.1*275.1*866.0(+--+---+1.008=12.4051mm而螺纹中径本身存在着公差,所测量出来的值也有范围。
由于螺纹是标准件,使用极其广泛,检测其精度是否符合标准是常见的工作,上面所介绍的几种测量方法也是常用的,对其归纳、总结、推导和演绎,希望对检测工作有所帮助。
(责任编辑 高炳易) 岗位职责1、完成产品相关检验工作(产品的潜在的、出现的质量问题);2、做好数据统计、记录真实且有效完整;3、负责产品质量状态标识工作,严格控制不良品;4、负责工作现场的环境管理及检验工具的维护保管。
sin1=0.01745240643728351 sin2=0.03489949670250097 sin3=0.05233595624294383 sin4=0.0697564737441253 sin5=0.08715574274765816 sin6=0.10452846326765346 sin7=0.12186934340514747 sin8=0.13917310096006544 sin9=0.15643446504023087 sin10=0.17364817766693033 sin11=0.1908089953765448 sin12=0.20791169081775931 sin13=0.22495105434386497 sin14=0.24192189559966773 sin15=0.25881904510252074 sin16=0.27563735581699916 sin17=0.2923717047227367 sin18=0.3090169943749474 sin19=0.3255681544571567 sin20=0.3420201433256687 sin21=0.35836794954530027 sin22=0.374606593415912 sin23=0.3907311284892737 sin24=0.40673664307580015 sin25=0.42261826174069944 sin26=0.4383711467890774 sin27=0.45399049973954675 sin28=0.4694715627858908 sin29=0.48480962024633706 sin30=0.49999999999999994 sin31=0.5150380749100542 sin32=0.5299192642332049 sin33=0.544639035015027 sin34=0.5591929034707468 sin35=0.573576436351046 sin36=0.5877852522924731 sin37=0.6018150231520483 sin38=0.6156614753256583 sin39=0.6293203910498375 sin40=0.6427876096865392 sin41=0.6560590289905073 sin42=0.6691306063588582 sin43=0.6819983600624985 sin44=0.6946583704589972 sin45=0.7071067811865475 sin46=0.7193398003386511 sin47=0.7313537016191705 sin48=0.7431448254773941 sin49=0.7547095802227719 sin50=0.766044443118978 sin51=0.7771459614569708 sin52=0.7880107536067219 sin53=0.7986355100472928 sin54=0.8090169943749474 sin55=0.8191520442889918 sin56=0.8290375725550417 sin57=0.8386705679454239 sin58=0.848048096156426 sin59=0.8571673007021122 sin60=0.8660254037844386 sin61=0.8746197071393957 sin62=0.8829475928589269 sin63=0.8910065241883678 sin64=0.898794046299167 sin65=0.9063077870366499 sin66=0.9135454576426009 sin67=0.9205048534524404 sin68=0.9271838545667873 sin69=0.9335804264972017 sin70=0.9396926207859083 sin71=0.9455185755993167 sin72=0.9510565162951535 sin73=0.9563047559630354 sin74=0.9612616959383189 sin75=0.9659258262890683 sin76=0.9702957262759965 sin77=0.9743700647852352 sin78=0.9781476007338057 sin79=0.981627183447664 sin80=0.984807753012208 sin81=0.9876883405951378sin82=0.9902680687415704 sin83=0.992546151641322 sin84=0.9945218953682733sin85=0.9961946980917455 sin86=0.9975640502598242 sin87=0.9986295347545738sin88=0.9993908270190958 sin89=0.9998476951563913sin90=1tan1=0.017455064928217585 tan2=0.03492076949174773 tan3=0.052407779283041196 tan4=0.06992681194351041 tan5=0.08748866352592401 tan6=0.10510423526567646tan7=0.1227845609029046 tan8=0.14054083470239145 tan9=0.15838444032453627tan10=0.17632698070846497 tan11=0.19438030913771848 tan12=0.2125565616700221 tan13=0.2308681911255631 tan14=0.24932800284318068 tan15=0.2679491924311227tan16=0.2867453857588079 tan17=0.30573068145866033 tan18=0.3249196962329063tan19=0.34432761328966527 tan20=0.36397023426620234 tan21=0.3838640350354158 tan22=0.4040262258351568 tan23=0.4244748162096047 tan24=0.4452286853085361tan25=0.4663076581549986 tan26=0.4877325885658614 tan27=0.5095254494944288tan28=0.5317094316614788 tan29=0.554309051452769 tan30=0.5773502691896257tan31=0.6008606190275604 tan32=0.6248693519093275 tan33=0.6494075931975104tan34=0.6745085168424265 tan35=0.7002075382097097 tan36=0.7265425280053609tan37=0.7535540501027942 tan38=0.7812856265067174 tan39=0.8097840331950072tan40=0.8390996311772799 tan41=0.8692867378162267 tan42=0.9004040442978399tan43=0.9325150861376618 tan44=0.9656887748070739 tan45=0.9999999999999999tan46=1.0355303137905693 tan47=1.0723687100246826 tan48=1.1106125148291927tan49=1.1503684072210092 tan50=1.19175359259421 tan51=1.234897156535051tan52=1.2799416321930785 tan53=1.3270448216204098 tan54=1.3763819204711733tan55=1.4281480067421144 tan56=1.4825609685127403 tan57=1.5398649638145827tan58=1.6003345290410506 tan59=1.6642794823505173 tan60=1.7320508075688767tan61=1.8040477552714235 tan62=1.8807264653463318 tan63=1.9626105055051503tan64=2.050303841579296 tan65=2.1445069205095586 tan66=2.246036773904215tan67=2.355852365823753 tan68=2.4750868534162946 tan69=2.6050890646938023tan70=2.7474774194546216 tan71=2.904210877675822 tan72=3.0776835371752526tan73=3.2708526184841404 tan74=3.4874144438409087 tan75=3.7320508075688776tan76=4.0107809335358455 tan77=4.331475874284153 tan78=4.704630109478456tan79=5.144554015970307 tan80=5.671281819617707 tan81=6.313751514675041tan82=7.115369722384207 tan83=8.144346427974593 tan84=9.514364454222587tan85=11.43005230276132 tan86=14.300666256711942 tan87=19.08113668772816tan88=28.636253282915515 tan89=57.289961630759144tan90=无取值圆的等分系数表:1--0.00000 2--1.00000 3--0.86603 4--0.707115--0.58779 6--0.50000 7--0.43388 8--0.382689--0.34202 10--0.30902 11--0.28173 12--0.2588213--0.23932 14--0.22252 15--0.20791 16--0.1950917--0.18375 18--0.17365 19--0.16459 20--0.15643■整理就是区分必需和非必需品,现场不放置非必需品:△将混乱的状态收拾成井然有序的状态△5S管理是为了改善企业的体质△整理也是为了改善企业的体质■整顿就是能在30秒内找到要找的东西,将寻找必需品的时间减少为零:△能迅速取出△能立即使用△处于能节约的状态■清扫将岗位保持在无垃圾、无灰尘、干净整洁的状态,清扫的对象:△地板、天花板、墙壁、工具架、橱柜等△机器、工具、测量用具等■清洁将整理、整顿、清扫进行到底,并且制度化;管理公开化,透明化。