三针法测量外螺纹中径
螺纹螺距及中径的三针测量

+4.864× 3.6-1.866 ×7
=40.948
-0.115 -0.380
即M的范围为40.833~40.568
因某螺纹的M值为40.660,在M的范围40.833~40.568之 外,故该螺纹的中径合格。
用单针法测螺纹中径 A= d0+M 2
A 0-25
举例
例1、用单针测量Tr36 × 6--8e的丝杆时,量得工件的实际外径
测量结果:螺纹千分尺的读数即为中径
0-25
0-2
量针
量针最佳
量针过大
量针过小
上测头
下测头
量针 d2
三针测量
上测头
钢针
下测头
用三针法测螺纹中径
测普通螺纹
M=d2+3dD-0.866P
dD最佳=0.577P
测梯形螺纹
M=d2+4.864dD-1.866P
dD最佳=0.518P
M 0-25
举例
例1、用三针法测M20普通螺纹中径,已知螺纹中径的基本尺
-0.125 -0.480
+4.864× 3.1-1.866 ×6
=40.882
-0.125 -0.480
即M的范围为40.757~40.402
因某螺纹的M值为40.360,在M的范围40.757~40.402之 外,故该螺纹的中径不合格。
课堂练习2
用三针测量Tr40 ×7的丝杆,已知螺纹中径的基本尺寸和极限
-0.02 -0.198
+ 3× 1.1-0.866 ×2
=16.269
-0.02 -0.198
即M的范围为16.249~16.071
课堂练习1
用三针法测M24普通螺纹中径,已知螺纹中径的基本尺寸和极限偏差为
三针测中径计算公式
三针测中径计算公式
D=d1+d2+d3-A
其中,D为孔洞的直径,d1、d2、d3分别为三根针测量得到的孔洞直径,A为三者距离孔洞边缘的最短距离之和。
1.准备三把针,使它们相互垂直。
2.将孔洞放在被测工件上,确保孔洞中心与三针的交点重合。
3.用三根针分别测量孔洞的直径,记录下d1、d2、d3的数值。
4.测量三根针距离孔洞边缘的最短距离,记录下距离数值。
5.根据上述公式计算出孔洞的直径D。
当然,三针测中径也存在一些局限性。
首先,该方法只适用于圆形孔
洞的测量,对于其他形状的孔洞不适用。
其次,由于需要测量距离等参数,对测量人员的技术水平有一定要求。
此外,对于较小直径的孔洞,测量容
易受到针与孔洞边缘之间夹杂物的影响,影响测量结果的准确性。
综上所述,三针测中径是一种常用的测量方法,可以用于测量圆形孔
洞的直径。
通过合理使用该方法,并结合其他测量技术,可以有效地提高
测量结果的准确性。
螺纹计算公式三针测量法
螺纹计算公式三针测量法螺纹计算是工程测量中的一种常见应用,用于确定螺纹的实际尺寸和公差。
螺纹的测量可以采用多种方法,其中包括三针测量法。
三针测量法是一种直接测定螺纹内外直径的方法,通过测量螺纹内外径和嵌套圆柱体的中径,可以计算出螺纹的各项参数。
三针测量法的主要步骤如下:1.准备工作:选择合适的螺纹测微计、针杆和跳绳,并对其进行校准。
同时,准备好螺纹规和支持平台以便于测量。
2.初始测量:首先,用螺纹规测量被测工件的螺纹规格,以确定测量采用的螺纹规格和公差。
3.内直径测量:将内径测量座固定在支持平台上,将工件置于内径测量座内,用螺纹规的测头对螺纹内径进行触摸测量,记录并计算出内径。
4.外直径测量:将工件放置于支持平台上,用螺纹规和测微计完成对最大外直径和最小外直径的测量,记录并计算出外径。
5.中径测量:将工件的嵌套圆柱体平放在支持平台上,用螺纹规和测微计完成对最大中径和最小中径的测量,记录并计算出中径。
6.计算公式:根据已知的内径、外径和中径的测量结果,可以使用以下公式计算螺纹的重要参数:内径=中径-(绕线高度x2)外径=中径+(绕线高度x2)绕线高度=(最大外径-最小外径)/2注意:以上公式适用于国际标准螺纹,对于非标准螺纹需要根据实际情况进行适当的调整。
通过以上步骤和公式的计算,可以得出螺纹的各项参数,包括内径、外径、中径和绕线高度等。
这些参数对于螺纹的加工和装配具有重要的参考价值,能够确保螺纹的尺寸和公差符合设计要求。
螺纹计算是一项复杂而精密的工作,需要仔细操作和准确测量。
在进行螺纹计算之前,需要对测量设备进行校准和调整,并在实际操作中注意排除一些可能的误差和干扰。
同时,在计算结果不确定的情况下,可以进行多次测量和平均计算,以提高测量的准确性和可靠性。
总结起来,三针测量法是一种可靠的螺纹测量方法,可以直接测定螺纹的内外直径,并通过计算得出螺纹的重要参数。
准确的螺纹计算对于工程制造和装配具有重要的意义,能够确保螺纹的质量和性能符合要求。
三针测量外螺纹中径

三针测量外螺纹中径[学习重点]1.熟悉用三针法测量外螺纹的方法。
2.学会选择最佳三针。
[仪器用具]三针、螺旋千分尺(或测长仪器)、螺纹。
[测量原理]1.三针法测量中径用三针法测量螺纹中径是一种间接测量的方法。
如图18-1所示,将三根直径相同的量针放在被测螺纹的牙槽内,而且单根量针应放置在成对使用的两根量针对面的中间牙槽里。
在一定的测量力作用下,三针与螺纹槽侧面可靠接触,测量出三针外尺寸间的跨距M值,再通过公式(1)计算,即可求得被测螺纹的中径d2。
测量M值时,可采用接触式量仪(如千分尺或测长仪等)进行绝对测量,也可采用光学计或其它测微仪通过与量块比较进行相对测量。
(18-1)式中dD ──三根量针直径的平均值,图18-1 测量中径原理图1---接触式量仪2---被测螺纹3---三针dD1 为螺纹一边的单根量针的直径; dD2 、dD3 为螺纹另一边成对使用的两根量针的直径。
P ──螺距α/2 ──螺纹牙型半角2.最佳三针的确定为了避免由于牙形角误差影响测量结果,从图18-2中可以看出量针与螺纹牙形角侧面相切正好在螺纹的单一中径处,因而牙形角的变化不影响量针位置,即测量结果不受牙形半角误差Δα/2的影响,此时三针直径为最佳量针直径,其量针直径dD0 '图18-2 最佳三针直径位置图1---被测螺纹2---量针直径在实际工作中,如果成套的三针没有最佳三针,可选用与最佳值相接近的三针直径来代替,一般选用的三针直径应能保证其与牙侧的接触点在中径牙面交点上下1/8牙面长度(L)范围内,如图18-3所示。
图18-3 代用三针直径位置图1---被测螺纹2---量针直径[实验内容]1.选择最佳三针按公式(2)计算最佳三针直径,以此为依据挑选三针。
若无合适的三针,则可选用与最佳三针接近的三针。
2.测量M值按图18-1将三针装好,用千分尺分别在三个等距截面内进行测量,记下各个位置上的读数值,此值也就是各个位置上测得的M值。
螺纹螺距及中径的三针测量
-0.059 -0.272
即A的范围为36.357~36.144
-0.125 -0.480
+4.864× 3.1-1.866 ×6
=40.882
-0.125 -0.480
即M的范围为40.757~40.402
因某螺纹的M值为40.360,在M的范围40.757~40.402之 外,故该螺纹的中径不合格。
课堂练习2
用三针测量Tr40 ×7的丝杆,已知螺纹中径的基本尺寸和极限
-0.02 -0.198
+ 3× 1.1-0.866 ×2
=16.269
-0.02 -0.198
即M的范围为16.249~16.071
课堂练习1
用三针法测M24普通螺纹中径,已知螺纹中径的基本尺寸和极限偏差为
Φ22.052
-0.02
-0.20
,求千分尺读数M值的范围。若某个螺纹的M值是24.555,问
该螺纹中径是否合格?
解: ①求量针直径
dD最佳= 0.577P=0.577×3=1.731mm 取量针直径为1.7毫米
②求M值
M=d2+3dD-0.866P=22.052--00..0220 +3× 1.7-0.866 ×3
=24.554
-0.02
-0.20
即M的范围为24.354~24.534
因为该螺纹的M值是24.555,不在M的范围24.534~24.354内,故不合格。
即M的范围为20.391~20.193
课堂练习
1、用三针法测M16普通螺纹中径,已知螺纹中径的基本尺
寸和极限偏差为Φ14.701
-0.02 -0.198
,求千分尺的读数范围。
用三针法测螺纹中径

实训项目二十六用三针法测螺纹中径一、实验要求选择合适的测量工具测出图中所示螺纹的中径。
二、实验目的1、能根据被测螺纹公称直径选择合适的千分尺。
2、掌握用千分尺测量普通螺纹中径的方法。
3、掌握选用最佳三针直径的方法。
4、会正确地应用相关公式进行计算。
5、学会根据得出的螺纹中径值进行判断:螺纹中径尺寸是否合格。
三、实验设备和工具千分尺一把、三针一副、普通螺纹零件一个四、实验原理三针法测量的原理是将三根直径相同的量针,放在螺纹牙沟槽的中间,用千分尺测量出三根量针外素线之间的跨距值M ,再根据已知的螺距P 、牙型半角2a 及量针的直径d 0的数值计算出螺纹的中径。
式中:M ——跨距值 P ——螺距 2a——牙型半角d 0——量针的直径 d 2——普通螺纹的中径。
三针法测量螺纹中径的方法是间接测量方法,其最大优点是测量精度较高,检测方便,所以应用很广泛。
五、 实验内容1、 确定最佳三针利用以下公式首先计算出最佳三针的直径,再以此为依据挑选出最佳三针。
2、测量出跨距值M用千分尺与三针按图中所示方法测量出三针外素线间的跨距值M。
3、用公式计算出螺纹中径d2由于本实验的被测螺纹是普通螺纹(三角形螺纹),因此牙型角为60°,将其代入公式中,原公式可简化为:把测出的跨距值M、最佳三针的直径d0、螺距P带入上式中,从而计算出中径值d2。
六、实验步骤1、根据被测螺纹公称直径M20,选定测量范围正确的千分尺。
2、根据螺距P计算出最佳三针的直径,选出三量针。
3、测量前将三针的测量面和被测螺纹的螺纹槽擦干净,放到测头与测杆之间,再将三针插入螺纹槽中,使量针与螺纹牙侧相切并凸出螺纹槽,旋转千分尺的微分筒,直到棘轮发出响声,此时千分尺上的读数即为跨距值M,用这样的方法在三个等距截面内进行测量,测出跨距值,并作好记录。
4、用实验值进行计算,得出螺纹中径,判断并填写实验报告。
七、思考题1、在选择三针时为什么要选择最佳三针?2、三针法适合于测量哪种类型的螺纹?3、如何判定螺纹中径合格与否?。
用三针法测螺纹中径

实训项目二十六用三针法测螺纹中径一、实验要求选择适合的丈量工具测出图中所示螺纹的中径。
二、实验目的1、能依据被测螺纹公称直径选择适合的千分尺。
2、掌握用千分尺丈量一般螺纹中径的方法。
3、掌握采用最正确三针直径的方法。
4、会正确地应用有关公式进行计算。
5、学会依据得出的螺纹中径值进行判断:螺纹中径尺寸能否合格。
三、实验设施和工具千分尺一把、三针一副、一般螺纹部件一个四、实验原理三针法丈量的原理是将三根直径同样的量针,放在螺纹牙沟槽的中间,用千分尺丈量出三根量针外素线之间的跨距值M,再依据已知的螺距 P、牙型半角a及量针的直径d0的数值计算出螺纹的中径。
2式中: M——跨距值P——螺距a——牙型半角2d0——量针的直径d2——一般螺纹的中径。
三针法丈量螺纹中径的方法是间接丈量方法,其最大长处是丈量精度较高,检测方便,所以应用很宽泛。
五、实验内容1、确立最正确三针利用以下公式第一计算出最正确三针的直径,再以此为依照精选出最正确三针。
2、丈量出跨距值M用千分尺与三针按图中所示方法丈量出三针外素线间的跨距值M。
3、用公式计算出螺纹中径d2因为本实验的被测螺纹是一般螺纹(三角形螺纹),所以牙型角为60°,将其代入公式中,原公式可简化为:把测出的跨距值M、最正确三针的直径d0、螺距 P 带入上式中,进而计算出中径值 d2。
六、实验步骤1、依据被测螺纹公称直径M20,选定丈量范围正确的千分尺。
2、依据螺距P计算出最正确三针的直径,选出三量针。
3、丈量前将三针的丈量面和被测螺纹的螺纹槽擦洁净,放到测头与测杆之间,再将三针插入螺纹槽中,使量针与螺纹牙侧相切并凸出螺纹槽,旋转千分尺的微分筒,直到棘轮发出响声,此时千分尺上的读数即为跨距值 M,用这样的方法在三个等距截面内进行丈量,测出跨距值,并作好记录。
4、用实验值进行计算,得出螺纹中径,判断并填写实验报告。
跨距最正确中螺纹螺距螺纹中径实验值 M径值 d0中径d2P极限尺寸结论第 1 点第 2 点第 3 点七、思虑题1、在选择三针时为何要选择最正确三针?2、三针法适合于丈量哪一种种类的螺纹?3、怎样判断螺纹中径合格与否?4、。
三针法测量螺纹中径

上表所示的螺纹精度为2A,其余精度的螺纹不适用上表,蓝色区域为可编辑区域,黄色区域为不可编辑,不用输入数据即可自动计算。
制表:韩云停 日期:2010.06.19
用三针法测量外螺纹中径
式中,M 为测得值(mm ),d 0为三针直径(mm );α为牙型角(°)。
用三针法测量统一螺纹(外螺纹)中径
M-m-(D 0-d 0)根据上式计算出的数值查三角函数正弦值,即可求得牙型半角,牙型半角×2即为牙型角。
sin (α/2)=
式中,D O 为较大的量针直径,d 0为较小的量针直径,
M 为量针D O 时测量值,m 为量针d o 时测量值。
采用两种不同规格的量针测量牙型角,牙型半角α/2的计算式:
D 0-d 0。
螺纹螺距及中径的三针测量

解: ①求量针直径
dD最佳= 0.577P=0.577×2.5=1.44mm 取量针直径为1.4毫米
②求M值
M=d2+3dD-0.866P=18.376-0-.02.1082
=20.411
-0.02
-0.218
+3× 1.4-0.866 ×2.5
即M的范围为20.391~20.193
精选PPT
18
课堂练习
1、用三针法测M16普通螺纹中径,已知螺纹中径的基本尺
寸和极限偏差为Φ14.701
-0.02 -0.198
,求千分尺的读数范围。
解: ①求量针直径
dD最佳= 0.577P=0.577×2=1.154mm 取量针直径为1.1毫米
②求M值
M=d2+3dD-0.866P=14.701
-0.02 -0.198
上测头进入槽中
精选PPT
下测头卡住螺牙
11
用螺纹千分尺测中径
0-25
精选PPT
12
用螺纹千分尺测中径
操作要点
下测量头不动 上测量头前后摆动,找最大直径处。
测量结果:螺纹千分尺的读数即为中径
0-25
精选PPT
13
0-2
量针
量针最佳
量针过大
量针过小
上测头
下测头
精选PPT
14
量针
d2
精选PPT
15
精选PPT
7
螺纹中径尺寸的作用----影响配合精度 无法拧进
外螺纹中径尺寸大了----无法配合
精选PPT
8
螺纹千分尺结构
微分筒 刻度尺 上测量头 下测量头
0-25
精选PPT
三种螺纹测量方法的比较

三种螺纹测量方法的比较本文介绍了几种螺纹参量的测量方法:综合测量法(量规测量法)、三针测量法和仪器测量法等,并对这几种测量法进行了比较。
综合测量法(量规测量法)测量螺纹效率高,三针测量法适合测量外螺纹中径,仪器测量法则可以一次测出多个参数。
一、综合测量法(量规测量法)螺纹的检验可用综合测量,也可单项测量。
螺纹量规检验螺纹属综合测量。
螺纹量规的形状和被测螺纹量规的形状相反,通规与止规配对使用。
目前工厂使用的螺纹量规一般按图 1 所示的传递系统传递。
由图 1 可看出,内、外螺纹制件均可通过一种合格的螺纹量规以旋合法检验,其基本要点是:1)螺纹基本尺寸集中控制在外螺纹量规上,这是因为外尺寸简单,易达到足够的准确度。
2)螺纹量规(塞规或环规)与制件旋合,是一种理想的螺旋副,这时检验制件的塞规或环规就是一种传递尺寸的理想标准,它满足量学上的一个基本准则,即量规仅用基准尺寸与被检制件进行比较,通过的量规(1」、1Y、T)是全牙形,它控制被检制件的全部尺寸,不通过量规(TZ、zZ、Z),则是截短牙形,它只控制被检制件的实际螺纹中径尺寸。
图 1 螺纹量规的传递系统螺纹与制件旋合,可出现四种典型情况:1)量规与制件半角相等,但其中有一个偏斜,只要中径不一样,它们能旋合,但牙面是点接触。
2)螺距不同,但只要内螺纹中径~gp[- 螺纹中径足够大,同样也可能出现点接触。
3)中径一样大,半角不同,这时不能旋合。
4)半角不同,但中径有足够差别,它们也可旋合。
因此,只要采用通端和止端的两种量规,就可对螺纹制件的全部尺寸(螺纹内径、中径、外径、螺距、牙型角)进行综合检查。
1.1 检验内螺纹的量规1)通端工作塞规用以控制被检内螺纹的大径最小极限尺寸和作用中径的最小极限尺寸,其牙型完整,螺纹长度与被检螺纹长度一样,一般8〜9扣,合格标志为顺利通过被检内螺纹。
2)止端工作塞规控制被检内螺纹的实际中径,为消除牙型误差,制成截断牙型,为减少螺距误 1 1 差影响,其扣数为2 1〜3扣,合格标志是不能通过,但可以部分旋入,多于4扣的内螺纹旋入量不得多于 2 扣;少于 4 扣的,两端旋入量不得多于 2 扣。
三针测量法是测量外螺纹中径的一种比较精密的方法

三针测量法是测量外螺纹中径的一种比较精密的方法1.原理三针测量法是基于圆的几何关系而建立的一种测量方法。
它利用三根测定针将一个螺纹两个相对的线周的最外点与中间线柔性之外点连接为一三角形,然后通过计算几何学公式得到螺纹中径的测量结果。
这种方法的原理是通过测量三线间的距离变化来测量螺纹中径的大小。
2.测量步骤(1)选择合适的三根测量针,一般情况下,选择针头直径与螺纹中径接近,弯曲方便的细针。
测量针的数量取决于工件的形状和尺寸,一般选择三根测量针。
(2)将三个测量针固定在一个测量夹具上,并确保它们两两之间的距离相等,并且垂直于螺纹轴线。
(3)将测量夹具放置在螺纹的两侧,以确保螺纹被三根测量针夹住。
(4)观察并记录测量针与螺纹外侧的接触点。
由于测量针比螺纹中径小,因此测量针与螺纹的接触点位于三角形的顶点处。
(5)旋转测量夹具,使测量针与螺纹的不同侧面接触,并重复步骤4,测量针与螺纹不同侧面的接触点。
(6)根据三个测量点的位置数据,计算出螺纹中径的大小。
一般采用合理的几何计算公式进行计算。
3.注意事项(1)在使用三针测量法之前,必须确保测量针和螺纹的表面都是干净的,以免影响测量结果。
(2)为了获得更准确的测量结果,建议在多个位置对螺纹进行测量,并取多次测量的平均值作为最终的测量结果。
(3)对于精密测量,测量针的选择非常重要。
应根据具体测量要求选择针头直径与螺纹中径接近的细针。
(4)为了减小误差影响,测量时应轻轻触碰螺纹,避免过度压力对测量结果的影响。
(5)在测量过程中,应尽量控制外力的影响,避免振动和冲击对测量结果的影响。
三针测量法是一种相对较精密的测量方法,可以用于测量螺纹中径的直径、圆度等参数。
通过合理选择测量针、严格执行测量步骤和注意事项,可以提高测量结果的准确性和可靠性,为工件的生产和质量控制提供有效的数据依据。
对螺纹三针测量的分析

在 螺 纹 新 国 标 (指 GB2515 - 91, GB197- 81)颁布后 , 由于新国标中既有螺纹 中径这一术语及其定义 , 又出现了与中径术 语概念有别的单一中径术语及其定义 , 人们 对三针测量法所测得的是中径还是单一中径 提出疑问。 一些介绍螺纹新国标的资料 ,还提 出这样一种论断: “ 三针测量法测得的是单一 — 46 —
M —— 测量得到的外跨距尺寸 ; d0—— 量针直径 (理论值 ); ——对称螺纹牙型角 (理论值 ); α —— 螺距 (理论值 ); t t(△ ( t )—— 考虑螺距实际偏差的修正量 ; f (△α) —— 考虑牙型角实际偏差的修正 量; f(△ ad0 )——考虑量针直径实际偏差的修 正量 ; A1——考虑螺旋升角影响 , 使实际 M 尺 寸增大的斜位修正量 ; A2——考虑测量力影响 , 使实际 M尺寸 减小的压陷修正量。
二、 螺纹中径与外跨距尺寸 M 的关系 新国标中 ,中径的定义为: 一个假想圆柱 的直径 , 该圆柱的母线通过牙型上沟槽的凸 起宽度相等的地方 (图略 )。 三针测量时 , 若不考虑螺纹螺旋升角及 测量力的影响 ,螺纹中径与 M 及其他一些参 数的关系如图 3所示。 由图 3知 : d2= M- 2AB= M- 2( AD- BD) , d0 1 而 AD= AO+ OD= (1 + ) 2 α si n 2
中径。 ” 遗憾的是至今尚难看到与此有关的令 人信服的论证。这有碍于三针测量法的正确 运用 ,有碍于对螺纹产品质量的正确控制。 根据对纹新国标中单一中径及中径定义 的分析 , 在资料〔1〕中本人曾提出: “ 中径与单 一中径既有区别又有联系……用三针测量法 不 仅可 以测得 单一 中径 值 , 也 可测 得中 径 值。 ” 在资料 〔2〕中 , 本人发表了螺纹单一中径 与中径之间数量关系式 , 这解决了单一中径 与中径的换算问题。本文准备进一步根据螺 纹新国标中单一中径及中径定义 , 分析它们 与三针测量时外跨距尺寸 M 的关系 , 同时还 准备对目前常用的计算三针测量结果的计算 公式作一些分析。 一、 螺纹单一中径与外跨距尺寸 M 的关 系
三针测量法计算公式
三针测量法
螺纹测量计算:
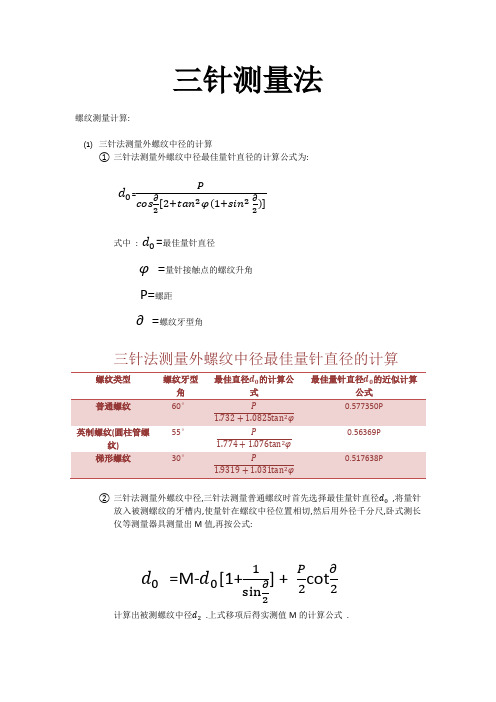
⑴ 三针法测量外螺纹中径的计算
① 三针法测量外螺纹中径最佳量针直径的计算公式为:
d 0=P
cos ð2[2+tan 2φ(1+sin 2 ð2
)]
式中 : d 0=最佳量针直径 φ =量针接触点的螺纹升角
P=螺距
∂ =螺纹牙型角
三针法测量外螺纹中径最佳量针直径的计算
螺纹类型 螺纹牙型
最佳直径d 0的计算公
最佳量针直径d 0的近似计算
英制螺纹(圆柱管螺
纹) 55° 1.774+1.076tan 2φ
② 三针法测量外螺纹中径,三针法测量普通螺纹时首先选择最佳量针直径d 0 ,将量针
放入被测螺纹的牙槽内,使量针在螺纹中径位置相切,然后用外径千分尺,卧式测长仪等测量器具测量出M 值,再按公式:
d 0 =M -d 0[1+
1
sin ð2
] + P 2
cot ð
2
计算出被测螺纹中径d 2 .上式移项后得实测值M 的计算公式 .
M=d2+d0[1+1
sinð] -P
2
cosð
2
式中: d0=最佳量针直径
d2=被测螺纹中径
P=螺距
∂ =螺纹牙型角
M=量具测量出的实测值
当已知螺纹牙型角∂后,简化计算公式下表
实测值M的简化计算公式
螺纹牙型角M值的简化计算公式
30°M=d2+4.8637d0– 1.8660P
40°M=d2+3.9238 d0– 1.3737P
55°M=d2+3.1657d0– 0.9605P。
【doc】螺纹中径三针测量法计算公式的比较选用

螺纹中径三针测量法计算公式的比较选用螺纹中径三针测量法计算公式的比较选用一,概述代天臻众所周知,外螺纹中径三针测量法值的计算公式(1)称为基率公式,它是假设量针为位于螺纹轴向截面内的板薄圆片同时与两侧牙面接触于中径附近且是在测量力为零的条件下推导出来的.实际测量时,这两项假设是不存在的,因此必须考虑两项因素的补偿值当螺纹升角<3.时,这两项误差固相互补偿影响很小可忽略不计.但对于梯形螺纹,多头螺纹,蜗杆等升角较大的螺纹量规和制件必须考虑由升角引起的量针斜度位置校正值.(鬟于测力的补偿本文从略).为使螺纹量规和制件加工检验,入库和周期检定量值统一,前段时期我厂工具车问和计量室参考有关资料统一选甩下列计算公式:t=rf+.(1+)_2.,2(1)2此式用于升角≤1的螺纹,M一"+;)_.号2口旦=f口旦×cos22或2=M+,()'卜誓:cos詈此式用于入≤3.的螺纹,Ⅳ:Ⅳ,+::号号)C=ci9此式用于入>3.的螺纹.现在的问题是对于升角入>3.的螺纹特别是梯形螺纹,多头螺纹(入达8以上),上述计算式精度较差,计算出的M值误差很大,必须考虑选用更为精确的计算式.目前,从有关资料所见到的按不同计算原理推导出的,近似程度各不相同的斜度校正值计算公式不下数十种,其计算精度差别很大(计算值差异达数毫米).但大都认为,由苏联柯塔依主编的机械制造生产检查手册》提供的超越函数计算公式(5)具有较高的计算精度,它用逼近法逐步求解精确计算结果.无论用最佳量针或非最佳量针都能获得满意的计算值,特别适用于各种多头,大升角梯形螺纹.M=2d.(5)口sin旦:"cos旦+兰一2再|v:一!2i一(百告一t.~.t_.+doctg22cos旦2sin…式中:do--针径导一半角n一头数(3) 一牙距dz一中径计算出,y值后,必须验算其是否满(4)足计算M值的精度要求,为此还要计算出计算误差;2xdoUCos=三nl(上2一也r哮一)2"sjn旦C=一~一△C=C一C△":一————一.2il三2若△足鲭小时(如<0.0001)则上计算出l的,Y值即可用来计算值,否则应以":"4-△"作为新的值代回上式计算出新的x,,C,C~NAu直至△"足蟹小为止.由上述可知计算很复杂,需多次反复求解,化费时间长且易出错(用函数计算器计裹1算一个M值约需2小时多),不适于生产硷验和日常检定工作中使用.二,斜度校正值计算公式的比较分析目前,微机和可编程计算器越来越广泛地应用于计量管理数据处理中,应用微机米进行大量复杂的运算:I}常方便.笔者在7』—80微机上用/iASIC语言编程,选取了J4个斜度校正值计算式(表1)对一批不同升角的螺纹量规和制件的枝正值进行了计算,并与(式)精确公式的计算结果进行了比较和分析.对其中一部份计算结果列于表2.序号量针斛度控正值计算甚五(1)式(2)式(3)式(4)_It(5)式+d0{一一sin—兰÷.÷g_J(一-c2rZd2(1+don/d2)8MB;d:+d.(1+—一)一一ct9—+—Ld0f:^c.s—竺一c一=gⅣ.:一三一c0s—坚一c坷—璺一—————生——一20:d!"2一三.口一1.÷.Ta咖董乏.11Ⅳ:1一Ⅳ—d0(—i_—坚一),K一印!c.sc蛔12!+d.(—ojn÷)=÷:^c.s等一c导一13Ⅳ】=1+一:^c一.——~d!一{—三一ftg—)J川一÷÷.÷公式来源线值计量技木之五(攥筑铡量)线值计量技术之五<螺皱测量>哉值计量技术之五<蟪皱测量>线值计量技术之五<蟪皱列量>蛆值量技术之五<螺皱到量><儿阿量实用利试手册>长度计量澍试丛书第十四分册t螺皱啦驻梗i量>,度鞋盐手册>几河量宝用测试手册,<几何量宴川测试手册)(媳垃测丑技妞文选><螺垃冽量拄木!,<螺纹盈技术文选毓,<螺薮验涮撼26¨.器I;;;{三{寺章三三亍;ii誉i;;.亍号享:;{三ii器篙罱嚣篙篙器蒿i量重;';童孽董≤童看导雩鲁霉2霉暑量暑童量暑暑基暑墓;;蠹毒蠹雪蠹蠹蠹星器曼墨莹萎善m0n¨N.nhh__三0∞¨__1"∞h_m^.∞一,()音..=,.蠹£^鲁m芒∞∞∞.々,\,乏,:矗NCn0h∞)西器0—0h∞.∞高.∞0h∞=搴0.0兽∞呻靠L6hN9I軎.0,害高.∞;*.;h.∞G一0∞薯鲁0,N.∞0L6h船≮圩H一盆.∞:h.≈.\二乏盆,.∞∞.h日0.0{0+.01.nH一高0.0...∞;匀穹—穹^..一∞h.≈..\8 .一..∞=日^由,,群N辩醛晕童n匹基絮窖_葛i6疆I宴鲞=Hl-匹车剁器兽H¨吾//雾高2暑苫兽器譬苫=善蓦笤7-誉.:"I=.I;I鼍iiii罨叠器拦嚣盅品斟鲁是嚣.+i;ii;;22宝2=2=!:i氢蠹:j三i三ii三;;h嚣mb∞∞.一.0N嚣∞竹嚣".9h0.0Nn.0许.心00一H0∞0g;∞N0"由∞h.∞竹嚣=.∞∞0.∞N0∞.∞0h∞∞0∞∞rNm∞.磊h∞等N女0竹竹【兮nnH砷h∞.Hn心∞NHH.H,∞00+鬈兽.0苫.0 0"HH.●时n0.0+.一+..一●hN.竹0.0∞0_..+, 雌00hr_.睾湖^窖0Y) 000._∞.0.0+ ∞.0∞000 蛊.0+∞hr.口●∞.0●0.0.0+ ∞..0∞0I_u0々.00.00一h.01..00十.0..0.∞00..T ∞00 宝.●由表2可以看出,对于<3.16.的螺纹全部计算式与(5)式精确计算值之差异不大予0.0057,对于3.16<<7.25.的螺纹(2),(3),(4),(9),(儿),(12)..(13)式与(5)式精确值之差异不大予0.O05mm.对于7.25.<l5.42.的螺纹只有(4),(13)式与(5)式精确值之差币大O.0057%当>15.d2.时必须阻(5)式精确缓为准,其它计算值误差很大,不能用.三,结论与建l义由上节比较结果可以列出适用予:同的螺纹升角的量针斜度校正值计算公式序号表(表3),各公式见表l.表5螺垃升角^≤35.35<^<8.s.≤≤20^<2D适用公式序推荐常用昔式<1>~(1d><:><2>~(5).(9>,(1】>~<]3><4> (><5><】讣(15><;>(;)使用函数型计算器时,应尽量在适用公式中选用简单的计算式,如推荐常用或简化后公式.有条件的工厂可使用微机或JDC一15004及,'一j9型可编程计算器计算并打印结果列表笔者在7'S一80微机上对上述14个公式编程进行了计算,其中(5)式精确复杂公式的BAS!C源程序片断如下; 38OU=0.5枭(D/:.(/2)~71(2书SfⅣ(."+,^(,2))390=U半c.(/2)+(3.1.'159,J,*US1N(A/2))/SOI~(4*3.4l6t2Ut2+(Ⅳ7-)々2)400j=~Ⅳ去了.采D./(2粜S0(43.14l59t22(V卡7')t2))4l0盯:2幸0(十2+2+Do:LtRIA'7"=".d20C=(3.1~159/(Ⅳ*7,))*(/2一D2TAⅣ(/2)一23.14159来D0帝U*CI)5:(1/2)/0(4睾3.14~59~2束t2一(|Ⅳ7')t2))430C2…y/x23.14159U牵SIⅣ(72)/(Ⅳ举,,)440C3=Cl—C:450U.=一Ⅳ,'C3/(23.14l59S』N(A/2))a60j}7U,<o.0001HE490d70U=U'÷Ul480GO?0390490LPRlN1'MP=tM5O0ⅣD其中,460句为判别计算精度一,170480句为继续进行第二次逼近计算,最后打印出满足要求的P值.今后本厂加工检验乖I周捡太升lfJ(,>4.)的螺纹量规或制件时,准备按(5)式用微机求解精确值,经验证詹使有关部1'1 统一起来.避免圉选用不同计算式而造成量值不统一.由于收集到的公式有限,公式转抄毋l计算也可能有误,敬请指正.。
圆锥螺纹三针量法中径计算公式的探讨
圆锥螺纹三针量法中径计算公式的探讨
最近,圆锥螺纹三针量法是一个广泛讨论的计算方法,它能够用来精确
测量周径和内径,可以有效改善工具测量的准确性和效率。
它主要用于测量
内径和外径,是由三根针从不同位置和不同角度接触精密量具上的圆锥螺纹
形螺纹而得到的。
圆锥螺纹三针量法的计算公式为:外径=H+[(a-h)+C*tanα]/cosα,其
中H和a分别为针的长度和宽度,h为针的头部高度,系数C为圆锥螺纹
的准确长度,α为针与圆锥螺纹的角度。
有了上述公式,就能精确测量出圆锥螺纹内径和外径。
在实际应用中,
需要根据实际测量需求,在垂直方向上改变测量位置,并计算出α和C的值,以精确测量出最终的圆锥螺纹的外径和内径。
圆锥螺纹三针量法的特点是其精度高,耗时短,因此,在精度要求较高
的精密量具测量中,三针量法的结果更加可靠和准确。
此外,圆锥螺纹三针
量法还具有操作简便,可以明显减少测量时间,是一种有效的误差控制手段。
总的来说,圆锥螺纹三针量法是一种快速,精准的量具测量技术,它能
有效改善工具测量的准确性和效率,并能显著减少误差。
外螺纹中径三针测量法
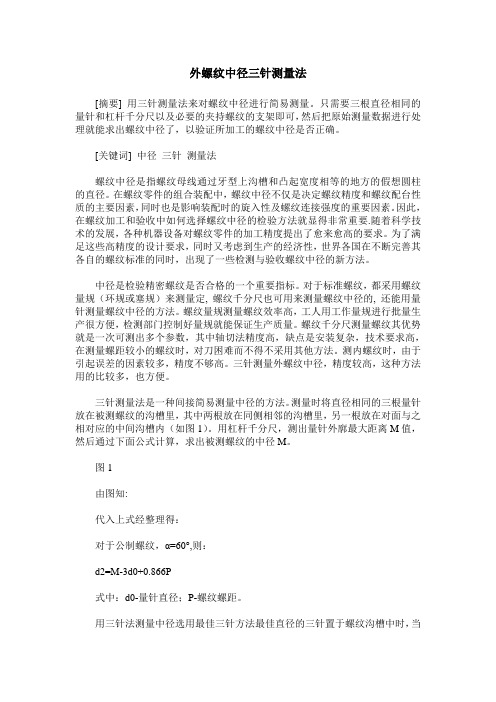
外螺纹中径三针测量法[摘要] 用三针测量法来对螺纹中径进行简易测量。
只需要三根直径相同的量针和杠杆千分尺以及必要的夹持螺纹的支架即可,然后把原始测量数据进行处理就能求出螺纹中径了,以验证所加工的螺纹中径是否正确。
[关键词] 中径三针测量法螺纹中径是指螺纹母线通过牙型上沟槽和凸起宽度相等的地方的假想圆柱的直径。
在螺纹零件的组合装配中,螺纹中径不仅是决定螺纹精度和螺纹配台性质的主要因素,同时也是影响装配时的旋入性及螺纹连接强度的重要因素。
因此,在螺纹加工和验收中如何选择螺纹中径的检验方法就显得非常重要.随着科学技术的发展,各种机器设备对螺纹零件的加工精度提出了愈来愈高的要求。
为了满足这些高精度的设计要求,同时又考虑到生产的经济性,世界各国在不断完善其各自的螺纹标准的同时,出现了一些检测与验收螺纹中径的新方法。
中径是检验精密螺纹是否合格的一个重要指标。
对于标准螺纹,都采用螺纹量规(环规或塞规)来测量定, 螺纹千分尺也可用来测量螺纹中径的, 还能用量针测量螺纹中径的方法。
螺纹量规测量螺纹效率高,工人用工作量规进行批量生产很方便,检测部门控制好量规就能保证生产质量。
螺纹千分尺测量螺纹其优势就是一次可测出多个参数,其中轴切法精度高,缺点是安装复杂,技术要求高,在测量螺距较小的螺纹时,对刀困难而不得不采用其他方法。
测内螺纹时,由于引起误差的因素较多,精度不够高。
三针测量外螺纹中径,精度较高,这种方法用的比较多,也方便。
三针测量法是一种间接简易测量中径的方法。
测量时将直径相同的三根量针放在被测螺纹的沟槽里,其中两根放在同侧相邻的沟槽里,另一根放在对面与之相对应的中间沟槽内(如图1)。
用杠杆千分尺,测出量针外廓最大距离M值,然后通过下面公式计算,求出被测螺纹的中径M。
图1由图知:代入上式经整理得:对于公制螺纹,α=60°,则:d2=M-3d0+0.866P式中:d0-量针直径;P-螺纹螺距。
用三针法测量中径选用最佳三针方法最佳直径的三针置于螺纹沟槽中时,当螺纹牙型两侧的接触点恰好在中径的位置上(如图2),这样就能避免牙型误差影响中径的测量结果,使测得值的中径值为单一中径值。
三针法测量外螺纹中径

三针法测量外螺纹中径
三针法是一种间接测量螺纹中径的方法。
测量时,将三根精度很高、直径相同的量针放在被测螺纹的牙凹中,用测量外尺寸的计量器具如千分尺、机械比较仪、光较仪、测长仪等测量出尺寸。
再根据被测螺纹的螺距、牙形半角和量针直径,计算出螺纹中径。
三针法测量是测量外螺纹中径的一种比较精密的方法。
如图9—1所示,测量时,在螺纹凹槽内放置具有相同直径的三根量针,然后,然后用千分尺测量尺寸M的大小,以验证所加工螺纹的中径是否正确。
三针测量外螺纹中径在实际工作中的运用
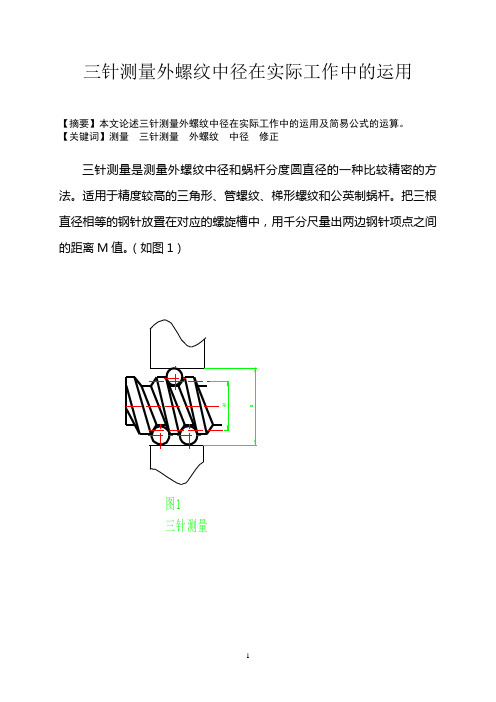
三针测量外螺纹中径在实际工作中的运用【摘要】本文论述三针测量外螺纹中径在实际工作中的运用及简易公式的运算。
【关键词】测量三针测量外螺纹中径修正三针测量是测量外螺纹中径和蜗杆分度圆直径的一种比较精密的方法。
适用于精度较高的三角形、管螺纹、梯形螺纹和公英制蜗杆。
把三根直径相等的钢针放置在对应的螺旋槽中,用千分尺量出两边钢针项点之间的距离M值。
(如图1)在计算M值的过程中由于螺纹中径是固定不变的。
测量用的钢针直径(d D)不能太大,也不能太小。
如果太大,钢针横截面与螺纹牙侧不相切,如果太小,钢针陷入螺纹的牙槽中,其钢针项点低于螺纹牙项,千分尺实际测量的尺寸为外螺纹大径的尺寸。
根本无法测量到螺纹中径。
最佳钢针直径应使钢针横截面与螺纹中径处的牙侧相切。
(如图2)为几种常用螺纹三针测量时的M值和钢针的简化计算公式表1三针的最终选择应根据计算后得到钢针直径,再接合工作者手中钢针的实际尺寸。
代入M 值计算与测量。
例:用三针测量T50×8的公制梯形螺纹。
求钢针的直径和分尺的读数值M 。
解:根据查表或计算先求出梯形螺纹的中径和钢针直径。
d 2=d-0.5p=50-0.5×8=46毫米根据查有关表得知中径尺寸允许偏差为:d D =0.518×P=0.518×8=4.14工作者实际有的钢针直径为4.19代入M 值公式: M =d 2+4.864d D -1.866p =46+4.864×4.19-1.866×8三针测量螺纹时的计算公式067.062.0.46--=46+20.38-14.93 =51.45代入公差,则M =为合格在这里应该指出的是三针测量时由于钢针是沿螺旋槽放置,当螺旋升角大于40时候,会产生较大的测量误差应进行必要的修正。
表2以例题1为例车削T50×8的梯形螺纹此时螺旋升角为30不需要修正。
如果车削50×16/2的梯形螺纹,此时螺旋升角为6.50就需要进行修正。
测量三角形螺纹笔记2
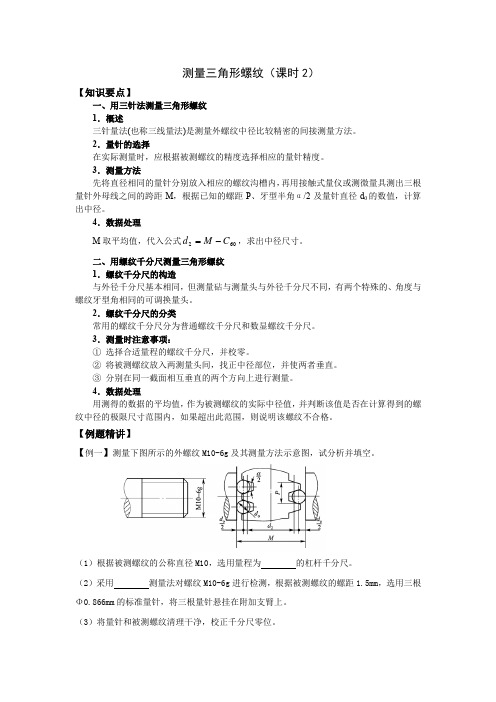
测量三角形螺纹(课时2)【知识要点】一、用三针法测量三角形螺纹1.概述三针量法(也称三线量法)是测量外螺纹中径比较精密的间接测量方法。
2.量针的选择在实际测量时,应根据被测螺纹的精度选择相应的量针精度。
3.测量方法先将直径相同的量针分别放入相应的螺纹沟槽内,再用接触式量仪或测微量具测出三根量针外母线之间的跨距M ,根据已知的螺距P 、牙型半角α/2及量针直径d 0的数值,计算出中径。
4.数据处理M 取平均值,代入公式602C M d -=,求出中径尺寸。
二、用螺纹千分尺测量三角形螺纹1.螺纹千分尺的构造与外径千分尺基本相同,但测量砧与测量头与外径千分尺不同,有两个特殊的、角度与螺纹牙型角相同的可调换量头。
2.螺纹千分尺的分类常用的螺纹千分尺分为普通螺纹千分尺和数显螺纹千分尺。
3.测量时注意事项:① 选择合适量程的螺纹千分尺,并校零。
② 将被测螺纹放入两测量头间,找正中径部位,并使两者垂直。
③ 分别在同一截面相互垂直的两个方向上进行测量。
4.数据处理用测得的数据的平均值,作为被测螺纹的实际中径值,并判断该值是否在计算得到的螺纹中径的极限尺寸范围内,如果超出此范围,则说明该螺纹不合格。
【例题精讲】【例一】测量下图所示的外螺纹M10-6g 及其测量方法示意图,试分析并填空。
(1)根据被测螺纹的公称直径M10,选用量程为 的杠杆千分尺。
(2)采用 测量法对螺纹M10-6g 进行检测,根据被测螺纹的螺距1.5mm ,选用三根Φ0.866mm 的标准量针,将三根量针悬挂在附加支臂上。
(3)将量针和被测螺纹清理干净,校正千分尺零位。
(4)将三根量针放入螺纹牙槽中,旋转千分尺上的微分筒,使两端测头与三针接触,读出尺寸M值。
(5)在同一截面相互垂直的两个方向分别取5个测量点,测出尺寸M并记录数据,取其平均值代入公式d2= ,计算得出被测螺纹中径d2,判断d2值是否在螺纹中径的极限尺寸范围内,如果超出此范围,则说明该螺纹。