三针测量螺纹中径公式
三针法测量螺纹中径计算公式

三针法测量螺纹中径计算公式好的,以下是为您生成的文章:在机械制造和工程领域中,螺纹的测量可是一项至关重要的任务。
而在众多测量螺纹中径的方法里,三针法测量可是个相当靠谱的手段。
今天咱就来好好聊聊这三针法测量螺纹中径的计算公式。
先来说说为啥要测量螺纹中径。
您想想啊,螺纹这玩意儿在各种机械设备里到处都是,要是中径不准,那整个连接或者传动的效果可就大打折扣啦。
就好比一辆自行车,链条的尺寸不合适,您蹬起来那不得费劲死,还容易出故障。
那这三针法到底是咋操作的呢?简单来说,就是把三根直径相同的量针放在螺纹沟槽里,然后用测量工具测出量针外廓的尺寸,再通过一系列计算得出螺纹中径。
咱们的重点,三针法测量螺纹中径的计算公式,它长这样:M = d2 + 3d0 – 0.866P这里面的 M 就是测量出来的尺寸,d2 是螺纹中径,d0 是量针直径,P 是螺距。
给您举个例子吧。
有一次我在车间里,碰到一个师傅正在为一批新加工的螺纹零件发愁。
他用常规方法测量,怎么都觉得数据不太对。
我就建议他试试三针法,然后一起按照公式算了起来。
我们仔细地测量了量针的直径,还有螺距,一丝不苟地把数据代入公式。
那个师傅眼睛紧紧盯着计算器,嘴里还念叨着:“可千万别出错啊!”最后得出结果的那一刻,师傅脸上露出了笑容,说:“嘿,还真准!这下心里有底了。
”在实际操作中,这个公式的应用可得小心谨慎。
量针直径的选择要合适,测量的时候要保证精度,不然一点点误差都可能导致结果偏差很大。
而且不同的螺纹规格,对应的参数也都不一样,这就要求我们对各种螺纹标准了如指掌。
另外,在使用这个公式的时候,还得考虑测量工具的精度和误差。
比如说千分尺,如果它本身就有误差,那算出来的结果肯定也不准啦。
总之,三针法测量螺纹中径的计算公式虽然看起来不复杂,但要想真正用得好,还得靠咱们多多实践,积累经验。
只有这样,才能在面对各种螺纹测量任务时,都能准确无误地得出结果,保证产品的质量和设备的正常运行。
三针测量外螺纹中径

三针测量外螺纹中径[学习重点]1.熟悉用三针法测量外螺纹的方法。
2.学会选择最佳三针。
[仪器用具]三针、螺旋千分尺(或测长仪器)、螺纹。
[测量原理]1.三针法测量中径用三针法测量螺纹中径是一种间接测量的方法。
如图18-1所示,将三根直径相同的量针放在被测螺纹的牙槽内,而且单根量针应放置在成对使用的两根量针对面的中间牙槽里。
在一定的测量力作用下,三针与螺纹槽侧面可靠接触,测量出三针外尺寸间的跨距M值,再通过公式(1)计算,即可求得被测螺纹的中径d2。
测量M值时,可采用接触式量仪(如千分尺或测长仪等)进行绝对测量,也可采用光学计或其它测微仪通过与量块比较进行相对测量。
(18-1)式中dD ──三根量针直径的平均值,图18-1 测量中径原理图1---接触式量仪2---被测螺纹3---三针dD1 为螺纹一边的单根量针的直径; dD2 、dD3 为螺纹另一边成对使用的两根量针的直径。
P ──螺距α/2 ──螺纹牙型半角2.最佳三针的确定为了避免由于牙形角误差影响测量结果,从图18-2中可以看出量针与螺纹牙形角侧面相切正好在螺纹的单一中径处,因而牙形角的变化不影响量针位置,即测量结果不受牙形半角误差Δα/2的影响,此时三针直径为最佳量针直径,其量针直径dD0 '图18-2 最佳三针直径位置图1---被测螺纹2---量针直径在实际工作中,如果成套的三针没有最佳三针,可选用与最佳值相接近的三针直径来代替,一般选用的三针直径应能保证其与牙侧的接触点在中径牙面交点上下1/8牙面长度(L)范围内,如图18-3所示。
图18-3 代用三针直径位置图1---被测螺纹2---量针直径[实验内容]1.选择最佳三针按公式(2)计算最佳三针直径,以此为依据挑选三针。
若无合适的三针,则可选用与最佳三针接近的三针。
2.测量M值按图18-1将三针装好,用千分尺分别在三个等距截面内进行测量,记下各个位置上的读数值,此值也就是各个位置上测得的M值。
三针测量梯形螺纹中径的简化计算公式( )。

在机械工程领域中,三针测量梯形螺纹中径的简化计算公式是一个非常重要的概念。
梯形螺纹是工程设计中常见的螺纹结构,其中径的准确计算对于螺纹加工和装配具有重要意义。
在本文中,我们将深入探讨三针测量梯形螺纹中径的简化计算公式,旨在帮助读者更全面地理解这一主题。
1. 三针测量梯形螺纹中径的重要性梯形螺纹是一种常见的螺纹结构,广泛应用于各种机械装置和设备中。
在螺纹加工过程中,需要准确地计算梯形螺纹的中径,以确保螺纹的精度和质量。
而三针测量则是一种常用的测量方法,用于测量梯形螺纹的中径。
掌握三针测量梯形螺纹中径的简化计算公式对于机械工程师和加工人员来说至关重要。
2. 三针测量梯形螺纹中径的简化计算公式在实际的工程实践中,三针测量梯形螺纹中径的简化计算公式通常采用以下形式:中径=π/2*(d1+d2)其中,d1和d2分别表示两个外径测量值,π为圆周率。
这个简化的计算公式能够有效地帮助工程师和加工人员在实际测量中得到较为准确的中径数值,从而保证螺纹加工和装配的质量。
3. 个人观点和理解在我看来,三针测量梯形螺纹中径的简化计算公式虽然简单,但却非常实用。
在实际的工程设计和制造过程中,我们经常需要迅速、准确地确定梯形螺纹的中径,以便进行后续的加工和装配工作。
采用这个简化计算公式可以帮助我们在短时间内得到中径的大致数值,为后续工作提供重要参考依据。
总结回顾三针测量梯形螺纹中径的简化计算公式在机械工程领域具有重要的应用意义。
通过深入探讨这个主题,我们不仅对其计算原理有了更加清晰的理解,同时也能够将其运用到实际工程实践中。
对于工程师和加工人员来说,掌握这个简化计算公式无疑将大大提高工作效率和产品质量。
在本文中,我们从简单的计算公式入手,逐步展开了对三针测量梯形螺纹中径的深入讨论,希望读者能够通过阅读本文,更全面、深刻地理解这一主题。
我也共享了自己对这个主题的个人观点和理解,希望能够与读者共享更多有关这个主题的信息和心得体会。
三针测量法

三针测量法用量针测量螺纹中径的方法称三针量法,测量时,在螺纹凹槽内放置具有同样直径D的三根量针,如图(e)示,然后用适当的量具(如千分尺等)来测量尺寸M的大小,以验证所加工的螺纹中径是否正确。
一.外螺纹中径的计算公式:D2=M-D(1+1/sin(α/2))+t/2*ctg(α/2)M:千分尺测量的数值(mm)、D:量针直径(mm)、α/2:牙形半角、t:工件螺距或蜗杆周节量针直径D的计算公式:D= 0.5t/cos(α/2)如果已知螺纹牙形角,也可用下面简化公式计算:29°: D2=M-4.994D+1.933t; D=0.516t;30°: D2=M-4.864D+1.866t; D=0.518t;40°: D2=M-3.924D+1.374t; D=0.533t; 侧面进刀量:F=0.5(D2-D2')tg(α/2) 55°: D2=M-3.166D+0.96t; D=0.564t;60°: D2=M-3D+0.866t; D=0.577t;或者29°: M=d2+4.994D-1.933t30° : M=d2+4.864D-1.866t40°: M=d2+3.924D-1.374t55° : M=d2+3.166D-0.960t60°: M=d2+3D-0.866t例3用三针量法测量M24*1.5的螺纹,已知D = 0.866mm,d2=23.026mm,求千分尺应测得的读数值?解∵α = 60°代入上式M = d2+3D-0.866t = 23.026+3*0.866-0.866*1.5=24.325mm图(e)二.内螺纹中径的计算公式:D2=M+D(1+SIN(α/2)+COS(α/2)ctg(α/2))-t/2*ctg(α/2)M:千分尺测量的数值(mm)、D:量针直径(mm)、α/2:牙形半角、t:工件螺距或蜗杆周节(mm)量针直径D的计算公式:D= 0.5t/cos(α/2)如果已知螺纹牙形角,也可用下面简化公式计算:29°: D2=M+4.994D-1.933t; D=0.516t;30°: D2=M+4.864D-1.866t; D=0.518t;40°: D2=M+3.924D-1.374t; D=0.533t; 侧面进刀量:F=0.5(D2-D2')tg(α/2) 55°: D2=M+3.166D-0.96t; D=0.564t;60°: D2=M+3D-0.866t; D=0.577t;或者29°: M=d2-4.994D+1.933t30°M=d2-4.864D+1.866t40°: M=d2-3.924D+1.374t55° : M=d2-3.166D+0.960t60°: M=d2-3D+0.866t。
三针法测量螺纹中径

上表所示的螺纹精度为2A,其余精度的螺纹不适用上表,蓝色区域为可编辑区域,黄色区域为不可编辑,不用输入数据即可自动计算。
制表:韩云停 日期:2010.06.19
用三针法测量外螺纹中径
式中,M 为测得值(mm ),d 0为三针直径(mm );α为牙型角(°)。
用三针法测量统一螺纹(外螺纹)中径
M-m-(D 0-d 0)根据上式计算出的数值查三角函数正弦值,即可求得牙型半角,牙型半角×2即为牙型角。
sin (α/2)=
式中,D O 为较大的量针直径,d 0为较小的量针直径,
M 为量针D O 时测量值,m 为量针d o 时测量值。
采用两种不同规格的量针测量牙型角,牙型半角α/2的计算式:
D 0-d 0。
三针测量螺纹中径计算公式

三针测量螺纹中径计算公式好的,以下是为您生成的文章:咱今儿来好好唠唠这三针测量螺纹中径的计算公式。
说起来,我想起之前在工厂实习的那段日子。
那时候我跟着一位老师傅,他对螺纹测量那可是门儿清。
有一次,我们接到一个任务,要测量一批螺纹零件的中径。
我当时看着那些密密麻麻的螺纹,脑袋都大了。
老师傅却不慌不忙,拿出了三针和量具。
他一边操作,一边跟我讲解。
三针测量螺纹中径的计算公式啊,其实就是通过三针与螺纹牙型的接触点来推算中径的大小。
这个公式是:M = d2 + 3d0 – 0.866P 。
这里面的 M 呢,代表的是测量尺寸,d2 是螺纹中径,d0 是量针直径,P 是螺距。
可别小看这个公式,要搞清楚这里面的门道,还真得下点功夫。
比如说这量针直径 d0 的选择,可不是随便来的。
要是选得不合适,测量出来的结果那可就差得远了。
老师傅告诉我,一般是根据螺纹的螺距来选量针直径的,有对应的标准表格可以参考。
咱再说说实际测量的时候。
把三针小心翼翼地放进螺纹槽里,这可得仔细点,放歪了或者没放到位,数据就不准啦。
然后用千分尺或者量具去测量三针顶点之间的距离,得到的就是 M 值。
有一回,我自己操作的时候,心一急,放针的时候没放稳,测量出来的数据偏差老大了。
老师傅瞪了我一眼,说:“这活儿得细心,急不得!”我赶紧重新来过,这才得到了准确的数据。
回到这个计算公式,要想熟练运用,就得多多练习。
不同的螺纹规格,不同的测量条件,都得心里有数。
其实啊,这三针测量螺纹中径的方法虽然有点麻烦,但它的精度还是挺高的。
在很多对精度要求高的机械加工中,都离不开它。
总之,掌握好三针测量螺纹中径的计算公式,对于搞机械加工或者相关领域的人来说,那可是相当重要的。
就像我在实习的时候,因为有了老师傅的教导,对这个慢慢熟悉起来,后来再遇到类似的测量任务,心里也有底多啦。
希望大家也能把这个计算公式弄明白,在工作和学习中派上用场!。
螺纹三针测量方法及计算

螺纹三针测量方法及计算摘要:详细介绍了螺纹的分类和螺纹三针测量的方法,详解了螺纹三针测量的过程及三针测量的计算公式。
关键词:螺纹三针测量;螺矩;公制螺纹;粗牙、细牙1 概述在生产制造加工过程中,常常涉及到螺纹的加工,如阀杆、活塞杆、螺栓、螺母等零部件都需要加工螺纹。
螺纹从标准上可分为:国标螺纹、美制螺纹、英制螺纹等;从牙型结构上又可分为:公制螺纹、梯形式螺纹、锯齿形螺纹、方牙螺纹等;从螺距上可分为:粗牙螺纹和细牙螺纹。
螺纹种类可谓千变万化,复杂繁多。
而对螺纹的检测离不开环规、塞规。
但是,由于制造、检测成本因素的影响以及生产、采购周期因素的影响等等,生产制造厂不可能配齐所有的适用于各种形式的螺纹环规、塞规。
因此,在无环规、塞规的情况下,最有效的螺纹测量的解决方案便是螺纹三针测量方法。
2 螺纹三针测量方法螺纹三针测量是一种简易测量并根据测量结果计算出螺纹中径的方法。
所需的测量工具有:三根量针、一把杠杆千分尺、以及用于夹持螺纹的支架。
其测量方法和步骤是:第一步:首先根据螺纹螺距和螺纹牙型角计算出量针直径;第二步:根据计算出的量针直径选择三个直径相同的标准量针;第三步:擦净被测螺纹,并夹持在支架上;将三根量针以图1方式放置在被测螺纹的沟槽里,如图1,两根放置在同侧的螺纹沟槽中,另一根放置在其对面的螺纹沟槽中;第四步:擦净杠杆千分尺,并调整零位;第五步:用杠杆千分尺测量出螺纹两侧量针外廓最大距离M;第六步:根据测量出的M值,计算出螺纹的中径;第七步:根据计算出的螺纹中径与标准螺纹中径进行对比,判断被测螺纹中径的合格性。
图13 螺纹三针测量计算下面分别以国标螺纹中常用的梯形螺纹和公制螺纹为例,介绍螺纹三针测量的计算方法。
Tr48×83.1 螺纹测量用三针直径计算如图2,直角三角形⊿CEO与直角三角形⊿DCO为相似直角三角形,所以∠OCE=∠CDO=α。
由图2中的直角三角形⊿CEO可得出cos(α/2)=(P/4)/(d0j/2)(1)因此,由(1)式可得出螺纹测量用量针计算直径d0j为d0j=P/(2×cos(α/2))(2)式中 d0j——螺纹测量用量针计算直径,mmP——螺纹螺距,mmα——螺纹牙型角度,0例1:被测梯形螺纹为Tr48×8,则其螺距P=8mm,梯形螺纹的牙型角α=300,所以,由式(2)可求得,d0j=4.141mm;例2:被测公制螺纹M36,其是粗牙螺纹,所以螺距P=4,公制螺纹牙型角α=600,所以,由式(2)可求得,d0j=2.309mm。
三针测量法

.三针测量法用量针测量螺纹中径的方法称三针量法,测量时,在螺纹凹槽内放置具有同样直径D 的三根量针,如图(e)示,然后用适当的量具(如千分尺等)来测量尺寸M 的大小,以验证所加工的螺纹中径是否正确。
螺纹中径的计算公式:d 2=M -D)2sin 11(α++21t*ctg 2α M :千分尺测量的数值(mm)、D :量针直径(mm)、α/2:牙形半角、t :工件螺距或蜗杆周节(mm)量针直径D 的计算公式: D=212cos αt如果已知螺纹牙形角,也可用下面简化公式计算:图(e)例2对M24﹡1.5D 及螺纹中径d 2 ? 解 ∵ α = 60°代入D=0.577t 中 得D=0.577﹡1.5=0.8655mm∴ d 2=24.325-0.8655(1+1/0.5)+1.5﹡1.732/0.5=23.0275mm与理论值(d 2=23.026)相差△=23.0275-23.026=0.0015mm ,可见其差值非常的小。
实际上螺纹的中径尺寸,一般都可以从螺纹标准中查得或从零件图上直接注明,因此只要将上面计算螺纹中径的公式移项,变换一下,便可得出计算千分尺应测得的读数公式:M=d 2+D )2sin 11(α+-21t*ctg 2α例32的读数值?解 ∵ α = 60°代入上式 M = d 2+3D -0.866t = 23.026+3﹡0.866-0.866﹡1.5=24.325mm5.双针测量法双针测量法的用途比三针测量法还要广泛,如螺纹圈数很少的螺纹,以及螺距大的螺纹(螺距大于6.5),都不便用三针量法测量,而用双针量法测量则简便可行,对于普通螺纹,牙形角α =60°,如图(f)示。
图(f)d 2=M ˊ-3D -)(8'2D M t -+0.866t M ˊ:双针量法的测量尺寸(mm)(d 2、D 、t 的含义同前,在图(f)上不再标注)从上公式中可看出,在公式右端第一项与第三项中都含有M ˊ值,而M ˊ值需要在测量之前就计算出来,直接应用上述公式是不便计算理论M ˊ值,需对上式化简才能求出,以便在加工时准确控制M ˊ尺寸,保证螺纹中径d 2合格。
螺纹基础知识参数表
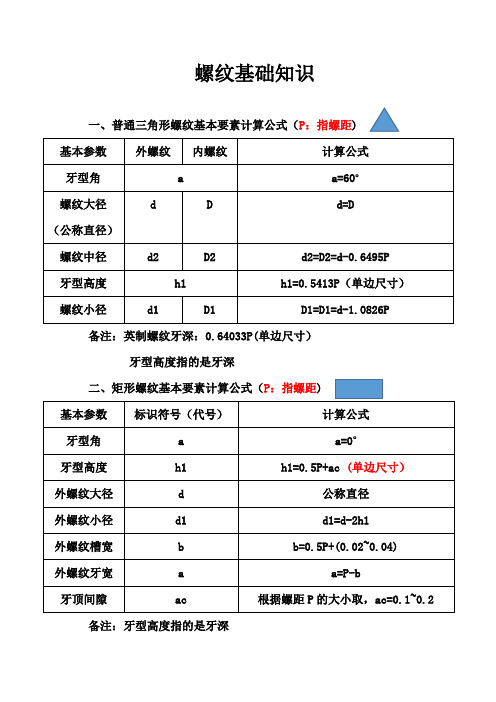
二、矩形螺纹基本要素计算公式(P:指螺距)
基本参数
标识符号(代号)
计算公式
牙型角
a
a=0°
牙型高度
h1
h1=0.5P+ac(单边尺寸)
外螺纹大径
d
公称直径
外螺纹小径
d1
d1=d-2h1
外螺纹槽宽
b
b=0.5P+(0.02~0.04)
外螺纹牙宽
a
a=P-b
牙顶间隙
ac
根据螺距P的大小取,ac=0.1~0.2
密封60°
P(螺距)
25.4/n (n指牙数)
h(牙型高度)
0.8P
中径D2或d2
D-h
小径D1或d1
D-2h
角度C=1:16
tan a/2=1°47'24"
备注:牙型高度指的是牙深
齿顶高ha
ha=mx
宽ef
法向efn
efn=0.697mx*cos r
齿根高hf
hf=1.2mx
齿பைடு நூலகம்s
轴向sx
sx=Px/2=π mx/2
全齿高h
h=2.2mx
法向sn
sn=px/2 *cos r= π mx/2 *cos r
齿顶圆直径da
da=d1+2mx
五、三针测量螺纹中径d2或蜗杆分度圆直径d1的计算公式
内螺纹
大径
D4
D4=d+2ac
中径
D2
D2==d2
小径
D1
D1=d-P
牙高
H4
H4=h3
牙顶宽
f,f'
f=f'=0.366P
螺纹的测量
1、选择合理的切削速度 2、增加刀杆的截面积,并
减少悬伸长度 3、减少车刀的背前角,调
整中滑板螺母间隙 4、高速切削螺纹时,注意
最后一刀的切削深度,并 注意排屑 5、选择合理的切削用量
返回目录
返回目录
废品种类
产生原因
预防方法
中径度(圆或直分径)12..
车刀切入深度不正确 刻度盘使用不当
不正确)
1. 经常测量中径(或分度圆) 尺寸
2. 正确使用刻度盘
1. 交换齿轮计算或组装错误;
主轴箱、进给箱有关位置扳
错
螺距(或
2. 局部螺距(或轴向齿距)不 正确转动不平衡 正确 5. 开合螺母间隙过大
A M dO 2
❖ do—螺纹大径的实际尺寸 ❖ M—三针测量时的千分尺的读数 注意:单针测量没有三针测量准确 ❖ 三针或单针测量是一个值,而不是一个范围,如果
加上公差,那么就是一个范围,且单针测量加的公 差是三针的一半
计算:
❖ 三针测量Tr42×6的螺纹,请确定量针的最 佳值和三针测量的M值?
螺纹的测量
螺纹的检测
❖螺纹的检测方法 ❖三针、单针测量法检测螺纹中径 ❖螺纹或蜗杆厚度的测量 ❖车螺纹或蜗杆质量分析
螺纹的检测方法
❖ 有单项测量法和综合测量法 单项测量法: ❖ 包括螺纹顶径的测量 ❖ 螺距(导程)的测量 ❖ 牙型角的测量 ❖ 螺纹中径的测量 综合检测法:是用螺纹量规对螺纹的各个基本
0.894P0.029
dD=0.564p
0.481P0.016
梯形 螺纹
30°
M= d2+4.864 dD– 1.866P
0.656P
dD=0.518p
0.486P
标准锯齿形
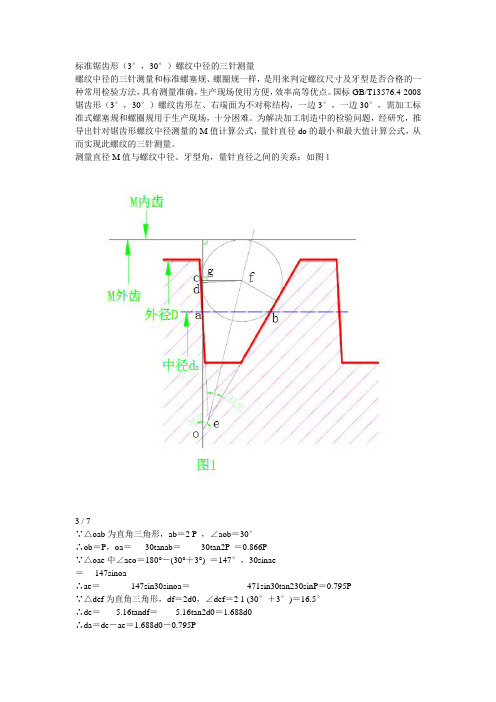
标准锯齿形(3°,30°)螺纹中径的三针测量螺纹中径的三针测量和标准螺塞规、螺圈规一样,是用来判定螺纹尺寸及牙型是否合格的一种常用检验方法,具有测量准确,生产现场使用方便,效率高等优点。
国标GB/T13576.4-2008锯齿形(3°,30°)螺纹齿形左、右端面为不对称结构,一边3°,一边30°,需加工标准式螺塞规和螺圈规用于生产现场,十分困难。
为解决加工制造中的检验问题,经研究,推导出针对锯齿形螺纹中径测量的M值计算公式,量针直径do的最小和最大值计算公式,从而实现此螺纹的三针测量。
测量直径M值与螺纹中径、牙型角,量针直径之间的关系:如图13 / 7∵△oab为直角三角形,ab=2 P ,∠aob=30°∴ob=P,oa=30tanab=30tan2P =0.866P∵△oae中∠aeo=180°-(30°+3°) =147°,30sinae= 147sinoa∴ae=147sin30sinoa=471sin30tan230sinP=0.795P∵△def为直角三角形,df=2d0,∠def=2 1 (30°+3°)=16.5°∴de= 5.16tandf= 5.16tan2d0=1.688d0∴da=de-ae=1.688d0-0.795P∵△dfc为直角三角形,∠dfc=3°∴cd=df tan3°=2 d0 tan3°=0.0262d0∴ca=cd+da=0.0262d0+1.688d0-0.795P=1.7142d0-0.795P∵△cag为直角三角形,∠cag=3°∴ag=ca cos3°=(1.7142d0-0.795P) ×cos3°=1.7119d0-0.7939P∴M外=d2+d0+2ag=d2+d0+2×(1.7119d0-0.7939P) =d2+4.4238d0-1.5878P 同理可求:M内=D2-4.4238d0+1.5878P5 / 7 ae=147sin30sinoa=471sin30tan230sinP=0.795P ∵△ehb为直角三角形,∠heb=16.5°∴hb =eb tan16.5°=0.2716P he= 5.16sinhb= 5.16sin0.2716P =0.9563P ∵△acd为直角三角形,∠cad=3°,ad=2 1 H=0.375P ∴ac= 3cosad=3cos0.375P=0.3755P ∴ec=ea+ac=0.795P+0.3755P=1.1705P ∵△egh和△ecf均为直角三角形,∠geh=∠cef ∴△egh∽△ecf∴ghcf=ge ce ∴cf=ge ce gh∵△egh和△ebh均为直角三角形,gh=bh,eh=eh ∴△egh≌△ebh ∴eb=eg,gh=bh ∴cf=gecegh=ebce bh=PPP9168.01705.12716.0=0.3468P ∵cf=2 d0max∴2 d0max =0.3468P,d0max=2×0.3468P=0.6935P三、计算直量针径最小值d0min,设测量点与外径齐平,并与左右齿面相切,则测量圆心在△cev三个内角平分线上:如图3。
三针测量法计算公式
三针测量法
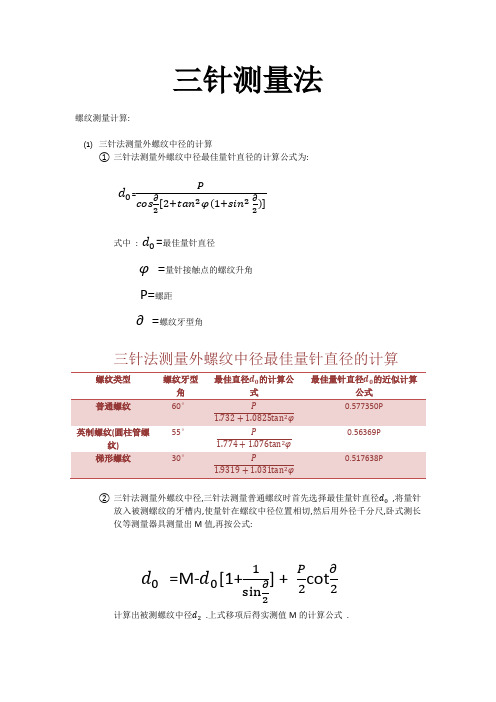
螺纹测量计算:
⑴ 三针法测量外螺纹中径的计算
① 三针法测量外螺纹中径最佳量针直径的计算公式为:
d 0=P
cos ð2[2+tan 2φ(1+sin 2 ð2
)]
式中 : d 0=最佳量针直径 φ =量针接触点的螺纹升角
P=螺距
∂ =螺纹牙型角
三针法测量外螺纹中径最佳量针直径的计算
螺纹类型 螺纹牙型
最佳直径d 0的计算公
最佳量针直径d 0的近似计算
英制螺纹(圆柱管螺
纹) 55° 1.774+1.076tan 2φ
② 三针法测量外螺纹中径,三针法测量普通螺纹时首先选择最佳量针直径d 0 ,将量针
放入被测螺纹的牙槽内,使量针在螺纹中径位置相切,然后用外径千分尺,卧式测长仪等测量器具测量出M 值,再按公式:
d 0 =M -d 0[1+
1
sin ð2
] + P 2
cot ð
2
计算出被测螺纹中径d 2 .上式移项后得实测值M 的计算公式 .
M=d2+d0[1+1
sinð] -P
2
cosð
2
式中: d0=最佳量针直径
d2=被测螺纹中径
P=螺距
∂ =螺纹牙型角
M=量具测量出的实测值
当已知螺纹牙型角∂后,简化计算公式下表
实测值M的简化计算公式
螺纹牙型角M值的简化计算公式
30°M=d2+4.8637d0– 1.8660P
40°M=d2+3.9238 d0– 1.3737P
55°M=d2+3.1657d0– 0.9605P。
螺纹量规不确定度评定

螺纹量规中径校准的不确定度评定(用立式测长仪螺纹塞规中径的测量结果的不确定度评定,以M48×2—6H T 的螺纹塞规为例。
)1.慨述 测量对象为大径D 从5 mm 至200 mm 范围的螺纹塞规,螺纹校对规 测量依据: «螺纹量规校准规范» JJF1345-2012环境条件: 温度(20±2)°C , 相对湿度<50%检定用标准器: 立式测长仪 0级三针测量方法::本文主要讨论中径的测量过程,在经其它仪器测量其牙形半角及螺距,并证明合格后,再用上述标准器测量其中径数值。
先按照公式d 0 = t ∕ [ 2cos(α ∕ 2)] (d 0为最佳三针直径,(α ∕ 2)为牙形半角,t 为螺距)确定所需三针规格,然后将螺纹量规置入工作台,其直径方向同仪器示值方向一致,并将其中两根三针的工作面置入量规下面的两牙内,第三根针的工作面置入量规上面的一牙槽内,通过调整仪器,在仪器中测量出上下三针之间的距离M ,并由此计算出螺纹量规的中径。
测量不确定度来源分析:测量不确定度主要来源测量重复性、立式测长仪(或者4等量块及光学比较仪) 0级三针。
2.测量模型D 2 0[ 1+ 1 ∕ sin(α ∕ 2) ] +(t ∕ 2).ctan(α ∕ 2)式中 D 2 —— 被测纹量规的中经尺寸d 0 —— 为所用三针的直径,M —— 上下三针之间的距离3.输入量的标准不确定度评定3.1输入量M 的标准不确定度的评定对1个M48×2—6H 的螺纹塞规在重复条件下,用立式测长仪进行10次比较测量,测得测量列,所用三针为Φ1.157,三针测量的不确定度≤0.23µm ,测得偏差数值如下:重复性测量被测量X 算术平均值(最佳估值):11ni i x X n ===∑46.7222(mm)用贝塞尔公式计算()i s x ==1.4 μm()()i s x u x ==1.4μm 1()()u x u x == 1.4μm3.2 标准输入量Ls 标准B 类不确定度的评定3.2.1,测长仪的扩展不确定度U 为: 0.48μm 包含因子k = 2, 计算: 2()x pa u k == 0.24μm 3.2.2三针测量的不确定度≤0.23µm,包含因子k = 2,计算:3()x pa u k ==0.13μm 3.3其它不确定度分量忽略,不做为评定3.4合成标准不确定度c u =( 1.42μm3.5扩展不确定度的计算 ( Kp =2 )U = Kp ×c u(x) = 2.84μm 4. 测量结果D 2 =(46.7222±0.0029)mm U =2.9 µm评定人: 黄广君 日期:2018.5.4。
三针法测量螺纹中径方法

三针法测量螺纹中径方法
螺纹是一种常见的机械连接方式,用于连接和固定机械零件。
在制造和维修中,经常需要测量螺纹的中径。
三针法是一种常用的测量螺纹中径的方法。
三针法的原理是利用三根针尖接触螺纹的顶部和两侧,测量其距离,从而确定螺纹的中径。
三针法测量的精度较高,适用于大多数螺纹的中径测量。
三针法的具体步骤如下:
1.选取三根长度相等的针,一般直径为1.5mm。
2.将两根针放在螺纹的两侧,使针尖接触螺纹的侧面,调整针的位置,使其与螺纹轴线平行。
3.将第三根针放在螺纹的顶部,使针尖接触螺纹顶面,调整针的位置,使其与螺纹轴线垂直。
4.用千分尺或外观检验仪等精密测量工具测量三根针之间的距离。
5.将测量值代入公式计算螺纹的中径。
三针法测量螺纹中径方法的优点是测量精度高,适用于大多数螺纹的中径测量。
但也存在一些限制和注意事项:
1.三针法测量只适用于内螺纹的中径测量。
2.三针法测量需要针尖和螺纹轴线平行,针尖和螺纹顶面垂直,调整不当会导致测量误差。
3.三针法测量需要精密测量工具,要求测量精度高,操作技能要求高。
4.三针法测量时需要注意针的长度和直径,选择合适的针具有重要意义。
三针法是一种常用的测量螺纹中径的方法,使用起来较为简单,测量精度高,适用于大多数螺纹的中径测量。
但也需要注意其局限性和注意事项,以保证测量的准确性和可靠性。
【doc】螺纹中径三针测量法计算公式的比较选用

螺纹中径三针测量法计算公式的比较选用螺纹中径三针测量法计算公式的比较选用一,概述代天臻众所周知,外螺纹中径三针测量法值的计算公式(1)称为基率公式,它是假设量针为位于螺纹轴向截面内的板薄圆片同时与两侧牙面接触于中径附近且是在测量力为零的条件下推导出来的.实际测量时,这两项假设是不存在的,因此必须考虑两项因素的补偿值当螺纹升角<3.时,这两项误差固相互补偿影响很小可忽略不计.但对于梯形螺纹,多头螺纹,蜗杆等升角较大的螺纹量规和制件必须考虑由升角引起的量针斜度位置校正值.(鬟于测力的补偿本文从略).为使螺纹量规和制件加工检验,入库和周期检定量值统一,前段时期我厂工具车问和计量室参考有关资料统一选甩下列计算公式:t=rf+.(1+)_2.,2(1)2此式用于升角≤1的螺纹,M一"+;)_.号2口旦=f口旦×cos22或2=M+,()'卜誓:cos詈此式用于入≤3.的螺纹,Ⅳ:Ⅳ,+::号号)C=ci9此式用于入>3.的螺纹.现在的问题是对于升角入>3.的螺纹特别是梯形螺纹,多头螺纹(入达8以上),上述计算式精度较差,计算出的M值误差很大,必须考虑选用更为精确的计算式.目前,从有关资料所见到的按不同计算原理推导出的,近似程度各不相同的斜度校正值计算公式不下数十种,其计算精度差别很大(计算值差异达数毫米).但大都认为,由苏联柯塔依主编的机械制造生产检查手册》提供的超越函数计算公式(5)具有较高的计算精度,它用逼近法逐步求解精确计算结果.无论用最佳量针或非最佳量针都能获得满意的计算值,特别适用于各种多头,大升角梯形螺纹.M=2d.(5)口sin旦:"cos旦+兰一2再|v:一!2i一(百告一t.~.t_.+doctg22cos旦2sin…式中:do--针径导一半角n一头数(3) 一牙距dz一中径计算出,y值后,必须验算其是否满(4)足计算M值的精度要求,为此还要计算出计算误差;2xdoUCos=三nl(上2一也r哮一)2"sjn旦C=一~一△C=C一C△":一————一.2il三2若△足鲭小时(如<0.0001)则上计算出l的,Y值即可用来计算值,否则应以":"4-△"作为新的值代回上式计算出新的x,,C,C~NAu直至△"足蟹小为止.由上述可知计算很复杂,需多次反复求解,化费时间长且易出错(用函数计算器计裹1算一个M值约需2小时多),不适于生产硷验和日常检定工作中使用.二,斜度校正值计算公式的比较分析目前,微机和可编程计算器越来越广泛地应用于计量管理数据处理中,应用微机米进行大量复杂的运算:I}常方便.笔者在7』—80微机上用/iASIC语言编程,选取了J4个斜度校正值计算式(表1)对一批不同升角的螺纹量规和制件的枝正值进行了计算,并与(式)精确公式的计算结果进行了比较和分析.对其中一部份计算结果列于表2.序号量针斛度控正值计算甚五(1)式(2)式(3)式(4)_It(5)式+d0{一一sin—兰÷.÷g_J(一-c2rZd2(1+don/d2)8MB;d:+d.(1+—一)一一ct9—+—Ld0f:^c.s—竺一c一=gⅣ.:一三一c0s—坚一c坷—璺一—————生——一20:d!"2一三.口一1.÷.Ta咖董乏.11Ⅳ:1一Ⅳ—d0(—i_—坚一),K一印!c.sc蛔12!+d.(—ojn÷)=÷:^c.s等一c导一13Ⅳ】=1+一:^c一.——~d!一{—三一ftg—)J川一÷÷.÷公式来源线值计量技木之五(攥筑铡量)线值计量技术之五<螺皱测量>哉值计量技术之五<蟪皱测量>线值计量技术之五<蟪皱列量>蛆值量技术之五<螺皱到量><儿阿量实用利试手册>长度计量澍试丛书第十四分册t螺皱啦驻梗i量>,度鞋盐手册>几河量宝用测试手册,<几何量宴川测试手册)(媳垃测丑技妞文选><螺垃冽量拄木!,<螺纹盈技术文选毓,<螺薮验涮撼26¨.器I;;;{三{寺章三三亍;ii誉i;;.亍号享:;{三ii器篙罱嚣篙篙器蒿i量重;';童孽董≤童看导雩鲁霉2霉暑量暑童量暑暑基暑墓;;蠹毒蠹雪蠹蠹蠹星器曼墨莹萎善m0n¨N.nhh__三0∞¨__1"∞h_m^.∞一,()音..=,.蠹£^鲁m芒∞∞∞.々,\,乏,:矗NCn0h∞)西器0—0h∞.∞高.∞0h∞=搴0.0兽∞呻靠L6hN9I軎.0,害高.∞;*.;h.∞G一0∞薯鲁0,N.∞0L6h船≮圩H一盆.∞:h.≈.\二乏盆,.∞∞.h日0.0{0+.01.nH一高0.0...∞;匀穹—穹^..一∞h.≈..\8 .一..∞=日^由,,群N辩醛晕童n匹基絮窖_葛i6疆I宴鲞=Hl-匹车剁器兽H¨吾//雾高2暑苫兽器譬苫=善蓦笤7-誉.:"I=.I;I鼍iiii罨叠器拦嚣盅品斟鲁是嚣.+i;ii;;22宝2=2=!:i氢蠹:j三i三ii三;;h嚣mb∞∞.一.0N嚣∞竹嚣".9h0.0Nn.0许.心00一H0∞0g;∞N0"由∞h.∞竹嚣=.∞∞0.∞N0∞.∞0h∞∞0∞∞rNm∞.磊h∞等N女0竹竹【兮nnH砷h∞.Hn心∞NHH.H,∞00+鬈兽.0苫.0 0"HH.●时n0.0+.一+..一●hN.竹0.0∞0_..+, 雌00hr_.睾湖^窖0Y) 000._∞.0.0+ ∞.0∞000 蛊.0+∞hr.口●∞.0●0.0.0+ ∞..0∞0I_u0々.00.00一h.01..00十.0..0.∞00..T ∞00 宝.●由表2可以看出,对于<3.16.的螺纹全部计算式与(5)式精确计算值之差异不大予0.0057,对于3.16<<7.25.的螺纹(2),(3),(4),(9),(儿),(12)..(13)式与(5)式精确值之差异不大予0.O05mm.对于7.25.<l5.42.的螺纹只有(4),(13)式与(5)式精确值之差币大O.0057%当>15.d2.时必须阻(5)式精确缓为准,其它计算值误差很大,不能用.三,结论与建l义由上节比较结果可以列出适用予:同的螺纹升角的量针斜度校正值计算公式序号表(表3),各公式见表l.表5螺垃升角^≤35.35<^<8.s.≤≤20^<2D适用公式序推荐常用昔式<1>~(1d><:><2>~(5).(9>,(1】>~<]3><4> (><5><】讣(15><;>(;)使用函数型计算器时,应尽量在适用公式中选用简单的计算式,如推荐常用或简化后公式.有条件的工厂可使用微机或JDC一15004及,'一j9型可编程计算器计算并打印结果列表笔者在7'S一80微机上对上述14个公式编程进行了计算,其中(5)式精确复杂公式的BAS!C源程序片断如下; 38OU=0.5枭(D/:.(/2)~71(2书SfⅣ(."+,^(,2))390=U半c.(/2)+(3.1.'159,J,*US1N(A/2))/SOI~(4*3.4l6t2Ut2+(Ⅳ7-)々2)400j=~Ⅳ去了.采D./(2粜S0(43.14l59t22(V卡7')t2))4l0盯:2幸0(十2+2+Do:LtRIA'7"=".d20C=(3.1~159/(Ⅳ*7,))*(/2一D2TAⅣ(/2)一23.14159来D0帝U*CI)5:(1/2)/0(4睾3.14~59~2束t2一(|Ⅳ7')t2))430C2…y/x23.14159U牵SIⅣ(72)/(Ⅳ举,,)440C3=Cl—C:450U.=一Ⅳ,'C3/(23.14l59S』N(A/2))a60j}7U,<o.0001HE490d70U=U'÷Ul480GO?0390490LPRlN1'MP=tM5O0ⅣD其中,460句为判别计算精度一,170480句为继续进行第二次逼近计算,最后打印出满足要求的P值.今后本厂加工检验乖I周捡太升lfJ(,>4.)的螺纹量规或制件时,准备按(5)式用微机求解精确值,经验证詹使有关部1'1 统一起来.避免圉选用不同计算式而造成量值不统一.由于收集到的公式有限,公式转抄毋l计算也可能有误,敬请指正.。
外螺纹中径三针测量法
外螺纹中径三针测量法[摘要] 用三针测量法来对螺纹中径进行简易测量。
只需要三根直径相同的量针和杠杆千分尺以及必要的夹持螺纹的支架即可,然后把原始测量数据进行处理就能求出螺纹中径了,以验证所加工的螺纹中径是否正确。
[关键词] 中径三针测量法螺纹中径是指螺纹母线通过牙型上沟槽和凸起宽度相等的地方的假想圆柱的直径。
在螺纹零件的组合装配中,螺纹中径不仅是决定螺纹精度和螺纹配台性质的主要因素,同时也是影响装配时的旋入性及螺纹连接强度的重要因素。
因此,在螺纹加工和验收中如何选择螺纹中径的检验方法就显得非常重要.随着科学技术的发展,各种机器设备对螺纹零件的加工精度提出了愈来愈高的要求。
为了满足这些高精度的设计要求,同时又考虑到生产的经济性,世界各国在不断完善其各自的螺纹标准的同时,出现了一些检测与验收螺纹中径的新方法。
中径是检验精密螺纹是否合格的一个重要指标。
对于标准螺纹,都采用螺纹量规(环规或塞规)来测量定, 螺纹千分尺也可用来测量螺纹中径的, 还能用量针测量螺纹中径的方法。
螺纹量规测量螺纹效率高,工人用工作量规进行批量生产很方便,检测部门控制好量规就能保证生产质量。
螺纹千分尺测量螺纹其优势就是一次可测出多个参数,其中轴切法精度高,缺点是安装复杂,技术要求高,在测量螺距较小的螺纹时,对刀困难而不得不采用其他方法。
测内螺纹时,由于引起误差的因素较多,精度不够高。
三针测量外螺纹中径,精度较高,这种方法用的比较多,也方便。
三针测量法是一种间接简易测量中径的方法。
测量时将直径相同的三根量针放在被测螺纹的沟槽里,其中两根放在同侧相邻的沟槽里,另一根放在对面与之相对应的中间沟槽内(如图1)。
用杠杆千分尺,测出量针外廓最大距离M值,然后通过下面公式计算,求出被测螺纹的中径M。
图1由图知:代入上式经整理得:对于公制螺纹,α=60°,则:d2=M-3d0+0.866P式中:d0-量针直径;P-螺纹螺距。
用三针法测量中径选用最佳三针方法最佳直径的三针置于螺纹沟槽中时,当螺纹牙型两侧的接触点恰好在中径的位置上(如图2),这样就能避免牙型误差影响中径的测量结果,使测得值的中径值为单一中径值。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
三针测量螺纹中径公式
内容来源网络,由“深圳机械展(11万㎡,1100多家展商,超10万观众)”收集整理!
更多cnc加工中心、车铣磨钻床、线切割、数控刀具工具、工业机器人、非标自动化、数字化无人工厂、精密测量、3D打印、激光切割、钣金冲压折弯、精密零件加工等展示,就在深圳机械展.
公式:
d2=M-3d0+0.866P
仪器:
千分尺、机械比较仪、光较仪
概述:
三针测量外螺纹中径是一种间接测量螺纹中径的方法。
测量时,将三根精度很高、直径相同的量针放在被测螺纹的牙凹中,用测量外尺寸的计量器具如千分尺、机械比较仪、光较仪、测长仪等测量出尺寸。
再根据被测螺纹的螺距、牙形半角和量针直径,计算出螺纹中径。
三针测量法是一种间接简易测量中径的方法:
测量时将直径相同的三根量针放在被测螺纹的沟槽里,其中两根放在同侧相邻的沟槽里,另一根放在对面与之相对应的中间沟槽内。
用杠杆千分尺,测出量针外廓最大距离M 值,然后通过下面公式计算,求出被测螺纹的中径d2。
代入上式经整理得:对于公制螺纹,用α=60°,则:d2=M-3d0+0.866P式中:d0-量针直径;P-螺纹螺距。
为了消除牙型半角误差对测量结果的影响,应选择最佳直径的量针,以使其在螺纹侧面的中径线上接触。
对于公制螺纹:
用三针法测量螺纹中径,可按以下步骤进行:
1.根据被测螺纹的螺距,计算并选择最佳量针直径。
2.擦净被测螺纹,并夹持在支架上。
3.擦净杠杆千分尺,并调整零位。
4.将量针分别放入螺纹沟槽内,旋转杠杆千分尺的微分筒,使两测头与量针接触,然后读出M值。
5.在同一截面相互垂直的两个方向上分别测出M值,并将其平均值代入公式计算出螺纹中径。
6.判断被测螺纹中径的合格性。
内容来源网络,由“深圳机械展(11万㎡,1100多家展商,超10万观众)”收集整理!
更多cnc加工中心、车铣磨钻床、线切割、数控刀具工具、工业机器人、非标自动化、数字化无人工厂、精密测量、3D打印、激光切割、钣金冲压折弯、精密零件加工等展示,就在深圳机械展.。