PBT 杜邦 S600 物性数据表
玻纤增强型PC PBT混合物物性表

宝瑞塑胶原料有限公司
概述材料,玻璃纤维增强型聚碳酸酯/聚对苯二甲酸丁二醇酯(PBT)混合
类别:热塑性聚合物聚碳酸酯(PC),聚碳酸酯/聚对苯二甲酸丁二酯(PBT)混合,玻璃纤维增强材质说明:此属性数据MatWeb的数据库中类似的材料类别“聚碳酸酯/聚对苯二甲酸乙二醇酯(PBT)混合,玻璃纤维增强的总结”。
报告的每个属性的值范围是适当MatWeb的条目的最小值和最大值。
的注释报告的平均值,用于计算平均值的数据点的数目。
值不一定是典型的任何特定的品位,尤其是不太常见的价值观和那些可以受影响最严重的添加剂或加工方法。
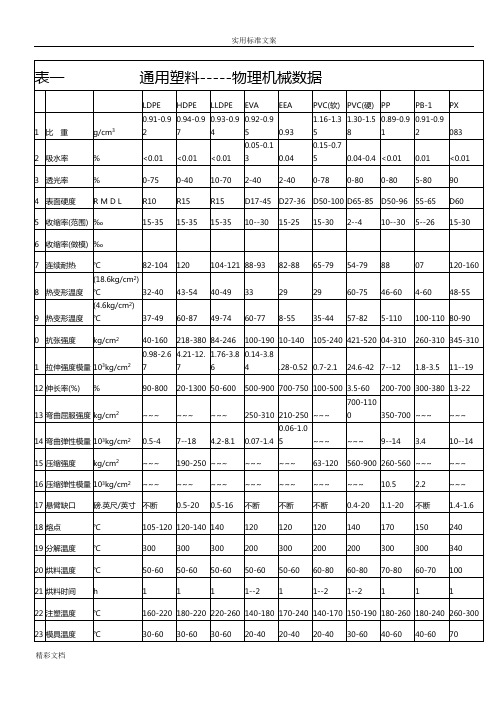
各种塑料的特性表(整理)
R10
R15
R15
D17-45 D27-36 D50-100 D65-85 D50-96 55-65 D60
5 收缩率(范围) ‰
15-35 15-35 15-35 10--30 15-25 15-30 2--4 10--30 5--26 15-30
6 收缩率(做模) ‰
7 连续耐热 8 热变形温度 9 热变形温度
~~~ 932
844-914 950
~~~
11.3-12.
22.5-24.
7
27.4 28.8 6
~~~
985-123
0
1266 879
~~~
250
50-60
844-133
6
900-950
21.8-61. 25.3-28.
2
1
605-102 1150-11
0
26
16 压缩弹性模量 103kg/cm2 ~~~ ~~~ ~~~ ~~~ ~~~ 470
23 模具温度 ℃
30-60
30-60
30-60
30-60
30-60
30-60
30-60
30-60
精彩文档
实用标准文案
24 能不电镀?
表三
~~~
~~~
能电镀
~~~
~~~
~~~
~~~
~~~
结构工程塑料-----物理机械数据
1 比重 2 吸水率
g/cm3 %
PA66 PA6
MC-PA6 PA610 透明尼龙 POM PC
21 烘料时间 h
1
1
1
1--2 1
1--2 1--2 1
1
PA66和PBT的简介

PA66和PBT的简介PA66-(聚酰胺66或尼龙66)聚己二酸己二胺化学式:[-NH(CH2)6-NHCO(CH2)4CO]n-外观:白包或带黄色颗粒状密度:(g/cm3)1.10-1.14 拉伸强度:(MPa) 60. 0-80.0 洛氏硬度:118 冲击强度:(kJ/m2)60-100 静弯曲强度:(MPa)100-120 马丁耐热:(℃)50-60 弯曲弹性模量:(MPa)2000~3000 体积电阻率:(Ωcm)1.83×1015 介电常数:1.63 PA66同PA6相比,PA66更广泛应用于汽车工业、仪器壳体以及其它需要有抗冲击性和高强度要求的产品.聚酰胺66-性状半透明或不透明乳白色结晶形聚合物,具有可塑性.密度1.15g/cm3.熔点252℃.脆化温度-30℃.热分解温度大于350℃.连续耐热80-120℃,平衡吸水率2.5%.能耐酸、碱、大多数无机盐水溶液、卤代烷、烃类、酯类、酮类等腐蚀,但易溶于苯酚、甲酸等极性溶剂.具有优良的耐磨性、自润滑性,机械强度较高.但吸水性较大,因而尺寸稳定性较差.聚酰胺66-应用广泛用于制造机械、汽车、化学与电气装置的零件,如齿轮、滚子、滑轮、辊轴、泵体中叶轮、风扇叶片、高压密封围、阀座、垫片、衬套、各种把手、支撑架、电线包层等.亦可制成薄膜用作包装材料.此外,还可用于制作医疗器械、体育用品、日用品等.聚酰胺66-塑模工艺燥处理:如果加工前材料是密封的,那么就没有必要干燥.然而,如果储存容器被打开,那么建议在85℃的热空气中干燥处理.如果湿度大于0.2%,还需要进行105℃,12小时的真空干燥.熔化温度:260~290℃.对玻璃添加剂的产品为275~280℃.熔化温度应避免高于300℃. 模具温度:建议80℃.模具温度将影响结晶度,而结晶度将影响产品的物理特性.对于薄壁塑件,如果使用低于40℃的模具温度,则塑件的结晶度将随着时间而变化,为了保持塑件的几何稳定性,需要进行退火处理. 注射压力:通常在750~1250bar,取决于材料和产品设计.注射速度:高速(对于增强型材料应稍低一些). 流道和浇口:由于PA66的凝固时间很短,因此浇口的位置非常重要.浇口孔径不要小于0.5*t(这里t为塑件厚度).如果使用热流道,浇口尺寸应比使用常规流道小一些,因为热流道能够帮助阻止材料过早凝固.如果用潜入式浇口,浇口的最小直径应当是0.75mm.聚酰胺66-化学物理PA66在聚酰胺材料中有较高的熔点.它是一种半晶体-晶体材料.PA66在较高温度也能保持较强的强度和刚度.PA66在成型后仍然具有吸湿性,其程度主要取决于材料的组成、壁厚以及环境条件.在产品设计时,一定要考虑吸湿性对几何稳定性的影响.为了提高PA66的机械特性,经常加入各种各样的改性剂.玻璃就是最常见的添加剂,有时为了提高抗冲击性还加入合成橡胶,如EPDM和SBR等.PA66的粘性较低,因此流动性很好(但不如PA6).这个性质可以用来加工很薄的元件.它的粘度对温度变化很敏感.PA66的收缩率在1%~2%之间,加入玻璃纤维添加剂可以将收缩率降低到0.2%~1%.收缩率在流程方向和与流程方向相垂直方向上的相异是较大的.PA66对许多溶剂具有抗溶性,但对酸和其它一些氯化剂的抵抗力较弱.PBT-聚对苯二甲酸丁二醇酯属于聚酯系列,是由1.4-pbt丁二醇(1.4-Butyleneglycol)与对苯二甲酸(PTA)或者对苯二甲酸酯(DMT)聚缩合而成,并经由混炼程序制成的乳白色半透明到不透明、结晶型热塑性聚酯树脂.与PET一起统称为热塑性聚酯,或饱和聚酯. PBT为乳白色半透明到不透明、结晶型热塑性聚酯.具有高耐热性、韧性、耐疲劳性,自润滑、低摩擦系数,耐候性、吸水率低,仅为0.1%,在潮湿环境中仍保持各种物性(包括电性能),电绝缘性,但体积电阻、介电损耗大.耐热水、碱类、酸类、油类、但易受卤化烃侵蚀,耐水解性差,低温下可迅速结晶,成型性良好.缺点是缺口冲击强度低,成型收缩率大.故大部分采用玻璃纤维增强或无机填充改性,其拉伸强度、弯曲强度可提高一倍以上,热变形温度也大幅提高.可以在140℃下长期工作,玻纤增强后制品纵、横向收缩率不一致,易使制品发生翘曲. PBT燃烧鉴别:不易燃烧,燃烧时无液体流下,离开火焰后在5秒钟内熄灭,相似于PC.PBT注塑参数1.注射温度:PBT的分解温度为280℃,所以实际生产中一般控制在240-260℃之间.2.注射压力:注射压力一般为50~100MPa.3.注射速率:PBT冷却速度快,因此要采用较快的注射速率.4.螺杆转速和背压:成型PBT的螺杆转速不宜超过80r/min,一般在25~60r/min之间.背压一般为注射压力的10%~15%.5.模具温度:一般控制在70~80℃,各部位的温度差不超过10℃.6.成型周期:一般情况下为15~60s.PBT注意事项1.再生料使用:再生料与新料的比例一般在25%~75%.2.脱模剂使用:一般情况下不使用脱模剂,必要时可采用有机硅脱模剂.3.停机处理:PBT停机时间在30min以内,可将温度降到200℃时停机.长期停机后再生产时,要将料筒内的料排空,再加入新料才能进行正常生产.PA66\PBT厂家东莞湘樟塑化公司,美国杜邦公司,美国杜邦公司,美国液氮公司,基础创新塑料(美国)公司,美国赫斯特公司,美国泰科纳公司,美国普立万公司,美国Chem Polymer公司,美国舒尔曼公司,美国TEKNOR APEX公司,美国RTP公司,德国朗盛公司,美国巴斯夫公司,美国巴斯夫公司,瑞士EMS,台湾耐特,广州金发。
pbt

PBT的研究概述聚对苯二甲酸丁二醇酯,英文名polybutylene terephthalate(简称PBT),属于聚酯系列,是由1.4-pbt丁二醇(1.4-Butylene glycol)与对苯二甲酸(PTA)或者对苯二甲酸酯(DMT)聚缩合而成,并经由混炼程序制成的乳白色半透明到不透明、结晶型热塑性聚酯树脂。
与PET一起统称为热塑性聚酯,或饱和聚酯。
PBT最早是德国科学家P.Schlack于1942年研制而成,之后美国Celanese 公司(现为Ticona)进行工业开发,并以Celanex商品名上市,于1970年以30%玻璃纤维增强塑料投放市场,商品名为X-917,后改为CELANEX。
1971年Eastman 公司推出了有玻璃纤增强琏和不增强的产品,商品名Tenite(PTMT);同年GE公司也开发出同类产品,有不增强、增强和自熄性的三个品种。
随后世界知名厂商德国BASF、Bayer、美国GE、Ticona,日本Toray、三菱化学,台湾新光合纤、长春人造树脂、南亚塑料等公司先后投入生产行列,全球生产厂商共计三十余家。
PBT为乳白色半透明到不透明、结晶型热塑性聚酯。
具有高耐热性、韧性、耐疲劳性,自润滑、低摩 ccp PBT擦系数,耐候性、吸水率低,仅为0.1%,在潮湿环境中仍保持各种物性(包括电性能),电绝缘性,但体积电阻、介电损耗大。
耐热水、碱类、酸类、油类、但易受卤化烃侵蚀,耐水解性差,低温下可迅速结晶,成型性良好。
缺点是缺口冲击强度低,成型收缩率大。
故大部分采用玻璃纤维增强或无机填充改性,其拉伸强度、弯曲强度可提高一倍以上,热变形温度也大幅提高。
可以在140℃下长期工作,玻纤增强后制品纵、横向收缩率不一致,易使制品发生翘曲。
PBT又可称为热塑性聚酯塑料,为适用于不同加工业者使用,一般多少会加入添加剂,或与其它塑料掺混,随着添加物比例不同,可制造不同规格的产品。
由于PBT具有耐热性、耐候性、耐药品性、电气特性佳、吸水性小、光泽良好,广泛应用于电子电器、汽车零件、机械、家用品等,而PBT产品又与PPS、PC、POM、PA等共称为五大泛用工程塑料。
PBT 4830物性表
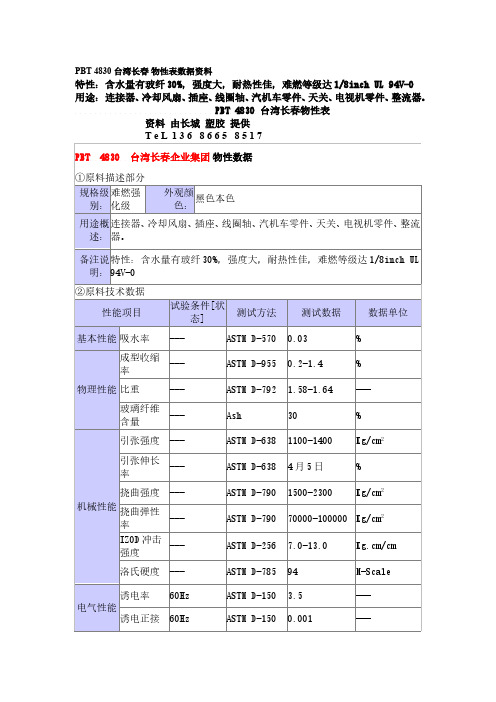
PBT 4830 台湾长春物性表数据资料
特性:含水量有玻纤30%,强度大,耐热性佳,难燃等级达1/8inch UL 94V-0
用途:连接器、冷却风扇、插座、线圈轴、汽机车零件、天关、电视机零件、整流器。
PBT 4830 台湾长春物性表
资料由长城塑胶提供
PBT 4815 玻纤增强15%,强度大,阻燃。
用于连接器,插座,整流器,电视机零件等。
PBT 4830 玻纤增强30%,强度大,阻燃。
用于连接器,插座,整流器,电视机零件等。
PBT 5630 玻纤增强30%,无卤阻燃。
用于连接器,线圈轴,开关,电视机零件,整流器等。
PBT 5115 玻纤增强15%,无卤阻燃,黑色规格。
用于连接器,开关,电视机零件,整流器等。
PBT 5130 玻纤增强30%,无卤阻燃,黑色规格。
用于连接器,开关,电视机零件,整流器等。
PBT 6730 玻纤增强30%,阻燃,低翘曲。
用于小家电,连接器,冷却风扇。
PBT 杜邦 S600F10 物性表

PBT杜邦DUPONT S600F10物性表:产品提供久隆塑胶原料tEL134********PBT DUPONT Crastin®S600F10NC010是未增强聚对苯二甲酸乙二醇酯纯树脂,润滑,高粘度,注塑成型。
特别适宜成型厚壁产品。
加工方法:注塑,异型材挤出成型,其它挤出成型,表面涂层.Crastin®S600F10is an unreinforced,lubricated,high viscosity polybutylene terephtalate for injection molding.熔体体积流动速度(MVR)10cm³/10min ISO1133温度250°C ISO1133载荷 2.16kg ISO1133模塑收缩率(平行) 1.7%ISO294-4,2577模塑收缩率(垂直) 1.6%ISO294-4,2577拉伸模量2700MPa ISO527-1/-2屈服应力57MPa ISO527-1/-2屈服伸长率4%ISO527-1/-2名义断裂伸长率>50%ISO527-1/-2拉伸蠕变模量(1h)2300MPa ISO899-1拉伸蠕变模量(1000h)1800MPa ISO899-1无缺口简支梁冲击强度(+23°C)N kJ/m²ISO179/1eU无缺口简支梁冲击强度(-30°C)N kJ/m²ISO179/1eU简支梁缺口冲击强度(+23°C) 5.4kJ/m²ISO179/1eA简支梁缺口冲击强度(-30°C)4kJ/m²ISO179/1eA熔融温度(10°C/min)225°C ISO11357-1/-3玻璃化转变温度(10°C/min)55°C ISO11357-1/-2热变形温度(1.80MPa)50°C ISO75-1/-2热变形温度(0.45MPa)115°C ISO75-1/-2维卡软化温度(50°C/h50N)175°C ISO306线性热膨胀系数(平行)130E-6/K ISO11359-1/-2线性热膨胀系数(垂直)130E-6/K ISO11359-1/-21.5mm名义厚度时的燃烧性HB class IEC60695-11-10测试用试样的厚度 1.5mm IEC60695-11-10UL注册UL--厚度为h时的燃烧性HB class IEC60695-11-10测试用试样的厚度0.8mm IEC60695-11-10UL注册UL--燃烧性-氧指数22%ISO4589-1/-2相对介电常数.(100Hz) 3.8-IEC60250相对介电常数.(1MHz) 3.2-IEC60250介质损耗因子(100Hz)20E-4IEC60250介质损耗因子(1MHz)200E-4IEC60250体积电阻率>1E13Ohm*m IEC60093表面电阻率1E15Ohm IEC60093介电强度26kV/mm IEC60243-1相对漏电起痕指数600-IEC60112吸水性0.5%类似ISO62吸湿性0.2%类似ISO62密度1300kg/m³ISO1183熔体密度1110kg/m³-熔体0.21W/(m K)-熔体的比热2100J/(kg K)-注塑成型参数:干燥温度110-130°C干燥时间,除湿机=2-4小时处理水分含量<0.04%熔体温度处理最佳=250°C熔体温度范围240-260°C模具温度最佳=80°C模具温度范围30-130°C型材挤出参数:干燥温度110-130°C干燥时间,除湿机=2-4小时处理水分含量<0.04%熔体温度处理最佳=250°C熔融温度范围为240-260°C。
PBT+SAN 杜邦 LW9330 GF30% 物性表 注塑参数

PBT+SAN杜邦LW9330GF30%物性数据表:产品提供久隆塑胶原料tEl134********30%的玻璃纤维增强聚丁烯terephtalate混合,含润滑剂\脱模剂,注射成型。
超声波可焊接、抗弯曲、吸潮性差、耐化学性良好、可加工性良好。
它具有优异的表面光泽,尺寸稳定性和低翘曲。
典型应用:连接器、汽车车前灯组件。
Crastin®LW9330NC010-(PBT+SAN)-I-GF30-DuPont模压收缩率(平行)0.002毫米/毫米ASTM D955密度(73°F)1430公斤/立方米ASTM D792拉伸模量8999.99兆帕ASTM D638拉伸强度131兆帕ASTM D638断裂伸长率2%ASTM D638弯曲模量8275兆帕ASTM D790弯曲强度179兆帕ASTM D790悬臂梁缺口冲击强度(1/8)的0.096千焦/米ASTM D256低温悬臂梁缺口冲击强度(低温度)0.096千焦/米ASTM D256温度-40°CUL94燃烧性HB-UL94测试厚度0.75毫米热变形温度@66PSI215℃ASTM D648热变形温度@264磅190℃ASTM D648熔点225°C ASTM D3418电介质强度(短时)23千伏/毫米ASTM D149耗散因素(1兆赫)0.013-ASTM D150电介质常数(1兆赫) 3.4-ASTM D150表面电阻率>1E15欧姆ASTM D257体积电阻率>1E15欧姆*厘米ASTM D257PBT+SAN杜邦LW9330GF30%注塑成型参数:干燥推荐的=是干燥温度=110-130℃干燥的时间,除湿后的的烘干机=2-4小时加工水分含量=<0.04%以上加工熔体温度的最佳=260℃熔体的温度范围内=240-260℃模具温度最佳=100℃模具的温度范围内=30-130℃。
PA66和PBT的简介
PA66和PBT的简介PA66-(聚酰胺66或尼龙66)聚己二酸己二胺化学式:[-NH(CH2)6-NHCO(CH2)4CO]n-外观:白包或带黄色颗粒状密度:(g/cm3)1.10-1.14 拉伸强度:(MPa) 60. 0-80.0 洛氏硬度:118 冲击强度:(kJ/m2)60-100 静弯曲强度:(MPa)100-120 马丁耐热:(℃)50-60 弯曲弹性模量:(MPa)2000~3000 体积电阻率:(Ωcm)1.83×1015 介电常数:1.63 PA66同PA6相比,PA66更广泛应用于汽车工业、仪器壳体以及其它需要有抗冲击性和高强度要求的产品.聚酰胺66-性状半透明或不透明乳白色结晶形聚合物,具有可塑性.密度1.15g/cm3.熔点252℃.脆化温度-30℃.热分解温度大于350℃.连续耐热80-120℃,平衡吸水率2.5%.能耐酸、碱、大多数无机盐水溶液、卤代烷、烃类、酯类、酮类等腐蚀,但易溶于苯酚、甲酸等极性溶剂.具有优良的耐磨性、自润滑性,机械强度较高.但吸水性较大,因而尺寸稳定性较差.聚酰胺66-应用广泛用于制造机械、汽车、化学与电气装置的零件,如齿轮、滚子、滑轮、辊轴、泵体中叶轮、风扇叶片、高压密封围、阀座、垫片、衬套、各种把手、支撑架、电线包层等.亦可制成薄膜用作包装材料.此外,还可用于制作医疗器械、体育用品、日用品等.聚酰胺66-塑模工艺燥处理:如果加工前材料是密封的,那么就没有必要干燥.然而,如果储存容器被打开,那么建议在85℃的热空气中干燥处理.如果湿度大于0.2%,还需要进行105℃,12小时的真空干燥.熔化温度:260~290℃.对玻璃添加剂的产品为275~280℃.熔化温度应避免高于300℃. 模具温度:建议80℃.模具温度将影响结晶度,而结晶度将影响产品的物理特性.对于薄壁塑件,如果使用低于40℃的模具温度,则塑件的结晶度将随着时间而变化,为了保持塑件的几何稳定性,需要进行退火处理. 注射压力:通常在750~1250bar,取决于材料和产品设计.注射速度:高速(对于增强型材料应稍低一些). 流道和浇口:由于PA66的凝固时间很短,因此浇口的位置非常重要.浇口孔径不要小于0.5*t(这里t为塑件厚度).如果使用热流道,浇口尺寸应比使用常规流道小一些,因为热流道能够帮助阻止材料过早凝固.如果用潜入式浇口,浇口的最小直径应当是0.75mm.聚酰胺66-化学物理PA66在聚酰胺材料中有较高的熔点.它是一种半晶体-晶体材料.PA66在较高温度也能保持较强的强度和刚度.PA66在成型后仍然具有吸湿性,其程度主要取决于材料的组成、壁厚以及环境条件.在产品设计时,一定要考虑吸湿性对几何稳定性的影响.为了提高PA66的机械特性,经常加入各种各样的改性剂.玻璃就是最常见的添加剂,有时为了提高抗冲击性还加入合成橡胶,如EPDM和SBR等.PA66的粘性较低,因此流动性很好(但不如PA6).这个性质可以用来加工很薄的元件.它的粘度对温度变化很敏感.PA66的收缩率在1%~2%之间,加入玻璃纤维添加剂可以将收缩率降低到0.2%~1%.收缩率在流程方向和与流程方向相垂直方向上的相异是较大的.PA66对许多溶剂具有抗溶性,但对酸和其它一些氯化剂的抵抗力较弱.PBT-聚对苯二甲酸丁二醇酯属于聚酯系列,是由1.4-pbt丁二醇(1.4-Butyleneglycol)与对苯二甲酸(PTA)或者对苯二甲酸酯(DMT)聚缩合而成,并经由混炼程序制成的乳白色半透明到不透明、结晶型热塑性聚酯树脂.与PET一起统称为热塑性聚酯,或饱和聚酯. PBT为乳白色半透明到不透明、结晶型热塑性聚酯.具有高耐热性、韧性、耐疲劳性,自润滑、低摩擦系数,耐候性、吸水率低,仅为0.1%,在潮湿环境中仍保持各种物性(包括电性能),电绝缘性,但体积电阻、介电损耗大.耐热水、碱类、酸类、油类、但易受卤化烃侵蚀,耐水解性差,低温下可迅速结晶,成型性良好.缺点是缺口冲击强度低,成型收缩率大.故大部分采用玻璃纤维增强或无机填充改性,其拉伸强度、弯曲强度可提高一倍以上,热变形温度也大幅提高.可以在140℃下长期工作,玻纤增强后制品纵、横向收缩率不一致,易使制品发生翘曲. PBT燃烧鉴别:不易燃烧,燃烧时无液体流下,离开火焰后在5秒钟内熄灭,相似于PC.PBT注塑参数1.注射温度:PBT的分解温度为280℃,所以实际生产中一般控制在240-260℃之间.2.注射压力:注射压力一般为50~100MPa.3.注射速率:PBT冷却速度快,因此要采用较快的注射速率.4.螺杆转速和背压:成型PBT的螺杆转速不宜超过80r/min,一般在25~60r/min之间.背压一般为注射压力的10%~15%.5.模具温度:一般控制在70~80℃,各部位的温度差不超过10℃.6.成型周期:一般情况下为15~60s.PBT注意事项1.再生料使用:再生料与新料的比例一般在25%~75%.2.脱模剂使用:一般情况下不使用脱模剂,必要时可采用有机硅脱模剂.3.停机处理:PBT停机时间在30min以内,可将温度降到200℃时停机.长期停机后再生产时,要将料筒内的料排空,再加入新料才能进行正常生产.PA66\PBT厂家东莞湘樟塑化公司,美国杜邦公司,美国杜邦公司,美国液氮公司,基础创新塑料(美国)公司,美国赫斯特公司,美国泰科纳公司,美国普立万公司,美国Chem Polymer公司,美国舒尔曼公司,美国TEKNOR APEX公司,美国RTP公司,德国朗盛公司,美国巴斯夫公司,美国巴斯夫公司,瑞士EMS,台湾耐特,广州金发。
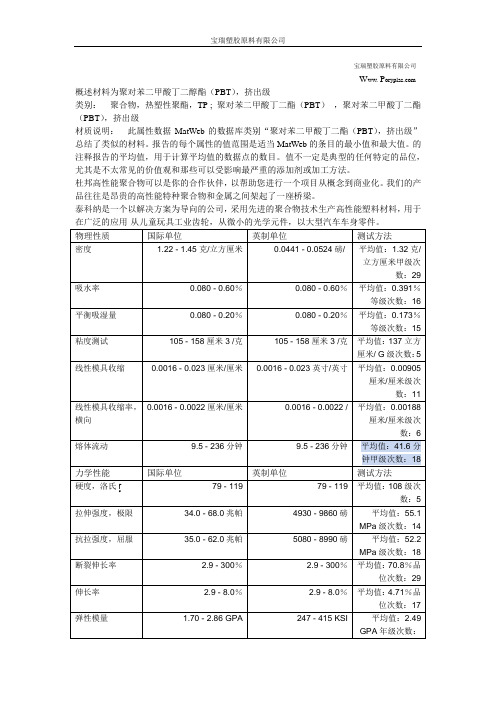
挤出级PBT塑胶原料物性表
宝瑞塑胶原料有限公司
W ww. P 概述材料为聚对苯二甲酸丁二醇酯(PBT),挤出级
类别:聚合物,热塑性聚酯,TP ; 聚对苯二甲酸丁二酯(PBT),聚对苯二甲酸丁二酯(PBT),挤出级
材质说明:此属性数据MatWeb的数据库类别“聚对苯二甲酸丁二酯(PBT),挤出级”总结了类似的材料。
报告的每个属性的值范围是适当MatWeb的条目的最小值和最大值。
的注释报告的平均值,用于计算平均值的数据点的数目。
值不一定是典型的任何特定的品位,尤其是不太常见的价值观和那些可以受影响最严重的添加剂或加工方法。
杜邦高性能聚合物可以是你的合作伙伴,以帮助您进行一个项目从概念到商业化。
我们的产品往往是昂贵的高性能特种聚合物和金属之间架起了一座桥梁。
泰科纳是一个以解决方案为导向的公司,采用先进的聚合物技术生产高性能塑料材料,用于。
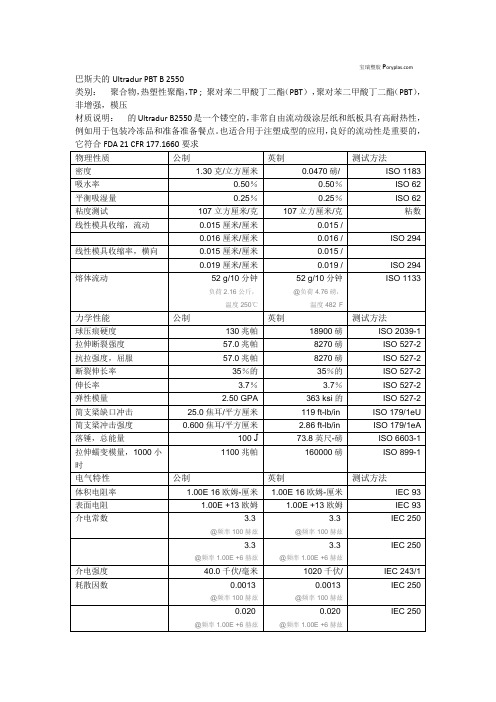
德国巴斯夫PBT B 2550物性表
宝瑞塑胶P
巴斯夫的Ultradur PBT B 2550
类别:聚合物,热塑性聚酯,TP ; 聚对苯二甲酸丁二酯(PBT),聚对苯二甲酸丁二酯(PBT),非增强,模压
材质说明:的Ultradur B2550是一个镂空的,非常自由流动级涂层纸和纸板具有高耐热性,例如用于包装冷冻品和准备准备餐点。
也适合用于注塑成型的应用,良好的流动性是重要的,
描述性属性
颜色自然
商业地位北美和欧洲
FDA 21 CFR 177.1660
形式微丸
冲击改性没有
主要的加工技术注塑和涂层
处理:涂层、薄膜挤出、注塑成型、其它挤出
特殊特性:热稳加热、光稳亮、紫外线稳定或平稳渡过温度指数
120°C 20000后按50%的拉伸强度损失; IEC 216-1 140°C 5000H后按50%的拉伸强度损失; IEC 216-1 UL.UL-C 是。
美国杜邦kapton 耐电晕聚酰亚胺薄膜 技术参数
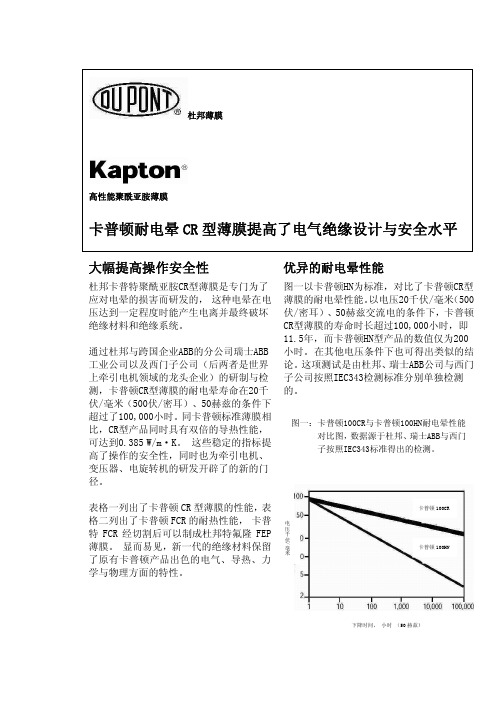
杜邦薄膜高性能聚酰亚胺薄膜卡普顿100CR卡普顿100HN下降时间, 小时 (50赫兹)表一卡普顿100CR聚酰亚胺薄膜的特性,25微米(1密耳)检测项目 23°C (73°F) 的数值 检测方法 电气方面耐电晕 20千伏/毫米;50赫兹 >100,000 小时 IEC-343 绝缘强度 千伏/毫米(伏/密耳) 291 (7,400) ASTM D-149-81 电容率 3.9 ASTM D-150-81 耗散因数 0.003 ASTM D-150-81 体积电阻率 欧姆·厘米 2.3 × 1016 ASTM D-257-78表面电阻率 欧姆/平方米 3.6 × 1016 ASTM D-257-78力学方面极限抗拉强度 兆帕 (磅/英寸) 152 (22,100) ASTM D-882-91 3%拉伸的屈服点 兆帕 (磅/英寸) 66 (9,500) ASTM D-882-91产生5%拉伸的压力 兆帕 (磅/英寸) 86 (12,500) ASTM D-882-91断裂伸长率% 40 ASTM D-882-91拉伸模量兆帕 (磅/英寸) 3.2 (463,000) ASTM D-882-91传导中撕裂强度 牛顿(千克力) 0.03 (0.007) ASTM D-1922原始撕裂强度 牛顿(千克力) 11 (2.5) ASTM D-1004-90 密度 克/立方厘米 1.54 ASTM D-1505-90 屈服应力 平方/千克 (平方英寸/磅) 25.5 (125) —导热方面导热系数 W/m·K 0.385 特拉华州大学检测法 可燃性 94 V-0 UL-94 (杜邦检测) 热收缩率 % 150°C (302°F) 0.2 ASTM D-5214-91 400°C (752°F) 0.6表二卡普顿150FCR聚酰亚胺薄膜019的特性,37.5微米(1.5密耳)检测项目 23°C (73°F) 的数值 检测方法 电气方面耐电晕 20千伏/毫米;50赫兹 >100,000 小时 IEC-343绝缘强度 千伏/毫米(伏/密耳) 173 (4,400) ASTM D-149-81 电容率 2.9 ASTM D-150-81 耗散因数 0.001 ASTM D-150-81 体积电阻率 欧姆·厘米 5.3 × 1016 ASTM D-257-78 表面电阻率 欧姆/平方米 1.6 × 1016 ASTM D-257-78 力学方面极限抗拉强度 兆帕 (磅/英寸) 117 (17,000) ASTM D-882-91 3%拉伸的屈服点 兆帕 (磅/英寸) 48 (7,000) ASTM D-882-91 产生5%拉伸的压力 兆帕 (磅/英寸) 62 (9,000) ASTM D-882-91 断裂伸长率% 43 ASTM D-882-91 拉伸模量兆帕 (磅/英寸) 2.4 (348,000) ASTM D-882-91 传导中撕裂强度 牛顿(千克力) 0.05 (0.012) ASTM D-1922原始撕裂强度 牛顿(千克力) 5.3 (1.2) ASTM D-1004-90密度 克/立方厘米 1.72 ASTM D-1505-90屈服应力 平方/千克 (平方英寸/磅) 15.79 (77.4) —剥离力 牛顿/厘米 (磅/英寸)特氟隆FEP 与卡普顿 CR 7.7 (4.4) 杜邦测试 特氟隆FEP 与铜 7.9 (4.5) 杜邦测试粘合膜 1.2 (0.7) 杜邦测试卡普顿150FCR卡普顿150FN下降时间, 小时 (50赫兹)表三卡普顿150FCR019与卡普顿FN019的耐电晕性能对比Kapton® Kapton® Kapton® Kapton®检测性能 150 FN 019 150 FCR 019 150 FN 019 150 FCR 019包裹层数 1 1 1 1重叠% 50 50 53 53绝缘增强 毫米 0.15 0.15 0.21 0.21绝缘击穿电压;连续的IEC 851-5, 千伏最低值 4.5 4.0 6.0 6.0平均值 6.0 5.5 7.0 7.0弯曲实验 IEC 851-32倍边缘宽度 千伏最低值 4.5 4.0 5.0 5.0平均值 5.5 5.0 6.0 6.02倍平面厚度 千伏最低值 4.5 4.0 5.0 5.0平均值 5.5 5.0 6.0 6.0热震后弯曲实验(220°C [428°F];30分钟)IEC 851-6, 千伏最低值 4.5 4.0 5.0 4.5 平均值 5.5 5.0 6.0 5.5*以上数据源于瑞士绝缘工程公司优良的耐击穿电压性能西门子公司采用了瑞士绝缘工程公司提供的磁线,按照IEC251-3标准要求的射击浴法,对卡普顿FCR薄膜与卡普顿FN薄膜的耐击穿电压性能进行了对比。
PET常用物料物性数据表

表 2.1 对苯二甲酸的物性数据〔14〕............................................................................... 0 表 2.2 对苯二甲酸爆炸强度:〔14〕................................................................................. 1 表 2.3 对苯二甲酸在不同溶剂中的溶解度:〔14〕......................................................... 2 表 2.4 对苯二甲酸蒸汽压:〔7〕....................................................................................... 3 表 2.5 对苯二甲酸固体比热:〔7〕................................................................................... 4 表 2.6 对苯二甲酸气体比热:〔7〕................................................................................... 5 表 2.7 对苯二甲酸理想气体热容量:〔1〕....................................................................... 6
最新精品资料整理推荐,更新于二〇二一年一月二十四日 2021 年 1 月 24 日星期日 13:08:20
B4406G6 物性表

® B 4406 G602/2005UltradurPBT-GF30Product descriptionInjection molding grade with 30 % glass fibers for parts requiring enhanced fire resistance (eg potentiometer parts,plug-and-socket connectors, switches).Abbreviated designation according to ISO 1043-1:PBT FR(17)CLASSIFICATION ACCORDING TO ISO 7792-1:Moulding Compound ISO 7792-PBT, MFGHLNR, 09-110, GF30Physical form and storageStandard packaging includes the 25-kg-bag and the 1000 kg octabin (octagonal container). Other forms of packaging arepossible subject to agreement. All containers are tightly sealed and should be opened only immediately prior toprocessing. Further precautions for preliminary treatment and drying are described in the processing section of thebrochure. The bulk density is about 0,7 to 0,8g/cm³.Under normal conditions Ultradur can be stored for unlimited periods. Even at elevated temperatures, e.g. 40°C in air, andunder the action of sunlight and weather no decomposition reactions occur.Ultradur should generally have a moisture content of less than 0,04% when beeing processed.In order to ensure reliable production, therefore, pre-drying should generally be the rule and the machine should be loadedvia a closed conveyor system. Appropriate equipment is commercially available. Pre-drying is also for the addition ofbatches, e.g. in the case of inhouse pigmentation.In order to prevent the formation of condensed water, containers stored in unheated rooms must only be opened whenthey have attained the temperature prevailing in the processing area. This can possibly take a very long time.Measturements have shown that the interior of a 25-kg bag originally at 5°C had reached the temperature of 20°C in theprocessing area only after 48 hours.Product safetyUltradur melts are stable at temperatures up to 280°C and do not give rise to hazards due to molecular degradation or theevolution of gases and vapors. Like all thermoplastic polymers, however, Ultradur decomposes on exposure to excessivethermal stresses, e.g. when it is overheated or as a result of cleaning by burning off. In such cases gaseousdecomposition products are formed. Decomposition accelerates above 350°C small quantities of aldehydes and saturatedand unsaturated hydrocarbons are also formed. When Ultradur is properly processed and there is adequate suction at thedie no risks to health are to be expected.Further safety information see safety data sheet of individual product.Safety data sheet could be ask for at the Ultra-Infopoint under tel: 0621/60-78780 or fax:0621/60-78730.NoteThe data contained in this publication are based on our current knowledge and experience. In view of the many factorsthat may affect processing and application of our product, these data do not relieve processors from carrying out their owninvestigations and tests; neither do these data imply any guarantee of certain properties, nor the suitability of the productfor a specific purpose. Any descriptions, drawings, photographs, data, proportions, weights etc. given herein may changewithout prior information and do not constitute the agreed contractual quality of the product. It is the responsibility of therecipient of our products to ensure that any proprietary rights and existing laws and legislation are observed.In order to check the availability of products please contact us or oursales agency.Ultradur® B 4406 G6 ArrayFootnotes1) If the product definition doesn't state otherwise.2) Specimens according to CAMPUS.。
PBT物理性能

120℃
蠕变失真
80℃ 120℃ 23℃ 80℃ 23℃
1
10
100
1000
10000
经过时间 (hrs)
NOVADURAN 5010G30 的压缩蠕变
〔%〕 23℃− 900kg/
蠕变失真量 ク リ
70℃− 350kg/
プ 変 形 量 70℃− 70kg/
0
50
100
经过时间 (hrs)
各类树脂的压缩蠕变(载荷200kg/ 〔%〕
1400
1390
1360
延伸(%)
拉伸强度( /
5.8 ) 590 80.5
5.5 600 70.5
5.0 580 40.2
4.3 530 33.5
延伸(%)
黑板温度 在60分钟里洒水12分钟
耐候性测试结果 置于室外
照射时间 (month)
等级 5010G30 (未着色) 5010CR2 (未着色)
-40
-20
0
20
40
60
温度(℃)
80
100
120
140
拉伸强度的温度指数(耐热性)
〔hrs 〕
4×10 T E N S I L E 10 S T R E N G T 10 H 50 % 降低50%所需时间 低 下 時 間 10 190 180 2.2 170 160 2.3 150
(1/8”哑铃状样片) 5010G 5010 5010GN3 140 2.4 130 2.5 120 ℃ ×10
悬臂梁冲 击强度值
0
10
20
30
40
50
玻璃纤维含量(wt%)
机械属性的温度依存性
讲义 - Dupont 吹塑

Engineering PolymersBlow Moulding of T echnical ComponentsTable of Contents Page Why Blow Moulding (2)DuPont’s offering (2)Polyester resins (2)Nylon resins (2)Under-bonnet components (2)Page Air duct system (3)Cooling circuit system 3 CVJ-boots and bellows (3)Fuel tanks (4)Blow moulding technologies (4)Applications .............................8 to 15StartwithDuPontWhy Blow Moulding•Cost and weight reduction•Recyclability (i.e. replaces rubber)•Innovation:– Multifunctional parts– Reduce number of parts in the engine compartment •Higher temperature under the bonnet•Easier assembly and disassembly•Reduce number of materials•Improve engine performance up to 2%(air intake manifolds; air ducts)•Reduce noiseDuPont’s offering in Blow Moulding •Resin H YTREL*TPEC RASTIN*PBTZ YTEL* BM PAZ YTEL330Amorphous nylonS ELAR* RB Barrier resin •Design support•CAD support•Processing supportPolyester resins for Blow Moulding Resins Hardness (shore D)H YTREL HTR 810547DH YTREL HTR 561250DH YTREL HTR 427555DH YTREL ETP 138362DH YTREL with higher melt strength(under development)C RASTIN XMB6400Rockwell (M) 75C RASTIN with higher melt strength(under development)H YTREL and C RASTIN PBT are compatible for sequential and multi-layer co-extrusion. They can provide hard and soft segment combinations as well as multi-layer structures.Typical applications:Air ducts, CVJ boots and bellows.* DuPont’s registered trademark Nylon resins for Blow MouldingZ YTEL BM 7300T HSLUnreinforced, toughened PA 6Z YTEL BM 73G25T HSL25% glass reinforced, toughened PA 6Z YTEL BM 7300 FNUnreinforced, PA 6 flexible nylon alloyZ YTEL BM PA 66 based blow mouldable nylons are currently under development:– unreinforced, toughened– glass reinforced, toughened– hydrolysis resistant.Z YTEL330Transparent, amorphous nylonS ELAR RBNylon barrier resin (for use with polyolefins)PA 6 and flexible nylon based resins are compa-tible for sequential and multilayer co-extrusion, to provide hard and soft segment combinations and multi-layer structures.Typical applications: Cooling circuit parts, air ducts, resonators, etc.Blow moulded under-bonnet components Current and potential use for blow moulded DuPont engineering plastics include:•Turbo charge ducts•Air ducts– Clean air – Recycled air •Crankcase venting hoses•Oil cooling pipes and hoses•Resonators•Coolant system pipes and hoses•Coolant reservoirs•Air conditioning pipes and hoses23Air duct system 1)Clean air2)Crankcase housing venting hose 3)Recycled air4)Recycled charged air A)Air filter B)ChargerC)Heat exchanger for charged airRequirements for air ducts Temperature range120 – 140 °C petrol engines 140 – 160 °C diesel engines Pressure range1,2 – 2 bar charge pressure Chemical resistance Oil, blow-by gas and petrolTypical fatigue testStress cycles1000000Pulsating pressure range 1,2 – 2 bar Test medium airTemperature132 ±2 °C Ambient air temperature 85 ±5 °C Test frequency0,5 – 1 HzSuitable polymersTPE, PBT and nylondepending on individual application.A)Coolant radiator 1)Water cooling pipes and hoses A1)Header tanks in Z YTEL 2)Oil circuit pipes and hoses B)Oil cooler 3)Car interior heating hosesC)Air duct 4)Air conditioner pipes and hosesD)Heat exchanger for car interior E)Air conditionerRequirements for cooling circuit Temperature 130 – 140 °C continuous Pressure 2 – 4 barChemical resistance 50/50 glycol water mixtureSuitable polymersPolyamides 6 or 66, unfilled and glass reinforced depending on the application.CVJ-boots and bellowsBenefits of H YTREL :•Greater toughness (5 – 10 times vs. rubber)•Longer life cycle•Better dimensional stability •No ballooning at high speed•Superior low temperature flexibility •Higher wear resistance•Lower permeation of oil and grease •Weight reduction against rubberFuel tanks with SELAR*RBThe DuPont patented “laminar barrier technology”uses S ELAR RB to blow mould plastic fuel tanks with an integral laminar barrier:• 5 – 7% S ELAR RB is added to HDPE•Up to 98% reduction of hydrocarbon emissions •Standard blow moulding equipment can be used •Industry and government regulations can be met. Petrol tank requirementsEurope:•Effective Jan.’93 all EC countries must meet evaporative emission limits of 2 g/2 h/vehicle.•Switzerland, Austria, Sweden require S HED** test condition.•Test petrol contains no alcohols.•Commercial petrol may contain up to 3% methanol, 5% ethanol, 15% ethers, with weight limit of 2,8% oxygen.Current requirements in USA:•S HED test 2 g/2 h/vehicle.Proposed C ARB** shed test 2 g/25 h/vehicle for build schedule(by model year): 10% 1995;30% 1996; 50% 1997; 100% 1998.•More States to follow with EPA** approval •EPA requires that a new car fulfills the require-ment after 10 years or 100000 miles•OEM's new objectives for petrol tank perme-ation is up to 0,1 g/25 h (50% isooctane and 50% toluene) Ref.-C test petrol.•EPA will use EEE petrol without alcohols for the new shed test.•Testing with methanol fuel blends is only required for alternative fuel vehicles.4Blow moulding technologies •Continuous extrusion blow moulding •Accumulator head blow moulding•Injection blow moulding•Multi-layer co-extrusion•Sequential co-extrusion(hard/soft combination)•3-dimensional blow moulding–3D Mono layer extrusion–3D Multi-layer co-extrusion–3D Sequential co-extrusionContinuous extrusionThe parison is extruded continuously by constantly rotating the screw of the plasticising unit.The process is very simple but requires the use of high melt strength polymers to be able to make long parts. A limitation is often the weight of the parison, as it has a tendency to elongate or collapse under its own weight while being extruded rela-tively slowly out of the die. Continuous extrusionmachines are generally lower cost vs. other types.*DuPont’s registered trademark**S HED=Sealed Hose Emission Determination testC ARB=Carlifornia Air Resource BureauEPA =Environmental Protection AgencyMulti-layer extrusionEquipment is available for continuous extrusion or with accumulator head. Of importance is that sev-eral polymers can be extruded into a multi-layer parison. The thicknesses of the individual layers and the combination of polymers can be varied.The benefit is a structure which only uses the mini-mum amount of each individual polymer to achieve the required properties at the minimum cost.5Accumulator headIn this process, the screw of the plasticising unit is rotating continuously and accumulates the molten polymer into a cylinder. The melt is then pushed out through the die by a piston in a very short time.This system has one advantage: it allows the use of lower melt strength resins as the parison does not have to hang so long (typically one fifth of the time compared to the continuous process) before being moulded. The machines are however more expen-sive but it is normally offset by more flexibility.Injection blow mouldingIn this technology, the first step is the injection moulding of a preform. In some types of machines this preform is then blown up in a second stage. In other types of machines, part of the preform (pari-son) is injected and the rest of the process is like the accumulator head system (“Press blower”).4-stage injection blow moulding machine:1)Injection mould 2)Blow mould 3)Stripping4)Core pin temperature conditioning3-stage injection blow moulding machine:1)Injection mould 2)Blow mould 3)Stripping3-layer coextrusion1)Main extruder:Inner layer2)Satellite extruder 1:Middle layer (e.g. recycled material)3)Sattelite extruder 2:Outer layer (e.g. high heat, abrasionresistant, styling or barrier)Sequential blow mouldingMaterial combinationProduct lineHard Soft Polyesters C RASTIN *H YTREL/ETPNylonsZYTEL BMZ YTEL BM 7300 FNSequentialSequential blow moulding is also beginning to make an impact in the air intake ducting sector. The process is a devel-opment of co-extrusion but rather than extruding an inner and outer layer together itinvolves, as the name suggests,extruding two different but compatible plastic materials in sequence. Most often, the result is to combine hard and soft sec-tions in a single moulding.Extrusion head schematic Typical sequential moulded part featuring a flexible sec-tion.Sequential and multi-layer test• Trials where done at a blow moulding machine manufacturer in Bonn, Germany, on a Krupp Kautex Co-Ex machine. The mould is a bellow test mould from Krupp Kautex.6Hard Soft HardTwo layer trial inner H YTREL5612for good flex performance outerlayer is H YTRTEL ETP 1383 forhigh heat resistanceLeft Centre Rightend bellow endHARD SOFT HARDC RASTIN H YTREL C RASTINXMB6400ETP1383XMB6400C RASTIN H YTREL HTR C RASTINXMB64004275 BK XMB6400Z YTEL BM Z YTEL BM Z YTEL BM7300T HSL7300 FN7300T HSLZ YTEL BM Z YTEL BM Z YTEL BM7300T HSL7300 FN7300T HSL3-dimensional blow mouldingIn addition to the above processes, 3-dimensional blow moulding adds the possibility to make com-plex 3-dimensional parts. In all the conventional processes, the limitation is the basic straight tube shape of the parison from which any part has to be made. With the various 3-dimensional systems (15 patented processes world wide), the parison canbe laid or manipulated in a 3-dimensional shape.Movable Die MouldMovable Die Head3-dimensional blow moulding and 3-dimensional sequential Co-Ex1) Flexibility of design•Curved and complicated plastic pipes can be made with ease in a single process with different types of resins.•Different types of resins (hard type and soft type) can be located freely and easily with good adhesion anywhere along the part.2) Variety of resins•Example of resin combinationProduct lineHardSoftPolyesters C RASTINH YTREL/ETPXMB6400NylonsZ YTEL BM Z YTEL BM 7300T HSL 7300 FN Z YTEL BM 73G25T HSL73) Basic structure of exchange blow moulding4) ComparisonAssembly PartsoperationsPipe 20Rubber hose 36Hose band 66Washer 66Bolt 66Total23 pieces24 operationsTraditional air flow pipeSequential co-extrusion air flow pipeApplication:Air duct/high pressure/charged Moulder:HelphosOEM:AudiGrade:H YTREL HTR 4275 BK Status:CommercialComment:Metal insertsVW test temperature 150 °CIntegrated attachmentsHot plate welded side stud Application:Air ductMoulder:KaiserOEM:AudiGrade:H YTREL HTR 4275 BK Status:Commercial Comment:Achieved noise reductionWith integrated sealCommercial ApplicationApplication:Air ductMoulder:HelphosOEM:VW - CorradoGrade:H YTREL HTR 4275 BKStatus:CommercialComment:Air duct with welded-on attachment andmetal inserts Commercial ApplicationApplication:Bellow “La Bonette”Moulder:Véhicules IndustrielsOEM:RenaultGrade:A LCRYN2070 BKStatus:CommercialComment:A LCRYN2070 BK was chosen because of itsgood processing and weathering character-istics8Application:Venting hose of crank shaft housing Moulder:HelphosOEM:VW - Golf A3Grade:H YTREL HTR 4275 BKStatus:CommercialComment:Metal insertsFlanges calibrated in the blowmoulding process Application:Air cooling duct (1 and 2)Moulder:HelphosOEM:VWGrade:H YTREL HTR 4275 BKStatus:CommercialComment:Duct 1 and 2 are snap-fitted with a blowmoulded snap-fitCommercial ApplicationApplication:Venting hose of crank shaft housing Moulder:HelphosOEM:VW - Golf A3Grade:H YTREL HTR 4275 BKStatus:CommercialComment:Metal inserts, integrated shoulder for theattachment clip Commercial ApplicationApplication:Air ductMoulder:KaiserOEM:AudiGrade:H YTREL HTR 4275 BK Status:Commercial Comment:Air duct with integrated moulded-in seals9Application:Air ductMoulder:HelphosOEM:VWGrade:H YTREL HTR 4275 BK Status:Commercial Comment:Attachment integrated Application:Air ductMoulder:HelphosOEM:VWGrade:H YTREL HTR 4275 BK Status:Commercial Comment:Moulded on attachmentCommercial ApplicationApplication:Air ductMoulder:HelphosOEM:VW - Golf A3 Grade:H YTREL HTR 4275 BK Status:Commercial Comment:Metal insertsmoulded on attachment Commercial ApplicationApplication:Air ductMoulder:KaiserOEM:AudiGrade:H YTREL HTR 4275 BKStatus:CommercialComment:Replaced ECO and saved about 40% of thecomponent cost due to integrated seals andeasier assembly10Application:Air ductMoulder:HelphosOEM:VWGrade:H YTREL HTR 4275 BKStatus:CommercialComment:Integrated attachment and welded onattachment Application:Air ductMoulder:KayserOEM:AudiGrade:H YTREL HTR 4275 BKStatus:CommercialComment:This duct replaced ECO and saved about40% of the component cost due to easierassembly and integrated sealsCommercial ApplicationApplication:Air ductMoulder:HelphosOEM:VWGrade:H YTREL HTR 4275 BK Status:Commercial Comment:Metal insertsMoulded on attachment Test ApplicationApplication:Test mould steering bellowMoulder:Krupp Kautex Machine Manufacturer OEM:Grade:H YTREL HTR 5612 BK/H YTREL ETP 1383Status:TestComment:Co-ex Inside H YTREL HTR 5612 BKfor optimal flexibilityOutside H YTREL ETP 1383 forhigh heat resistance11Application:VW Air ducts Moulder:HelphosOEM:VWGrade:H YTREL HTR 4275 BK Status:Commercial Comment:Several different air ducts Application:Air ductMoulder:HelphosOEM:VWGrade:H YTREL HTR 4275 BK Status:Commercial Comment:Integrated attachmentCommercial ApplicationLeft: H YTREL; Right: ECO (epichlorhydrin rubber)Application:Air ductMoulder:KaiserOEM:AudiGrade:H YTREL HTR 4275 BKStatus:CommercialComment:Replaced ECO Test ApplicationApplication:Test mouldMoulder:Krupp Kautex Machine Manufacturer OEM:Grade:Z YTEL BMStatus:TestComment:Sequential Co-extrusion12Application:Air ductMoulder:Kautex UKOEM:Ford - Zeta engineGrade:Z YTEL BMStatus:CommercialComment:Ford prefers Z YTEL for higher temperaturerequirement Application:Air ductMoulder:PhoenixOEM:VWGrade:H YTREL HTR 4275 BKStatus:CommercialComment:The crank case vent goes in the studs’ inte-grated in the part that is why oil resistanceat elevated temperature(150 °C) is requiredCommercial ApplicationApplication:ResonatorMoulder:Kautex UKOEM:Ford - MondeoGrade:Z YTEL BMStatus:CommercialComment:Ford prefers Z YTEL for high temperaturerequirements Test ApplicationApplication:Test mouldMoulder:Krupp Kautex Machine Manufacturer OEM:Grade:C RASTIN XMB 6400 NC/H YTREL ETP 1383 NCStatus:TestComment:Sequential Coexhard ends with C RASTIN XMB 6400soft bellow made of H YTRELETP 138313Application:Air ductMoulder:KayserOEM:AudiGrade:H YTREL HTR 4275 BK Status:CommercialComment:With integrated moulded-in seals Application:Shock absorber sleeveMoulder:Contitech (Dannenberg)OEM:MercedesGrade:Z YTEL BMStatus:CommercialComment:This part had to be in PA 66 to meet HDTrequirements. Z YTEL CFE 8005 BK was theonly blow moulding nylon 66 resin avail-able to fulfill requirementsCommercial ApplicationApplication:Crank case venting hoseMoulder:KayserOEM:AudiGrade:H YTREL HTR 4275 BKStatus:CommercialComment:Replaced ECO for easier assembly andlower component mercial ApplicationApplication:CVJ BootMoulder:ContitechOEM:PSAGrade:H YTREL HTR 4275 BKStatus:CommercialComment:In use on the wheel sides. H YTREL was cho-sen because of its excellent low temperatureflexibility.14Application:CVJ BootMoulder:ContitechOEM:Ford - MondeoGrade:H YTREL HTR 8105 BKStatus:CommercialComment:Bellows made from H YTREL are used onwheel and engine side, 4 bellows are usedon each vehicle Application:CVJ BootMoulder:Contitech/Möller Werke/PaguagOEM:VW (Golf)Grade:H YTREL HTR 8105 BKStatus:CommercialComment:VW choose H YTREL because of excellentlow temperature flexibility (no service fail-ure at –50 °C).Development ApplicationApplication:Lorry cable duct to the cabine. Moulder:OEM:DAFGrade:H YTREL HTR 4275 BKStatus:Development was not commercialised Comment:Commercial ApplicationApplication:Cooling pipeMoulder:OEM:BMWGrade:PA 66, 30% glass reinforced Status:CommercialComment:15BeneluxDu Pont de Nemours (Belgium)Antoon Spinoystraat 6B-2800 Mechelen Tel. (15) 44 14 11Telex 22 554Telefax (15) 44 14 09BulgariaDu Pont Bulgaria18, Tcherni Vrah Blvd.Bldg. 2, Floor 5BG-1407 SofiaTel. (2) 66 59 13/66 57 36Telex 24 261 DUPONT BG Telefax (2) 65 63 29/66 56 11CeskoslovenskoDu Pont - Conoco CS Spol. S.R.O.Palác Kultury 5, Kvetna 65CS-14009 Praha 4Tel. (02) 422 641 to 422 646Telex 121 834 DUPO C Telefax (02) 499 209DanmarkDu Pont DanmarkBranch of Du Pont Scandinavia AB Parkallé 292DK-2605 Brøndby Tel. (43) 63 32 66Telex 33 263 DUPONT DK Telefax (43) 63 38 33Deutschland Du Pont de Nemours (Deutschland) GmbH DuPont Straße 1D-61343 Bad Homburg Tel. (06172) 87 0Telex 410 676 DPD D Telefax (06172) 87 15 00EgyptMedgenco International Trade Co.13, El Bostan Street ET-CairoTel. (02) 392 78 66Telex 93 742 MK UN Telefax (02) 392 84 87EspañaDu Pont Ibérica S. A.Tuset, 23, 1°E-08006 Barcelona Tel. (3) 200 73 11Telex 50 887 DUPO E Telefax (3) 414 28 75FranceDu Pont de Nemours (France) S.A.137, rue de l’UniversitéF-75334 Paris Cedex 07Tel. (1) 45 50 65 50Telex 206 772 dupon Telefax (1) 47 53 09 67HellasC. G. Lazarakis Ltd Valaoritou Street 17GR-10671 Athina Tel. (01) 361 84 11Telex 219 037 LACO GR Telefax (01) 362 09 30IsraëlGadot Chemical Terminals (1985) Ltd.22, Shalom Aleichem Street IL-633 43 Tel Aviv Tel. (3) 528 62 62Telex 33 744 GADOT IL Telefax (3) 282 717ItaliaDu Pont de Nemours Italiana S. p. A.Via A. Volta, 16I-20093 Cologno Monzese Mi Tel. (02) 25 302 1Telex 314 671 DUPIT I Telefax (02) 27 300 969MagyaroszágDu Pont - Conoco Hungary KFT Theokoely Ut. 137H-1145 Budapest Tel. (1) 183 51 40Telex 202 805 DUPON H Telefax (1) 251 43 45MarocDeborel Maroc S. A.Résidence Firdaous40, boulevard d’Anfa - 10°MA-Casablanca Tel. (2) 27 48 75Telex 23 719 BOUKBEN Telefax (2) 26 54 34NorgeNordic Polymers A/S Niels Leuchsvei 99N-1343 Eiksmarka Tel. 67 14 28 70 Telefax 67 14 30 44 Österreich InterowaFürer-Haimendorf KG Bräuhausgasse 3-5A-1050 WienTel. (01) 512 35 71Telex 112 993 IROWA A Telefax (01) 512 35 71 12/512 35 71 31PolskaE. I. du Pont de Nemours & Co.Warsaw Branch Office Intraco Bldg - Floor 13ul. Stawki 2PL-00193 Warszawa Tel. (2) 635 04 01Telex 812 376 DUP PL Telefax (2) 635 07 61Portugal Mario CoelhoRua do Campo Alegre, 672 - 1°P-4100 PortoTel. (2) 69 24 25/69 26 64Telex 23 136 MACOL Telefax (2) 600 02 07RomaniaAectra International Ltd Distributor for DuPont Strada Luterana 2 - 4Hotel Bucuresti Corp. D2,Etay 2, Ap. 6Of. Postal 45-13R-70741 Bucuresti Tel. 14 34 14Telex 92 512 DPX R Telefax 13 50 75RussiaDu Pont RussiaYuzhinsky Pereulok 13/2SU-103 104 Moskva Tel. (095) 973 10 01Telex 413 778 DUMOS SU Telefax (095) 973 24 40Schweiz/Suisse/Svizzera Dolder AG Immengasse 9Postfach 14695CH-4004 BaselTel. (061) 326 66 00Telex 962 306 DOL CH Telefax (061) 326 62 04SlovenijaDu Pont de Nemours International S.A.Representative Office 16, Tolstojeva Ulica61000 Ljubljana, Slovenija Tel. (061) 34 43 93Telex 31 108 BETI YU Telefax (061) 34 43 93Suomi/Finland Suomen Du Pont OyLapinlahdenkatu 3A 20 (Lappviksgat)PL 237SF-00181 Helsinki Tel. (90) 694 55 22Telefax (90) 694 53 11SverigeDu Pont Scandinavia AB Torshamnsgatan 35S-164 86 Kista (Stockholm)Tel. (08) 750 37 00Telex 12 410 DUPONO S Telefax (08) 750 90 41TürkiyeGrillo Maden Ltd.Inonu Caddesi 96/6TR-80090 Taksim-Istanbul Tel. (1) 149 83 10Telex 24 271 GILO TR Telefax (1) 144 51 13United Kingdom Du Pont (U.K.) Limited Maylands Avenue GB-Hemel Hempstead Herts. HP2 7DP Tel. (0442) 21 85 00Telex 825 713 DUPONT G Telefax (0442) 24 94 63Asia PacificDu Pont Asia Pacific Ltd Polymer Products P.O. Box TST 988511122 New World Office Bldg - East Wing Salisbury RoadKowloon, Hong Kong Tel. (852) 734 53 45Telex 46 296 DPTHK HX Telefax (852) 724 44 58South Africa Du Pont de Nemours International S.A.South African Branch Office 1st Floor Howick Gardens Howick Close, Waterfall Park Vorna Valley Ext. 21, Midrand Box 3332, Halfway House Tel. (11) 315 38 80Telex 426 513 DUPNT Telefax (11) 315 42 57USAE. I. du Pont de Nemours & Co.Wilmington, Delaware 19898Tel. (302) 774 1000.Telex 67 17 325 DUPONTRequests for further information from countries not listed above should be sent to:Du Pont de Nemours International S.A.2, chemin du PavillonCH-1218 Le Grand-Saconnex, Geneva Tel. (022) 717 51 11Telex 415 777 DUP CH Telefax (022) 717 52 0001.94Printed in SwitzerlandH-53702For further information contact:This information corresponds to our current knowledge on the subject. It is offered solely to pro-vide possible suggestions for your own experimentations. It is not intended, however, to substi-tute for any testing you may need to conduct to determine for yourself the suitability of our prod-ucts for your particular purposes. This information may be subject to revision as new knowledge and experience becomes available. Since we cannot anticipate all variations in actual end-use conditions, DuPont makes no warranties and assumes no liability in connection with any use of this information. Nothing in this publication is to be considered as a license to operate under or a recommendation to infringe any patent right.Start withDuPontEngineering Polymers。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
Physical Properties Density Linear Mold Shrinkage, Flow Linear Mold Shrinkage, Transverse Mechanical Properties Tensile Strength, Ultimate Elongation at Break Tensile Modulus Flexural Modulus Flexural Yield Strength Izod Impact, Unnotched Izod Impact, Notched Electrical Properties Electrical Resistivity Surface Resistance Dielectric Constant Dielectric Strength Dissipation Factor Arc Resistance Thermal Properties CTE, linear CTE, linear, Transverse to Flow Thermal Conductivity Melting Point Deflection Temperature at 0.46 MPa (66 psi) Deflection Temperature at 1.8 MPa (264 psi) UL RTI, Electrical UL RTI, Mechanical with Impact UL RTI, Mechanical without Impact Flammability, UL94 Oxygen Index Processing Properties Melt Temperature
0.650 J/cm 0.375 J/cm
@Temperature -40.0 °C
1.22 ft-lb/in 0.703 ft-lb/in
@Temperature -40.0 °F
Metric 1.00e+16 ohm-cm 1.00e+14 ohm 3.20 3.80 15.0 kV/mm
@Thickness 3.17 mm
Some of the values displayed above may have been converted from their original units and/or rounded in order to display the information in a consistent format. Users requiring more precise data for scientific or engineering calculations can click on the property value to see the original value as well as raw conversions to equivalent units. We advise that you only use the original value or one of its raw conversions in your calculations to minimize rounding error. We also ask that you refer to MatWeb's terms of use regarding this information. Click here to view all the property values for this datasheet as they were originally entered into MatWeb.
MatWeb, Your Source for Materials Information - /
Page 1 / 1
DuPont Performance Polymers Crastin® S600 PBT (Unverified Data**)
Categories: Polymer; Thermoplastic; Polyester, TP; Polybutylene Terephthalate (PBT); Polybutylene Terephthalate (PBT), Unreinforced, Molded
72.2 µin/in-°F
@Temperature 68.0 °F
0.250 W/m-K 225 °C 160 °C 60.0 °C 130 °C 115 °C 120 °C HB 22.0 % Metric 243 - 266 °C
1.74 BTU-in/hr-ft²-°F 437 °F 320 °F 140 °F 266 °F 239 °F 248 °F HB 22.0 % English 469 - 511 °F
ASTM D3418 ASTM D648 ASTM D648
ASTM D2863 Comments
** This data sheet is not an active part of MatWeb and the information on it should not be considered reliable. Inactive data sheets have usually been replaced with newer information on the same material. If this is the case, you can find the active data sheet by using any of our search tools, including the Quick Search box in the upper part of this page. If you are unable to locate an active data sheet for this material, then this material is likely discontinued, although various other reasons may be behind its removal. In any event, do not rely on the information on this page to be accurate or maintained. You may have reached this data sheet through an outdated bookmark or link. Please update your bookmark accordingly. We apologize if you have accessed this page through MatWeb’s usual search tools.
Material Notes: General purpose injection molding grade of polybutylene terephthalate. This product is not listed in the DuPont standard product line AS OF spring 2006 but availability may change. Vendors: No vendors are listed for this material. Please click here if you are a supplier and would like information on how to add your listing to this material. Metric 1.31 g/cc 0.0160 cm/cm 0.0160 cm/cm Metric 58.0 MPa >= 50.0 % 2.70 GPa 2.40 GPa 80.0 MPa NB NB
English 0.0473 lb/in³ 0.0160 in/in 0.0160 in/in English 8410 psi >= 50.0 % 392 ksi 348 ksi 11600 psi NB NB
@Temperature -40.0 °F
Comments ASTM D792
Comments ASTM D638 ASTM D638 ASTM D638 ASTM D790 ASTM D790 ASTM D256 ASTM D256 ASTM D256 ASTM D256
English 1.00e+16 ohm-cm 1.00e+14 ohm 3.20 3.80 381 kV/in
@Thickness 0.125 in
Comments ASTM D257 ASTM D257 at 1 MHz; ASTM D150. at 1 kHz; ASTM D150 Short Time; ASTM D149 at 1 kHz; ASTM D150 at 1 MHz; ASTM D150 ASTM D495 Comments Flow Direction
0.00200 0.0200 160 sec Metric 130 µm/m-°C
@Temperature 20.0 °C
0.00200 0.0200 160 sec English 72.2 µin/in-°F
@Tempe
@Temperature 20.0 °C