铸造过程中外观不良问题调查改善报告(中英文对照版本)
不良项目中英文对照_
1>Abrasion: A surface imperfection that removes ordisplaces material characterized by its largewidth and length relative to its depth.中译: 擦破/磨损一个表面的瑕疵。
移动材料时造成较大的宽度、长度、深度之特徵。
2>Bleeding: This defect is the discoloration created by thediffusion of coloring material through anapplied coating from the substrate to thesurface of the coating.中译: 渗出染料扩散,自底层到表层,造成表面上的瑕疵。
3>Blemish: The change in the surface appearance due to aflaw or cosmetic defect.中译: 污损/污点因为一个瑕疵或外观不良而改变表面外部4>Blister: The raised bumps in the surface, caused by airor solvent vapors forming within or under thecoating.中译: 水泡由於来自烤漆内部或表面的空气或溶剂气体造成表面隆起突出。
5>Blush: Discoloration or change in gloss, generally appearing at the gates, abrupt thicknesschanges or other structures along flow pat.中译: 异色通常发生在射出进料口、肉厚突然缩减、或流道交错之处6>Bubble: A gas pocket in a plastic molded part. For acoating, it is the same as blister.中译: 气泡一个气体包覆(中空)在塑胶件上,对烤漆来说,与blister意义相同7>Burn Mark: A condition where supper-heated trapped air inthe cavity heats or burns the surface of theplastic part.中译: 焦痕8>Burr:This defect appears as a rough or sharp edgeon metal after it has been cast, cut, drilled,stamped, and so forth. Burrs will usually snagor tear a cleaning cloth.中译: 毛边(头) 在材料经过铸造、切割、钻孔、冲压等等外观形成一个粗糙或锐利边缘,毛边总是会刺穿或扯裂整齐的衣物。
验货缺陷中英文对照供大家参考

. 验货缺陷中英文对照供大家参考carton marking wrong/箱唛错carton was damaged/箱烂carton wrinkle/箱邹poor printing on carton/箱唛印刷不良carton marking illegible/箱唛不清楚carton too tight/箱太紧bar code wrong/电脑纹错wrong printing on carton/箱印刷错bar code illegible/电脑纹模糊missing date code/漏日期贴纸missing bar code/漏电脑纹missing vendor code/漏厂编号missing product inside carton./漏装产品carton joint opened/箱驳口开裂carton unsealed/外箱无密封glue mark on carton/外箱胶水印gift box unseal/彩盒无密封gift box crushed/彩盒压烂压皱master carton/外箱shipping carton/落货箱inner carton/内箱blister pack/吸塑袋gift box pack/彩盒袋display box pack/开口彩盒solid pack/独立装assortment pack/混合装bulk pack/散包装cable tie/扎线带shrink warp/吸塑包装whole pack/完整包装bilingual pack/两种语言装gift box dirty/soil/彩盒污糟gift box wrinkle/彩盒皱gift box scratched/彩盒刮伤gift box deformed/dent/彩盒变形/凹陷gift box illegible/彩盒字迹模糊gift box wet/彩盒湿gift box poor sealing/彩盒封口不良gift box unsealed/彩盒无封口gift box flap seam opened/彩盒盖破裂tape poor sticking/胶纸粘贴不良gift box color deviation/彩盒颜色偏差poor printing on gift box/彩盒印刷不良gift box abrasion/彩盒擦伤gift box adhesion/彩盒相粘window box film damaged/彩盒胶窗烂window box film stress/彩盒胶窗顶白window box film dent/彩盒胶窗凹陷window box film detach/彩盒胶窗脱落window box film poor sealing/彩盒胶筒粘合不良window box film poor transparency/彩盒胶袋透明度不够foreign brand model/错型号wrong destination label/错目的地贴纸no suffoca tion warring on poly bag/胶袋无警告字语no recycling mark/无环保贴纸missing serial number/漏号码贴纸serial number don’t correspond/号码与彩盒不符missing label/漏贴纸missing manual/漏说明书missing accessories/漏附件gift box slightly damage/彩盒轻微损坏uneven coloring/颜色不平均illegible printing/印刷模糊wrong/missing coloring/错/漏颜色missing printing/漏印刷字句missing caution tags for transit漏搬运小心贴纸blister card was dirty/soil卡片是肮脏的/土壤insert(cardboakd)wrinkle 皱纹blister card damaged卡片损害blister card incorrect 备置卡片不正确的cardboard color deviationcardboard 彩色偏离shrinkage缩水deformed变形flash/gate remnantmatted无光泽flow line/stress mark夹水纹/顶白poor molding喷塑不良contamination mark混色,混料mark 痕迹,污点,标记colourized 混色color deviation 颜色偏差color mismatched 颜色不配合burnt mark 烧焦痕damaged 烂/损坏poor trimming 修整不良dull surface 哑色poor spraying 喷油不良over spraying 飞油paint under coverage油太薄paint chipped off脱油orange peel painting油面呈橙皮壮foreign painting染油poor re-painting touchup补油不良missing spraying漏喷油dirty on paint surface油面有尘点paint bubbles油泡paint color deviation油颜色偏差paint color mismatched喷油颜色不配合paint abrasion fail油漆被擦paint adhesion fail油漆被甩paint dirty油面污糟spraying scratched喷油刮花dull of paint surface喷油哑色paint matted/frayed喷油无光泽/磨损yellowish painting油面发黄paint peel off 油面起皮spraying uneven喷油不整齐paint damped油漆不干paint abrasion甩油bubble冒泡,气泡uneven paint coverage喷油厚薄,不均paint misregistration错色poor coating油漆外层不良塑胶原料6 `9 K9 B% c6 e$ _' r- I. Lacrylic 压克力casein 酪素" m a( B% `, y3cellulose acetate 醋酸纤维素CA 2 F(cellulose acetate butyrate 醋酸丁酸纤维素CAB 3 ?2 v9 [ composite material 复合材料cresol resin 甲酚树脂CF' J% y# F" V8 [4 g7 P4 F% `dially phthalate 苯二甲酸二烯丙酯disperse reinforcement 分散性强化复合材料" h) Z8 \' engineering plastics 工程塑胶epoxy resin 环氧树脂EP + X' c# A' n$ v. D( L5 j ethyl cellulose 乙基纤维素ethylene vinylacetate copolymer 乙烯-醋酸乙烯EVA) s4 x5 o- P; k1 ]; iethylene-vinlacetate copolyme 醋酸乙烯共聚物EV A expanded polystyrene?泡聚苯乙烯EPS C+ h2 L# h7 fiber reinforcement 纤维强化热固性/纤维强化复合材料9 C! p4 O, d1 ] Qhigh density polyethylene 高密度聚乙烯HDPE + \0 ~4high impact polystyrene 高冲击聚苯乙烯HIPS0 y* f$ W& C& Q' Shigh impact polystyrene rigidity 高冲击性聚苯乙烯8 t9 t" r1 F9 T' C' V1 h% P9 N( llow density polyethylene 低密度聚乙烯LDPEmelamine resin 三聚氰胺酚醛树脂MFnitrocellulose 硝酸纤维素phenolic resin 酚醛树脂plastic 塑胶polyacrylic acid 聚丙烯酸PAP1 z6 H+ Z* G4 p9 B5 D! hpolyamide 耐龙PA polybutyleneterephthalate 聚对苯二# u" G- d6 U5 b9 g* N4 a; H/ }甲酸丁酯PBT( \' ~( S6 P0 p/ `polycarbonate 聚碳酸酯PC polyethyleneglycol 聚乙二醇PFG, d8 y( L# Q; |polyethyleneoxide 聚氧化乙烯PEO polyethyleneterephthalate 聚乙醇对苯PETPM5 |4 x( n* L& `7 o- o: ~polymetylmethacrylate 聚甲基丙烯酸甲酯PMMA polyoxymethylene 聚缩醛POM ; q, Y! O/ K- \3 }7 F: spolyphenylene oxide 聚硫化亚苯polyphenyleneoxide 聚苯醚PPO ) i. ~( q* y/ C) E$ ?( P* ? polypropylene 聚丙烯PPpolystyrene 聚苯乙烯PS 6 v6 j+ n B+ i; `2 J polytetrafluoroethylene 聚四氟乙烯PTFE polytetrafluoroethylene 聚四氟乙烯?, T) q4 [$ N4 U( \( O% F+ M. @- Mpolythene 聚乙烯PE polyurethane 聚氨基甲酸酯PU! S/ X! K4 i7 a4 Jpolyvinylacetate 聚醋酸乙烯PV AC polyvinylalcohol 聚乙烯醇PV A 9 _# n1 n$ p# r X polyvinylbutyral 聚乙烯醇缩丁醛PVBpolyvinylchloride 聚氯乙烯PVC+ @5 W; K- a6 Ipolyvinylfuoride 聚氟乙烯PVF polyvinylidenechloride 聚偏二氯乙烯PVDC; b+ O. ~) T9 M Wprepolymer 预聚物silicone resin 矽树脂' I8 i+ q3 T$ m5 b7 Nthermoplastic 热塑性thermosetting 热固性- w7 B5 e% A- @% sthermosetting plastic 塑胶unsaturated polyester 不饱和聚酯树' x3 _1 {, h8 ?+ J- n脂# H: o/ q3 G# p# n, a成形不良用语8 ?1 d7 D; {4 Kaberration 色差atomization ?化8 q. ^& J5 U7 ^0 z2 h- Xbank mark ?料纹bite 咬入0 }( q5 { P$ u) i1 hblacking hole 涂料孔(铸疵)blacking scab 涂料疤; j. f. i! }7 k3 f5 M! l. u/ Vblister 起泡blooming 起霜: Y) g" J. |, ^blow hole 破孔blushing 泛白9 Q% h/ n% U8 [+ W! _+ rbody wrinkle 侧壁皱纹breaking-in 冒口带肉% F* {3 m' A2 r6 a: Z _" Xbubble 膜泡burn mark 糊斑/ t1 s* c) l# e) [: fburr 毛边camber 翘曲- h) }; U: m7 B7 _8 G3 zcell 气泡center buckle 表面中部波皱% {; t' j7 E# Z7 @# u- @check 细裂痕checking 龟裂* q6 c: @6 @6 {. C. F4 gchipping 修整表面缺陷clamp-off 铸件凹痕% f! ~" B! W0 C% C1 b% |& u; n collapse 塌陷color mottle 色斑# r: W) m# K. T0 `$ tcorrosion 腐蚀crack 裂痕6 h& J9 G4 g: `+ mcrazing 碎裂crazing 龟裂' \! X+ X# e8 C1 E4 O7 ]- Vdeformation 变形edge 切边碎片$ e( Z6 y/ x9 q6 t1 wedge crack 裂边fading 退色3 z0 i* B7 L" Q1 \) Ofiller speak 填充料斑fissure 裂纹; M, Z- N0 W- j% ~flange wrinkle 凸缘起皱flaw 刮伤& e# j4 H) y# A/ Y" n2 X* Eflow mark 流痕galling 毛边2 b8 D) D( Z' J- P, Dglazing 光滑gloss 光泽 a4 P, C2 `) Kgrease pits 污斑grinding defect 磨痕( E, e. C& W( T% }! l+ i3 thaircrack 发裂haze 雾度% u" a3 V; Z% D5 V, ^# g- Jincrustation 水锈indentation 压痕) m5 \& N6 g; Z0 j! uinternal porosity 内部气孔mismatch 偏模$ f/ g( f! X% e' X Umottle 斑点necking 缩颈7 D& b3 b0 y+ Znick 割痕orange peel 橘皮状表面缺陷& v G2 t! R+ C8 e2 Z overflow 溢流peeling 剥离" r x0 D2 J9 ]/ p2 e* Q8 _ Wpit 坑pitting corrosion 点状腐蚀# j8 |$ g, R% Hplate mark 模板印痕pock 麻点2 p: }+ J4 r0 J) d: Lpock mark 痘斑resin streak 树脂流纹6 J# y1 m# g$ j/ Fresin wear 树脂脱落riding 凹陷. {- Y" A& G1 csagging 松垂saponification 皂化/ X$ A: S7 A' C" kscar 疤痕scrap 废料6 E! g+ Z a3 k7 x, o/ e' _scrap jam 废料阻塞scratch 刮伤/划痕& D% b1 q& X- s) Qscuffing 深冲表面划伤seam 裂痕. c4 v" u' _3 Eshock line 模口挤痕short shot 充填不足5 T+ I7 L/ B/ lshrinkage pool 凹孔sink mark 凹痕* y4 z8 g z7 B) m' _skin inclusion 表皮摺叠straightening 矫直' W5 m5 Q( { q0 S7 astreak 条状痕surface check 表面裂痕" {' i3 v3 Y4 i2 H1 i( ]# Csurface roughening 橘皮状表皮皱摺surging 波动" c! L- d8 n E: O/ @( Isweat out 冒汗torsion 扭曲- m; r" B- w; Z* Z+ p9 {9 |: Fwarpage 翘曲waviness 波痕$ _; J: R$ n: Fwebbing 熔塌weld mark 焊痕+ m# Q w* N9 S p1 Y4 ~whitening 白化wrinkle 皱纹% K# K8 p; S4 Y! Q模具常用刀具与工作法用语6 m* U5 h* P: z/ I; i' V8 ladjustable spanner 活动扳手angle cutter 角铣刀anvil 铁?arbour 心轴; n8 B# s" K1 G8 P( @% s4 w- Z obacking 衬垫belt sander 带式打磨机" @: } Y0 p& ?buffing 抛光chamfering machine 倒角机, ]8 @2 o- q: T2 i chamfering tool 去角刀具chisel 扁錾+ n$ g- Q( [% F c2 N; Y {& Jchuck 夹具compass 两角规& h+ X" g3 D% }/ z+ U+ @4 Dconcave cutter 凹面铣刀convex cutter 凸形铣刀+ L+ C3 i! U1 Q( e/ rcross joint 十字接头cutting edge clearance 刃口余隙角drill stand 钻台edge file 刃用锉刀file 锉刀flange joint 凸缘接头1 [7 i) U6 K6 s5 xgrinder 砂轮机hammer 铁锤hand brace 手摇钻hatching 剖面线1 I; Y1 W! } K" [1 ^% E/ shexagon headed bolt 六角头螺栓hexagon nut 六角螺帽, n: M$ t& [# T6 s+ y5 Aindex head 分度头jack 千斤顶% F4 i. r- Q9 ~/ K% yjig 治具kit 工具箱, f% |; r Y( W: ~. N7 n3 S5 c& l! Tlapping 研磨metal saw 金工锯0 B6 g6 N @# G2 r1 y4 p* snose angle 刀角pinchers 钳子$ H3 _2 a) s! g1 spliers 铗钳plug 柱塞头! k' ]& b X6 m( v% mpolisher 磨光器protable driller 手提钻孔机5 v, L; S& E. Z; u5 Epunch 冲头sand paper 砂纸0 E8 b H+ `# D( f( K5 j! Sscraper 刮刀screw driver 螺丝起子) S" Q$ `# S9 }+ k+ p( c. O scribing 划线second out file 中纹锉* V5 B$ i* |1 a& A: l- yspanner 扳手spline broach 方栓槽拉刀+ \0 Z& H" c: M$ V, b; I1 Ysquare 直角尺square sleeker 方形镘刀3 ]! f6 l7 ~7 u' ]4 \2 Jsquare trowel 直角度stripping 剥离0 O& t; ?' Y0 i! o/ x! V2 a工具1 q( S+ I4 g: N7 uT-slot T形槽tool for lathe 车刀7 Q; S! [/ q1 M6 J) S: T) Wtool point angle 刀刃角tool post 刀架4 p+ A5 c: J8 I2 N4 A2 Atosecan 划线盘trimming 去毛边# | E2 ]+ P. Q2 ]% M7 J2 nwaffle die flattening 压纹效平wiper 脱模钳# Q% {7 o# C) j* ?9 ?8 W9 S7 bwrench 螺旋扳手8 u9 B+ a: h% Z4 Q# T0 y* I电脑关联用语0 Z6 ]9 ^5 q B% l; M5 c7 Y; v3D modeling 三次元模拟access 通路; B2 J: L4 K" s6 G# ~+ H7 [animation 卡通影片application 应用% F% `. t3 r( s0 E8 {7 g4 b0 Qboard 基板bug 故障, O3 X" B8 g: u; Y" m/ s$ v; [5 O* Qbus 汇流排CAD 电脑辅助设计: B/ [/ |% ^* u+ w; \CAE 电脑辅助工程分析CAM 电脑辅助制造" ?; ]9 O3 j- x$ [( \: ecassette 卡座color display 彩色显示器& w; k9 @; R: ?0 m, a+ ^ command 指令communication 通信" n+ \; d& K9 B- s( Bcompact 精简小型computer 电脑" H) {* p. T1 ?* ] V( dcopy 复制cursor 游标0 C$ T1 U- A! Scurve modeling 曲面模拟database 资料库5 r: x7 n6 u+ R+ X- Y4 _design 设计digitizing 数位化7 o" \6 {$ y" Zdisk 磁碟dot 点% `; o. M* M8 O& M) Q8 l$ H1 x- Qeyelet 眼孔floppy 磁碟片.& }; {: P m( @1 L& ]format 格式化graphic 圆解! p+ Z/ @6 f" l' \ \6 s: {hardware 硬体honeycomb 蜂巢: \. s5 C: K/ Ainterface 界面know how 秘诀) p' {9 ?+ Z* v: Flaser printer 雷射印表机lay out 布置0 [) o5 V* T2 ]memory 记忆memory swap 交换记忆. W/ @3 Y% z1 D microprocessor 微处理器modeling 造型" _9 C! m3 M8 p& j8 pmodule 模组monitor 萤幕1 W1 ? \+ U& c- S9 F+ g2 O- o. Z4 s mouse 滑鼠need 需求& i: V/ i4 f2 q$ T6 D! C1 Anetwork 网路new version 新版+ I! Y0 R/ }$ F6 Fon line 上线中option 选择1 V- `+ Z0 S m/ r& ^PC 个人电脑plotter 绘图机3 z! |; m# H. x$ w* rprogram 程式scanning 扫描! h8 ]4 h3 h6 ^1 x- O) ~simulation 模拟software 软体% H7 b8 j2 r: Bsolid model 实体模型system 系统8 F/ u1 I3 X* d9 w8 ]) A8 u' Gtape 磁带terminal 终端机, Z. A6 \+ K: F# i) x% Q* Mtexture 构造trim 修边6 ~ h( w& s# p. b* [0 p( |venter 排气风扇word processor 文书处理器6 J3 D' ^: D# y% \+ n' l! O各种冲模加工关连用语6 \0 v: A3 X/ M5 ibarreling 滚光加工belling 压凸加工( v L& s/ x6 T- ]$ _bending 弯曲加工blanking 下料加工. J8 a. ]& [* z. n# p7 hbulging 撑压加工burring 冲缘加工0 n7 F3 @# E# c0 }6 icam die bending 凸轮弯曲加工caulking ?合加工/ l: }& ?. ~$ w3 l, [! S1 ~coining 压印加工compressing 压缩加工6 b: w- p; X* p( U% Hcompression bending 押弯曲加工crowning 凸面加工7 ]: P8 ^) b/ _* M, |2 Kcurl bending 卷边弯曲加工curling 卷曲加工8 {% p9 s5 z8 p3 wcutting 切削加工dinking 切断蕊骨- F% B0 w M, s! v4 Odouble shearing 叠板裁断drawing 引伸加工/ K6 p0 q0 w9 i$ Udrawing with ironing 抽引光滑加工embossing 浮花压制加工6 a5 a) v" A3 x" h A1 t! \ extrusion 挤制加工filing 锉削加工/ m0 u, r- Z- o& ]; Zfine blanking 精密下料加工finish blanking 光制下料加工5 }: T- C1 F: B' {" V; wfinishing 精整加工flanging 凸缘加工! w& f5 F# r" B6 t# mfolding 折边弯曲加工folding 摺叠加工/ [: t7 c9 D* P9 i5 w! ~forming 成形加工impact extrusion 冲击挤压加工2 o. [1 j6 v2 }; t- |) e: Xindenting 压痕加工ironing 引缩加工* L( j3 Y) y" W# Y2 D, ~knurling 滚花lock seaming 固定接合9 j0 ?& d( m1 S9 M$ }7 B) r4 i+ mlouvering 百叶窗板加工marking 刻印加工' t* `1 m1 Y4 b, y9 m- B4 inecking 颈缩加工notching 冲口加工% ~% [' E5 ], T6 V! N) w' R- iparting 分断加工piercing 冲孔加工8 e+ W$ c) O/ _/ j( R& Aprogressive bending 连续弯曲加工progressive blanking 连续下料加工progressive drawing 连续引伸加工progressive forming 连续成形加工+ P/ m0 E6 q6 L4 X reaming 铰孔加工restriking 二次精冲加工7 w( I8 b. T) O1 A( wriveting ?接加工roll bending 滚筒弯曲加工% y1 J% I3 Y d$ P. t+ D# e! L) J roll finishing 滚压加工rolling 压延1 s. `( ]8 S# E8 f加工, B# a# `3 r& k' o7 |7 f1 r1 p6 R! `+ droughing 粗加工scrapless machining 无废料加工* ^6 k1 q* L* `9 g _ seaming 折弯重叠加工shaving 缺口修整加工.0 n: O5 F5 i7 ]% ]shearing 切断加工sizing 精压加工/矫正加工/ q+ j" \5 V" C z/ }/ A8 ~ slitting 割缝加工spinning 卷边?接- Q" I- u8 |7 q4 \( L6 N1 a6 ostaking ?固stamping 锻压加工& V/ h$ X3 E9 L% X0 x- I2 s swaging 挤锻压加工trimming 整缘加工: P. W1 x* C/ E- Vupsetting 锻粗加工wiring 抽线加工6 N% t1 ]% j/ m冲压机械及周边关连用语$ L; B! X( X' G* e5 {4 N! X9 oback shaft 支撑轴blank determination 胚料展开* k8 ]' b2 ]$ L7 Mbottom slide press 下传动式压力机board drop hammer 板落锤! q. b% ]5 K5 V, K- ?, A brake 煞车buckle 剥砂面8 ?- ~ j5 Y5 ^. p ~0 z/ jcamlachie cramp 铸包casting on flat ?合: s& I C6 W ~; T" _chamotte sand 烧磨砂charging hopper 加料漏斗3 [$ d! F$ v0 }" q4 O' I clearance 间隙closed-die forging 合模锻造R5 q9 d& Q: W7 W- g- {clump 夹紧clutch 离合器# X3 H4 Y: N& o/ s$ fclutch brake 离合器制动器clutch boss 离合器轮壳& w- \& y! a1 o: C7 Yclutch lining 离合器覆盖coil car 带卷升降运输机! k: Q" S& X1 u) G# k$ q3 Q1 ycoil cradle 卷材进料装置coil reel stand 钢材卷料架% Z! K$ @! K n! j8 _column 圆柱connection screw 连杆调节螺钉: B6 V6 M1 s& \: G( h4 E core compound 砂心黏结剂counter blow hammer 对击锻锤8 {( F( ?2 \+ U# i L2 K' ? cradle 送料架crank 曲柄轴/ C% ^ t D& j# ]crankless 无曲柄式cross crank 横向曲轴0 R; Q, W o: s4 L) Ecushion 缓冲depression 外缩凹孔0 ?: `- _4 l; F' i, odial feed 分度送料die approach 模口角度6 y: @- |) G' G' [% I0 kdie assembly 合模die cushion 模具缓冲垫* ^. O/ x: F- C" g2 R }die height 冲压闭合高度die life 模具寿命% e. B& v% l6 w0 r, s) G5 n2 udie opening 母模逃孔die spotting press 调整冲模用压力机/ _ m/ ?5 O( _ e4 j# Rdouble crank press 双曲柄轴冲床draght angle 逃料倾斜角edging 边锻伸embedded core 加装砂心feed length 送料长度feed level 送料高度filling core 埋入砂心filling in 填砂$ r% _: g0 q% W; d' `0 f& qfilm play 液面花纹fine blanking press 精密下料冲床forging roll 辊锻机finishing slag 炼後熔渣fly wheel 飞轮fly wheel brake 飞轮制动器foot press 脚踏冲床formboard 进模口板frame 床身机架friction 摩擦3 L+ `% ^6 ]" j- x( U. Zfriction brake 摩擦煞车gap shear 凹口剪床+ F/ B7 X( U9 N6 t: y+ t% Y$ s) Cgear 齿轮gib 滑块引导部gripper 夹具gripper feed 夹持进料gripper feeder 夹紧传送装置hammer 槌机/ S/ ?9 t; [! _" Z9 ^0 thand press 手动冲床hand rack pinion press 手动齿轮齿条式冲床hand screw press 手动螺旋式冲床hopper feed 料斗送料idle stage 空站inching 微调尺寸isothermal forging恒温锻造key clutch 键槽离合器knockout 脱模装置knuckle mechanic 转向机构land 模具直线刀面部level 水平loader 供料器unloader 卸料机loop controller 闭回路控制器lower die 下模. S0 E# B5 | @; _micro inching device 微寸动装置.microinching equipment 微动装置/ [( i B: e9 X1 _% J$ g" `, Qmotor 马达moving bolster 活动工作台9 [9 {2 h9 ^1 [4 G. |. tnotching press 冲缺口压力机opening 排料逃孔1 R- k7 E+ K% `* H7 D. ]" B overload protection device 防超载装置pinch roll 导正滚轮0 `5 r" c* }/ T/ K/ n/ h, i8 l& v, k- ipinion 小齿轮pitch 节距1 }' ~2 A$ a% o9 bpressfit 压入progressive 连续送料! g. I( E7 R( N7 }pusher feed 推杆式送料pusher feeder 料片押片装置" u W6 e% N: E5 N0 T: A& K! Gquick die change system 快速换模系统regrinding 再次研磨releasing 松释动作reversed blanking 反转下料6 L; a; b( O' z- h/ [" grobot 机器人roll forming machine 辊轧成形roll forming machine 辊轧成形机roll release 脱辊roller feed 辊式送料roller leveler 辊式矫直机. e+ K- M o9 R6 b! a& O$ D, t% i qrotary bender 卷弯成形机safety guard 安全保护装置' z2 x8 |: o( x8 u' D: Z. iscrap cutter 废料切刀scrap press 废料冲床s$ W3 l- x, H [3 k6 r' z4 V fseamless forging 无缝锻造separate 分离9 g1 x6 b3 m2 L' X x8 Pshave 崩砂shear angle 剪角sheet loader 薄板装料机shot 单行程工作- n4 C& I# ]& ?) y/ kshrinkage fit 收缩配合shut height 闭合高度sieve mesh 筛孔sintering of sand 铸砂烧贴5 X" F6 }( M) E7 j w$ mslide balancer 滑动平衡器slug hole 逃料孔spin forming machine 旋压成形机spotting 合模( v+ v: X; Q2 L' a% b- V/ Ostack feeder 堆叠拨送料机stickness 黏模性straight side frame 冲床侧板stretcher leveler 拉伸矫直机strip feeder 料材送料装置stripping pressure 弹出压力stroke 冲程take out device 取料装置, D* R& h1 i0 I8 x# o2 K: H! O. n3 L& t/ Ntoggle press 肘杆式压力机transfer 传送- X, N% [" Z& U transfer feed 连续自动送料装置turrent punch press 转塔冲床: O/ H) o9 G# o S$ Ttwo speed clutch 双速离合器uncoiler 闭卷送料机8 o" `& A3 e# H" q0 ?3 Iunloader 卸载机vibration feeder 振动送料机' Z: o0 G' p; `# Ewiring press 嵌线卷边机线切割放电加工关连用语abnormal glow 不规则辉光放电arc discharge 电弧放电0 [: O* H+ @/ J- Tbelt 皮带centreless 无心chrome bronze 铭铜clearance angle 後角# k, u9 U. I8 A+ ^0 D$ _9 m+ qcorner shear drop 直角压陷deflection 桡曲度discharge energy 放电能量dressing 修整8 ]! g7 M2 n: v/ r7 [' [. vdwell 保压flange 凸缘gap 间隙graphite 石墨2 U) y& y1 |" {. S. igraphite contraction allowance 电极缩小余量graphite holder 电极夹座& \2 z( z9 }! V3 x6 dhair crack 发裂horn 电极臂jump 跳刀magnetic base 磁性座master graphite 标准电极pipe graphite 管状电极& u, i! p* g4 N o0 n3 x! f" bpulse 脉冲rib working 肋部加工; Z9 W3 {" G( q# ~2 troller electrode 滚轮式电极rotary ( H4 Q" G/ n8 `) k- V& D' P! gsurface 旋转面; l/ n( V" r* M" Z" \shank 柄部sharp edge 锐角部2 H5 g+ C! v# @ N) l% I. Utough bronze 韧铜traverse 摇臂# a/ i% B4 T x2 jtungsten bronze ?青铜waviness 波形起伏.work 工件working allowance 加工余量1 z4 j2 ^0 U U+ ^" v1 lworking dischard 加工废料锻铸造关连用语$ i$ M# E( z4 v: a6 kaccretion 炉瘤acid converter 酸性转炉acid lining cupola 酸性熔铁炉acid open-hearth furnace 酸性平炉3 }' B- b& E: E( R( ^+ Haerator 松砂机air set mold 常温自硬铸模+ C" S/ d( v& z$ Bairless blasting cleaning 离心喷光all core molding 集合式铸模, a3 ~- c9 O- L/ Yall round die holder 通用模座assembly mark 铸造合模记号back pouring 补浇注backing sand 背砂0 t9 y; v1 T- kbase bullion 粗金属锭base permeability 原砂透气度belling 压凸billet 坏料bleed 漏铸blocker 预锻模膛blocking 粗胚锻件blow hole 铸件气孔3 l, P/ |7 a/ wboard drop hammer 板落锤bottom pour mold 底浇7 Z" D# v2 e4 N6 o* q( Pbottom pouring 底注boxless mold 脱箱砂模塑胶产品常见不良描述的中英文对于照blister起泡blooming起霜blow hole破孔blushellong泛白body wrinkle侧壁皱纹儿breaking-in冒口带肉bubble膜泡burn mark糊斑burr毛边camber翘曲cell气泡儿center buckle外貌中部波皱check细裂缝checking龟裂chellopping修整外貌缺陷clamp-off铸件凹痕collapse沉陷color mottle色斑corrosion腐蚀crack裂缝crazing碎裂crazing龟裂deformation变型edge切边碎片edge crack裂边fading退色filler speak填充料斑fissure裂纹flange wrinkle凸缘起皱flaw刮伤flow mark流痕galling毛边glazing光滑gloss光泽grease pits污斑grinding defect磨痕haircrack发裂haze雾度incrustation水锈indentation压痕internal porosity内部气眼mismatch偏模mottle雀斑necking缩颈nick割痕orange peel橘皮状外貌缺陷overflow溢流peeling剥离pit坑pitting corrosion点状腐蚀plate mark模型板印痕pock麻点pock mark痘斑resin streak树脂流纹resin wear树脂脱落riding凹陷sagging松垂sap onification皂化scar疤痕scrap废料scrap jam废料阻塞scratch刮伤/划痕scuffing深冲外貌划伤.seam裂缝shock line模口挤痕short shot充填不足shrinkage pool凹孔sink mark凹痕skin inclusion表皮折迭straighte ning矫直streak条状痕surface check外貌裂缝surface roughening橘皮状表皮皱折surging波动sweat out冒汗torsion扭曲warpage翘曲waviness波痕webbing熔塌weld mark焊痕whellotening白化wrinkle皱纹儿missing part漏件wrong part错件excessive defects过多的缺陷critical defect极紧张缺陷major defect首要缺陷minor defect非主要缺陷not up to standard分歧规格dimension/size is alittle bigger尺寸偏大(小) cosmetic defect外不雅不良slipped screwhead/slippery screw head螺钉狡徒slipped screwhead/shelloppery screw thread滑手speckle雀斑mildewed=moldy=mouldy发霉rust生锈deformation变型burr(金属)flash(塑件)毛边poor staking铆合不良excesssive gap间隙过大塑胶产品缺陷grease/oil stains油污inclusion杂质painting peel off脏污shrinking/shrinkage抽水mixed color杂色scratch划伤手机组常见不良的英文表示Dirty脏污foreign material result in discoloration or dust on surface外来物所致的变色或吸附在零件表面上的异物Spot斑点printing ink on the clear surface of the lens or foreign substance in the material在镜片的透明表面有印刷油墨或原料中有杂质Foreign Material杂质dust or other particles embedded in the painted surface灰尘或其他颗粒埋在涂层中Discoloration色差surface is different from standard color整体的外观面与标准颜色有差异Black & White Dot异色点surface have aberration (such as shape have a point or line or block )外观面中局部的颜色差异(如点状、线状、块状)Scratch 刮伤foreign matters result in surface of eyeable scar 外来硬物碰擦、划伤造成的可见的表面伤痕Deformation变形appears shape be changed in part 局部形狀产生变异Fibre毛丝fibre fall into paint空气中的纤维丝附着产品表面Gap间隙gap appear between two or more parts link surface两个或多个零件结合面之间的缝隙Step断差vertical step of parts on surface零件同一段面高度差Poor Elasticity弱弹The keypad returns to elasticity to have no dint按键回弹力无力Sink凹陷be knocked or press result in surface dent因撞击或压力造成的表面不连续下凹Sand Hole沙眼small crater on surface表面上的小凹印Protrusion突起bump or apophysis of parts surface零件表面之肿块或隆起Burr毛边appears scratch ,protrusion in sharp edge or hole有划伤力,在沿边或孔上呈突起状Dimension NG尺寸不良dimension beyond the specification尺寸超出图面规格Orange桔皮surface appears wavy or uneven表面起波纹或不均匀Polish Mark磨纹appears mark after sanding打磨后的痕迹NGGloss NG光泽.gloss appears inconsistent or incorrect光泽度表面不一致或不正确Crack裂纹appears little gap on surface NG 在材料表面产生的细小缝隙Flatness平面度flatness NG平面度不合格Fitting实配beyond specification after assembly与实体组装后相关项目超出规格Deformity 缺料single part deformity单件本身少料Uneven Color阴阳面appear color inconsistent on same surface同一产品上表面的颜色不一致Push & pull Force推/拉力push/ pull force out of specification推/拉力测试值超出规格Film Thickness膜厚film thickness out of specification膜厚测试值超出规格Abrasion耐磨耗abrasion out of specification耐磨耗测试值超出规格Adhesion附着力adhesion out of specification附着力测试值超出规格Oil Contamination油污foreign oil adhere to parts surface粘附在零件表面上外来油脂Poor Printing印刷不良the defect with unclear, missing, moving or double print印刷图案不清,残缺,偏移或重叠等印刷形成的缺失Broken破损零件被撞坏parts be damaged缺件Missing Part 组件少装零件assembly missing压印Marks 表面上砂眼、砂纸打磨、加工等印痕Pits, sanding, machining or other marks on part surface积油Wedging 涂层顶部薄底部厚Coating is thin at top and thick at bottom起泡Blistering 涂层中有气泡或水泡The formation of hollow bubbles or water droplets in a paint film剝落Peeling 油漆没有粘附到产品上Paint fails to adhere to the part.多料Extra Material 零件本身多料single part Extra Material缩水 Sink 表面上因压力不够引起的收缩 Shrink resulting in a depression on surface其他Other 未有明确定义之缺失或不良现象definition missing or defect phenomena not clearly2.组装缺陷Assemble Defect热熔不良Heat Stacking NG 热熔后工件有压伤/破裂/毛边等制程不良defect with pit, crack, burr after heat stacking排线受损Flex Damage 组件排线外观有压伤/破损appears pit or damage on assembly flex surface卡钩干涉Hook interference 前盖卡钩组合回弹不顺畅flip not smoothly of hook assembly溢胶Glue Leak 背胶超出粘贴位置glue be adhibited to unwanted areas插头NG(PIN针不良)PIN Fault 插头歪斜或失效PIN appears deflection or ineffect轴紧Tight Hinge 转轴组件配合过紧,致回弹不顺畅hinge assembly too tight result in spring not smoothly轴松Loose Hinge 转轴组件配合过松,致回弹无节奏感hinge assembly too loose result in spring not rhythmic3.功能缺陷Function Defect主显示背光不良Main Backlight Luminance NG 开机状态主LCD背光亮度不合格main LCD backlight luminance is NG under power on副显示背光不良LCI Backlight Luminance NG 开机状态副LCD背光亮度不合格CLI Backlight Luminance is NG under power on音效不良Audio Defect 语音接听时有听到异常声音或者杂音abnormal sounds or cacophony will be heardLCD无法显示LCD no Display 开机后LCD无法显示正常画面LCD cant not display normally after power on显闪Flash 图像测试闪烁display flash when testing picture像素不良Pixel Fault 像素缺失超规pixel miss out of specification声音强度超规Speaker volume NG 喇叭的声音强度测试超出规格speaker level test out of specification声音损耗超规Speaker Distortion NG 喇叭的声音失真度测试超出规格speaker distortion test out of specificationLCD显示不正常LCD Display Abnormal 正常开关机时LCD显示黑线、亮紋、缺少像素,重影、画面歪斜等LCD display defect with blackline, light texture, lack image, double or deflection under power on or power off震动异常Vibration NG 手机震动有异常声音或者震动幅度频率异常等mobile phone appearing defect with abnormal sound and vibration frequency背光测试异常Backlight Test Fail LCD显示无背光,背光亮度异常,缺少像素等不良LCD display defect with no backlight ,abnormal brightness, lack image开合异常Opening and Closing of Flip NG 翻盖组件和前支撑座组件呈45°时翻盖无法自动闭合,或两组件呈90°时翻盖无法自动打开。
铸造缺陷名称分类(中英文)

Names of crack defects in both Chinese and English
01
中文名称:裂纹缺陷
02
英文名称:Crack Defects
总结词:热裂纹缺陷
03
Names of crack defects in both Chinese and English
Names of crack defects in both Chinese and English
详细描述
裂纹型缺陷通常表现为铸件内部的线条状缺陷,有时会贯穿整个铸件。裂纹的形 成与金属液的收缩率、模具的冷却速度和浇注系统设计等因素有关。
形状和尺寸缺陷
总结词
形状和尺寸缺陷是指在铸造过程中, 由于模具设计、制造或使用不当,导 致铸件形状或尺寸不符合要求而形成 的缺陷。
详细描述
形状和尺寸缺陷通常表现为铸件局部 的凸起、凹陷或扭曲。这些缺陷会影 响铸件的性能和使用寿命,需要进行 修正或报废。
件等。
Outlook for future research
展望
随着铸造技术的不断发展,铸造缺陷的分类和预防措施也需要不断更新和完善。未来研究 可关注新型铸造料的性能和缺陷形成机制,以及智能化技术在铸造缺陷检测和预防中的 应用。
新型铸造材料
如轻质材料、高强度材料等,具有优良的物理和机械性能,但也可能带来新的铸造缺陷问 题。
• 详细描述:大型夹杂物缺陷是指铸件中较大的夹杂物,通常是由于原材料中夹带的大块杂质或熔炼时未完全熔 化的杂质引起的。
Names of inclusion defects in both Chinese and English
中文名称
大型夹杂物缺陷
英文名称
铸造企业整改验收情况报告
铸造企业整改验收情况报告一、背景介绍铸造企业是我国重要的制造业支柱行业之一,其产品广泛应用于建筑、交通、能源、冶金等领域。
然而,由于行业自身的发展和管理不善,一些铸造企业存在着生产环境差、安全隐患多、能源消耗高等问题,严重影响了企业的发展和社会的可持续发展。
为了推动铸造企业的整改和提升,我们组织了此次整改行动。
二、整改行动介绍本次整改行动围绕铸造企业的生产环境、安全管理、资源利用等方面进行了全面的整改,目标是提升企业的生产效率、改善生产环境、降低能源消耗,推动铸造企业的可持续发展。
2.1 生产环境整改针对铸造企业存在的生产环境差的问题,我们采取了多项措施进行整改。
首先,对生产车间进行了大规模的清洁和翻新工作,拆除了老化设备,更新了生产设备,优化了生产布局,提高了生产效率。
其次,对生产过程中的废气、废水进行了系统治理,增加了废气处理装置和废水处理设备,确保排放达标。
还加强了噪音和粉尘的控制,采取隔离措施和封闭设备,减少了对环境的污染。
2.2 安全管理整改针对铸造企业安全隐患多的问题,我们通过建立健全安全管理制度,提升员工安全意识,加强设备维护和管理,严禁违规操作和违章行为等方式进行整改。
特别是对涉及高温、高压、有毒有害物质的操作进行了强化管理,增加了防护设施和安全教育培训,确保员工的人身安全。
2.3 资源利用整改针对铸造企业能源消耗高的问题,我们从节约能源和资源的角度进行了整改。
优化了生产流程,减少了能源浪费和物料浪费。
引进了节能型设备,改善了能源利用效率。
加强了能源管理和监控,提高了能源的利用率。
此外,还推行了循环经济理念,加强废弃物的回收利用,减少了对资源的浪费。
三、整改情况总结经过一段时间的整改行动,铸造企业的整改情况总体较好。
生产环境得到了显著改善,生产车间更加整洁,设备更新提升了生产效率,废气、废水排放达到了国家标准,噪音和粉尘污染得到了有效控制。
安全管理得到了加强,安全事故明显减少,员工的安全意识大幅提升。
验货缺陷中英文对译明

电机不转
motordead无接地电阻Earthyresistancetestfailed
41
高压击穿
Highvoltagetestfailed高High/电压voltage/测试test/失败failed
42
接触不良
Switchpoorconnecting连接connecting
43
焊线虚焊
linefalseWeld线line/假的false/焊接Weld
44
标签翘起
Cnotstickedwell/labelbadsticked/标签Label粘贴sticked好well
45
开关推钮
Switchbutton
46
印刷脱落
PoorPrinting印刷Printing
47
内锅破裂
Innerpotbroken内部的Inner/锅pot/破裂的broken
48
61
配件遗漏
Accessoryismissed附件Accessory/遗漏omitted/错过missed
62
PTC不工作
PTCfunctiondead
63
后盖装配不良
Rearcoverpoorassembling后方Rear/盖cover/装配assembling/前方front
64
有效长度
Effectivelength有效的Effective/长度length
加热元件发黑
Heatingelementblack力口热Heating/兀件elemen/黑black
28
加热元件发红
Heatingelementred红red
29
加热元件发热不均匀
Heatingelementheatinequable热heat不均匀inequable
8D中英文纠正及预防报告

Discipline 8: Conclusion Report and Assessment 结论报告与评估:
(Congratulate your team! 祝贺团队取得成功) Completed by/完成: Accepted by/接受人: Effective Date有效日期: Date: Date:
Discipline 6:Action taken to prevent recurrence(SOPs,training,etc.)/预防措施(如:SOP,训练等)
Discipline 7:Test and verify effectively of corrective action plan (Describe verification results in quantifiable terms)检验及验证效果(使用数字性的术语描述验证效果)
8D报告示例
Corrective/Preventive Ation Report(8D开立者:0 Issued to/责任者:0 Audit Report N0./0 问题点发生阶段 Non-conformation Found During 户抽检发现不良 客 Customer/客户名称:候门行 Cust.P/N/客户料号:* Number/单号:8 进料IQC Issue Date/开立日期:0 Due Date/完成日期:0 QA/SQE confirm:0 制程检验IPQC 出货检验OQC/QA
Discipline 2:Team Member/专案成员:
Discipline 3:Describe the problem's root cause(Describe why condition change,or"hole"in the system, Human\Machine\Material\Method\Environment) 问题发生的根本原因(描述状况变化或系统出现“漏洞”的原因,人之因素、 机器因素、物料因素、方法因素、环境因素)
成型不良中英对照
射出成型常見不良現象
1充填不足,(短射) (SHORT SHOOTS)
2毛邊((FLASH ) (BURR)
3收縮下陷 (SHRINKAGS) (SINK MARKS)
4
5銀痕(銀條) (SILVER STREAKS)
6表面光齋\不良影響(LUSTERLESS)
(WELD LINES)
7結合線(融合線)
8气泡(真空泡/ 包風) (VDIDS BUBBLES)
9黑條 (BLACK STREAKS )
10破裂 ( CRAZING CRACKING )
11翹切 (WEAPING TORSION)
12脫模不良 (PART STICKING)
13脆弱 (BRITTLENESS)
14羅璃 (CLEAEAGE )
15表面光潔不良 (LUSTERLESS)
RN MARKS )
16燒焦 (BURN
17白化 (BLUSHING)
18黑條 (BLACK STREAKS )
但離不開(一)成型機的審定條件 (2)模以上不良現象是射出成型品种常見著,當然還有些不良現象,因不寧
一一在此寫.
(一)成型機的審定條件 (2)模具設計,制作. 材料特性三不分的範圍,如果不是模具的問題,一定要三思再三思
問題,一定要三思再三思。
铸造缺陷中英文对照分析

A・尺寸,形状缺陷铸造缺陷casting defects尺寸超差impropershrinkage allowance尺寸不合格wrong size模样错误excess rappingof pattern, deformed pattern, pattern error 壁厚不均differentthickness铸型下垂mold sag错型mold shift,shift, miss-match, cross-joint舂移ram off, ramaway塌型mold drop,drop off, drop out, drop sticker上型下沉,沉芯sag(上型和型芯下垂导致壁厚减小)飞翅fins, joint flash翘曲warp age,buckling, warping, camber铸件变形warped casting挤箱push up,cramp-off型裂broken mold,cracked掉砂crush ofmold, crush变形deformation,casting distortion, warped castingB. 缩孔(由凝固收缩引起)缩孑L shrinkage,shrinkaged cavity内部缩孑L internalshrinkage, dispersed shrinkage, blind shrinkage敞露缩孑L» open shrinkage,external shrinkages, sink marks, depression缩松porosity, shrinkage porosity,leakers, micro shrinkage, disperded shrinkage缩陷sink marks,draw, suck-in芯面缩孑L core shrinkage内角缩孑L cornershrinkage, fillet shrinkage出汗孑L extruded bead,exudation线状缩孑L fissure likeshrinkageC. 气体缺陷(由气体引起的孔)气孑L blowholes,gas hole, blow针孑L pinholes裂纹状缺陷/线状缺陷fissure defectsD. 裂纹裂纹crack缩裂shrinkage crack季裂seasoncracking, season crack应力热裂hot cracking,hot tearing, hot tear淬火裂纹quench crack,quenching crack应力冷裂cold cracking,breakage, cold tearing, cold tear龟裂crack激冷层裂纹,白裂chill crackE. 夹杂物夹渣slaginclusion, slag blowholes砂眼sandinclusion, raised sand, sand hole其他夹杂物the other inclusion月长砂push up,cramp-off, sand hole掉砂crush, crushof mold硬点hard spot浮渣dross (浇注后在铸型内形成的缺陷,尤其是石墨、氧化物和硫化物的线状缺陷的总称,另外,浇注过程中被卷进去的缺陷成为夹渣和砂眼,两者的区别是形成原因不同)石墨浮渣graphite dross,carbon dross氧化皮夹渣oxide dross, oxideinclusion, skins, seams硫化物熔渣sulfide dross沉淀物sludge夹渣物sand inclusion,oxide inclusion, skins, seams黑点,黑渣black spots,lustrous carbon涂料夹渣blacking,refractory coating inclusions光亮碳膜lustrous carbonfilms, kish tracksF. 外观缺陷浇不足misrun, shortrun, cold lap, cold shut冷隔cold shut,cold laps轻度冷隔seam两重皮plate皱皮surface fold,gas run, elephant skin, seams, scare, flow marks 漏箱run-out,runout, break-out, bleeder漏芯mold drop,stiker未浇i茜short pours,short run, poured short气孑L blowholes, blow飞翅fins z joint flash胀砂 / 气疱swell, blister芯撑未融合chaplet shut,insert cold shut, unfused chaplet热粘砂burn in热痕flow marks内渗豆,冷豆,冷隔internal sweating, coldshot, shot iron外渗物sweating磷化物渗豆phosphide sweat铅渗豆lead sweat锡渗豆tin sweat掉砂rat, sticker (型砂的一部分附着在模样上而形成的表面缺陷)G. 型芯缺陷砂芯断裂crushed core,broken core砂芯压碎broken core 芯面缩孔core blow 砂芯缩孔core blow砂芯下垂sag core,deformed core砂芯弯曲deformed core漂芯shiftedcore, core raise, raised core, mold element cutout 偏芯core shiftH. 表面缺陷沾砂burn on,sand burning, burn in , penetration粘型(金属型)fusion两重皮laminations ,plat机械粘砂penetration ,metal penetration夹渣结疤scabs ‘expansion scabs , corner scab表面粗糙rough casting ,rough surface鼠尾buckle , rattail涂料结疤blacking scab ,wash scabs烘干不足sever surface ,wash scabs熟痕surfacedefect casting by combination of gas and shrinkage (在靠近厚断面处形成下陷的蛇状伤痕)涂料剥落wash erosion气疱blister,surface or subsurface blow hole表面粗糙rough surface ,seems , scars起皮stripping剥落结疤pull down ,spalling scab 伤痕crow's feet麻面pittingsurface , orange peel, alligator skin热裂痕surface folds, gas runs泡疤表面surface folds ,gas runs象皮状皱皮surface fold , gasrun , elephant skin 皱皮surface fold, gas run , seams , scare , flow marks波纹wave冲砂wash冲蚀erosionI. 组织缺陷(铸铁)球化不良poor nodularity, degenerated graphite 蠕墨化不良degeneratedgraphite异常石墨abnormalgraphite开花状石墨exploded graphite过;令石墨under cooledgraphite , D-type graphite 石墨细小颗粒chunky graphite石墨粗大kish graphite ,kish整歹!]石墨aligned graphite石墨漂浮floated graphite石墨魏氏组织Widmannstattengraphite麻口mottled cast iron , mottle灰点mottle反麻口inverse mottle (与麻口相反,在薄断面处和尖角处形成的麻口)白口chill反白口reverse chill, inverse chill冷豆extruded bead , exudation ,internal sweating退火不足miss annealing , incomplete annealing粗大枝晶组织coarsened dendritic反偏析inverse segregation比重偏析gravity segregation溶质偏析solute segregation宏观偏析macroscopic segregation微观偏析microscopic segregationJ. 断口缺陷表面铁素体ferrite rim表面珠光体pearlite rim白缘 / 脱碳pearlitic rim , picture frame , pearlitelayer不均匀断口heterogeneous fractured surface破碎激冷层scattered chill structure , cold flakes晶粒粗大rough grain尖钉状断口spiky fractured surface冰糖状断口rock candy fracture surfaceK. 力学性能缺陷硬点hard spot (对铸件,硬点是硬区、白口或冷豆等力学性能缺陷的总称;对铝合金,硬点是铸件内各种高硬度相,如初晶Si相、金属间化合物、氧化物,偏析等总称)硬度不良poor hardness , too high or lowhardnessL. 使用性能缺陷腐蚀性不良poor corrosion resistance切削性不良poor machinability麻点torn surface锌晶间腐蚀zinc intergranular corrosion电导率不良poor electrical conductivityM. 其他缺陷残留飞翅residual fin残留黑皮residualblack skin浇道冒口断口缺肉broken casting at gate , riser or vent端部缺肉inside cut切口缺肉(压铸件)inside cut翘曲(喷丸弓I起)camber, excessive cleaning铸件弯曲(铸件变形)warped casting , casting distortion , deformedmold , mold creep打磨缺肉crow,s feet 铸造管理缺陷裂纹crack压痕impression残留物型砂残留sand inclusions喷丸粒残留residual shot锌蒸汽向炉壁渗透zinc infiltration into refractory。
陶瓷验货不良缺陷中英文对照

资料范本本资料为word版本,可以直接编辑和打印,感谢您的下载陶瓷验货不良缺陷中英文对照地点:__________________时间:__________________说明:本资料适用于约定双方经过谈判,协商而共同承认,共同遵守的责任与义务,仅供参考,文档可直接下载或修改,不需要的部分可直接删除,使用时请详细阅读内容陶瓷验货不良缺陷中英文对照黑点:black spot裂缝(碰破,碰裂,碰伤):flaw, cracking漏白:vacant spot漏银粉(杯口):leskage of silver line at the cup edge 针孔:pinhole落渣:impurity色差:different colors刮破,划伤:scratch色脏:stain on surface打磨陋底:rough bottom釉泡:tiny air bubble in glaze, glaze bubble爆花(断花):decal broken缺釉:vacant spot in glaze破碎:broken釉面不平:rough glaze杯口不平:rough in cup mouth, not smooth in cup mouth 裂釉:glaze cracking挂釉:superfluous glaze, excess glaze黑底:black in bottom rim底印歪斜:deformitied backstamp底印断开:backstamp broken花纸歪斜:decal is not upright盖子不严:lids not matching well歪把:handle is not upright毛刺:rough surface模线明显:mould line on xxx is too obvious粘接不良:sticking not good enough胶水印:trails of gluewater变形:distortion污渍:besmirched缩釉:crawling粘釉:glaze sticking托底:center curvature薄釉:thin glaze裂把:handle cracking磕碰:chip, knocking窑灰:kiln dust无(漏)填色: no color in画功马虎: hand paint not good花纸氧化: decal oxidation底印烤焦: backstamp overburned断线(手绘不完全): hand paint incomplete 上色不均: color uneven制品缺陷名词术语2.1 变形制品呈现不符合规定设计的形状Deform or warp2.2 嘴耳把歪指嘴、耳把高低不适,歪斜不正Distortion of handleand spout2.3疙瘩釉下坯体凸起的瘤状实心体Bo办blo sting2.4 坯泡釉下坯体凸起的空心泡Blister2.5 泥渣尚未除净的泥屑、釉渣残留于坯上造成的缺陷Body refuse2.6 缺泥坯体残缺现象Breaching of body2.7 釉泡釉表面的小泡Glaze bubble2.8 水泡边制品口部边沿出现的一连串小泡Small bubble at rim2.9 坯爆坯体人窑前水分控制不当,烧成时引起的局部剥落 Body peel off2.10 炸釉制品釉面炸裂现象Glaze craze2.11 裂纹指坯、釉开裂而形成的纹状缺陷。
压铸不良分析报告
压铸不良分析报告引言本报告旨在对压铸过程中出现的不良品进行分析,并提出相应的解决方案,以确保压铸工艺的稳定和产品质量的提升。
背景压铸是一种将熔融金属注入模具中,通过压力使其凝固成型的工艺。
在压铸过程中,由于各种因素的影响,可能会导致产品出现不良现象,如气孔、表面疵点、缩孔等。
这些不良品不仅影响产品的外观质量,还可能在使用过程中降低产品的性能和使用寿命。
因此,针对这些不良现象进行分析是非常重要的。
方法为了对压铸过程中出现的不良品进行分析,我们采取了以下步骤:1.收集不良样品:从生产线上收集一定数量的不良品样品,包括气孔、表面疵点和缩孔等不良现象。
2.观察和记录:对不良样品进行详细观察,并记录相应的外观特征、尺寸和位置等信息。
3.分析原因:通过分析不良样品的外观特征、尺寸和位置等信息,结合压铸工艺参数和设备状况,推断出可能导致不良现象的原因。
4.提出解决方案:针对每一种不良现象,提出相应的解决方案,以改进压铸工艺,提高产品质量。
结果与讨论气孔分析气孔是压铸过程中常见的一种不良现象,其表现为铸件内部或表面的小孔隙。
通过观察和分析,我们得出以下结论:•压力不足:在注射过程中,如果压力不足,会导致气体无法完全排出,形成气孔。
因此,应适当增加注射压力来改善这一问题。
•模具温度不均匀:模具温度不均匀会导致部分熔融金属过快凝固,产生气孔。
解决方法是调整模具温度,保证均匀加热。
•熔融金属中含有气体:如果熔融金属中含有气体,会在注射过程中释放,形成气孔。
因此,在铸造前应对熔融金属进行脱气处理。
表面疵点分析表面疵点是指铸件表面出现的损坏、划痕或其他形状不良的现象。
经观察和分析,我们得出以下结论:•模具损坏或不平整:如果模具损坏或不平整,会在铸件表面形成疵点。
因此,定期检查和维护模具是必要的。
•注射速度过快:过快的注射速度会导致熔融金属在模具中流动时产生冲击和挤压,形成疵点。
应适当降低注射速度来减少这种现象。
•熔融金属温度过高:如果熔融金属温度过高,会导致铸件表面燃烧或氧化,形成疵点。
产品缺陷中英文对照表

保溫杯內雜物
Foreign object inside carafe
MA
漏裝漏斗插針孔膠塞
Missing the plug of pin hole of basket
MA
玻璃杯邊刮手
Sharp edge on carafe
CR/MA
漏斗內有披峰堵塞
Flashing block the outlet of basket
MI
拔槳刮桶底
Paddle scratch bottom
MA
自檢摩打不轉
Motor no rotation while self-inspection
MA
內框与外殼离拉
Gap between metal jacket and metal housing
MI
燙斗
溫度偏高
Soleplate temperature higher than the spec
MI
漏斗軸漏裝膠塞
Missing plug on basket axes
Ma
保溫板密封圈未裝到位
Keep warming plate seal ring out the position
Ma
底蓋隔熱板氧化
Oxidate mark on bottom cover
Ma
水箱与底蓋夾有膠紙
Protective paper clamped between tank and base
Flashing on measuring cup
MI
發熱管松動
Loose heater
MI
電壓貼紙不洁
Dirty on rating label
MI
自動開机
注塑件缺陷中英文对照表

注塑件缺陷中英文对照表中文英文----------------------------起泡Blister起霜Blooming破孔Blow hole泛白Blushing侧壁皱纹Body wrinkle冒口带肉Breaking-in膜泡、气泡Bubble糊斑Burn mark毛边(金属)Burr(for metal)翘曲Camber气泡Cell表面中部波皱Center buckle细裂痕Check龟裂Checking修整表面缺陷Chipping铸件凹痕Clamp-off塌陷Collapse色斑Color mottle腐蚀Corrosion外观不良Cosmetic defect裂痕Crack碎裂、龟裂Crazing变形Deformation切边碎片Edge裂边Edge crack退色Fading填充料斑Filler speak裂纹Fissure凸缘起皱Flange wrinkle毛边Flash刮伤Flaw流痕Flow mark,flow line字体模糊Foggy毛边Galling光滑Glazing光泽Gloss污斑Grease pits油污、脏污Grease,oil stains磨痕Grinding defect发裂Haircrack雾度Haze水锈Incrustation杂质Inclusion压痕Indentation内部气孔Internal porosity发霉Mildewed,moldy,mouldy偏模Mismatch杂色Mixed color斑点Mottle缩颈Necking割痕Nick橘皮状表面缺陷Orange peel溢流Overflow剥离Peeling,peel-off坑Pit点状腐蚀Pitting corrosion模板印痕Plate mark麻点Pock痘斑Pock mark树脂流纹Resin streak树脂脱落Resin wear凹陷Riding松垂Sagging皂化Saponification疤痕Scar废料Scrap废料阻塞Scrap jam刮伤、划痕、划伤Scratch深冲表面划伤Scuffing裂痕Seam模口挤痕Shock line充填不足Short shot凹孔Shrinkage pool缩水Shrinking,shrinkage凹痕、凹陷Sink mark,shrink Line,sink mark表皮折迭Skin inclusion螺丝滑头、滑手Slipped screw head,slippery screw thread 斑点Speckle矫直Straightening条状痕、条纹Streak表面裂痕Surface check橘皮状表皮皱折Surface roughening波动Surging冒汗Sweat out扭曲Torsion翘曲Warpage波痕Waviness熔塌Webbing焊痕、熔接线Weld mark,weld line 白化Whitening皱纹Wrinkle欢迎您的下载,资料仅供参考!致力为企业和个人提供合同协议,策划案计划书,学习资料等等打造全网一站式需求。
铸造缺陷解说中文版220xin

第三十九页,编辑于星期四:八点 二十七分。
⑪夹渣:原因
①保持炉、射套内熔渣的混入; 保持炉异物硬度1212Hv
第四十页,编辑于星期四:八点 二十七分。
⑪夹渣:原因
②金型碎片的混入:
金型碎片硬度451Hv
①制品形状的急剧的断面变化; ②溶汤流向不适当(指向性填充); ③排气性不良; 与溶汤接触产生的气体: ①型腔内发生的气体的异物残留; ・外冷却水残留、内冷却水渗漏;
・从离型剂残留成分发生的气体。
第八页,编辑于星期四:八点 二十七分。
②冷隔:对策
内冷水流量、外冷水喷淋量减少或废止; 提高型温或溶汤温度;
第三十七页,编辑于星期四:八点 二十七分。
⑩重皮:対策
金型温度、溶湯温度的适当化调整(提高设 定);
射出速度、増压时机的适当化调整; 湯口方案、排気方案的适当化调整; 給湯量适当化调整和低减汤量的波动偏差; 合金組成适正化调整。
第三十八页,编辑于星期四:八点 二十七分。
⑪夹渣:現象・特征
第二十七页,编辑于星期四:八点 二十七分。
⑦气孔:対策
减少铸物内部的收缩量(从结构减少肉厚、增加铸销); 铸件形状变更(筋、肉盗追加等);
型腔表面粗糙度变更(シボ加工、溶射);
鋳造方案内浇口位置、形状変更; 追加排气构造(通气槽、减压阀); 型過熱防止(内冷強化、入子分割化)
射出速度的变更(速度慢气体排出性好);
射出速度的变更(速度慢排气性好); 外冷、离型剂的喷淋方向的变更;
气吹方向的变更;
气体量的减少、离型剂的变更;
润滑油量的适正化和滑动面的清扫;
工厂中英文对照检讨报告
工厂中英文对照检讨报告中英文对照检讨报告1成品平均肉厚为0.82左右.The average thickness is about 0.82mm.2成品平均肉厚为0.6mm.The average thickness of part is 0.6mm.3成品内厚均匀.The thickness of part is even.4此处肉厚不均,成品易缩水.共六处.请修改.As the figure shows, the thickness is uneven, so it is easy to shrink. Please modify it, 6 areas in total.5成品太薄,成型比较困难,请修改成品.The thickness of part is too thin, so it is difficult to be molded, please modify it.6如图所示,塑件太薄请修改成品,厚度至少0.80mmAs the figure shows, the thickness is too thin, please modify it to 0.8mm at least.7如图所示,塑件太薄,不易充填,请将此处肉厚从0.40mm增加至0.50mm.As the figure shows, the thickness of part is too thin to fill enough, please adding material from 0.4mm to 0.5mm.8如图所示肉厚过厚,容易导致成品缩水.As the figure shows, the thickness is too thick that cause shrinking easily.9此处可能缩水,因此处肉厚较厚.There may be shrinkage, because the thickness is too thick.10平均肉厚0.53mm,最薄处仅0.2mm,有可能滞流,不易成型.The average thickness is 0.53mm, but the thinnest area is only 0.2mm, where the hesitation would exist and the part can’tbe molded easily.11请将周围红色面向公模侧拔模2.0度.Please draft the red surface 2.0 degrees along the core.12为防止成品粘母模,请将图示红色面向公模方向增加拔模到3度.As the figure shows, please draft the red surface 3-degree along the core side to prevent it (from) sticking to the cavity.13以红色线为基准,黄色面向母模侧3度拔模,蓝色面向公模侧2度拔模.Keep the red line as datum, please draft the yellow surface 3-degree along the cavity, and the blue surface 2 degrees along the core.14建议将红色面以蓝色线为基准做公模2度拔模.Keep the blue line as datum, suggest drafting the red surface 2 degrees along the core side.15.请将绿色面向母模侧拔模3度Please draft the green surface 3 degrees along the cavity side.16请将红色面做公模侧拔模!Please draft the red face along the cavity side.17如图:图中红色面,请沿斜销后退方向做3度拔模.As the figure shows, please draft the red surface 3 degrees along the backward direction of the lifter (using the arrow as the direction of lifter)18如图所示,请将红色面拔模在公模侧(全周),以防止粘母模.As the figure shows, please draft the red surface along the core side to prevent the product sticking to the cavity.19请将图示绿色面沿滑块后退方向3度拔模,用红色箭头表示其后退方向.As the figure shows, please draft the green surface 3 degrees along the releasing direction of the slider. ( using the red arrow as the releasing direction of slider.)20请将红色面向公模侧增加拔模,从0.5度加大到2.0度.Please increase the draft angle of the red surface from 0.5 to 2 degrees along the core21如图所示:请将红色面沿滑块后退方向拔模3度!As the figure shows, please draft the red surface 3 degrees along the releasing direction of slider.22为避免模仁尖角,请修改红色面拔模至公模侧.Please draft the red surface along the core side to avoid sharp corner. 23请将此处拔模3.0度,因角度太小会粘滑块. (左右共二处)Because the draft angle is too small, the part would stick to slider, so please draft this surface 3 degrees. (both sides).24红色框内区域必须沿斜销方向拔模0.5~1.0度,以防铲胶.To prevent cutting plastic , the area as the red frame shown must be drafted 0.5~1.0 degree along the lifter’s direction.25请将红色面拔模角度增加至4度以增加模仁插破角度!To increase the shut- off angle between cavity and core, please draft the red surface 4 degrees.26将红色面向母模侧拔模3度(第二次指出)Draft the red surface 3-degree along the cavity side (point out again) 27绿色面未拔模,请确认是否以0度抛光,否则向母模侧增加拔模角5度.As the figure shows, please check whether the green surface must be on zero draft for good polishing , otherwise add 5 degrees on the cavity side.28.绿色面在公模侧未拔模,建议将其做公模2度拔模.The green surface hasn’t been drafted along the core side. Suggest drafting it by 2-degree.29.如图所示,红色面为母模侧.As the figure shows, the red surface is in cavity side.30.如图所示,此处均为铁件与模仁插破封胶,易跑毛边,请将此处插破角增加至5度以上.As the figure shows, it is easy to occur flash, please add drafting angle to 5 degrees.31.建议将红色面公模拔模8度,以便于斜销成型.Suggest drafting the red surface 8 degrees along the core side for being molded by the lifter easily.32.请将图示绿色面沿斜销后退方向2度拔模,用红色箭头表示其后退方向. Please draft the green surface 2 degrees along the backward direction of lifter (using the red arrow as the direction of lifter)33.请将桔色面作斜销后退方向拔模5度.Please draft the orange surface 5 degrees along the backward direction of lifter.34.如图:现有成品外观面在红线处有分模线痕迹.建议将蓝色公模面向母模侧拔模3.0度,这样PL线下移到圆角处.As the figure shows, there will be visible mark on the appearance surfaces, suggest drafting blue surface 3.0 degrees along the cavity side (both sides) to change the PL to the place of radius.35.产品一周红色面在母模侧未拔模,建议将其做母模3度拔模.The red surface around product hasn’t been drafted on the cavity side, suggest drafting it by three degrees.36.红色面在公模侧未拔模,建议将其做公模3度拔模.The red surface hasn’t been drafted on the core side, suggest drafting it by 3- degree.37.请取消断差!Please cancel this step.38.请去掉此断差,避免模仁此处插破!Please delete the step to avoid the shut-off between the cavity and core.39.请照右图取消C角Please modify model according to the right figure.40.方案1: 取消全周R角Proposal 1:Cancel the R(all round)41.方案2: 全周增加断差Proposal 2:add the step(all around)42.建议此边倒圆角Suggestion: blend the edge43.请将红色线倒圆角0.20mm!Please round 0.2mm at the red line.44.如图所示: 请照右图修改!As the figure shows, please modify the model according to the right picture.45.滑块后退方向the releasing direction of slider46.如图示,用红色箭头表示滑块后退方向As the figure shows, use the red arrow as the releasing direction of slider.47.滑块分模线如图所示,箭头所示方向为滑块后退方向The parting line of slider is as the figure shown, the red arrow shows the direction of the slider’s movement.48.成品采用牛角进胶,胶口位置如图所示.Banana-gate is adopted as the figure shown.49.成品采用边式浇口进胶,浇口位置如图所示.To adopt the side gate, and the gate location is as the figure shown 50.成品采用边浇口进胶, 浇口位置如图所示.请确认!Gate type is edge gate and the location is as the figure shown, please confirm it.51.其效果见模流分析,建议采用阀胶口,省料头!Suggest adopting the valve gate to save the material, and refer to the mold flow analysis to see its effect.52.成品采用潜进胶,胶口位置如图所示.Gating type is submarine gate, and the gate location is as the figure shown.53.采用阀针浇口,位置如上图红色圈所示,该方案需修改成品.As the figure shows, to adopt valve gate, please confirm it.54.建议在成品上做于此类似的肋利于进胶,且牛角胶口如图所示.For injecting fluently, suggest adding a rib like this, and using banana gate as shown.55.浇口在成品厚度方向的中间不会影响成品外观.The gate is in the middle of the thickness, which will not affect the appearance of the product.57.成品采用点进浇(进胶位置如图),建议取消胶口处肋,并在浇口处做一小凹坑.To adopt pin gate as the figure shows, suggest canceling the rib in the area of the gate and adding a concave.58.如图示采用点进浇,请确认,如果采用此方案,请照图示修改成品Adopt pin gate as the figure shows, please confirm it. If accept, please t modify the product as shown.59.成品采用边进胶,建议在成品上做5.0~2.0凹槽.To adopt side gate, suggest adding a concave by 5.0mm~2.0mm.60.7支套筒顶针,其余圆顶针和扁销Seven sleeves as the highlighted yellow areas shows, others are ejector pins and flat pins.61.为了保证成品的外观,PL线修改方案→取消一周的红色圆角The first solution is to cancel the red round for getting a good appearance of the product.62.为了保证成品的外观,PL线修改方案二是从最大轮廓减胶产生一个0.03mm的断差.The second solution is adding a step (0.03mm) along the circle of the red round for getting a good appearance of the product.63.采用隧道滑块成型,滑块的分模线如图示.Adopt tunnel slider molding, and the slider’s parting line is as shown.64.由于分模线都在一周的圆角上会影响成品外观,建议修改的二种方案详见P12和P13.The parting lines will affect appearance of the product, there are two methods in P12 and P13.65.如图所示;此处为铁件与模仁插破封胶,易跑毛边,请个修改如右图所示.As the figure shows, it is easy to occur flash, please modify model.66.如图所示;此处铁件与塑件两连接孔错位,请修改As the figure shows, the holes on the steel don’t align with the holes on the plastic, please modify model.67.如图所示;因铁片加铁,此处边接孔需移位(共两处),请修改.As the figure shows, move the holes (two places), please modify model.68.成品此处间隙太小,建议将红色所示特征单边加大0.85mm,以便用斜销成型. The gap is too small, suggest enlarging the red feature by 0.85mm per side for molding by angular lifter.69.成品此处分线不顺滑,建议修改.The parting line here is not smooth, suggest modifying it.70.如图所示,红线处孔用于定位,需精确加工.建议将铁件2的定位孔尺寸做得比铁件1的定位孔大(以免1和2焊接后有微动的错位导致铁位定位不准).The hole of the red zone is precision-machined for locating, suggest enlarging orientation holes of the steel 2, and it is bigger than the steel 1 as shown.71.为避免注射时铁件变形,建议修改成品,如图所示.Suggest modifying the model as shown to reduce warp during injecting process.72.为避免注射时铁件变形,建议修改塑件( 前后加二对应的定位孔),如图所示. Suggest modifying the model as shown to reduce warp during injecting process.73.铁件蓝色面太长侧壁无法定位,建议修改铁件使蓝色面不得超出铁件红色面的延伸面,如图所示.The blue surface is too long to locate, suggest modifying the blue surface of the steel not to overstep the extend surface of the red as shown.74.成品如图所示部位空间太小,所拆滑块强度太弱,请加大到至少1.5mm以上并在上图中圆圈处倒R角.As the figure shows, the space is too small, so intension of the slider will be infirm, please add the dimension to 1.5mmt at least, and add the round in the circle marked.75.请在图示位置加两肋使其强度增加,以免被滑块拉伤.As the figure shows, to avoid dragging the part, please add two ribs on the product to be stronger.76.如图红色面,分模时在模仁上会有倒勾.As the figure shows, there will occur undercut in the red surface of the cavity.77.成品修改尺寸参考Reference of modification78.沿开模方向的拔模分析.Drafting analysis of mold opening directing.79.建议用成品上蓝色面取代红色面.Suggest replacing the red surface with the blue surface.80.利于封胶.The convenience of sealing.81.此处将采用母模入子.Cavity insert will be adopted here.82.此处分模线为曲线,较复杂,请修改成直线.The parting line as shown is curved line, please change it toa straight line.83.为避免模仁尖角,请参照右图修改成品分模线.To avoid the weak-steel, please modify the parting line according to the right figure.84.为避免模仁尖角,请修改如右图所示.The area shown is weak steels in the core. Please modify the model. 85.成品此处太穿孔,有尖角,请修改,共2处.The product has the large bore and tine. Please check it, 2 areas in total.86.如图所示,成品此处有尖角,请修改.As the figure shows, there is sharp corner on the product, please modify it.87.红色箭头为斜销运动方向.The red arrow shows the direction of the lifter.88.顶针位置如图所示.The location of the ejectors is as shown.89.产品顶出位置如上图所示。
铸造厂八大隐患排查报告(3篇)

第1篇一、前言铸造厂作为我国制造业的重要组成部分,承担着生产各种铸件的重任。
然而,在铸造生产过程中,由于设备老化、管理不善、操作不规范等原因,存在着诸多安全隐患。
为了保障员工的生命财产安全,提高生产效率,本报告对铸造厂八大隐患进行排查,并提出相应的整改措施。
二、铸造厂八大隐患排查1. 设备隐患(1)设备老化:部分铸造设备已超过使用寿命,存在安全隐患。
(2)设备维护不到位:设备保养不及时,导致设备磨损严重,影响生产安全。
(3)设备操作不规范:部分员工对设备操作不熟悉,存在违规操作现象。
2. 环境隐患(1)车间通风不良:部分车间通风设施不完善,导致有害气体积聚,危害员工健康。
(2)噪音污染:铸造生产过程中产生的噪音过大,影响员工工作和生活。
(3)粉尘污染:铸造生产过程中产生的粉尘浓度过高,对员工呼吸系统造成危害。
3. 安全生产隐患(1)消防设施不完善:部分车间消防设施不齐全,消防器材老化,存在火灾隐患。
(2)安全通道不畅:部分车间安全通道狭窄,影响紧急疏散。
(3)警示标志不足:部分车间警示标志设置不规范,无法起到警示作用。
4. 电气隐患(1)电线老化:部分车间电线老化严重,存在短路、漏电等安全隐患。
(2)电气设备维护不到位:电气设备保养不及时,导致设备故障,影响生产安全。
(3)电气操作不规范:部分员工对电气设备操作不熟悉,存在违规操作现象。
5. 物料管理隐患(1)物料堆放不规范:部分车间物料堆放杂乱无章,影响生产秩序和安全。
(2)物料标识不清:部分物料标识不清,导致物料混淆,影响生产安全。
(3)物料存储不当:部分物料存储环境不适宜,导致物料损坏或变质。
6. 人员隐患(1)员工安全意识不强:部分员工对安全生产重视不够,存在侥幸心理。
(2)员工培训不足:部分员工缺乏安全生产知识和技能培训,无法应对突发事件。
(3)员工违规操作:部分员工在操作过程中存在违规行为,导致安全事故发生。
7. 应急预案隐患(1)应急预案不完善:部分车间应急预案制定不全面,无法应对突发事件。
外观漏检的改善报告范文
外观漏检的改善报告范文【中英文版】英文文档内容:Introduction:This report aims to improve the detection rate of cosmetics defects, reduce waste, and enhance customer satisfaction.It identifies the root causes of external leakage and proposes effective solutions to address the issue.Findings:After thorough analysis, several key factors contributing to the external leakage issue have been identified.These include:1.Inadequate inspection processes: The current inspection methods are not comprehensive enough, resulting in some defects being overlooked.2.Poor quality control: The raw materials used in production may not meet the required standards, leading to defects in the final product.3.Inconsistent production techniques: Variations in production techniques can result in inconsistent product quality, increasing the likelihood of defects.Solutions:To address these issues, the following solutions are proposed:1.Enhance inspection processes: Implement a more rigorous andcomprehensive inspection process to identify and rectify defects early in the production cycle.2.Strengthen quality control: Regularly test raw materials to ensure they meet the required quality standards.Work closely with suppliers to improve the quality of incoming materials.3.Standardize production techniques: Provide training to production staff to ensure consistent and standardized use of equipment and techniques.Monitor and evaluate production processes regularly to identify and address any variations.Conclusion:By implementing these solutions, the detection rate of external leakage can be significantly improved, resulting in reduced waste and increased customer satisfaction.Regular monitoring and continuous improvement efforts will be essential to maintain and enhance product quality.中文文档内容:引言:本报告旨在提高化妆品外观漏检的检测率,减少浪费,并提高客户满意度。
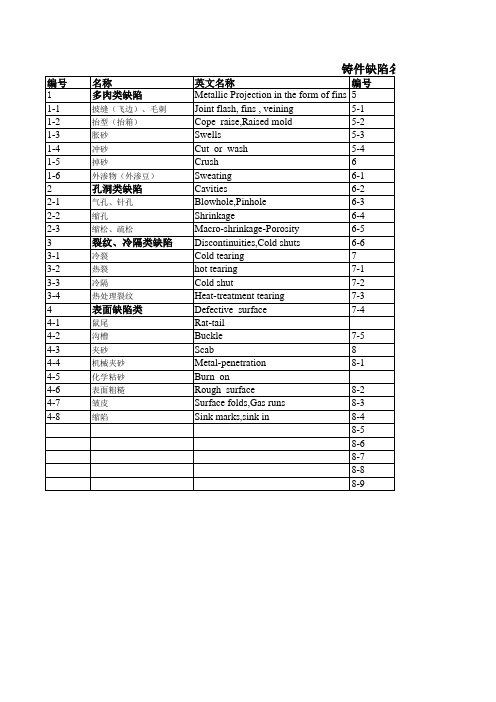
铸造缺陷中英文对照
5-2
Swells
5-3
Cut or wash
5-4
Crush
6
Sweating
6-1
Cavities
6-2
Blowhole,Pinhole
6-3
Shrinkage
6-4
Macro-shrinkage-Porosity
6-5
Discontinuities,Cold shuts
6-6
Cold tearing
裂纹、冷隔类缺陷
冷裂 热裂 冷隔 热处理裂纹
表面缺陷类
鼠尾 沟槽 夹砂 机械夹砂 化学粘砂 表面粗糙 皱皮 缩陷
铸件缺陷名称对照表
英文名称
编号
Metallic Projection in the form of fins 5
Joint flash, fins , veining
5-1
Cope raise,Raised mold
编号 1 1-1 1-2 1-3 1-4 1-5 1-6 2 2-1 2-2 2-3 3 3-1 3-2 3-3 3-4 4 4-1 4-2 4-3 4-4 4-5 4-6 4-7 4-8
名称 多肉类缺陷
披缝(飞边)、毛刺 抬型(抬箱) 胀砂 冲砂 掉砂 外渗物(外渗豆)
孔洞类缺陷
气孔、针孔 缩孔 缩松、疏松
7
hot tearing
7-1
Cold shut
7-2
Heat-treatment tearing
7-3
Defective surface
7-4
Rat-tail
Buckle
7-5
Scab
8
Metal-penetration
压铸材质不合格整改报告范文

压铸材质不合格整改报告范文英文回答:Title: Report on Rectification of Non-conforming Die Casting Materials.Introduction:This report aims to provide an overview of the rectification measures taken to address non-conforming die casting materials. The report will be presented in both English and Chinese languages, with the English version followed by the Chinese translation.英文回答:Background:Recently, our company discovered that certain die casting materials used in the production process did notmeet the required quality standards. This non-conformance poses a significant risk to the overall product quality and customer satisfaction. Therefore, immediate actions were taken to rectify the situation.英文回答:Action Plan:1. Investigation:A thorough investigation was conducted to identify the root cause of the non-conforming materials. This involved examining the entire supply chain, including raw material suppliers, production processes, and quality control measures.2. Supplier Evaluation:The suppliers of the non-conforming materials were evaluated to determine their capability and reliability. This evaluation included a review of their qualitymanagement systems, certifications, and past performance. Suppliers who failed to meet the required standards were disqualified from future business partnerships.3. Process Improvement:Based on the findings from the investigation, necessary improvements were made to the die casting process. This included revising the production parameters, enhancing quality control measures, and implementing stricter inspection procedures.4. Employee Training:To ensure the successful implementation of the process improvements, comprehensive training programs were conducted for the employees involved in the die casting process. This training focused on enhancing their understanding of quality requirements, proper material handling, and effective problem-solving techniques.5. Quality Assurance:A robust quality assurance system was established to monitor and control the die casting materials throughout the production cycle. This system includes regular audits, inspections, and testing to ensure compliance with the specified standards.英文回答:Results and Conclusion:As a result of the above actions, the non-conforming die casting materials have been effectively rectified, and the risk to product quality has been mitigated. The improved process controls and employee training have contributed to a more reliable and consistent supply of high-quality die casting materials.In conclusion, our company has taken prompt and effective measures to address the issue of non-conforming die casting materials. The actions taken include thorough investigations, supplier evaluations, process improvements,employee training, and the establishment of a robust quality assurance system. These measures have successfully rectified the non-conformance and ensured the delivery of high-quality die casting materials.中文回答:标题,压铸材质不合格整改报告。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
涂膜剂脱落Mold
NOK paint is chipped off
错误的作业参数Wrong
OK work parameters
OK
脱模角度设计的太小
Drag over anger too
OK
small
脱模面积过大 Drag over area too big
How effective were they? 装配线在此断点后未发现类似的不合格品. No similar rejects was found from assembly line after this clear point
How long is the containment to remain in place? 2019/03/21 17:00
作业员没有补喷 模具涂膜剂 The operator did not
repair the mold
paint
在铸造生产过程中, 没有明确的指示来监 控模具上的涂膜剂脱 落 There is no specific instruction to monitor
Page 3
D4 - ROOT CAUSE ANALYSIS & ESCAPE POINTS
人Man
设备Machine
作业员漏检 Operator NOK
missed this defect
设备故障Equipment
failure
OK
作业员未经培训
Untrained
OK operator
上下模间隙大Big gap
process
模具使用过程中涂 膜剂脱落是正常现
象 It is normal for mold paint chipping
off during mold use
process
随着铸造数量的增 多,模具上的涂膜
剂损耗变大 The mold paint is
consumptive with
more casting shots
材料Material
方法Method
设计Design
窗口一侧 拔模Mold drag on the side of window
Page 4
D5 –ROOT CAUSE THEORY TESTING
潜在现象 Potential Phenomena
1st WHY
2nd WHY
3rd WHY
4th WHY
When were they introduced? 2019/02/22 15:19
Where were they introduced? 成品仓库 finished product warehouse
Who owns the containment? 质量主管 Quality Inspection Supervisor
Team Member
*** *** *** *** *** *** *** ***
D1– FORM A TEAM
Role
Tech
组长 Leader 质量经理 Quality Manager
记录 Recorder 质量工程师 Quality Engineer
组员 Member 工程经理 Engineering Manager
5th WHY
这种情况发生在铸造 m缺odlde陷fde是rcatgw窗aoipnnp口detoha拔werss模tiodeTbehoef a过mp落haoa程il时npdtp中dieTsun模hrceiihnsd具igpcwtop涂hhneeeddn膜ciotamifos剂fonttilhnid脱seg
组员 Member 质量课长 Quality Section Chief
组员 Member 质量主管 Quality Inspection Supervisor
组员 Member 生产经理 Production Manager
组员 Member 生管经理 Product Material Control Manager
surface is not smooth OK
设备压力不足Insufficient
OK
stamping force
模具错误Mold Wrong OK
铝汤错误Molten
OK
aluminum wrong
OK
涂膜剂错误Mold paint wrong
缺失射销Missing
OK
guide pin
开合模速度不合理
shipping in warehouse has been re-sorted, No rejects was found from 80pcs stocks; 2. 质量警报已经发布,所有相关人员都经过了培训. Quality alert has been released all
related staff were trained
Page 2
D3 - IMMEDIATE COUNTER MEASURES / CONTAINMENT What containment actions have been implemented? 1. 仓库准备出货的轮圈重新全检,80pcs库存品没有发现不良.The wheels ready for
组员 Member 设备维护经理 Maintenance of Equipment Manager
Page 1
D2 – DEFINE THE PROBLEM Where is the problem found? ***工厂 ***Assembly Plant When was the problem first seen? 2019/02/22 13:34 How is the problem detected? 目视检查 Visual Inspection Who Senses the problem? By Main Audit What is the defect rate? 一个轮子外观缺陷 One wheel with appearance defect
OK between up and down mold
设备维护不良Poor
maintenance of equipment OK
作业者没有遵守作业 标准书Operator does
OK not follow SOP
上下模间隙小Small gap
OK between up and down mold
模具表面不光滑Mold