松下压缩机外观不良改善报告共31页
压缩机的检修与改造

压缩机的检修与改造摘要:本文就氮气压缩机止推瓦存在的故障,通过对磨损状况做出简单分析,对其产生故障的原因以及改进措施进行了重点分析。
关键词:止推瓦存在的故障磨损状况产生故障的原因改进措施气体动力学研究取得的巨大成就提高了离心式压缩机的效率,离心式压缩机的应用范围不断扩展,离心式压缩机之所以能获得巨大的发展,以下三方面也是其关键因素。
首先,离心式压缩机的结构简单紧凑,气量较大,重量较轻;其次,运转率高,因为备件需用量少,所以维护费用及人员少;最后,在化工流程过程中,离心式压缩机可以对化工介质进行绝对无油的压缩。
一、压缩机叶轮腐蚀检修一个具有H型四级等温压缩和三级冷却的压缩机组的化肥集团,在运行过程中,2002 年5月对轴瓦质量进行检修,另外多次对其停机并进行检修,都是因为一、二级转子的X 向或者Y 向轴振幅波动大。
在2005年8 月5日,由于同样的原因,对其停机并进行检修,对轴瓦进行了更换,一、二级转子运回并清垢, 做动平衡实验,开机运行30小时后,发现X向轴振幅加大并且高点上移,随空气含湿量和油温不同而产生大幅度的波动,甚至达到报警值。
随后对一级冷却器疏水阀进行更新, 对油温波动进行控制后,情况稍微有了好转, 但是振幅高点仍然上移,可能轴瓦不良造成此现象。
2005 年12月10 日,更换了新瓦,再次试验,一级转子的X向轴振幅能够达到33μm,并且随空气含湿量的变化,轴振幅波动也加大。
然后,停机对机组进行检修,发现3个冷却器内芯有了严重的锈蚀,一级冷却器疏水管也被铁锈堵塞,二级叶轮腐蚀报废。
总之,压缩机叶轮腐蚀造成上述问题的出现。
1.以下对腐蚀原因作出了分析:1.1一级冷却器疏水管线太细才有25mm,二级和三级管线管径才为50mm。
1.2在一级冷却器进气和出气侧,有两个疏水口, 但是错误地把疏水口接在进气侧,在出气侧冷凝的大量冷凝水只能溢流到进气侧而排出,出气侧液位高时,高速气流把冷凝水和灰尘带入二级压缩叶轮, 产生结垢而对叶轮冲刷,同时,二级叶轮的结垢比一级叶轮的多并且坚硬,最后对叶轮造成腐蚀。
MX85改善报告
原因 分析
发生 原因
流出 原因 临时对策
此项目刚导入试产,对品质没有标准,所生产出的物料没有进行检验。
开裂---下批物料来料素材进行100%全检验, 把素材问题及时反馈客户,请客户改善,如有问题,则 请客户裁决是否投产。 麻点----对打磨过的底漆产品进行改善除尘,增派人员擦拭和增加超声波清洗
水品展开
4.产品侧边少油 ------ 跟催专用夹具,夹具回来后使用夹具喷涂,就不用限制调枪的角度。
改善效果验 证 标准化
改善效果待确认。
将此次不良现象增加至客诉履历后续作业时做重点管控。
东莞金世尊电子科技有限公司 Dongguan Jin Shizun electronic technology co., LTD
FINIA
改善对策
3.产品结合线位置喷涂后有印痕
----内部暂时没有量产,现在总结进行验证改善。 A.更换中漆油漆开油水,更换弱性的溶剂实验,使其不能咬底太强导致印痕放大 B.把底漆1进行改善,增加填充料,使喷涂第一层就减轻结合痕 C.优化底漆2,提升遮盖率,使其遮盖效果更好,达到减轻结合痕
根本 对策
表面麻司 Dongguan Jin Shizun electronic technology co., LTD
FINIA
发生日期 MODEL 不良现象 发生工程 2015/04/10 MX85 客户 部品名 鸿益进 后盖 协力社 Code No 金世尊 / 不良引发工程 不良率 喷涂 100% 1.产品表面麻点100% 、 2.侧边结合线处开裂100% 喷涂 1.麻点-----为了覆盖产品表面的结合线,喷涂后进行了打磨,打磨过程中在产品表面和夹具上落下来灰 尘和砂纸粒,而在喷中漆时只对打磨过的底漆进行了擦拭,擦拭不干净。喷涂中漆后由于是电镀银无 法再次打磨修复,所以做出的成品表面麻点100% 2.侧面结合线开裂-----素材来料100%侧边结合线处开裂,有反馈到了客户。当时因为生产紧急,所以 就投入生产。
18650锂电设备热缩机气泡不良改善报告
二、原因分析及验证
2.2.4 受热不均匀验证
2.2.4.1 怀疑温度是热缩气泡产生的主要原因,进行以下验证: 2. 热缩故障停机重启时,将清洗机中残留的较高温度电芯捡出,静置至室温,再投入热缩机,气泡电芯基本消失; 3. 至2018-03-07夜调整后,截止至2018-3-13,跟进M线热缩气泡情况,未发现有气泡电芯产生。
NO . 5
热缩膜材质不均 匀
涂油过多,油挥 发气体鼓泡
清洗未烘干,水 挥发鼓泡
电芯受热不均 匀
收缩不同步
/
比克电池
二、原因分析及验证
2.2.1 热缩膜材质验证
各线别裁切热缩膜
100℃沸水浸泡1min
收缩后状态
线别 G H K M
宽度(mm)
收缩前 30 30 收缩后 16 16 收缩率 46.67% 46.67% 收缩前 69.5 69.5
NO . 10 / 比克电池
1. 将清洗和热缩烘干温度均下调5℃,恢复为原设定值(80℃和60℃),调整后,气泡电芯发生频率明显降低;
验证发现:降低温度能够有效减少热缩气泡情况,但基本原理需要进一步探究。
二、原因分析
2.2.4.2 气泡产生机理验证
NO . 11 / 比克电池
/
比克电池
二、原因分析及验证
2.2.4 受热不均匀验证
NO . 9 / 比克电池
热缩出料口全检电芯发现: 1. 相比正常电芯,起泡电芯表面温度明显较高; 2. 气泡高频率通常出现在热缩机停机重启时段,此时由于联动程序,清洗机也处于停机状态,部分电芯存留在烘干区, 整体温度偏高; 3. 对比清洗机参数,前期由于热缩不良怀疑电芯未烘干,故将清洗和涂油烘干温度在工艺要求范围内上调了5℃ 4. 观察热缩管,发现热缩管中电阻丝发生堆积,无法均匀分布,整体某部分发亮,附近发暗,明显温度不均匀;而其 他线别热缩管无该情况(与热缩管使用时间有关)
开关电源高压不良改善报告

Q1散热片为一次则散热板,铜套焊接在二次则电容负极上,超音波后Q1散热片与机壳上盖挤压在一起,造成顶破FRPP绝缘 Breakdown 片,从而导致Q1散热片与铜套打火,即Breakdown,机壳内空高度为27.3mm,PCBA高度为26.6mm,空间为0.7mm,超音波后有压
破的隐患.
四.试验验 证
力产生
ARC FAIL
调整高压测试 步骤
SOP导入增加 交流耐压测试
Open case
检查作业工法 锡面及零件面
从而造成压破 FRPP绝缘片
重测PASS
放置20分钟再 测试ARC FAIL
追踪测试 5~10K无异常
三.原因分
析 通过鱼骨图及分析流程图得出以下结论
ARC FAIL
产品在设计时随着输出功率的大小变压器也跟着变化,从而变压器初级对次级分布电容也逐渐增大,36W系列机种为40PF以上,而小功 率机种则为10PF范围内,由于产品一次侧与二次侧存在分布电容的影响,所以在直流耐压测试时会有瞬间冲击电流发生,随着分布电 容的大小,冲击电流也会逐渐增加,因此小功率的机种未有此种案例生发,而36W以上系列机种历历在目,从而造成耐压测试时ARC FAIL,而重测则为PASS,放置20分钟左右再测试又ARC FAIL
原因分析产品在设计时随着输出功率的大小变压器也跟着变化从而变压器初级对次级分布电容也逐渐增大36w系列机种为40pf以上而小功率机种则为10pf范围内由于产品一次侧与二次侧存在分布电容的影响所以在直流耐压测试时会有瞬间冲击电流发生随着分布电容的大小冲击电流也会逐渐增加因此小功率的机种未有此种案例生发而36w以上系列机种历历在目从而造成耐压测试时arcfail而重测则为pass放置20分钟左右再测试又arcfailq1散热片为一次则散热板铜套焊接在二次则电容负极上超音波后q1散热片与机壳上盖挤压在一起造成顶破frpp绝缘片从而导致q1散热片与铜套打火即breakdown机壳内空高度为273mmpcba高度为266mm空间为07mm超音波后有压破的隐患
售后质量问题整改报告
7
四、改进对策及方案
►改善方案:
( 批产预防)
完善返修作业指导书,产品返修时,对刷盒进行外观检测,检测合格后在其顶端使用黑色 记号笔作颜色标示。
责任人:重庆华宇王冠宁,完成时间:2016.3.7
改善前
改善后
/
在刷盒顶端使用黑色
记号笔作颜色标示
►改善结果验证
或验证计划
协众跟踪2016年3月7日后生产件售后市场质量问题,验证整改效果,责任人王义兵,实 施日期:即日
答:该产品总成检测合格率〉99%,有部分需要返修的产品,在 拆机返修过程中操作不当存在刷盒部位受外力作用变形; 4、问:为什么刷盒变形后还继续装配?
答:返修作业指导书对该工序装刷盒外观没有明确检验的要求; 5、问:为什么总成流出?
根据产品结构进行阐述,在刷盒内部,放置碳刷和弹簧,弹簧的 作用是时刻对碳刷尾部施加一定的力,让碳刷的磨合面始终与换向器 之间进行接触,方可使电机能够持续运转。
2
二、原因分析及排查过程
排查测试过程-图示
►原因分析:
刷盒
12V通电检测,鼓 风机电流值为0, 风机不运转
碳刷
故障件刷盒变形局部照片
正常件刷盒局部照片
对鼓风机进行内部 拆解分析:鼓风机 内部端盖组件的刷 盒部件出现变形, 卡滞碳刷
12V通电检测,鼓风机电流值为0,风机不运转; 对故障件拆机分析,内部端盖组件的刷盒部件出现
变形,卡滞碳刷,导致产品在运行一段时间后,碳 刷与换向器局部无法正常接触,电机不工作 ; 具体原因分析展开见以下几页;
4
二、原因分析及排查过程
排查测试过程-图示
►原因分析:
鼓风机碳刷、刷盒、换向器说明:
鼓风机主要部件构造、作用:
再发防止对策报告书 - 日产8D

考虑事项
更新(Y/N)
详细
设计FMEA
图纸/CAD数据
设计/开发/品质保证基准
管理计划书附图
工程FMEA
工程流程图
管理计划书/管理图
Y
增加卡框合模线出飞边的控制。
工程内作业/检查指示书
Y
增加卡框检验指导书卡框合模线处
检具/MSA 对二级及以下供应商的跟踪 实施的对策是否在类似零部件・工程・其他工厂进行水平展开?
ANPQP - 再发防止对策报告书 - 8D
适 CS10
供应商名称: 供应商工厂名称: 零部件名称: 零部件编号/发行等 设计通知No./DEVO: 1. 不良的详细内容 不良内容 (图片或简图)::
.
A
左外后视镜总成
B
C
OBD
2018年1月13日,客户进料检验过程中,IQC发现我司产品,CS10左后视镜总成,卡框分型面披风,判定外观不 良。如右图所示:
*考虑事项:防错 , 实验 ,工程管理等。
处置
7. 対策確認 对实施对策后的效果是否进行确认?
现场看板设置工艺卡卡套。 修订控制计划 修订检验指导书 对检验人员进行培训
对策处置
8. 跟踪计划 (过去不良防止再发活动)
结合相关内容修改下列文件 *相关数据 (例: 尺寸测量结果、工程能力、特性数据、FTA、为什么为什么分析等)必须附加
么
为 什
么
为 什
么
为 什
么
为 什
么
为 什
么
为 什
根本原因:
责任者
责任者
1
工艺参数卡未放置现 场,不易获取。
房文 部门
2
检验文件未设置此处 为检验项目
模具不良改善事例集-PR

1.模具设计和后续的生产点检时需考虑模具避位对产 模具设计和后续的生产点检时需考虑模具避位对产 品的影响
改善効果
水平展開
無形效率:1.保证生产品质;2. 無形效率:1.保证生产品质;2.提升員工自身素质. :1.保证生产品质
无
区分
品質向上 効率向上 経費削減
B2435874形状不良调查改善报告 形状不良调查改善报告
改善作成: 改善後
改善前
OK品
NG品 追加防漏管位
現状の 現状の問題点 改善内容
1.凸起部形状不良,图D-7区(详见写真) 凸起部形状不良, 凸起部形状不良 区 详见写真) 2.漏第四工序 形折弯 漏第四工序Z形折弯 漏第四工序
1.在模具设计阶段就对生产时可能会漏工序进行考虑, 在模具设计阶段就对生产时可能会漏工序进行考虑, 在模具设计阶段就对生产时可能会漏工序进行考虑 如有可能就设计成防反防漏的结构。 如有可能就设计成防反防漏的结构。 2.在模具验收阶段对模具的防反防漏进行重点确认。 在模具验收阶段对模具的防反防漏进行重点确认。 在模具验收阶段对模具的防反防漏进行重点确认
模具不良改善事例集
区分
品質向上 効率向上 経費削減
D0254274慢性不良改善报告 慢性不良改善报告
改善作成: 改善後
改善前
加工方向反
折弯位置移位
現状の 現状の問題点
改善内容
1.偶尔发生加工方向反事故 偶尔发生加工方向反事故 2.偶尔发生产品移位事故 偶尔发生产品移位事故
1.增加逆反针 增加逆反针 2.加高管位 加高管位3MM。 加高管位 。
无
区分
品質向上 効率向上 経費削減
G4042810的孔直径小改善报告 G4042810的孔直径小改善报告 的孔直径小
LUKE A件局部变形改善报告

Page 4
Wuxi Shin Guan Metal Technology Company
有哪些類似制程/產品,是否有相同risk 有否橫向展開導入此改善對策) risk, 七.對策展開(有哪些類似制程/產品,是否有相同risk,有否橫向展開導入此改善對策)
针对以上不良现象,我司将对类似机种展开管控,以求将此类不良现象降至最低。 针对以上不良现象,我司将对类似机种展开管控,以求将此类不良现象降至最低。
两侧边靠近ANTENNA 处有不规则变形,造成BONDING 产生GAP BONDING后 两侧边靠近ANTENNA COVER 处有不规则变形,造成BONDING后,产生GAP
产品组装后产生GAP 产品组装后产生GAP
Page 2
Wuxi Shin Guan Metal Technology Company
LUKE A COVER 打磨SIP LUKE A 件打磨SOP
需追蹤導入改善對策后改善效果,驗證數量必須具有說服力, 六.改善效果驗證(需追蹤導入改善對策后改善效果,驗證數量必須具有說服力,無效 果驗證OK,issue無法close,需追蹤并再次更新報告) 果驗證OK,issue無法close,需追蹤并再次更新報告) OK 無法close 改善前:此处半剪未剪开 改善前: 改善后:此处半剪完全剪开 改善后:
八.Lesson learn
通过以上不良现象的发生,我司同时发现在制程各环节还是有很多需改进的地方, 通过以上不良现象的发生,我司同时发现在制程各环节还是有很多需改进的地方,同时 员工在作业手法上和执行力度上还有待加强,后续对此, 员工在作业手法上和执行力度上还有待加强,后续对此,我们将不断通过教育训练 逐步完善! 逐步完善!
通过以上不良现象的发生我司同时发现在制程各环节还是有很多需改进的地方同时员工在作业手法上和执行力度上还有待加强后续对此我们将不断通过教育训练逐步完善
松下贴片机大修资料课件

大阪鬆下---SMTPANASERT SMT设备维护培训手册一机械部分( MV2*/MSR )1 设备零配件的更换2 设备机械配合、感应器、相机的调整二电器部分( MV2*/MPA*/MSR )1 MV2F/MV2V 卡板的简介2电机的简介3 驱动器的简介4 常用感应器5 常用光模块6 Cycle timer的输入方法7 设备的电源连接与保护大阪鬆下---SMT目录第一部分机械配合的介绍与点检内容1、更换伺服马达———————————————————— 4页2、更换切刀—————————————————————— 4-5页3、贴片头的介绍———————————————————— 6-7页4、更换贴片头内轴——————————————————— 7页5、贴装高度的调整——————————————————— 8页6、取料高度的调整——————————————————— 8-9页7、FEED Height 的调整————————————————— 9页8、Thrust-up and Peeling Height 的调整————————— 9-10页9、Line Sensor 高度的检查——————————————— 10页10、Component Recognition Unit 检测—————————— 11页11、Nozzle No. DET Sensor 的检查与调整————————— 12页12、Head Number Detect Sensor 检测——————————— 13页13、Nozzle Select CHK DET Sensor 的检测———————— 14页14、Θ Origin DET Sensor 的检测————————————— 14页15、VS MS DS Lever压片的调整————————————— 14页16、Loose Cassette Detection Switch與Sensor 的調整——— 14页17、Loose Cassette Shutter Detection Sensor 的調整——— 14页18、Vacuum/Mount/Component discharge 真空检测——————15页19、Nozzle Select Unit 的调整——————————————15页20、Stopper shutter與Stopper push-up的調整—————— 18页21、VT 连杆的检查与调整————————————————— 15-16页大阪鬆下---SMT22、MT 连杆的检查与调整————————————————— 16-17页23、Halogen Lamp角度的检查——————————————— 17页24、Part Camera 灰度的调整——————————————— 19页第二部分电器部件的介绍与一些维修、检测方法25、MV2* Control System Block 的简介—————————— 20-21页26、电机的简介————————————————————— 22-24页27、驱动器的简介———————————————————— 24-33页27.1、常用交流伺服电机的驱动器——————————— 24-25页27.2、驱动器常见报警信号及解释说明————————— 25-30页27.3、一般故障的对策————————————————— 31-32页27.4、YASKAWA 型驱动器简介—————————————— 32-33页27.5、不同机型间的驱动器借换————————————— 34页27.6、更换驱动器的一些注意事项———————————— 34页28、常用感应器 (Sensor) ————————————————— 35-38页29、常用光模块 (Optical Module ) ————————————— 38-39页30、时序编码器(610-CT-2)的查询与输入—————————— 40页31、电源变压器的常见连接方法——————————————— 41-42页32、保护接地和保护接零—————————————————— 43页編制:王浩更新日期: 2004-10-20大阪鬆下---SMT一机械部分1、更换X Y 轴伺服马达( 其它电机类同, 更换电机后参数需要修整一下 )1.1、如要更換的電機是一個工作不穩定,但可運行的電機,先在Table上做一個Mark 點,並記下座標值。
吹塑不良现象改进后的总结报告

吹塑不良现象改进后的总结报告吹塑工艺是一种广泛应用的塑料加工技术,能够生产各种各样的塑料制品。
然而,在吹塑生产过程中,由于原材料、设备、工艺等多方面原因,经常会出现一些不良现象,如泡孔、壁厚不均匀、尺寸偏差等,影响产品的质量和生产效率。
为了改进吹塑不良现象,提高产品的质量和生产效率,我们进行了一系列的改进措施和实验验证,现将改进后的总结报告如下:一、问题分析及改进方向:1.泡孔现象:泡孔是吹塑制品中常见的问题,通常是由于原料中含水量过高、温度控制不当、模具设计不合理等原因导致的。
因此,我们首先对原料进行了严格的检测和筛选,确保原料中的水分含量在合理范围内;其次,在生产过程中,加强了温度控制和模具设计的优化,有效减少了泡孔问题的出现。
2.壁厚不均匀现象:壁厚不均匀是由于吹塑成型时模具的设计不合理或者气道堵塞等原因导致的。
我们对模具进行了优化设计,保证塑料在成型过程中能够均匀地流向模具的各个部位,从而避免了壁厚不均匀的问题的出现。
3.尺寸偏差现象:尺寸偏差是吹塑制品的一个重要质量指标,直接影响产品的使用效果和外观。
我们采取了精密的模具设计和优化的成型工艺,严格控制生产过程中的各项参数,确保产品的尺寸偏差在允许范围内。
二、改进措施及实验验证:1.优化原料配比和检测:我们对原料进行了严格的筛选和检测,确保原料的质量稳定和水分含量控制在合理范围内。
通过实验验证,优化后的原料配比和检测措施有效降低了产品泡孔现象的发生率。
2.强化温度控制和模具设计:我们加强了温度控制的监测和调整,并对模具进行了优化设计,确保产品在成型过程中能够完全填充模具并均匀冷却。
实验结果表明,改进后的温度控制和模具设计有效减少了产品的泡孔和壁厚不均匀现象。
3.精密模具设计和成型工艺优化:我们对模具进行了精密设计和优化,并严格控制生产过程中的各项参数,确保产品的尺寸偏差在允许范围内。
实验结果显示,改进后的模具设计和成型工艺能够有效提高产品的尺寸稳定性和一致性。
压缩机故障原因分析论文
压缩机故障原因分析论文常见故障及其原因和措施排气量缺乏:排气量缺乏是与压缩机的设计气量相比而言。
主要可从下述几方面考虑:1、进气滤清器的故障:积垢堵塞,使排气量减少;吸气管太长,管径太小,致使吸气阻力增大影响了气量,要定期清洗滤清器。
2、压缩机转速降低使排气量降低:空气压缩机使用不当,因空气压缩机的排气量是按一定的海拔高度、吸气温度、湿度设计的,当把它使用在超过上述标准的高原上时,吸气压力降低等,排气量必定降低。
3、气缸、活塞、活塞环磨损严峻、超差、使有关间隙增大,泄漏量增大,影响到了排气量。
属于正常磨时,需及时更换易损件,如活塞环等。
属于安装不正确,间隙留得不适合时,应按图纸给予纠正,如无图纸时,可取经验资料,对于活塞与气缸之间沿圆周的间隙,如为铸铁活塞时,间隙值为气缸直径的0.06/100~0.09/100;对于铝合金活塞,间隙为气径直径的0.12/100~0.18/100;钢活塞可取铝合金活塞的较小值。
4、填料函不严产生漏气使气量降低。
其原因首先是填料函本身制造时不合要求;其次可能是由于在安装时,活塞杆与填料函中心对中不好,产生磨损、拉伤等造成漏气;一般在填料函处加注润滑油,它起润滑、密封、冷却作用。
5、压缩机吸、排气阀的故障对排气量的影响。
阀座与阀片间掉入金属碎片或其它杂物,关闭不严,形成漏气。
这不仅影响排气量,而且还影响间级压力和温度的变化;阀座与阀片接触不严形成漏气而影响了排气量,一个是制造质量问题,如阀片翘曲等,第二是由于阀座与阀片磨损严峻而形成漏气。
6、气阀弹簧力与气体力匹配的不好。
弹力过强则使阀片开启缓慢,弹力太弱则阀片关闭不及时,这些不仅影响了气量,而且会影响到功率的增加,以及气阀阀片、弹簧的寿命。
同时,也会影响到气体压力和温度的变化。
7、压紧气阀的压紧力不当。
压紧力小,则要漏气,当然太紧也不行,会使阀罩变形、损坏,一般压紧力可用下式计算:p=kπ/4D2P2,D为阀腔直径,P2为最大气体压力,K为大于1的值,一般取1.5~2.5,低压时K=1.5~2.0,高压时K=1.5~2.5.这样取K,实践证明是好的。
优选精益制造改善案例报告演示ppt
6
1
2
3
7
4
6
第10页,共38页。
操作图示
作业要领指引—1、物料收货
1、物料收货
注意事项
1、核对物料单(供应商、送货日 期、采购单、物料品号、品名规格 、批次号、数量、公司送货章)
2、检查物料包装及标签,标签内容
与送货单一致。
3、清点数量并按照比例进行抽点。 4、收货完成后填写收货看板。
第11页,共38页。
改善
图示
车 间 线 长 工 作 日 志 输 出
- 线长开展工作的标准 说明 - 能实时查看每天线的状态
- 有利于新线长的学习
第6页,共38页。
二、本周工作内容回顾
产品仕样书内容收集
改善
图示
仕 样 书 输 出
说明
-所需要的相关资料都是分散的(比如:SOP、生产规格书等)
-相关资料收集,分型号,线长到文员领取仕样书,资料比较完整,就是需要 再梳理一下管控流程
(优选)精益制造改善案例报 告
第1页,共38页。
一、本周主要工作导入
二、本周工作内容回顾 三、预留工作及下期顾问辅导计划
第2页,共38页。
一、本周主要工作导入
NO.
内容
1
车间标语、外围看板、楼梯宣传画、脚印 喷漆
Hale Waihona Puke 2 产品制造仕样书样本3 班组士气晨会比赛活动
4 物料收料、配送、不良退料指引导入
5 实操区布局
12 仓储物流标准作业指引学习并实施
物流人员教育训练
邓林勇
邓林勇 徐军祥 蔡明青
毛捷舒
毛捷舒
徐军祥 蔡明青
王鸿燕
王鸿燕
邓忠贤 徐军祥 蔡明青
压缩机的故障和机械维修分析
压缩机的故障和机械维修分析1. 引言1.1 压缩机故障的影响压缩机的故障会给生产企业带来严重的影响。
压缩机的故障会导致生产过程中的停滞,延误生产进度,造成生产计划的滞后,影响产品的及时交付。
压缩机故障可能会导致设备损坏,增加维修成本和生产成本,同时还会降低设备的使用效率,影响生产效率。
压缩机的故障会影响产品的质量,如果压缩机运行不正常,可能会导致产品出现质量问题,从而影响企业的声誉和市场竞争力。
压缩机的故障会给企业带来巨大的经济损失和不良影响,因此及时排查压缩机故障并进行有效的机械维修是非常重要的。
企业应该重视压缩机的故障排查工作,提高维修技能,避免因为压缩机故障而造成不必要的损失。
1.2 机械维修的重要性在压缩机的运行过程中,机械维修起着至关重要的作用。
机械维修是指对压缩机及其相关设备进行修复、维护和保养的一系列工作。
通过机械维修,可以及时发现和解决压缩机故障,保证设备的正常运行,提高生产效率,避免生产事故的发生。
机械维修可以保证压缩机设备的可靠性和稳定性。
定期进行机械维修可以及时发现设备的问题并进行处理,避免小故障演变成大故障,保证设备的长期稳定运行。
机械维修可以延长压缩机的使用寿命。
定期的维护保养可以有效地减少设备的磨损,延长设备的寿命,减少更换设备的频率,降低生产成本。
机械维修还可以提高设备的性能和效率。
通过维修调整,优化设备的运行状况,提高设备的工作效率和生产能力,为生产过程的顺利进行提供保障。
机械维修对于压缩机设备的正常运行和生产效率至关重要,必须高度重视和及时进行。
只有不断完善机械维修工作,才能保证设备的正常运转和生产的顺利进行。
2. 正文2.1 常见的压缩机故障原因常见的压缩机故障原因可以分为几大类:电气故障、机械故障、润滑故障以及系统故障。
首先是电气故障。
电气故障是导致压缩机无法正常运行的主要原因之一。
常见的电气故障包括过载保护器失效、接触不良、继电器故障等。
这些问题会导致压缩机不能正常启动或停止,进而影响生产效率和运行稳定性。
压缩机常见三种详细故障分析报告

压缩机常见三种详细故障分析压缩机常见故障分析(1)——电机烧毁电动机压缩机〔以下简称压缩机〕的故障可分为电机故障和机械故障(包括曲轴,连杆,活塞,阀片,缸盖垫等)。
机械故障往往使电机超负荷运转甚至堵转,是电机损坏的主要原因之一。
电机的损坏主要表现为定子绕组绝缘层破坏〔短路〕和断路等。
定子绕组损坏后很难与时被发现,最终可能导致绕组烧毁。
绕组烧毁后,掩盖了一些导致烧毁的现象或直接原因,使得事后分析和原因调查比拟困难。
然而,电机的运转离不开正常的电源输入,合理的电机负荷,良好的散热和绕组漆包线绝缘层的保护。
从这几方面入手,不难发现绕组烧毁的原因不外乎如下六种:(1)异常负荷和堵转;(2)金属屑引起的绕组短路;(3)接触器问题;(4)电源缺相和电压异常;(5)冷却不足;(6)用压缩机抽真空。
实际上,多种因素共同促成的电机损坏更为常见。
1.异常负荷和堵转电机负荷包括压缩气体所需负荷以与克制机械摩擦所需负荷。
压比过大,或压差过大,会使压缩过程更为困难;而润滑失效引起的摩擦阻力增加,以与极端情况下的电机堵转,将大大增加电机负荷。
润滑失效,摩擦阻力增大,是负荷异常的首要原因。
回液稀释润滑油,润滑油过热,润滑油焦化变质,以与缺油等都会破坏正常润滑,导致润滑失效。
回液稀释润滑油,影响摩擦面正常油膜的形成,甚至冲刷掉原有油膜,增加摩擦和磨损。
压缩机过热会引起使润滑油高温变稀甚至焦化,影响正常油膜的形成。
系统回油不好,压缩机缺油,自然无法维持正常润滑。
曲轴高速旋转,连杆活塞等高速运动,没有油膜保护的摩擦面会迅速升温,局部高温使润滑油迅速蒸发或焦化,使该部位润滑更加困难,数秒钟内可引起局部严重磨损。
润滑失效,局部磨损,使曲轴转动需要更大力矩。
小功率压缩机〔如冰箱,家用空调压缩机〕由于电机扭矩小,润滑失效后常出现堵转〔电机无法转动〕现象,并进入“堵转-热保护-堵转〞死循环,电机烧毁只是时间问题。
而大功率半封闭压缩机电机扭矩很大,局部磨损不会引起堵转,电机功率会在一定X围内随负荷而增大,从而引起更为严重的磨损,甚至引起咬缸〔活塞卡在气缸内〕,连杆断裂等严重损坏。
【原创】注塑产品表面变形,尺寸超差改善--案例(31)
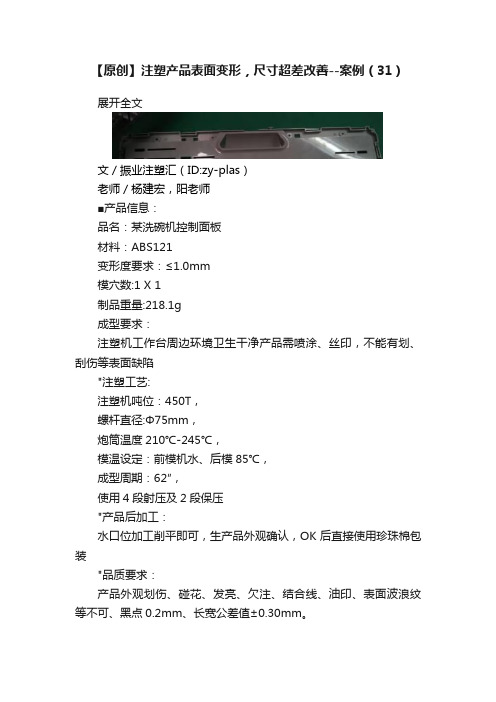
【原创】注塑产品表面变形,尺寸超差改善--案例(31)展开全文文/振业注塑汇(ID:zy-plas)老师/杨建宏,阳老师■产品信息:品名:某洗碗机控制面板材料:ABS121变形度要求:≤1.0mm模穴数:1 X 1制品重量:218.1g成型要求:注塑机工作台周边环境卫生干净产品需喷涂、丝印,不能有划、刮伤等表面缺陷"注塑工艺:注塑机吨位:450T,螺杆直径:Φ75mm,炮筒温度210℃-245℃,模温设定:前模机水、后模85℃,成型周期:62″,使用4段射压及2段保压"产品后加工:水口位加工削平即可,生产品外观确认,OK后直接使用珍珠棉包装"品质要求:产品外观划伤、碰花、发亮、欠注、结合线、油印、表面波浪纹等不可、黑点0.2mm、长宽公差值±0.30mm。
品质不良信息:产品表面变形尺寸超差,使用治具定型。
不良产品图片请看以下参数表:■案例改善过程信息:一、外观不良原因分析:①、产品结构设计为扁平结构,在结构上很难设计有加强筋位等来固定产品形状,所以产品在啤塑时极易变形不良,从而给生产调机带来非常大困扰;②、模具进胶点加工不合理,长度超过450mm的产品仅使用两处点浇口,过长的流长比需要使用较大的射出压力,过高的射出压力必然造成局部内应力过大,导致产品变形;③、调机过程中没有完全理解扁长产品变形的调试工艺,不会使用多段保压的改善产品变形④、模温设定不合理,合理使用前后模具温度差可以改变产品变形方向。
所以无法控制好产品表面光泽及波浪纹改善。
二、改善对策过程:①、在不改动模具结构的前提下,扩大原点浇口,由原φ1.0mm 的点浇口,扩大到φ1.5mm,降低进胶阻力,降低射出压力,降低高压填充带来的产品内应力;②、提高材料熔融温度,降低材料粘度,提升材料流动性,改善不合理的流长比造成的产品内应力变形;③、使用2段保压,一小一大,既控制好产品尺寸,又保住产品不会变形;④、调整模具前后模温差,使用温度差异和收缩差异的关系,控制产品变形方向。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
16、自己选择的路、跪着也要把它走 完。 17、一般情况下)不想三年以后的事, 只想现 在的事 。现在 有成就 ,以后 才能更 辉煌。
18、敢于向黑暗宣战的人,心里必须 充满光 明。 19、学习的关键--重复。
20、懦弱的人只会裹足不前,莽撞的 人只能 引为烧 身,只 有真正 勇敢的 人才能 所向披 靡。
1、最灵繁的人也看不见自己的背脊。——非洲 2、最困难的事情就是认识自己。——希腊 3、有勇气承担命运这才是英雄好汉。——黑塞 4、与肝胆人共事,无字句处读书。——周恩来 5、阅读使人充实,会谈使人敏捷,写作使人精确。——培根