冲压车间首件确认报表
冲压首末件检验记录表
判定
组 长:
IPQC:
SD-006B
(
)
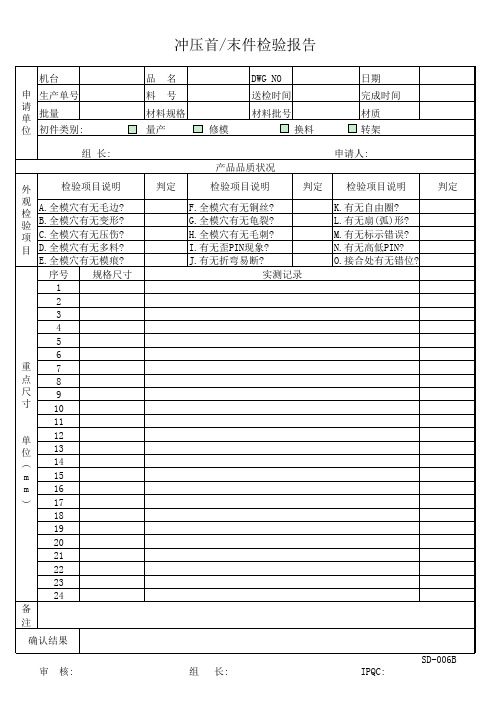
冲压首/末件检验报告
机台
申 生产单号 请 单 批量 位 初件类别:
品名 料号 材料规格 量产
修模
DWG NO 送检时间 材料批号
换料
日期 完成时间 材质 转架
组 长:
外
检验项目说明
观 检
A.全模穴有无毛边?
验 B.全模穴有无变形?
项 C.全模穴有无压伤?
目 D.全模穴有无多料?
E.全模穴有无模痕?
序号 规格尺寸
1
2
3
4
5
6
重
7
点
8
尺
9
寸 10
11
单 12 位 13
14
m
15
m 16
17
18
192021源自222324
备
注
确认结果
审 核:
产品品质状况
申请人:
判定
检验项目说明
判定 检验项目说明
F.全模穴有无铜丝? G.全模穴有无龟裂? H.全模穴有无毛刺? I.有无歪PIN现象? J.有无折弯易断?
实测记录
K.有无自由圈? L.有无扇(弧)形? M.有无标示错误? N.有无高低PIN? O.接合处有无错位?
首件确认报表

元器件、切坏PCB板。
半
项目
空载 电压
负载 电压
负载 条件
短路 测试
纹波
效率
高压 测试
过流 保护
测试结果确认
成 规格值
品半Biblioteka 功 能测 测试成 品
试值 成
品
□OK 确 认:
□OK 确 认:
□NG □NG
成
检验要求
品
外 1、检验产品外观、尺寸、结构是否符合标准
观 检
2、检验产品超声焊接是否正常、螺丝是否符合规格
是否有漏贴、多贴、少贴、贴错、贴偏、极性元件贴反等现象。
物
料
核对PCB板上所插元件是否与物料清单要求一直,确认元器件是
清 否插错、漏插、多插、浮高及极性元件插反等不良现象。
单
核对安规产品所插安全元器件厂牌、型号、规格或其他参数是
核 否与物料清单一致。
对
检查元器件的引脚是否切得过高影响组装或过低导致切伤贴片
验 3、检验产品标签内容及标签贴法是否正确无误
检验结果 □OK □NG □OK □NG □OK □NG
检验员
确认
首件结果判定
□合格,可批量生产
□不合格,原因: 品
□合格,可批量生产
□不合格,原因: 工
质 备注:
程 备注:
部 审核:
核准:
部 审核:
核准: 表单号:QR-05-041
AOSIMAI®
深圳市奥斯迈科技有限公司
Shenzhen Austin technology co., LTD
首件确认报表
产品型号: 客户名称: 线 别:
规 格: 订单号: 送检人:
生产日期: 订单批量: 送检时间:
冲压件首件检验记录(表格模板、格式)
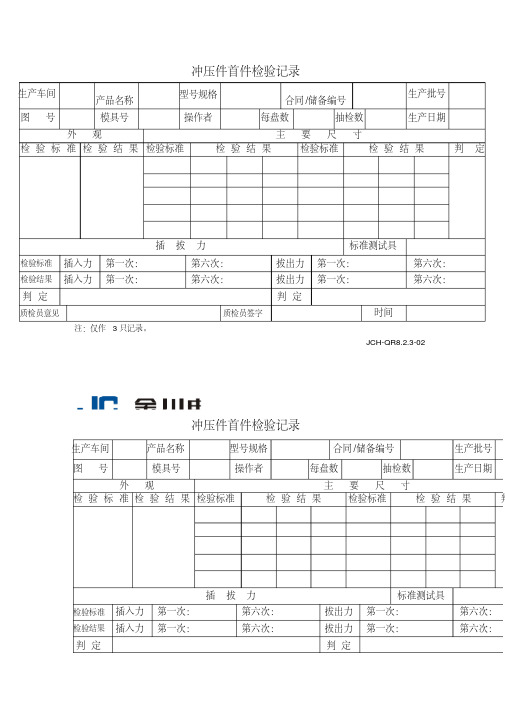
冲压件首件检验记录
生产车间
产品名称型号规格
合同/储备编号
生产批号
图号模具号操作者每盘数抽检数生产日期
外观主要尺寸
检验标准检验结果检验标准检验结果检验标准检验结果判定
插拔力标准测试具
检验标准插入力第一次:第六次:拔出力第一次:第六次:
检验结果插入力第一次:第六次:拔出力第一次:第六次:
判定判定
质检员意见质检员签字时间
注:仅作3只记录。
JCH-QR8.2.3-02
冲压件首件检验记录
生产车间产品名称型号规格合同/储备编号生产批号
图号模具号操作者每盘数抽检数生产日期
外观主要尺寸
检验标准检验结果检验标准检验结果检验标准检验结果判
插拔力标准测试具检验标准插入力第一次:第六次:拔出力第一次:第六次:
检验结果插入力第一次:第六次:拔出力第一次:第六次:
判定判定
质检员意见质检员签字时间注:仅作3只记录。
首未件检查报表

8 试喷:若为喷油件,需进行试喷确认,效果比对喷油签板.
9 位置:印刷字体位置是否符合样板(位置板)要求.
判定
备注
尺 寸 测 量 数 据
尺寸规格 测量方法
#
#
##
#
实 测 数 据 #######
#
##
# 判定
印刷工艺 参数: 固化剂编 干燥条
备注:
生产:
检查员:
确认:
审核:
生产工序: 塑胶成型 丝印
XXXX有限公司
XXXX Co., LTD
首件/ 末件报表
移印
烫金
组装
其它:
客户:
型号(机种):
产品编号:
产品名称:
产品版本:
材质:
模具/治具编号:
首件检查编号:
机台号:
首件时间:
确认理由: 变更 停/开机 维修 正常生产
NO
Байду номын сангаас确认内容
1 颜色/光泽:与签板比对无色差以及光泽不均,且在允收范围内.
2 外观:比对签板,整体要求在允收范围内.
3 结构:与签板比对不可有断裂、错位、白化、变形不良.
4 装配:与相关部件试装试配,检查组件是否灵活、到位.
5 尺寸:按检查指导书或图面指定的项目进行检测.
6 重量:按签板的重量管制(防止重量变化带来异常).
7 作业方法:确认作业员加工方法是否符合品质要求.
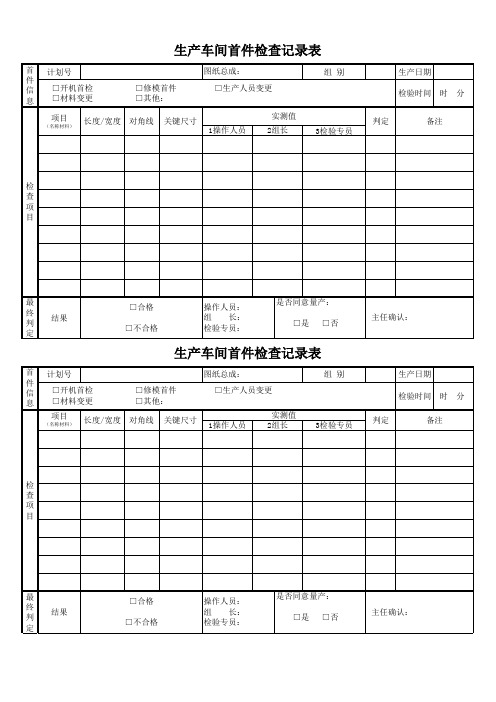
生产车间 首件检查记录表
是否同意量产: □是 □否 主任确认:
生产车间首件检查记录表
首 件 信 息 计划号 □开机首检 □材料变更 项目
(名称材料)
图纸总成: □修模首件 □其他: 关键尺寸 □生产人员变更 实测值 2组长
组 别
生产日期 检验时间 时 分
长度/宽度 对角线
Байду номын сангаас
1操作人员
3检验专员
判定
备注
检 查 项 目
最 终 判 定
生产车间首件检查记录表
首 件 信 息 计划号 □开机首检 □材料变更 项目
(名称材料)
图纸总成: □修模首件 □其他: 关键尺寸 1操作人员 □生产人员变更 实测值 2组长
组 别
生产日期 检验时间 时 分 判定 备注
长度/宽度 对角线
3检验专员
检 查 项 目
最 终 判 定
□合格 结果 □不合格
操作人员: 组 长: 检验专员:
□合格 结果 □不合格
操作人员: 组 长: 检验专员:
是否同意量产: □是 □否 主任确认:
首件鉴定表格汇编
随产品流转的路线卡、工艺流转卡
质量记录的完整性
首件质量与质量原始记录的文实相符性
操作人员与检验人员的资格考核
鉴定结论:
首件鉴定小组组长(签名):
日期: 年 月 日
生产作业首件鉴定(检验)记录
生产线:工序名称:生产批号:
产品型号规格
鉴定人
日期
鉴定时机
初次运行□每天上班首件□更换材料□作业更改□工装改变□其他□
4
开工确认检查表。
5
与客户签订的技术协议/规范/条件及逐条响应。
相关资料
6
安全关键件清单、非金属材料清单。
相关资料
7
质量控制计划。
文件
8ቤተ መጻሕፍቲ ባይዱ
采购技术要求或技术协议等。
9
外协及自制零部件的FAI报告及零部件检验记录。外协、外包产品清单。
外协供应商及相关产品清单
10
型式试验大纲、试验报告。
11
例行试验大纲、试验报告或记录。
首件鉴定项目表
序号
图号
更改版次
名称
设计人员
备注
编制
日期
审核
会签
首件检验报告
名称
工作令号
图号
首件检验/试验报告
首件检验依据/主要技术指标
设备编号
超差结果
检验结论
合格:
检验人员
检验印章
超差:
检验地点
检验日期
首件生产过程中原始记录
产品型号
零(组)件型号
版次
零组件名称
工艺文件编号/版次/日期
流程卡编号(批次号)
器材选用的合理性
质量原始记录的完整性
鉴定意见
首件确认表

合格不合格
订 单 号:订 单 数: 送 样 数: 品名编号: 送 检 人: 检验接收人:
广州葵力橡塑制品有限公司
首件检验报表
首件制作时间: 首件检验时间:
表面有无痕迹 □ 明显可见 □ 轻微可见 □无表面有无色差 □ 明显可见 □ 轻微可见 □无
边沿有无缺损 □ 明显可见 □ 轻微可见 □无
图案、LOGO有无错误 □ 明显错误 □无错误
表面有无异色点 □ 明显可见 □ 轻微可见 □无
制作班组: 包装方式: 首件编号:
□ 第一次检查 □第二次检查 □多次检查 □ 接受 □待复 □拒收
检测试项目标准
表格使用说明:1、本表格可用于本公司任何产品生产时的首件检验作业
2、本表格作为生产产品可进入量产程序的批准证明
3、表格中未有提及的检验项目可在其它项中填写说明
4、表格中无需检验的项目需用“—”划除
QC: 审核: 包装检
查其它项:
护腕硬度偏差 □ 明显偏差 □ 轻微偏差 □无尺寸偏差 □≥2mm □≥5mm □≤2mm □≤5mm □无
包材规格 □ 无错误 □ 错误
包材外观 □ 无瑕疵 □ 有瑕疵
包装方式 □ 正确 □ 错误品质重点事项说明:
外观
检查功能
尺寸测
试
其它项:其它项:
形状有无改变 □ 明显可见 □ 轻微可见 □无表面有无白边 □ 明显可见 □ 轻微可见 □无
图案、LOGO有无走位 □ 明显可见 □ 轻微可见 □无。
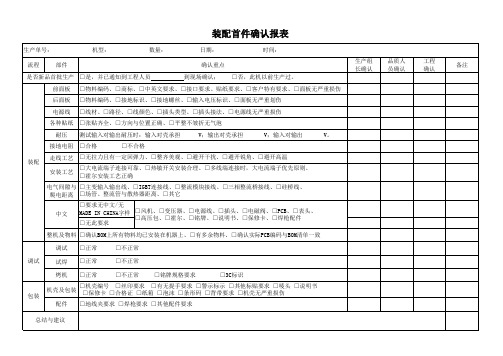
装配首件确认报表
□说明书
配件 □地线夹要求 □焊枪要求 □其他配件要求
总结与建议
生产组 长确认
品质人 员确认
工程 确认
备注
注:新机型、新材料、新工艺须由研发部门确认。
装配首件确认报表
生产单号:
机型:
数量:
日期:
时间:
流程
部件
确认重点
是否新品首批生产 □是,并已通知到工程人员
到现场确认; □否,此机以前生产过。
前面板 □物料编码、□商标、□中英文要求、□接口要求、贴纸要求、□客户特有要求、□面板无严重损伤
后面板 □物料编码、□接地标识、□接地螺丝、□输入电压标识、□面板无严重划伤
安装工艺
□大电流端子连接可靠、□热敏开关安装合理、□多线端连接时,大电流端子优先原则、 □霍尔安装工艺正确
电气间隙与 □主变输入输出线、□IGBT连接线、□整流模块接线、□三相整流桥接线、□硅桥线、 爬电距离 □场管、整流管与散热器距离、□其它
中文
□要求无中文/无 MADE IN CHINA字样 □风机、□变压器、□电源线、□插头、□电磁阀、□PCB、□表头、
电源线 □线材、□路径、□线颜色、□插头类型、□插头接法、□电源线无严重损伤
各种贴纸 □张贴齐全、□方向与位置正确、□平整不皱折无气泡
耐压 测试输入对输出耐压时:输入对壳承担
V;输出对Байду номын сангаас承担
V;输入对输出
V。
接地电阻 □合格
□不合格
装配
走线工艺 □无拉力且有一定回弹力、□整齐美观、□避开干扰、□避开锐角、□避开高温
□高压包、□霍尔、□铭牌、□说明书、□保修卡、□焊枪配件 □无此要求
整机及物料 □确认BOM上所有物料均已安装在机器上、□有多余物料、□确认实际PCB编码与BOM清单一致
冲压车间生产现场管理规范(含表格)
冲压车间生产现场管理规范(含表格)冲压车间生产现场管理规范(ISO9001-2015)1.0目的为了进一步加强冲压车间管理的基础工作,推行6S管理,对现场管理实施有效的控制。
2.0范围本办法适用于冲压车间的现场管理。
3.0定义6S内容:整理、整顿、清扫、清洁、素养、安全。
4.0责任4.1冲压车间是本办法的归口管理部门,负责车间现场6S管理的总调度和监督考核工作。
4.2各班组负责现场6S的实施和管理工作。
5.0管理规定5.1现场6S的要求5.1.1整理的要求不用的东西不放在现场,坚决从现场中清除掉;对于不常用的、偶尔使用的东西,要集中存放在车间;经常使用的东西整齐排列,存放在作业区。
5.1.2整顿的要求需要的东西,定置摆放,做到物各有位,物在其位;对现场实行目视管理和挂牌管理,达到过目知数;物品取用返还方便、顺畅,无寻找时间;各种工具归类,分规格、型号摆放,做到一目了然。
5.1.3清扫的要求a)工作场地坚持经常清扫,自己使用的东西和工作场地要自己清扫干净,要提高自己的清扫意识,保持现场始终洁净;b)对设备清扫的同时,要检查是否有异常现象,要保持设备的润滑;c)在保持地面清洁的同时,要看油、水、汽滴漏情况,分析原因,在日常清扫工作中逐渐改善和杜绝,通过持续改进,使现场环境良性化。
5.1.4清洁的要求操作者要保持工作环境每时每刻都清洁美化;要对现场进行随时的清扫和清理,做到无滴漏,无积灰、油污等。
要保持生产件的清洁。
5.1.5素养的要求培养操作者的自我管理和自我约束,提高员工的自我管理水平和意识;提高员工“现场整洁是我们的脸面”的意识,自觉整理、整顿和清扫环境。
5.1.6安全的要求贯彻“安全第一、预防为主”的方针,在生产、工作中,必须确保人身、设备、设施安全,严守国家机密。
5.2绿化工艺的要求要求现场必须悬挂工艺卡片和作业指导书;工艺的制定必须满足生产的需要和产品检验的要求;5.3现场检验要求首件必检,对每道工序的首件必须实行“三检制”即:操作者自检、操作者之间互检、检查员专检;5.4建立三块板5.4.1建立现场定置管理图板。
车间现场稽核表

8
作业人员作业不良是否用红色笔进行标识。
是プ否
9
员工是否填写流程卡,有不良时是否进行备注。
✔是✔否
10
加工后的产品放在盒子内是否存在弯曲的现。
✔是✔否
11
现场使用的物料是否有标识,是否有合格章。
✔是✔否
12
作业机台上是否有调机品框,并进行标识。
プ是プ否
13
试产品、改善品是否作好相应的标识。
プ是プ否
14
是否经过首件OK后进行生产。
✔是✔否
15
隔离物料是否放在隔离区,是否有标识。
プ是プ否
16
物料架上物料是否有标识。
プ是プ否
17
SOP是否是临时SOP,是否已经过期。
18
SOP制定是否存在错误。
✔是✔否
序号
稽核内容
判定
责任人
1
车间人员是否按照车间管理规定进行穿戴无尘服。
✔是否
2
机台、作业台面、过棍是否有残留费料、残胶等不良。
3
生产模具保养记录表是否填写正确。
是プ否
4
垫刀PET清洁记录表是否进行填写正确。
5
五金模具寿命管制表是否进行填写正确。
✔是✔否
6
五金模具冲压履历表是否进行填写正确。
7
现场作业是否悬挂SOP进行作业。
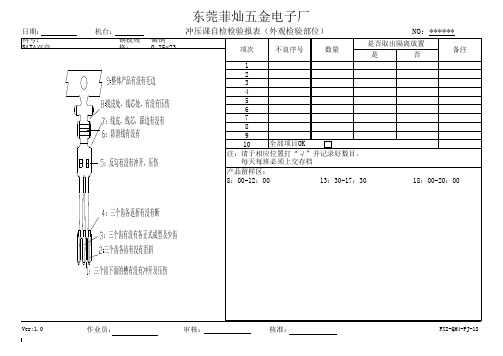
冲压自检检报表(外观检验部位)
9
10
全部项目OK
注:请于相应位置打“√”并记录好数目。
每天每班必须上交存档
产品留样区: 8:00-12:00
13:30-17:30
18:00-20:00
:三个齿各返折有没有断
:三个齿有没有各正式成型及少齿 三个齿各齿有没有歪斜 :三个齿下面的槽有没有冲开及压伤
Ver:1.0
作业员:
审核:
核准:
FXI-QM4-PJ-18
日期: 料号:
SATA双高
机台: 铜板规
格:
磷铜 0.25*23
整体产品有没有毛边 线皮处,线芯处,有没有压伤 :线皮,线芯,踩边有没有 :防滑线有没有
:反勾有没有开,压伤
东莞菲灿五金电子厂
冲压课自检检验报表(外观检验部位)
NO:******
项次
不良序号
数量
是否取出隔离放置
是
否
备注
1
2
3
4
5
6
7
8