S7-300PLC的跳转和循环指令
S7-300PLC基本指令
任务2 定时器与计数器的使用
任务要求:
了解STEP 7编程软件的定时器和计数器,学习STEP 7编程软件中变量表的使用方 法,继续学习硬件组态、写入、编辑和监控用户程序的方法,学会应用S7-300定时 器和计数器的编程方法。
一、任务的实施
1.硬件组态及参数设置
硬件组态的任务是在编程软件SIEP 7中生成一个与实际的硬件系统完全相同的系 统,并为各硬件的参数赋值。
知识点:
1. S7 300 PLC的编程语言与指令系统 2. S7 300 PLC的存储区与数据类型 3. S7 300 PLC的基本逻辑指令 4. 梯形图的编程规则
技能点:
1. STEP 7编程软件与仿真软件的安装 2. STEP 7的硬件组态与参数设置 3. 基本逻辑控制指令的应用 4. 梯形图编程
任务1 基本位逻辑功能编程
任务要求: 了解软件安装的硬件条
件和对操作系统的需求,熟 悉PLC编程软件的环境,学 会基本位逻辑控制指令,能 进行简单程序的设计。
一、任务的实施
1.硬件组态及参数设置 硬件组态的任务是在编程软件SIEP 7中生成一个与实际的硬件系统完 全相同的系统,并为各硬件的参数赋值。 2.生成、编辑符号表 在程序中可以使用绝对地址,如(I0.0)访问变量,也可使用符号地址 访问变量,使用符号地址可使程序更容易阅读和理解。
地址
符号
OB 1
Cycle Execution
Q 4.3
报警
Q 4.6
东西红
Q 4.5
东西黄Q 4.4来自东西绿Q 4.2南北红
Q 4.1
南北黄
Q 4.0
南北绿
I 0.0
启动
数据类型 OB 1 BOOL BOOL BOOL BOOL BOOL BOOL BOOL BOOL
s7-300PLC编程语句手册汇总

s7-300PLC编程语句手册汇总S7-300是一种可编程控制器,它有自己的编程语言和指令系统。
在使用S7-300进行编程时,需要了解其语言和指令系统的特点和用法。
S7-300的编程语言包括LAD(梯形图)、FBD(功能块图)和STL(结构化文本语言)。
其中,LAD是最常用的一种语言,它使用梯形图形式来表示程序的逻辑关系。
FBD则是一种图形化的编程语言,它使用不同的功能块来表示程序的逻辑关系。
STL则是一种类似于C语言的文本语言,它使用结构化的语法来表示程序的逻辑关系。
S7-300的指令系统包括基本指令和扩展指令。
基本指令包括逻辑指令、算术指令、移位指令等,用于实现程序的基本功能。
扩展指令则是在基本指令的基础上进行扩展,用于实现更加复杂的功能。
在使用S7-300进行编程时,需要根据具体的应用场景选择合适的编程语言和指令。
同时,还需要注意编程的规范和标准,以确保程序的可靠性和稳定性。
总之,S7-300的编程语言和指令系统是其核心功能之一,掌握其特点和用法对于进行编程工作非常重要。
在实际应用中,需要根据具体的需求和要求,选择合适的编程语言和指令,以实现程序的优化和效率提升。
STEP 7编程语言介绍STEP 7是一种用于编程可编程逻辑控制器(PLC)的工具。
它被广泛应用于自动化控制系统中,包括工厂自动化、机器人控制、物流自动化、建筑自动化等领域。
数据类型在STEP 7中,有多种数据类型可供使用,包括整型、浮点型、布尔型、字符型等。
这些数据类型可用于存储和处理不同类型的数据,以满足不同的应用需求。
参数数据类型在编写PLC程序时,需要指定参数的数据类型。
这些参数可以是输入、输出或内部数据。
参数的数据类型决定了它们可以存储的数据类型,以及它们可以执行的操作。
PLC用户存储区的分类及功能PLC用户存储区是用于存储程序和数据的区域。
它可以分为程序存储区和数据存储区。
程序存储区用于存储PLC程序,而数据存储区用于存储程序中使用的数据。
实验指导书——S7-300编程示例

S7-300 PLC的梯形图编程示例1 与、或、非、同或、异或与:只有当I0.0和I0.1都为1时,Q0.0才能为1。
或:只要I0.0和I0.1有一个为1,Q0.0为1。
非:当I0.0为1时,Q0.0为0。
同或:只有当I0.0和I0.1状态相同时,Q0.0才为1。
异或:只有当I0.0和I0.1状态不同时,Q0.0才为1。
2 启动和复位控制结构(自锁结构)I0.0接启动按钮,I0.1接复位(停止)按钮,灯接Q0.0构成自锁结构。
自锁结构也可以通过同时使用S指令和R指令来实现。
然而同时使用S指令和R指令时,存在一种隐患,请思考是什么隐患?为了避免这种隐患,可以使用SR或者RS触发器。
或者注意:此示例使用电动机启动与停止的控制作为例子,其实很多地方都可以使用到启动和复位控制结构,大家的思路要开阔,不要被例子所局限。
比如可以利用M区域的地址替代例子中的Q地址,实现在PLC内部某些位变量的锁存和复位。
3 自锁和互锁程序4 延时通断控制程序在PLC的实际应用中,延时通断通常可采用定时器(或计数器)来实现。
定时器的串联是用一个定时器启动另一个定时器,可以实现“长延时”控制。
定时器的并联可以使多个输出在不同的时刻接通,实现输出的顺序启动。
4.1 脉冲定时控制(SP定时器)SP定时器可以用定时线圈的形式实现:请结合指令帮助,体会SP定时器的工作方式。
4.2延时接通控制(SD定时器)SD定时器可以用定时线圈的形式实现:请结合指令帮助,体会SD定时器的工作方式。
也可以使用指令块的形式实现:4.3 延时断开控制(SF定时器)延时断开控制可以用定时线圈实现:请结合指令帮助,体会SD定时器的工作方式。
4.4 顺序延时接通控制顺序延时接通是指多个被控对象相隔一定的时间,有顺序地依次起动。
实现这种控制的程序很多,例如,利用多个定时器:或者利用计数器加系统的时钟存储器实现:其中M100.5是CPU时钟位,周期为1S,在硬件组态的CPU属性中设置,如下图所示:表:时钟存储器各位的周期及频率位 7 6 5 4 3 2 1 0 周期/s 2 1.6 1 0.8 0.5 0.4 0.2 0.1 频率/Hz0.5 0.625 1 1.25 2 2.5 5 10注意:①系统的时钟存储器中各位的频率是固定的,无法更改。
西门子S7-300全教程第三章

第三章西门子PLC的指令系统3.1 S7-300/400的编程语言3.1.1 PLC编程语言的国际标准IEC 61131是PLC的国际标准,1992~1995年发布了IEC 61131标准中的1~4部分,我国在1995年11月发布了GB/T 15969-1/2/3/4(等同于IEC 61131-1/2/3/4)。
IEC 61131-3广泛地应用PLC、DCS和工控机、―软件PLC‖、数控系统、RTU等产品。
定义了5种编程语言1) 指令表IL(Instruction list):西门子称为语句表STL。
2) 结构文本ST(Structured text):西门子称为结构化控制语言(SCL)。
3) 梯形图LD(Ladder diagram):西门子简称为LAD。
4) 功能块图FBD (Function block diagram):标准中称为功能方框图语言。
5) 顺序功能图SFC(Sequential function chart):对应于西门子的S7 Graph。
3.1.2 STEP 7中的编程语言梯形图、语句表和功能块图是3种基本编程语言,可以相互转换。
1.顺序功能图(SFC) :STEP 7中的S7 Graph2.梯形图(LAD):直观易懂,适合于数字量逻辑控制。
―能流‖(Power flow)与程序执行的方向。
3. 语句表(STL):功能比梯形图或功能块图强。
4.功能块图(FBD):―LOGO!‖系列微型PLC使用功能块图编程。
5.结构文本(ST):STEP 7的S7 SCL(结构化控制语言)符合EN 61131-3标准。
SCL适合于复杂的公式计算、复杂的计算任务和最优化算法,或管理大量的数据等。
6.S7 HiGraph 编程语言图形编程语言S7 HiGraph 属于可选软件包,它用状态图(state graphs)来描述异步、非顺序过程的编程语言。
7.S7 CFC 编程语言可选软件包CFC(Continuous Function Chart,连续功能图)用图形方式连接程序库中以块的形式提供的各种功能。
电器控制与PLC技术应用 第5章 S7-300的指令系统及编程

2、计数器指令的功能框表示形式
加计数器
减计数器
可加/减计数器
3、 计数器线圈指令
LAD指令 STL指令 L C#... S C no. CU Cno. 功 能 该指令为计数器置初始值。当RLO有上升沿时,将预置值十进制数 (格式为C#...)装入累加器1中作为计数器的当前值。 加计数,程序运行时RLO没有一个上升沿时,计数值加1,若达上限 999时,停止加计数。 减计数,程序运行时RLO没有一个上升沿时,计数值减1,若达下限 0时,则停止减计数。
• 5.2.3 跳变沿检测指令
当信号状态发生变化时就产生跳变沿。指令格式见表5-3。
表5-3 跳变沿检测指令
对RLO跳变沿检测的指令 LAD指令 STL指令 FP <位地址> 功 能 存储区
RLO正跳沿检测,位地址用于存放需要检测的 RLO的上一扫描周期值,当RLO值由0变化到1时, 输出接通一个扫描周期。 Q、M、D
第5章
•
S7-300的指令系统及编程
STEP 7是与西门子公司SIMATIC S7系列PLC相配 套的支持用户开发应用程序的软件包,在STEP 7中, S7系列PLC常用的编程语言有:LAD(梯形图)、 STL(语句表)、FBD(功能块图)等。只有当编 程语言选择为LAD时,在编程环境中,选择主菜单 的Insert项的Program Elements,则编辑环境的左 面出现了指令树窗口,右面出现了用户程序窗口, 在指令树窗口中涵盖了S7-300的所有常用梯形图指 令,用户可以采用双击或拖拽的方式应用到用户程 序的需要处,即用户可以利用指令树窗口的指令在 用户程序窗口中绘制所需的梯形图程序。如图5-1所 示。其他两种常用的编程语言不提供指令帮助。
3. 装入时间值或计数值 4. 地址寄存器装入和传送 5、梯形图方块传送指令
s7-300PLC编程语句手册汇总

S7-300编程语言与指令孟令生整理STEP 7编程语言介绍 (2)数据类型 (3)参数数据类型 (4)PLC用户存储区的分类及功能 (5)指令操作数 (5)寻址方式 (6)状态字 (8)基本逻辑指令 (9)置位和复位指令 (11)RS和SR触发器 (12)跳变沿检测指令 (12)定时器与计数器指令 (15)计数器指令 (20)访问CPU的时钟存储器 (22)数字指令 (23)装入和传送指令 (23)转换指令 (25)比较指令 (28)算数运算指令 (29)移位指令 (31)控制指令 (32)STEP 7编程语言介绍STEP 7是S7-300/400系列PLC应用设计软件包,所支持的PLC编程语言非常丰富。
该软件的标准版支持STL(语句表)、LAD(梯形图)及FBD(功能块图)3种基本编程语言,并且在STEP 7中可以相互转换。
专业版附加对GRAPH(顺序功能图)、SCL(结构化控制语言)、HiGraph(图形编程语言)、CFC(连续功能图)等编程语言的支持。
不同的编程语言可供不同知识背景的人员采用。
➢STL(语句表)STL(语句表)是一种类似于计算机汇编语言的一种文本编程语言,由多条语句组成一个程序段。
语句表可供习惯汇编语言的用户使用,在运行时间和要求的存储空间方面最优。
在设计通信、数学运算等高级应用程序时建议使用语句表。
➢FBD(功能块图)FBD(功能块图)使用类似于布尔代数的图形逻辑符号来表示控制逻辑,一些复杂的功能用指令框表示。
FBD比较适合于有数字电路基础的编程人员使用。
➢GRAPH(顺序控制)GRAPH类似于解决问题的流程图,适用于顺序控制的编程。
利用S7-GRAPH编程语言,可以清楚快速地组织和编写S7 PLC系统的顺序控制程序。
它根据功能将控制任务分解为若干步,其顺序用图形方式显示出来并且可形成图形和文本方式的文件。
➢ HiGraph (图形编程语言)S7-Higraph 允许用状态图描述生产过程,将自动控制下的机器或系统分成若干个功能单元,并为每个单元生成状态图,然后利用信息通讯将功能单元组合在一起形成完整的系统。
第6章 西门子S7-300系列PLC基本指令

逻辑取及线圈驱动指令
– 指令 • LD(Load):取指令。 • LDN(Load Not):取反指令。 • =(Out):线圈驱动指令。 • NOT:取反指令。 – 用法
逻辑取及线圈驱动指令
– 使用说明 • LD、LDN指令不只是用于网络块逻辑计算开始 时与母线相连的常开和常闭触点,在分支电路 块的开始也要使用LD、LDN指令,与后面要讲 的ALD、OLD指令配合完成块电路的编程。 • 并联的 = 指令可连续使用任意次。 –什么是并联输出? • 在同一程序中不要使用双线圈输出,即同一个 元器件在同一程序中只使用一次 = 指令。 –什么是双线圈输出? • LD、LDN、=指令的操作数为:I、Q、M、SM、 T、C、V、S和L。T和C也作为输出线圈。
9.
LPS/LRD/LPP举例
LPS/LRD/LPP举例
LPS/LRD/LPP举例
逻辑堆栈操作指令
– 指令3 • 装入堆栈指令LDS(Load Stack) – 用法 • LDS n (n为0~8的整数) – 举例 • LDS 3 – 结果如右表所列
逻辑堆栈操作指令
– 指令4 • AENO • 使用较少
• •
定时器及其使用
– 定时器的刷新方式和正确使用 • 举例
时间间隔定时器
• 这是在最新版本的CPU中增加的有特殊功能的定时器,说 是定时器,其实是2条指令。使用这2条指令可以记录某 一信号的开通时刻以及开通延续的时间。PLC停电后,停 止记录。 • 触发时间间隔(BITIM,Beginning Interval Time) 该指令 用来读取PLC中内置的1毫秒计数器的当前值,并将该值 存储于OUT。双字毫秒值的最大计时间隔为2的32次方, 即49.7天。 • 计算时间间隔(CITIM,Calculate Interval Time) 该指令计 算当前时间与IN所提供时间的时间差,并将该差值存储于 OUT。双字毫秒值的最大计时间隔为2的32次方,即49.7 天。 • 2条指令的有效操作数为:IN和OUT端均为双字。
西门子S7-300 PLC基础与应用 第3版第3章 基本指令

输入位 输入字节 输入字 输入双字
在扫描循环期间,逻辑运算的结果存入输 出过程映像寄存器。在循环扫描结束 前,操作系统从输出过程映像寄存器 读出最终结果,并将其传送到数字量 输出模块,直接控制PLC外部的指示 灯、接触器、执行器等控制对象。
输出位 输出字节 输出字 输出双字
位存储器与PLC外部对象没有任何关系, 其功能类似于继电器控制电路中的中 间继电器,主要用来存储程序运算过 程中的临时结果,可为编程提供无数 量限制的触点,可以被驱动但不能直 接驱动任何负载。
页码: 2
西门子S7-300 PLC 基础与应用
第3章 基本逻辑指令的应用
指令的基本知识
1.指令的组成
指令是程序的最小独立单位,用户程序是由若干条 顺序排列的指令构成。指令一般由操作码和操作数组成, 其中的操作码代表指令所要完成的具体操作(功能), 操作数则是该指令操作或运算的对象。
例如,对于STL指令“A I0.0”,其中“A”是操作码, 表示该指令的功能是逻辑“与”操作;“I0.0”是操作 数,也就是数字量输入模块的第0字节的第0位;该指 令的功能就是对I0.0进行“与”操作。
存储位 存储字节 存储字 存储双字
寻址范围 0.0~65535.7
0~65535 0~65534 0~65532 0.0~65535.7 0~65535 0~65534 0~65532 0.0~255.7 0~255 0~254 0~252
标识符 I IB
IW ID Q QB QW QD M MB MW MD
S5T#0H_0M_10MS~ S5T#2H_46M_30S_0MS
示例 True L B#16#20 L 2#0000_0011_1000_0000 L W#16#0380 L C#896 L B#(10,10) L DW#16#0123_ABCD L B#(1,23,45,67) 'A'、'0'、',' L -23
3 S7-300PLC编程基础及基本指令
3、输出线圈
输出线圈指令即逻辑串输出指令,又称赋值指令,该指令把
RLO中的置赋给指定的位地址,当RLO变化时,相应位地址信
号状态也变化 ,在LAD中,只能将输出指令放在触点电路的最 右端,不能将输出指令单独放在一个空网络中。下图是两个应用
寄存器间接寻址的指针格式
地址指针区域标识位的含义
使用寄器指针格式访问一个字节、字或双字时,必须保证指针中 位地址的编号为0。
下面是区间间接寻址的例子:
L P#5.0
LAR1
//将间接寻址的指针装入累加器1
//将累加器1中的内容送到地址寄存 器1
A M[AR1,P#2.3] //AR1中的P#5.0加偏移量 P#2.3,实际上是对M7.3进行操作 = Q[AR1,P#0.2] //逻辑运算结果送Q5.2 L DBW[AR1,P#18.0] //将DBW23装入累加器 1
ON:“或非”指令适用于单个常闭触点并联,完成逻辑“或非”运算。
“或”(O)、“或非”(ON)指令
由图可知,触点并联指令也用于一个并联 逻辑行的开始。CPU对逻辑行开始第1条语句 如I4.0的扫描称为首次扫描。首次扫描的结果 (I4.0的状态)被直接保存在RLO(逻辑操作 结果位)中,并和下一条语句的扫描结果相 “或”,产生新的结果再存入RLO中,如此一 次进行。在逻辑串结束处的RLO可用作进一步 处理,如赋值给Q8.0(=Q8.0).
•4)功能块图(FBD)
功能块图(FBD)使用类似于布尔代数的图形逻辑 符号来表示控制逻辑。一些复杂的功能用指令框来表 示,功能块图用类似于与门、或门的方框来表示逻辑 运算关系。
•5)结构文本(ST)
300plc for循环指令

300plc for循环指令
(最新版)
目录
1.PLC 概述
2.300PLC 的为循环指令
3.300PLC 的循环指令的应用
4.300PLC 的循环指令的优点
正文
一、PLC 概述
PLC,全称可编程逻辑控制器,是一种广泛应用于工业自动化控制的设备。
它可以通过编程实现对各种工业过程的自动控制,提高生产效率和产品质量,降低生产成本。
PLC 具有较高的稳定性、可靠性和可扩展性,因此在工业生产中得到了广泛的应用。
二、300PLC 的为循环指令
300PLC 是一款性能优越、操作简便的 PLC 产品。
在 300PLC 中,有一种重要的指令叫做循环指令。
循环指令可以用于控制程序按照设定的顺序多次执行一段程序,以实现对某些过程的循环控制。
三、300PLC 的循环指令的应用
300PLC 的循环指令在工业生产中有着广泛的应用。
例如,在流水线上,通过循环指令可以实现产品的连续生产;在自动化装配线上,循环指令可以使设备自动完成产品的组装。
这些应用都极大地提高了生产效率和产品质量。
四、300PLC 的循环指令的优点
300PLC 的循环指令具有以下优点:
1.提高生产效率:通过循环指令,可以实现生产过程的自动化,提高生产效率。
2.提高产品质量:循环指令可以保证产品生产的一致性,从而提高产品质量。
3.便于维护:循环指令使得生产过程更加简单,便于设备维护和故障排查。
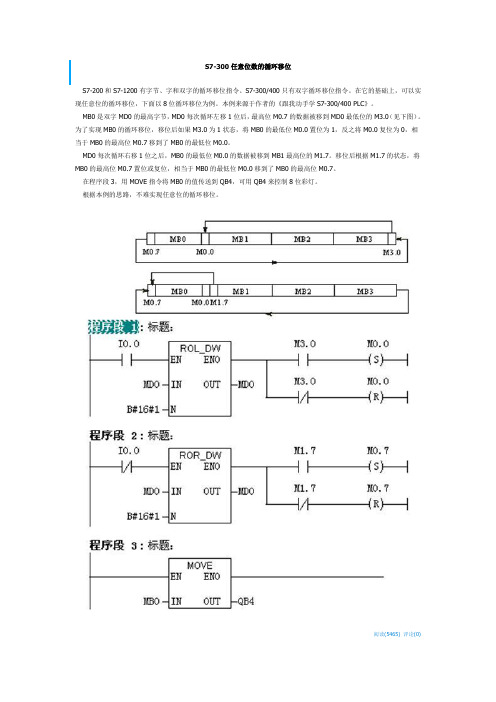
S7-300任意位数的循环移位
S7-300任意位数的循环移位
S7-200和S7-1200有字节、字和双字的循环移位指令。
S7-300/400只有双字循环移位指令。
在它的基础上,可以实现任意位的循环移位,下面以8位循环移位为例。
本例来源于作者的《跟我动手学S7-300/400 PLC》。
MB0是双字MD0的最高字节,MD0每次循环左移1位后,最高位M0.7的数据被移到MD0最低位的M3.0(见下图)。
为了实现MB0的循环移位,移位后如果M3.0为1状态,将MB0的最低位M0.0置位为1,反之将M0.0复位为0,相当于MB0的最高位M0.7移到了MB0的最低位M0.0。
MD0每次循环右移1位之后,MB0的最低位M0.0的数据被移到MB1最高位的M1.7。
移位后根据M1.7的状态,将MB0的最高位M0.7置位或复位,相当于MB0的最低位M0.0移到了MB0的最高位M0.7。
在程序段3,用MOVE指令将MB0的值传送到QB4,可用QB4来控制8位彩灯。
根据本例的思路,不难实现任意位的循环移位。
阅读(5465)评论(0)。
西门子S7-300系列PLC基本指令系统
第4章 西门子S7-300系列PLC基本指令系统
15
87
× Ö Ö¸ Õë ¸ñ ʽ N n n n n n n n n n n n
0 nnnn
λ 0 ÖÁ 15(· ¶ Χ 0 ÖÁ 65535)£º Óà ÓÚ ¶¨Ê±Æ÷(T)¡¢ ¼Æ Êý Æ÷(C)¡¢ Êý ¾Ý ¿é (DB)¡¢ ¹¦ ÄÜ ¿é (FB Óë FC)µÄ ± à ºÅ
第4章 西门子S7-300系列PLC基本指令系统
2. 操作数的表示法
在STEP7中,操作数有两种表示方法:一是物理地址(绝对 地址)表示法;二是符号地址表示法。
用物理地址表示操作数时,要明确指出操作数的所在存储区, 该操作数的位数具体位置。例如:Q 4.0。
STEP7 允许用符号地址表示操作数,如Q 4.0可用符号名 MOTOR_ON替代表示,符号名必须先定义后使用,而且符号名 必须是惟一的,不能重名。
ÔÚ Ñ »·É¨Ãè ÆÚ ¼ä ¡¢ ³Ì Ðò ÔË Ë㠵à µ½ µÄ Êä ³ö Öµ ´æ Èë ± ¾ Çø Óò ¡£ ÔÚ Ñ »·É¨Ãè µÄ Ä© β ´« ËÍ ÖÁ Êä ³ö Ä£ ° å
λ ´æ ´¢ Æ÷ (M)
± ¾ Çø Óò ´æ · Å ³Ì Ðò µÄ ÖÐ ¼ä ½á ¹û
Q 4.0 ——( ) 该指令中:——( )可认为是操作码,表示一个二进制赋值操作。 Q 4.0是操作数,表示赋值的对象。
梯形逻辑指令也可不带操作数。如:
——|NOT|—— 是对逻辑操作结果取反的操作。
西门子编程 PLC S7-300语句表 助记符 中英文全称对照

西门子编程PLC S7-200/300语句表助记符英文全称助记指令(英文全称意思) :指令含义1 、LD ( Lode 装载 ) :动合触点2、LDN ( Lode Not 不装载 ) : 动断触点3、A ( And 与动合) : 用于动合触点串联4、AN ( And Not 与动断 ) :用于动断触点串联5、O ( Or 或动合 ) :用于动合触点并联6、ON ( Or Not 或动断 ) : 用于动断触点并联7、= ( Out 输出 ) :用于线圈输出8、OLD ( Or Lode): 块或9、ALD ( And Lode): 块与10、LPS ( Logic Push ) :逻辑入栈11、LRD ( Logic Read ) :逻辑读栈12、LPP ( Logic Pop ) :逻辑出栈13、NOT ( not 并非 ) :非14、NOP ( No Operation Performed ) : 无操作15、AENO ( And ENO ) : 指令盒输出端ENO相与16、S ( Set 放置 ) : 置117、R ( Reset 重置,清零 ) :清零18、P ( uP 上升) :正跳变19、N ( dowN 下降) :负跳变20、TON ( On_Delay Timer ) :通电延时21、TONR ( Retentive On_Delay Timer ) : 有记忆通电延时型22、TOF ( Off_ Delay Timer ) :断电延时型23、CTU ( Count Up ) : 递增计算器24、CTD ( Count Down ) : 递减计数器25、CTDU ( Count Up/ Count Down ) :增减计数器26、ADD ( add 加 ) : 加注意 //ADD_I (_ I 表示整数) ADD_DI( DI表示双字节整数)ADD-R(R 表示实数)它们都是加运算只是数的大小不同!!后面有很多这样的我就略写了!27、SUB ( Subtract 减去,减少) :减28、MUL ( Multiply ) : 乘29、DIV ( Divide ) : 除30、SQRT ( Square root ) : 求平方根31、LN ( Napierian Logarithm 自然对数 ) : 求自然对数32、EXP ( Exponential 指数的 ) :求指数33、INC_B ( Increment 增加 ) :增134、DEC_B ( Decrement 减少 ) :减135、WAND_B ( Word and 与命令 ) :逻辑与//其中_B代表数据类型还有W(字节)、DW双字后面几个都是这样的。
西门子300PLC编程_入门

一、状态故障判断
SF(系统出错/故障显示,红色):CPU硬件故障或软件错误时亮。 BATF(电池故障,红色):电池电压低或没有电池时亮。 DC5V(+5V电源指示,绿色):5V电源正常时亮。 FRCE(强制,黄色):至少有一个I/O被强制时亮。 RUN(运行方式,绿色):CPU处于RUN状态时亮;重新启动时以2Hz
•向上计数器 I0.0为加计数脉冲 I0.1为置数脉冲 I0.2为复位脉冲 CV>0时,C0=ON。
•向下计数器
I0.3为减计数脉冲 I0.4为置数脉冲 I0.5为复位脉冲 CV>0时,C0=ON。
说明: 梯形图中CV为用十六进制表示的计数器的当前值。 梯形图中CV_ BCD为用BCD码表示的计数器的当前值。 梯形图中的PV值可以用BCD码表示的数值由通道送入。
2.6 转换指令
•BCD码与整数转换 BCD_I把通道中
的BCD码转换为整数存 入通道中。
I_ BCD把通道中的 整数转换为BCD码存入 通道中。 •双整数与实数转换
DI _R ROUND … BCD_DI, DI _ BCD , I _ DI , DI _I 。
2.7 计数器指令
•双向计数器 I0.0为加计数脉冲 I0.1为减计数脉冲 I0.2为置数脉冲 I0.3为复位脉冲 CV>0时,C0=ON。
之间的指令。
I0.0=OFF 不执行“MCR<”和“MCR>”
之间的指令。 其中置位信号不变,
赋值信号被复位。
•主控继电器的例子2
(2)无条件跳转指令
(3)条件跳转指令
•跳转指令练习 (跳过之处不扫描)
2.4 传送和比较指令
•传送指令 字节,字,双字…传送。 •比较指令 整数,双整数,实数比较。 比较符: EQ_I, NE_I, GT_I, LT_I, GE_I, LE_I. EQ_D, NE_D, GT_D, LT_D, GE_D, LE_D. EQ_R, NE_R, GT_R, LT_R, GE_R, LE_R.
西门子S7-300 PLC 教程

CPU 222 14
80 mm 90 mm 62 mm
CPU 224 24
80 mm 120.5 mm 62 mm
CPU 226 40
80 mm 196 m m 62 mm
西门子(中国)有限公司 自动化与驱动部
简便而实用的安装可满足任何需要
扁平电缆连接 提高抗震动性能
运行/停止开关 扩展模块接口 外部电位器
西门子(中国)有限公司 自动化与驱动部
S7-200的通讯能力
PPI 协议
PPI 是主从协议
S7-22X既可作主站又可作从站
通讯速率为9.6K,19.2K和187.5K 波特率
PWM功能
频率
脉冲序列输出的性能
脉冲占空比为50% 脉冲周期可 以毫秒或微妙为单位 S7-22X的PTO具有强大的PROFILE功能 即多序列脉冲输出功能 不同频率的曲线段多达255段
西门子(中国)有限公司 自动化与驱动部
多段脉冲序列输出
时间
您可为CPU内置的数字量输入点设 置 0.2ms~ 12.8ms的滤波时间,降 低噪音干扰 对于CPU222,CPU224和226您可为 所有的模拟量 输入点设置滤波功 能
CPU 222 4K字节 2K字节 14 16/16 0.37 s 256 256 256 256 可选 标准 标准 4个 30Khz 2个 20Khz 1个 RS485
西门子(中国)有限公司 自动化与驱动部
CPU 224 8K字节 5K字节 24 32/32 0.37 s 256 256 256 256 内置 标准 标准 6个 30Khz 2个 20Khz 1个 RS485
时钟精度: 2 分种/月 25 摄氏度 7分钟/月 55 摄氏度
第6章S7-300PLC指令系统及编程(1).
图6-24 两个字间的 AW指令的操作
例2 使用32位常数异或XOD指令的示例。该程序实现了累加器与
指令中给出的32位常数的异或逻辑运算。
L MD10
//把存储区双字MD10的内容写入累加器1
XOD DW#16#ABCD_1978 //把累加器1的内容与DW#16#ABCD_1978
按位进行异或逻辑运算,结果放在累加器1中
一个正跳沿,Q4.0便反转一次。因此只要设计一个反转程序,每测 得一个正跳沿则进行一次反转,没有正跳沿则不执行反转。具体程 序如图5-21所示(用了跳转指令)。
图6-21 二分频器程序之二
4.往复运动小车控制程序的编写 一小车由电动机拖动,启动后小车自动前进,至指定位置又自动
退回到起始位置,然后又前进,如此反复运行直至命令停止。根据 上述控制要求对I/O点分配如下。小车控制程序如图5-22所示。
STL L MW10 L MW20
AW
T MW12
//把存储字MW10的内容写入累加器1低字中
//把存储字MW20的内容写入累加器1低字中,累加器1原内 容移至累加器2
//累加器1、2低字内容逐位进行“与”逻辑运算,结果存放 在累加器1低字中
//把累加器1低字中内容传送至存储区MW12中
设MW10、MW20的存储内容如图6-24所示,按位进行与运算后, 存入MW12的内容亦示于图6-24中。
T MD14
//把累加器1中内容传送至存储区双字MD14
中设MD10的存储内容如图5-25所示,与异或XOD指令中常数按位进
行异或运算后,传入存储双字MD14的内容亦示于图5-25中。
图5-25 32位常数XOD指令的操作
(二)字逻辑梯形图方块指令 上述字逻辑语句表指令都有对应的梯形图方块指令,梯形图方块
PLC S7 300梯形图指令汇总
PLC S7-300梯形图命令汇总1.1 位逻辑指令概述有可以执行下列功能的位逻辑指令:•---| |--- 常开触点(地址)•---| / |--- 常闭触点(地址)•---(SAVE) 将RLO状态保存到BR•XOR 位异或运算•---( ) 输出线圈•---( # )--- 中间输出•---|NOT|--- 取反使能位RLO为1时将触发下列指令:•---( S ) 置位线圈•---( R ) 复位线圈•SR 复位优先型SR双稳态触发器•RS 置位优先型RS双稳态触发器其它指令将对上升沿或下降沿过渡做出反应,执行下列功能:•---(N)--- RLO负跳沿检测•---(P)--- RLO正跳沿检测•NEG 地址下降沿检测•POS 地址上升沿检测•立即读取•立即写入2 比较指令根据用户选择的比较类型比较IN1和IN2:== IN1等于IN2<> IN1不等于IN2> IN1大于IN2< IN1小于IN2>= IN1大于等于IN2<= IN1小于等于IN2可使用下列比较指令:•CMP ? I 整数比较•CMP ? D 长整数比较•CMP ? R 实数比较3 转换指令用户可使用下列转换指令:•BCD_I BCD码转换为整型•I_BCD 整型转换为BCD码•BCD_DI BCD码转换为长整型•I_DINT 整型转换为长整型•DI_BCD 长整型转换为BCD码•DI_REAL 长整型转换为浮点型•INV_I 对整数求反码•INV_DI 对长整数求反码•NEG_I 对整数求补码•NEG_DI 对长整数求补码•NEG_R 浮点数取反•ROUND 取整为长整型•TRUNC 截取长整数部分•CEIL 向上取整•FLOOR 向上取整4 计数器指令可使用下列计数器指令在此范围内改变计数值:•S_CUD 双向计数器•S_CD 降值计数器•S_CU 升值计数器•---( SC ) 设置计数器线圈•---( CU ) 升值计数器线圈•---( CD ) 降值计数器线圈5 数据块指令---(OPN)打开数据块:DB或DI6 逻辑控制指令可以在所有逻辑块(组织块(OB)、功能块(FB)和功能(FC))中使用逻辑控制指令。
S7-300 PLC第5章 控制指令与顺序控制

4.多流程 如图5-7c所示,一个顺序控制任务,如果存在多个 相互独立的工艺流程,则需要采用多流程设计,这 种结构主要用于处理复杂的顺序控制任务。
5.2.4 顺序功能图的编程
顺序功能图的每一步用梯形图编程时都需要用 两个程序段来表示,第1个程序段实现从当前 步到下一步的转换,第2个程序段实现转换以 后的步的功能。
…… //完成循环后,在此继续执行程序扫描。
5.1.2 程序控制指令
程序控制指令是指功能块(FB、FC、SFB、 SFC)调用指令和逻辑块(OB,FB,FC)结束指 令。调用块或结束块可以是有条件的或是无条 件的。
CALL指令可以调用用户编写的功能块或操作系统提 供的功能块,CALL指令的操作数是功能块类型及其 编号,当调用的功能块是FB块时还要提供相应的背 景数据块DB。使用CALL指令可以为被调用功能块中 的形参赋以实际参数,调用时应保证实参与形参的 数据类型一致。
5.1 控制指令
5.1.1 逻辑控制指令 1. 无条件跳转指令 无条件跳转指令JU执行时,将直接中断当前的
线性程序扫描,并跳转到由指令后面的标号所 指定的目标地址处重新执行线性程序扫描。 STL 形式的无条件跳转指令格式:JU<跳转标 号> LAD形式的无条件跳转指令格式:
注意:LAD形式的无条件跳转指令,直接连接到最左 边母线,否则将变成条件跳转指令
3. 条件跳转指令 条件跳转指令是根据状态位或前一条指令的执行结
果与0的关系,来决定是否跳转。
指令 JC JCN JCB JNB JBI
JNBI JO JOS
表5-1 条件跳转指令的格式及说明
说明 当RLO=1时,跳转
当RLO=0时,跳转
当RLO=1时,且BR=1时 跳转