11电缆组件制作规范
《配电设计规范》GB50054-2011.
1 总则1.0.1为使低压配电设中,做到保障人身和财产安全、节约能源、技术先进、功能完善、经济合理、配电可靠和安装运行方便,制订本规范。
1.0.2本规范适用于新建、改建和扩建工程中的交流、工频1000V 及以下的低压配电设计。
1.0.3低压配电设计除应符合本规范外,尚应符合国家现行有关标准的规定。
2 术语2.0.1预期接触电压 prospective touch voltage人或动物尚未接触到可导电部分时,可能同时触及的可导电部分之间的电压。
2.0.2约定接触电压限值 conventional prospective touchvoltage limit在规定的外界影响条件下,允许无限定时间持续存在的预期接触电压的最大值。
2.0.3直接接触 direct contact人或动物与带电部分的电接触。
2.0.4间接接触 indirect contact人或动物与故障状况下带电的外露可导电部分的电接触。
2.0.5直接接触防护 protection against indirect contact无故障条件下的电击防护。
2.0.6间接接触防护 protection against indirect contact单一故障条件下的电击防护。
2.0.7附加防护 additional protection直接接触防护和间接接触防护之外的保护措施。
2.0.8伸臂范围 arm’s reach从人通常站立或活动的表面上的任一点延伸到人不借助任何手段,向任何方向能用手达到的最大范围。
2.0.9外护物 enclosure能提供与预期应用相适应的防护类型和防护等级的外罩。
2.0.10保护遮栏 protective barrier为防止从通常可能接近方向直接接触而设置的防护物。
2.0.11保护阻挡物 protective obstacle为防止无意的直接接触而设置的防护物。
2.0.12电气分隔 electrical sepation将危险带电部分与所有其他电气回路和电气部件绝缘以及与地绝缘,并防止一切接触的保护措施。
低压电力电缆规范标准最新
低压电力电缆规范标准最新低压电力电缆是电力系统中用于传输电能的重要组件,广泛应用于工业、民用建筑以及公共设施中。
随着技术的发展和应用需求的不断变化,低压电力电缆的规范标准也在不断更新。
以下是根据最新低压电力电缆规范标准制定的相关内容:低压电力电缆的设计和制造必须遵循国家和国际的相关标准,确保其安全性、可靠性和经济性。
以下是低压电力电缆规范标准的主要内容:1. 电缆类型:低压电力电缆根据绝缘材料、护套材料和结构形式的不同,分为多种类型,如PVC绝缘电缆、XLPE绝缘电缆、橡胶绝缘电缆等。
2. 电压等级:低压电力电缆的电压等级通常为0.6/1kV,适用于交流额定电压不超过1kV的电力系统。
3. 导体材料:电缆的导体通常采用铜或铝材料,根据载流量和机械强度的需求进行选择。
4. 绝缘材料:绝缘材料应具有良好的电气绝缘性能和机械性能,常用的绝缘材料包括PVC、XLPE、橡胶等。
5. 护套材料:护套材料应具有良好的耐化学腐蚀性、耐磨性和耐环境性能,常用的护套材料包括PVC、PE等。
6. 电缆结构:电缆结构应保证电缆在敷设和运行过程中的稳定性和可靠性,包括单芯、多芯、屏蔽等不同结构。
7. 敷设方式:电缆的敷设方式应根据使用环境和敷设条件选择,包括直埋、管道、桥架、隧道等。
8. 连接方式:电缆的连接应采用符合标准的连接件和连接技术,确保连接的电气和机械稳定性。
9. 测试标准:电缆在生产和使用前应进行严格的电气性能测试和机械性能测试,包括绝缘电阻测试、耐压测试、老化测试等。
10. 安全标准:电缆的设计和制造应符合国家和国际的安全标准,确保在正常使用和异常情况下的安全性。
11. 环保要求:电缆材料的选择和生产过程应符合环保要求,减少对环境的影响。
12. 标识和包装:电缆应有清晰的标识,包括型号、规格、生产日期等信息,并采用合适的包装方式以保护电缆在运输和存储过程中不受损害。
随着技术的不断进步和市场需求的变化,低压电力电缆的规范标准也在不断更新和发展。
连接器、线缆选型及其组件设计要求规范

wordQ/ZX xxxxxxxxxxxxxxxx某某企业标准(工艺技术标准)Q/ZX - 2001连接器、线缆选型与其组件设计规X2001- - 发布 2001- - 实施xxxxxxxxxxxxxxx某某发布Q/SZX 2001 - 01目次前言1 X围12 引用标准13 定义14 连接器的选型24.1 连接器的分类24.2 欧式连接器选型224.2.2 欧式连接器选型74.3 2MM连接器选型74.3.1 2MM连接器特性74.3.2 2MM连接器选型144.4 RF连接器选型144.5 D-SUB连接器的选型154.6 扁平电缆连接器的选型164.7 IC插座的选型174.8 圆形连接器选型174.9 各种接线端子、电源连接器选型185 电缆选型185.1 电线选型185.2 通信电缆的选型185.3 RF电缆的选型186 电缆组件的设计197 验证19Q/SZX 2001 - 01前言本标准主要依据电连接器、电缆与RF电缆组件有关标准。
本标准由xxxxxxxxxxxxxxx某某CDMA事业部工艺结构部提出并归口。
本标准起草部门:CDMA工艺结构部工艺室。
本标准主要起草人:xxxxx。
本标准于2001年12 月首次发布。
xxxxxxxxxxxxxxxxxxxxx 某某企业标准 (工艺技术标准)1 X 围本标准适用于CDMA 通讯设备所用连接器、线缆选型与其组件设计。
2 引用标准如下标准所包含的条文,通过在本标准中引用而构成为本标准的条文。
在标准出版时,所示版本均为有效。
所有标准都会被修订,使用本标准的各方应探讨、使用如下标准最新版本的可能性。
GB/T 17738.1-1999 射频同轴电缆组件 第一部份:总规X 一般要求和试验方法 G 142A —94 机柜用外壳定位小型矩形电连接器总规XIEC 1076-4-101:1995 CONNECTOR WITH ASSESSED QUALITY ,FOR USE IN d.c.LOW-FREQUENCY ANALOGUE AND IN DIGITAL HIGH SPEED DATA APPLICATIONS PART 4 Printed Board ConnectorsIEC 60603-1:1991 印制板用频率低于3MHz 的连接器 第一局部:总规X — 一般要求和编制有质量评定要求的详细规X 的导如此IEC 61169-1:1992-08 射频连接器总规X — 一般要求和试验方法 3 定义本标准采用如下定义: 电缆组件具有规定性能作为单个元件来使用的线缆和连接器的组合件。
电缆中间头、终端头制作安全操作要求范文

电缆中间头、终端头制作安全操作要求范文引言电缆中间头和终端头的制作是电缆连接和敷设过程中关键的步骤之一。
正确的制作方法和安全操作是确保电缆连接质量和使用安全的关键。
本文介绍了电缆中间头和终端头制作的安全操作要求,以确保工作人员的人身安全和工作质量。
一、工作场所准备1.1 工作场所需保持干燥,无明火和易燃物品。
1.2 工作场所应有充足的照明和通风设施。
二、工作人员准备2.1 所有从事电缆中间头和终端头制作工作的人员必须经过专业培训并具有相关的资质证书。
2.2 工作人员应着装符合相关安全要求的工作服,佩戴必要的个人防护装备,如安全帽、防护眼镜、防护手套等。
三、工具与设备准备3.1 工作所需的工具和设备应符合国家标准或行业标准,并经过定期的检查和维护。
3.2 不得使用损坏或失效的工具和设备。
3.3 所有工具和设备使用前,应进行必要的检查和试验,确保其正常工作。
四、电缆准备4.1 电缆应符合设计要求和国家标准,且表面应清洁无污物。
4.2 在进行电缆分割前,应切断电源,并确保电缆与其他电源完全隔离。
4.3 在切割电缆时,应使用符合安全规范的工具,避免电缆和工具之间的直接接触,以防止触电事故的发生。
4.4 在安装中间头或终端头前,应对电缆进行必要的绝缘和屏蔽层去除、净化和处理。
五、中间头制作安全操作要求5.1 中间头的制作应根据电缆类型和规格选择适当的中间头型号。
5.2 在进行中间头制作前,应仔细阅读产品说明书和制作工艺要求。
5.3 中间头制作过程中,工作人员应严格按照产品说明书和制作工艺要求进行操作。
5.4 中间头的制作过程中,不得随意更改或省略任何步骤,确保产品质量和使用安全。
5.5 中间头制作完成后,应进行必要的检查和测试,确保其使用功能正常,绝缘性能良好。
六、终端头制作安全操作要求6.1 终端头的制作应根据电缆类型和规格选择适当的终端头型号。
6.2 在进行终端头制作前,应仔细阅读产品说明书和制作工艺要求。
光伏组件技术规范-
技术规范1. 总则1.1 本技术规范适用于光伏组件及其辅助材料的功能、性能、结构等方面的技术要求。
1.2 本技术规范光伏组件均采用多晶硅形式,采用固定支架安装运行方式,供货范围不含固定式安装支架。
1.3 本技术规范提出了最低限度的技术要求,并未规定所有的技术要求和适用的标准,投标方保证提供符合工业标准和本技术规范要求并且功能完整、性能优良的优质产品及其相应服务。
同时必须满足国家有关安全、环保等强制性标准和规范的要求。
1.4 本技术规范所使用的标准如与投标方所执行的标准发生矛盾时,按较高标准执行。
1.5 在签订合同之后,招标方保留对本技术规范提出补充要求和修改的权利,投标方应予以配合。
如提出修改,将根据需要,招标方与投标方应召开设计联络会,具体项目和条件由招标方、投标方双方协商确定。
1.6 投标方应协同设计方完成深化方案设计,配合施工图设计,配合逆变器厂家进行系统调试和验收,并承担培训及其它附带服务。
1.7 本技术规范经双方签字认可后作为订货合同的附件,与合同正文同等效力。
1.8 本技术规范中提供的参数均按照海拔5米要求提供,投标方应根据本工程实际海拔高度进行修正。
l.9 投标方提供的主设备、附件、备品备件、外部油漆等材质都满足本工程所处地点的环境条件的要求,如:高寒、风沙影响等。
1.10合同签订后,投标方将按本技术规范要求提出合同设备的设计﹑制造﹑检验/试验﹑装配﹑安装﹑调试﹑试运﹑验收﹑试验﹑运行和维护等标准清单给招标方确认。
1.11本设备技术规范未尽事宜,由招标方、投标方共同协商确定。
2.工程概况2.1 工程项目名称:山东爱特电力有限公司115MWp屋顶、屋面分布式光伏发电项目2.2 工程项目地点:山东省潍坊市昌乐县、青州市。
2.3 项目规模:均为115MWp2.4 工程项目概况1)气象条件根据昌邑市气象站多年实测气象资料,将各主要气象要素进行统计,如下所示。
表2.1 气象站主要气象要素统计表2)工程概况本期工程总装机容量约为115MWp,采用分块发电、集中并网发电系统。
电缆组件装配工艺规范

电缆组件装配工艺规范电子设备系统、分系统之间电气连接用的连接电缆,是由各种绝缘电线、屏蔽线和电连接器组成。
由于很多电缆工作在电子机箱、机柜的外面,没有固定安装,易受各种机械损伤,破坏电气连接,因此,电缆装配有其特殊要求。
1线扎的加工工艺电子设备的电气连接主要依靠各种规格的导线来实现。
在一些较复杂的电子设备中,连接的导线多且复杂,如果不加任何整理,就会显得十分混乱,即不美观也不便于查找。
为了简化装配结构,减少占用空间,便于检查、测试和维修等,常常在产品装配时,将相同走向的导线绑扎成一定形状的线扎(又称线把、线束)。
采用这种方式,可以将布线和产品装配分开,便于专业生产,减少错误,从而提高整机装配的安装质量。
1.1线扎的走线要求①不要将信号线和电源线捆绑在一起,以防止信号相互干扰。
②输入、输出的导线不要排在一个线束内,以防止信号回授。
若必须排在一起时,应使用屏蔽导线。
射频电缆不排在线束内,应单独走线。
③导线束不要形成回路,以防止磁力线通过环形线,产生磁、电干扰。
④接地点应尽量集中在一起,以保证它们是可靠的同位地。
⑤导线束应远离发热体并且不要在元器件上方走线,以免发热元器件破坏导线绝缘层及增加更换元器件的难度。
⑥尽量走最短距离的路线,转弯处取直角以及尽量在同一平面内走线。
1.2扎制线扎的要领①扎线前,应先确认导线的根数和颜色,以防止扎制时遗漏导线,同时便于检查线扎的错误。
②线扎拐弯处的半径应比线束直径大2倍以上。
③导线长短要合适,排列要整齐。
从线扎分支处到焊点间应有10~30mm 的余量,扎制导线时不要拉得过紧,以免因振动将导线或焊盘拉断。
④不能使受力集中在一根导线上。
多根导线扎制时,如果只用力拉其中的一根线,力量就会集中在导线的细弱处,导线就可能被拉断。
另外,当力量集中在导线的连接点时,可能会造成焊点脱裂或拉坏与之相连的元器件。
⑤扎线时松紧要适当。
太紧可能损伤导线,同时也造成线束僵硬,使导线容易断裂。
公司电缆制作管理制度

公司电缆制作管理制度第一章总则第一条为规范公司电缆制作流程,提高生产效率,保证产品质量和安全,特制定本管理制度。
第二条公司电缆制作管理制度适用于公司电缆生产过程中的全过程管理,包括原材料采购、生产加工、质量检验、包装运输等。
第三条公司电缆制作管理制度遵循“质量第一、安全第一、效率第一”的原则,严格按照国家相关法律法规和标准进行生产,确保产品符合国家和行业标准,以满足客户需求。
第二章生产流程管理第四条公司应建立完善的生产流程管理制度,明确各岗位职责和权限,保障生产过程的有序进行。
第五条生产人员应按照操作规程进行操作,不得越权操作或私自调整生产参数,确保产品质量和生产安全。
第六条生产设备应定期保养维护,保持设备状态良好,确保生产过程畅通顺利。
第七条生产过程中如发现质量问题或安全隐患,应立即停止生产并上报相关部门,及时处理。
第三章质量管理第八条公司应建立健全的质量管理体系,包括质量目标管理、质量控制、质量检验等内容。
第九条原材料采购应严格按照要求进行,保证原材料质量符合要求。
第十条生产过程中应抽查检验产品质量,并建立质量记录档案,确保产品质量可追溯。
第十一条不合格产品应及时处置或返工处理,不得流入市场或客户手中。
第四章包装运输第十二条产品包装应符合相关标准要求,确保产品运输过程中不受损坏。
第十三条产品运输应选择合适的运输方式,并对产品进行防护措施,保证产品完好送达目的地。
第十四条产品到达目的地后,应进行验收并签字确认,确保产品正确到达客户手中。
第五章安全管理第十五条公司应建立健全的安全管理体系,包括安全教育培训、安全生产规范等内容。
第十六条生产过程中应加强安全防范措施,确保生产现场无安全事故发生。
第十七条如发生安全事故应立即报告并进行处理,追究相关责任人责任。
第六章绩效考核第十八条公司应建立完善的绩效考核体系,对生产人员进行定期考核评价,激励优秀员工,促进员工成长。
第十九条绩效考核应包括生产效率、产品质量、安全生产等方面内容,全面评价员工绩效。
电缆组件长度与公差规范
0.1- 1m
1-10m
10- 100m
100m-500m
单位:mm
单位:mm
单位:m
单位:m
(2300)
2400*
250
2500 ※
25
250
2600
(2700)
280 300 320*
2800
3000 ※
30
3200*
280 320*
3400*
350* 380*
400
3500*
35*
1500 ※
15
150
160
1600
1700
180
1800
180
1900
20
200
2000 ※
20
200
2100*
220*
2200*
220*
此版权归 UT 斯达康通讯有限公司所有 翻录必究
第 6 页 共 12 页
0.01-0.1m 单位:mm
30
40 50 60 70* 80
U T 斯 达 康 通 讯 有 限 公 司 技 术 文 档 内部公开
此版权归 UT 斯达康通讯有限公司所有 翻录必究
第 3 页 共 12 页
1. 目的
U T 斯 达 康 通 讯 有 限 公 司 技 术 文 档 内部公开
为了有效指导电缆组件的设计、加工和安装环节,减少 UT 斯达康公司电缆组件(以下 简称电缆)的编码冗余、提高编码的使用率,特制订本规范。
此版权归 UT 斯达康通讯有限公司所有 翻录必究
第 5 页 共 12 页
U T 斯 达 康 通 讯 有 限 公 司 技 术 文 档 内部公开
够满足电缆加工和安装的要求;
射频 电缆组件设计与制造.

二、制造(以柔软电缆组件为例)
⒊关键工序的工艺规程和工艺设备 (3)电缆端面的精修 电缆端面的精修是保证电缆与连接器适配、 调节组件电长度、提高组件射频电性能的(反射、 损耗、相位一致性等)关键工序之一。要求精修 后的电缆端面达到: ①芯线垂直精修端面、外表面无损伤; ②电缆端面(包含外导体衬套)目测平整; ③电缆外导体切口整齐、无毛刺、无向内翻卷; ④介质切割整齐、表面无金属屑和其它污染。
二、制造(以柔软电缆组件为例)
⒊关键工序的工艺规程和工艺设备
(4)射频电参数的测量
①电压驻波比的测量; ②损耗的测量;
③电长度(相位)的测量;
④三阶互调(PIM)的测量; ⑤电磁屏蔽(射频泄漏)的测量。
三、试验、验证(以柔软电缆组件为例)
1.射频电缆组件的试验、验证 (1)研制开发或样品试制阶段,往往要根据设计要求 进行一些单项试验和验证; (2)产品定型要进行鉴定试验; (3)定型后产品进入中试生产或批生产,则对每批次 产品进行质量一致性检验(A、B组),定期(累计批 量)进行周期检验(C组)。 2.射频电缆组件的特殊试验(另行介绍) (1)低气压下的电参数测量; (2)随机振动下的射频电参数测量; (3)相位随温度的变化; (4)耐功率试验。
用可靠性问题。
一、设计
1、对产品标准的理解 (1)GJB1215A (2)IEC966
2、对具体产品技术要求的理解
(1)机械
(2)电气
(3)环境
一、设计
3、典型结构设计过程 (1)选材 (2)编制设计文件 (3)编制装配工艺过程卡 (4)通用和专用工艺
(5)通用和专用工装
(6)初样验证
一、设计
损耗、相位、射频泄 漏、机械强度等
IEC 中文版

IEC60754-12011-11版本3.0国际标准对于电缆材料燃烧过程中产生的气体的测试第1部分:卤酸气体含量的测定国际电工委员会目录前言说明1适用范围2规范性引用文件3术语和定义4测试方法原理5测试仪器5.1一般5.2管式炉5.3石英玻璃管5.4燃烧船5.5气体鼓泡装置5.6空气提供系统5.7分析天平5.8实验室玻璃器皿5.9反应物6试样6.1一般6.2试样条件6.3试样质量7测试过程7.1一般性规定7.2测试设备和安排7.3加热过程7.3.1加热制度的确定7.3.2试样加热过程7.4清洗过程7.5卤素含量的测定7.5.1空白试验7.5.2材料测试7.5.3卤素含量计算8测试结果的评估9性能要求10测试报告附录A参考书目表1插入燃烧船和试样的设备表2气体洗涤瓶示例表3测试设备:方法1-使用合成的或压缩空气表4测试设备:方法2-应用实验室提供的压缩空气表5测试设备:方法3-使用环境空气通过吸入泵国际电工委员会对于电缆材料燃烧过程中产生的气体的测试第1部分:卤酸气体含量的测定前言1IEC(国际电工技术委员会)是一个由各国家电工技术委员会(IEC 国家委员会)组成的国际标准化组织。
IEC的宗旨是针对电气和电子领域内标准化的所有问题促进国际间合作。
为实现这一宗旨,IEC除组织各种活动以外还出版国际标准,并委托各技术委员会制订这些标准。
对某项标准感兴趣的任何国家委员会均可参与该标准的制订。
与IEC有业务来往的国际组织、政府和非政府组织也可参与标准的制订。
IEC与国际标准化组织(ISO)按双方协议条件紧密合作。
2技术委员会代表各国家委员会对他们特别关切的技术问题制订出的IEC正式决议或协议尽可能地表达出国际上对这些问题的一致意见。
3这些决议或协议以标准、技术规范、技术报告或导则的形式出版发行,以推荐文件的形式在国际间使用,并且这些文件在此意义上取得各国委员会的认可。
4为促进国际间的统一,各IEC国家委员会坦诚地以最大可能程度在各自国家和地区标准中采用IEC国际标准。
10kv电缆头制作标准

10kv电缆头制作标准
10kv电缆头是电力系统中的重要组成部分,其制作标准直接关系到电力系统的安全稳定运行。
下面将详细介绍10kv电缆头的制作标准。
首先,制作10kv电缆头需要准备好相应的材料和工具。
材料包括电缆头、绝缘套管、绝缘接头、填充胶、绝缘胶带等。
工具包括电缆剥线刀、绝缘剥线钳、压接钳、热风枪等。
其次,进行10kv电缆头的制作时,需要按照标准操作流程进行。
首先,对电缆进行剥皮处理,确保剥皮长度符合要求。
然后,对电缆头和绝缘套管进行处理,保证其干净整洁。
接着,进行电缆头和绝缘套管的套接,确保套接的牢固性。
接下来,进行绝缘接头的安装,要求安装牢固,接触良好。
最后,进行填充胶和绝缘胶带的封装,确保封装完整,无漏洞。
再次,制作10kv电缆头时,需要严格按照标准要求进行质量检验。
对制作好的电缆头进行外观检查、绝缘电阻测试、耐压测试等,确保电缆头符合标准要求。
最后,制作好的10kv电缆头需要进行标识和包装。
在电缆头上标注清晰的型号、规格、生产日期等信息,并进行防水、防潮的包装,以保证电缆头在运输和使用过程中不受损坏。
总之,制作10kv电缆头需要严格按照标准要求进行操作,确保制作出的电缆头质量可靠,安全稳定。
只有这样,电力系统才能得到有效保障,确保正常运行。
电缆桥架标准(JB-T10216-2000)

电缆桥架标准(JB-T10216-2000)电缆桥架标准JB-T10216-20001、范围本标准规定了电控配电⽤电缆桥架的定义、型号代号、要求、试验⽅法、检验规则、标志、运输和储存等。
本标准适⽤于⼯业与民⽤建筑室内外、⾼低压输配电⼯程的电缆桥架。
2 引⽤标准下列标准所包含的条⽂,通过在本标准中引⽤⽽构成为本标准的条⽂。
在标准出版时,所⽰版本均为有效。
所有标准都会被修订,使⽤本标准的各⽅应探讨使⽤下列标准最新版本的可能性。
GB/T 12-1988 半圆头⽅颈螺栓GB/T 93-1987 弹簧垫圈GB/T 97.1-1985 垫圈GB/T 700-1988 碳素结构钢GB/T 1408.1-1999 固体绝缘材料电⽓强度试验⽅法⼯频下的试验(eqvIEC60243-1:1988)GB/T 1410-1989 固体绝缘材料体积电阻率和表⾯电阻率试验⽅法(eqvIEC93:1980)GB/T 1720-1993 漆膜附着⼒测定法GB/T 1764-1989 漆膜厚度测定法GB/T 2423.4-1993 电⼯电⼦产品基本环境试验规程试验 Db: 交变温热试验⽅法(eqvIEC68-2-30:1980)GB/T 2423.17-1993 电⼯电⼦产品基本环境试验规程试验 Ka: 盐雾试验⽅法(eqvIEC68-2-11:1981)GB/T 2423.46-1997 电⼯电⼦产品环境试验第 2 部分: 试验⽅法试验 Ef: 撞击摆锤(idt IEC68-2-62:1991)GB/T 2575-1989 玻璃纤维增强塑料耐⽔性试验⽅法GB/T 3857-1987 玻璃纤维增强热固性塑料耐化学药品性能试验⽅法GB/T 3880-1997 铝及铝合⾦轧制板材GB/T 4208-1993 外壳防护等级(IP 代码) (eqvIEC 529:1989)GB/T 4956-1985 磁性⾦属机体上⾮磁性覆盖层厚度测量磁性⽅法(eqvISO 2178:1982)GB/T 5270-1985 ⾦属机体上的⾦属覆盖层(电沉积层和化学沉积层)附着强度试验⽅法(eqvISO2819:1980)GB/T 5780-1986 六⾓头螺栓 C 级GB/T 6170-1986 六⾓螺母 A 级和 B 级GB/T 6892-1986 ⼯业⽤铝及铝合⾦热挤压型材GB/T 7251.1-1997 低压成套开关设备和控制设备第⼀部分: 型式试验和部分型式试验成套设备(idt IEC439-1:1992)GB/T 8013-1987 铝及铝合⾦阳极氧化阳极氧化膜的总规范 (idt ISO7599:1983)GB/T 8624-1997 建筑材料燃烧性能分级⽅法GB/T 9978-1988 建筑构件耐⽕试验⽅法 (eqv ISO834:1975)GB/T 10580-1989 固体绝缘材料在试验前和试验时采⽤的标准条件 (eqv ISO212:1971)GB/T 11253-1989 碳素钢和低合⾦结构钢冷轧薄钢板及钢带GB/T 13384-1992 机电产品包装通⽤技术条件GB/T 15568-1995 通⽤型⽚状模塑料 (SMC)JB/T 6743-1993 户内户外钢制电缆桥架防腐环境技术要求 3 定义、型号代号.1定义本标准采⽤下列定义。
DKBA3256-2011.06 电缆组件通用技术要求(1)
DKBA华为技术有限公司内部技术规范DKBA3256-2011.06代替DKBA3256.1-2010.08代替DKBA3256.3-2009.05代替DKBA3256.4-2009.05代替DKBA3256.5-2007.11电缆组件通用技术要求2011年06月30日发布2011年07月01日实施华为技术有限公司Huawei Technologies Co., Ltd.版权所有侵权必究All rights reserved修订声明Revision declaration 本规范拟制与解释部门:辅料平台部本规范的相关系列规范或文件:相关国际规范或文件一致性:替代或作废的其它规范或文件:本规范替代DKBA3256.1-2010.08、DKBA3256.3-2009.05、DKBA3256.4-2009.05、DKBA3256.5-2007.11本规范分四部分:第1部分:通用技术要求;第2部分:电缆标识设计技术要求;第3部分:电缆长度设计技术要求;第4部分:电缆公差设计技术要求。
本规范主要起草专家:结构平台开发部:王万星(63009)本规范主要评审专家:结构平台开发部:涂修宇(00119794)、方炜(00129644)、邓庆龙(00150182)、张英锋(55961)、王承文(00145682)、安晓勇(64976)、刘一波(64975);TQC:郭晓钦(52076)、于良(00130895)本规范历次修订情况:目录Table of Contents1物料使用要求 (9)1.1物料的选用原则 (9)1.2物料使用相关规定 (9)1.3加工要求 (9)1.4注塑用塑胶材料的要求 (9)1.4.1注塑材料的硬度 (9)1.4.2注塑材料的阻燃等级 (9)1.4.3塑胶材料中的重金属含量 (10)1.4.4注塑颜色 (10)1.4.5护套料与注塑外模料一致性规定 (10)1.4.6连接器注塑及焊接要求 (10)1.4.7低烟无卤注塑材料性能要求 (10)1.5电缆的设计使用芯数小于线材实物本身芯数的电缆加工 (11)1.6电缆外径大于连接器装配壳出线口时电缆的加工 (11)1.7一端无连接器的多芯电缆接线表打印和剥皮要求 (11)1.7.1无总屏蔽的多芯双绞电缆 (11)1.7.2无总屏蔽的多芯同轴电缆 (11)1.7.3带总屏蔽多芯双绞电缆 (11)1.7.4带总屏蔽的多芯同轴电缆 (12)1.81411类连续端子与1412类Housing配对使用要求 (12)1.9连接器附件 (12)1.9.1螺钉和螺母的要求 (12)1.9.2阴阳螺母尺寸及性能规定: (13)1.9.3后铆螺母尺寸规定: (13)1.9.4电缆插头用螺钉及阴阳螺母螺纹连接破坏扭矩值 (14)1.9.5电缆螺钉在注塑插头中的保持力 (14)1.9.6电缆注塑头侧面撕裂力 (14)1.10加工辅料 (14)1.10.1热缩套管的性能要求 (14)1.10.2热缩套管的长度选取原则 (15)1.10.3线扣 (16)1.10.4编织网管的规格、性能要求及使用要求 (16)1.10.5金属编织网管的规格及性能要求 (17)1.10.6醋酸胶布规格及性能要求 (18)1.10.7导电铜箔规格及性能要求 (18)1.10.8焊锡性能要求 (18)1.10.9助焊剂要求 (18)1.10.10电缆组件打热熔胶要求 (18)1.10.11电缆存储时间要求 (18)1.11检验要求 (19)2电缆标识说明 (19)2.1电缆标识的作用 (19)2.1.1电缆标签在整机装配中的作用 (19)2.1.2电缆标签系统在产品维护中的作用 (19)2.1.3电缆标签系统在问题追溯中的作用 (19)2.2电缆标签表达的信息 (19)2.3电缆标签设计 (19)2.3.1华为公司电缆标签系统 (19)2.3.2标签类型 (19)2.3.3标签规格 (20)2.3.4电缆标签的粘贴方式 (23)2.4电缆标签的设置 (24)2.4.1主标签的设置 (24)2.4.2副标签的设置 (24)2.4.3特殊电缆附加标签的设置 (24)2.4.4线束标签的设置 (25)2.5电缆标签的应用原则 (25)2.5.1空白打印标签的应用原则 (25)2.5.2热缩套管标签的应用原则 (27)2.6电缆标签信息的表达规定 (27)2.6.1主标签表达信息 (27)2.6.2副标签表达信息 (29)2.7电缆标签的位置要求 (29)2.7.1电缆标签位置的基本原则 (29)2.7.2电缆主标签的位置规定 (29)2.7.3电缆副标签的位置规定 (29)2.8电缆标签的选用原则 (29)2.9旧图纸主标签和副标签的切换替换方法 (30)2.10旧图纸是指2003年12月1日前归档的电缆图纸。
DCR-11350高压电缆组件要求-奔驰汽车-已转换

奔驰高压线束电缆组件要求1范围该标准定义了 AHS -C HEV 中使用的高压布线组件的特性,要求,功能,性能和验证。
设计和操作必须符合所有适用的法规和法律。
该标准涵盖了仅用于 AHS -C HEV 的高压电缆组件的操作,可靠性,耐用性,质量和最严格的要求。
高压电线电缆组件应为以下设备提供电力传输:★通过六条单独的电缆,从电力电子盒(PEB)向两个电动马达 EM -A 和 EM -B 提供高压三相交流电(AC)。
★在一个成组的接线电缆中通过三芯从 PEB 向油电动泵(EMP)提供高压三相交流电★通过两条单独的电缆,从电池组向 PEB 提供 HV 直流电(DC)。
★通过两条单独的电缆将高压直流电从高压配电箱(HVPDB)提供给电动空调(EAC)压缩机。
2缩写,首字母缩写词,定义和符号AC: Alternating Current 交流电DC: Direct Current 直流电DV: Design Verification 设计验证DVP: Design Verification Plan 设计验证计划DVP&R: Design Verification Plan&Report 设计验证计划和报告EAC: Electric Conditioning Compressor 电子空调压缩机EMP: Electric Motor Pump 油电动泵EM: Electric Motors 电动马达HEV: Hybrid Electric Vehicle 混合动力电动汽车HV: High Voltage-Voltage levels greater than 30 VAC or 60 VDC 高于 30 VAC 或 60 VDC 的高压等级HVPDB: High Voltage Power Distribution Box 高压配电箱PEB: Power Electronics Box 电力电子箱PETC: Powered Thermal Cycle Endurance 动力热循环耐久性RMS. Root -Mean –Square 均方根OEM: Original Equipment Manufacturer 主机厂3测试要求,特殊测试设备和测试条件3.1测试要求供应商必须对本规范文档中列出的所有测试证明 100%成功。
电线电缆标准一览

电线电缆标准一览第一篇:定义与要求1999-04-26 1999-12-10 GB/T 177738.1-1999 射频同轴电缆组件第1部分:总规范通常要求与试验方法1999-04-26 1999-12-10 GB/T 11327.1-1999 聚氯乙烯绝缘聚氯乙烯护套低频通信电缆电线第1部分: 通常试验与测量方法 GB/T 11327.1-1989 1999-08-02 2000-03-01 GB/T 11327.2-1999 聚氯乙烯绝缘聚氯乙烯护套低频通信电缆电线第2部分: 局用电缆(对线组或者三线组或者四线组或者五线组的) GB/T 11327.2-1989 1999-08-02 2000-03-01 GB/T 11327.3-1999 聚氯乙烯绝缘聚氯乙烯护套低频通信电缆电线第3部分: 终端电缆(对线组的) GB/T 11327.3-1989 1999-08-02 2000-03-01 GB/T 13993.2-1999 通信光缆系列第2部分: 干线与中继用室外光缆 GB/T 13993.2-1992 1999-08-02 2000-03-01 GB 7970-1999 通讯电缆纸 GB 7970-1987 1999-08-12 2000-02-01 GB/T 3333-1999 电缆纸工频击穿电压试验方法 GB/T 3333-1982 1999-08-12 2000-02-01 GB/T 3334-1999 电缆纸介质损耗角正切(tgδ)试验方法(电桥法) GB/T 3334-19821999-08-12 2000-02-01 GB/T 11028-1999 测定浸渍剂对漆包线基材粘结强度的试验方法GB/T 11028-1989 1999-09-13 2000-06-01 GB/T 4074.1-1999绕组线试验方法第1部分: 通常规定 GB/T 4074.1-1983GB/T 1343.1-1984 1999-11-10 2000-05-01 GB/T 4074.2-1999 绕组线试验方法第2部分: 尺寸测量 GB/T 4074.2-1983GB/T 1343.2-1984GB/T 1343.10-19841999-11-10 2000-05-01 GB/T 4074.3-1999 绕组线试验方法第3部分: 机械性能 GB/T 4074.3~.10-1983GB/T 4074.14-1983GB/T4074.27-1983GB/T 1343.3.~.7-1984 1999-11-11 2000-05-01 GB/T 4074.4-1999 绕组线试验方法第4部分: 化学性能 GB/T 4074.16-1983GB/T 4074.23-1983GB/T4074.26.28~.31-1983 1999-11-10 2000-05-01 GB/T 4074.5-1999 绕组线试验方法第5部分: 电性能 GB/T 4074.17~.19-1983GB/T 4074.20-1991GB/T 4074.22-1983GB/T 1343.8~.9-1984 1999-11-10 2000-05-01 GB/T 4074.6-1999 绕组线试验方法第6部分: 热性能 GB/T 4074.11~.13-1983GB/T 4074.21-1983GB/T4074.24~.25-1983 1999-11-10 2000-06-01 GB 18014-1999 电雷管引爆用聚氯乙烯绝缘电线 1999-11-11 2000-10-01 GB/T 18015.1-1999数字通信用对绞或者星绞多芯对称电缆第1部分: 总规范 1999-11-11 2000-05-01 GB/T 18015.2-1999 数字通信用对绞或者星绞多芯对称电缆第2部分: 水平层布线电缆分规范 1999-11-11 2000-05-01 GB/T 18015.3-1999 数字通信用对绞或者星绞多芯对称电缆第3部分: 水平层布线电缆空白全面规范 1999-11-11 2000-05-01 GB/T 18015.4-1999 数字通信用对绞或者星绞多芯对称电缆第4部分: 工作区布线电缆分规范 1999-11-11 2000-05-01 GB/T 18015.5-1999 数字通信用对绞或者星绞多芯对称电缆第5部分: 工作区布线电缆空白全面规范 1999-11-11 2000-05-01 GB/T 18015.6-1999 数字通信用对绞或者星绞多芯对称电缆第6部分: 垂直布线电缆分规范 1999-11-11 2000-05-01 GB/T 18015.7-1999 数字通信用对绞或者星绞多芯对称电缆第7部分: 垂直布线电缆空白全面规范 1999-11-11 2000-05-01 GB/T 1179-1999 圆线同心绞架空导线 GB 1179-1983、GB 19329-1988 1999-12-30 2000-08-01 GB/T 17937-1999 电工用铝包钢线 1999-12-30 2000-08-01 GB/T 12507.1-2000光纤光缆连接器第1部分:总规范 GB/T 12507-1990 2000-01-03 2000-08-01 GB/T 18051-2000 潜油电泵振动试验方法 2000-4-14聚氯乙烯绝缘电线(GB5023.2-85)聚氯乙烯绝缘电线用途:本产品适用于交流额定电压450/750V及下列的动力装置的固定敷设。
DKBA4106-201307 电缆组件包装技术规范
DKBA 华为技术有限公司内部技术规范DKBA4106-2013.07替代DKBA4106-2012.07电缆组件包装技术规范2013年07月20日发布2013年08月20日实施华为技术有限公司Huawei Technologies Co., Ltd.版权所有侵权必究修订声明Revision declaration本规范拟制与解释部门:工艺工程部本规范的相关系列规范或文件:采购物料包装基本技术要求DKBA3411-2013.07相关国际规范或文件一致性:替代或作废的其它规范或文件:电缆组件包装技术规范DKBA4106-2012.07相关规范或文件的相互关系:本规范版本升级更改主要内容:本规范主要起草专家:刘光春(00166515)本规范主要评审专家:研发:王万星(00063009)SQE:林松(00135992)、董冰清(00159417)、陈显伦(00150096)MQE:张奇林(00193586)、齐晓刚(00149153)、李涛(00171142)、张霞(00149690)IQC:盛慧慧(00060124)计划:蒋弟明(00164220)理货包装:冉治明(00112404、涂万平(00112414)、谈科武(00150156)、赖木荣(00146850)整机质检:陈兴榆(00112407)包装工艺:李大君(00063827)本规范历次修订情况:目录Table of Contents前言 (9)1 总则 (10)2 包装材料技术要求 (10)2.1 纸箱 (10)2.2 压敏胶带 (10)2.3 防静电PE胶袋 (10)2.4 普通PE胶袋 (10)3 包装箱选箱规则、装箱数量要求 (11)3.1 包装箱选箱规则 (11)3.2 装箱数量要求 (12)3.3 装箱数量计算方法说明 (12)4 绕线工艺要求 (13)4.1 直发电缆盘绕及捆扎要求 (13)4.2 非直发电缆盘绕及捆扎要求 (13)4.3 其他要求(通用于直发与非直发电缆) (14)5 内包装、标识要求 (15)5.1 电缆内包装要求 (15)5.3 内标识要求 (17)6 外包装要求 (18)6.1封箱要求 (18)6.2 物料标签要求 (18)6.3 物料标签粘贴要求 (20)6.4 条码标签粘贴要求 (20)6.5 重量标识要求 (20)6.6 尾箱标识要求 (20)6.7 多件套醒目标签要求 (21)7 特殊要求电缆包装、标识要求 (21)7.1 包装要求 (21)7.2 标识要求 (22)8 电缆组件到货要求 (24)9 实装率要求 (24)10 合格证与检验报告要求 (24)10.1 合格证要求 (24)10.2 出货检验报告要求 (24)11 法检、供应商直提、滞后理货物料包装与标识要求 (24)12 附件 (25)电缆组件包装技术规范范围Scope:本规范明确了供应商为华为技术有限公司(下称华为公司)生产的各种电缆组件(包含射频电缆组件)的捆扎、包装和标识要求,是作为华为公司质量管理人员判定电缆组件来料是否合格的主要依据之一,同时也是作为华为公司判定市场投诉责任单位的重要依据之一。
光缆终端盒技术规范(最新修改)
光缆终端盒技术规范(V1.0)深圳科信通信设备有限公司2011年11月目录1.光缆终端盒范围和技术要求 (1)2. 规范性引用文件 (1)3.术语和定义: (1)4. 基本要求 (1)4.1 环境要求 (1)4.2 外观要求 (1)4.3 机械性能要求 (2)5.箱体要求 (3)5.1.箱体材料 (3)5.2箱体尺寸 (4)5.3 工艺要求 (7)5.4光缆的固定和保护功能 (7)6. 试验方法 (8)6.1 试验环境条件 (8)6.2 外观结构检查 (8)6.3 功能检查 (8)6.4 光组件性能试验 (8)6.5 高压防护接地装置试验 (10)6.6 机械物理性能检查 (10)6.8 燃烧性能试验 (10)6.9 环境条件试验 (11)6.10 有毒有害物质含量的试验 (11)7 检验 (11)7.1 检验规则 (11)7.2出厂检验 (11)7.3抽样方案 (12)8. 标志、包装、运输、贮存 (14)8.1 标志 (14)8.2 包装 (15)8.3 运输贮存 (15)9. 质量保证体系 (15)10. 技术文件 (15)1.光缆终端盒范围和技术要求1.1 本规范应用范围为光传输网络、光接入网等需要实现光缆、光纤的连接与调度的场景,实现端接主干光缆与配线光缆功能。
本规范对光缆终端盒中的分光、熔纤、配线各种性能、技术指标等方面提出了具体的要求。
1.2 本规范依据中华人民共和国通信行业规范YD/T 925-2009 通信光缆终端盒等相关规范.和泰尔认证中心《配线设备认证实施规则》编制而成,设备厂商提供的产品应符合其规定。
随着规范的修订,设备厂商提供的产品应符合最新规范的要求。
2. 规范性引用文件下列文件中的条款通过本规范的引用而成为本规范的条款。
凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本规范,然而,鼓励根据本规范达成协议的各方研究是否可使用这些文件的最新版本。
华为技术规范汇总
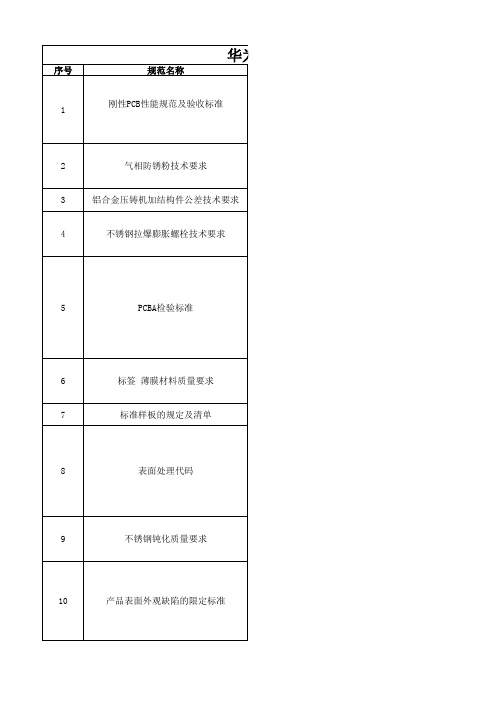
华为企业技术标准
主要内容 1、本标准规定了刚性PCB可能遇到的各种与可组装性、可靠 性有关的事项及性能检验标准。 2、对刚性PCB的相关要求做了详细的规定,包括外观、内在 特性、可靠性等,以及常规测试和结构完整性试验要求。 3、本标准适用于华为公司刚性PCB的进货检验,采购合同中 的技术条文、PCB厂家资格认证以及刚性PCB的设计参考。 气相防锈粉是一种能自动不断挥发充盈密封包装空间,甚至 孔、缝而对金属起保护作用的气相防腐蚀粉状材料。本规范 明确了此种材料的成分、防锈期限、产品规格、物料包装方 式及其包装材料、标识等等要求。 本规范规定了铝合金压铸、机械加工结构件的尺寸公差等级 及公差数值。锌合金压铸件可以参考。 1、不锈钢拉爆膨胀螺栓用于户外设备在墙体或水泥基础上 安装,适合于I型结构件在B类、C类环境下使用。2、本标准 规定了华为技术有限公司产品所用不锈钢拉爆膨胀螺栓的技 术要求。 Q/DKBA3200.1 PCBA检验标准 第一部分 SMT焊点; Q/DKBA3200.2 PCBA检验标准 第二部分 THT焊点; Q/DKBA3200.3 PCBA检验标准 第三部分 压接件; Q/DKBA3200.4 PCBA检验标准 第四部分 清洁度; Q/DKBA3200.5 PCBA检验标准 第五部分 标记; Q/DKBA3200.7 PCBA检验标准 第七部分 板材; Q/DKBA3200.8 PCBA检验标准 第八部分 跨接线; Q/DKBA3200.9 PCBA检验标准 第九部分 结构件。 1、本规范规定了结构件、电缆、包装件上粘贴使用的标签 和薄膜材料的质量性能要求。2、本规范详细规定了标签和 薄膜材料的质量要求,包括材质成份、外观颜色、粘接强度 、耐温性能、抗紫外光性能、UL认证要求、阻燃要求等。 本文件用于指导产品设计、生产及其产品生产过程中的质量 检验;供应商来料验收的抽检比例可按其它相关文件执行。 本规范规定了结构件图纸中标注表面处理时所用的代码内 容,并说明了每种工艺所对应的技术要求以及每种外观要求 应采用的标准样板。 本规范适用于华为技术有限公司结构产品的零件和组合件图 纸设计。 本文件是图纸设计时表面处理标注的选用依据。本文也可作 为选择外协加工厂以及确定加工成本的参考。 1.1 本规范规定了基体材料为不锈钢的工件进行钝化处理的 工艺要求及其质量要求。 1.2 本规范适用于不锈钢钝化工 艺评审和批生产质量检验。本文规定了不锈钢钝化的工艺鉴 定要求和批生产检验要求,包括钝化膜的外观、耐蚀性等。 本文规定了产品中结构件的表面等级划分及其外观质量要求 。 本文适用于华为技术有限公司产品的装配生产及结构件验 收;也可用于指导设计。 外购件的验收同样适用本标准。当某外购件不属于华为公司 专用型号时,也可按供应商的质 量标准对其进行验收,具体要求应参照相应外购件的技术说 备注
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
0.修改记录
1目的
旨在指导半刚、半柔性电缆(以下简称电缆)组件的制作过程,提高电缆组件的质量,保证其机械电气性能。
2适用范围
适用于所有产品产品半钢、半柔性电缆组件的成型和装接过程。
3职责
3.1 生产部负责人负责电缆组件制作过程的规范管理和监督。
3.2生产部生产人员负责电缆组件制作过程的具体实施。
4制作细则
4.1 制作前准备工作。
4.1.1 根据生产任务领取相应长度的电缆线。
4.1.2 准备剥线器、剪线钳、尖嘴钳、电缆弯曲夹具以及烙铁、焊锡丝、助焊剂、酒精棉球等工具。
4.1.3制作电缆组件必须带工作手套。
4.2 检查电缆线及同轴连接器。
4.2.1电缆线检查:目视检查电缆表面镀层有无起皮、脱落及氧化现象发生,电
缆表面镀层与焊锡的热熔接性能良好即为合格。
4.2.2同轴连接器要求表面光亮,镀层均匀,内芯圆度好,没有变形,螺套旋
扭自如。
4.3 电缆长度确定及剥线。
4.3.1 使用剥线器、直尺、电缆组件模具确定电缆的长度。
4.3.2 用剥线器剥去电缆线外导体及绝缘层,具体剥切长度如下图示,注意切割时不能损伤电缆芯线,保证电缆组件的电气性能。
4.4 电缆组件的标识。
4.4.1要求对电缆组件进行编号标识
4.4.2标识方法
4.4.2.1 电缆组件标识采用在白色PVC内齿套管上打标记后直接套在电缆上的方法,标记的内容按电缆标识编号规则执行。
4.4.2.2 对应金属电缆线SFT50-3-1和金属软电缆F141套管型号为LP2.5白色PVC内齿套管。
一般要求套管设置长度在20mm-30mm之间,电缆线太短可根据实际情况缩短。
4.4.2.3 标记的位置:对于没有折弯的直电缆,标记位于电缆线中部,对于有折弯的电缆,标记位于电缆线中较长电缆段的中部,保证美观。
4.4.2.4 电缆标记安装时要保证PVC套管表面清洁。
4.4.3 电缆标识编号规则
4.5.3.1电缆组件的标记采用两段表示方法,产品主体型号、电缆线序号用“-”分隔开。
4.5.3.2设备主体型号是公司直放站产品命名规则前段去掉通用文字性说明和相互之间的连接符,例如HXTDJBSA806-960-12065A的设备主体型号为806-960-12065A。
4.5.3.3电缆序号按设备流程图顺序依次编写。
4.6 电缆组件的安装
4.6.1 电缆剥线
剥线时注意不要伤到电缆内芯和屏蔽层,具体尺寸由接头规格决定。
4.6.2 焊装插针
根据需要将剥好线头的电缆装上插针,插针与介质层保持1~2mm距离,用恒温电铬铁给插针孔中加入适量焊锡,焊接的过程中应保持插针与电缆内芯可靠连接,注意焊接前应加少量免清洗助焊剂。
4.6.3 接头装配
将焊接完毕的电缆装上N型阴头,装配过程中注意将电缆屏蔽层理顺并均匀的包裹在接头底部,然后将压管紧密压接在接头上。
4.7检验
4.7.1 线材检验
电缆切割完毕后,检查内芯、屏蔽层无明显伤痕,切割尺寸严格按照作业指导书要求,允许误差在1mm以内。
4.7.2连接部分检查
电缆组件制作完毕,焊接部位要求形状规则、光滑平整,不能有虚焊等不良现象;压接部分要求压接到位紧密。