DINEN1559-3:1997铸件附加供货条件
BS_EN_1559-3铸造_-_交货的技术条件

英国标准参考号:BS EN 1559-3:1997铸造 - 交货的技术条件第3部分. 铸铁件的其它要求欧洲标准EN 1559-3:1997具备英国国家标准的资格。
除非版权法有规定,否则未经BSI允许,本文件不得复制欧洲标准委员会版权所有2004年10月4日星期一16:01:17前言这一英国标准是英语版本的EN 1559-3:1997标准。
英国在参与本标准的编写时,受托编写技术委员会ISE/35标准的铸铁部分,其责任是:- 帮助咨询者理解本标准的文本内容;- 向负责此标准的欧洲委员会提供任何有关标准解释的咨询或修改建议,并传达英国关注的方面;- 注视相关国际和欧洲标准的编写并在英国进行宣传。
向该委员会的秘书申请可取得一份在该委员会派驻了代表的组织的清单。
交叉引用正如本文件所述,实行在国际或欧洲出版发行的各英国标准可以在题为“国际标准通信索引”章节下的BSI标准目录中或通过使用BSI标准电子目录的“查找”功能查找到。
符合英国标准并不意味可以自动免除相关的法律责任。
分页情况汇总本文件由封面、内封面、EN标题页、第2至第6页、内封底和封底组成。
在工程行业委员会的是在经过标准委员会批准后出版并于1997年11月15日生效的。
1997年6月ICS 77.140.80关键词:铸造工程、铸铁、铸件、定义、用户与供应商的关系、代号、制造、技术要求、试验、检验、包装、标记英语版本铸件–交货的技术条件–第3部分:铸铁件的附加要求本欧洲标准1997年5月2日由CEN批准。
CEN的成员一定要遵守CEN/CENELEC的内部规定,这些规定确定了本欧洲标准在无需任何修改的情况下便具备国家标准资格的所有条款。
向中心秘书处或任何CEN成员申请,可以取得有关此类国家标准的最新目录和编目参考资料。
本欧洲标准具有三种官方版本(英语、法语和德语)。
由CEN成员负责翻译成自己国家语言并通知了中心秘书处的任何其它语言的版本与上述三种官方版本具有同等效力。
铸造常用原辅材料技术标准
铸造常用原辅材料技术条件1. 范围本标准规定了铸造生产中常用材料的技术条件。
本标准适用于铸造生产中常用材料的验收检验。
2. 规范性引用文件下列文件中的条款通过本标准的引用而成为本标准的条款。
凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本标准,然而,鼓励根据本标准达成协议的各方研究是否可使用这些文件的最新版本。
凡是不注日期的引用文件,其最新版本适用于本标准。
GB/T 467-1997 阴极铜GB/T 718-2005 铸造用生铁GB/T 1412-2005 球墨铸铁用生铁GB/T 2272-1987 硅铁GB 3518-83 无定形石墨粉GB/T 3649-1987 钼铁GB/T 3795-2006 锰铁GB/T 4137-2004 稀土硅铁合金GB/T 5235-1985 加工镍及镍合金化学成分和产品形状GB/T 5683-2008 铬铁GB 8736-88 铜中间合金锭GB/T 9442-1998 铸造用硅砂JB/T 9228-1999 球墨铸铁用球化剂JB/T 7526-2008 铸造用自硬呋喃树脂JB/T 8835-1999 铸造用水玻璃YB/T 5051-1997 硅钙合金GB/T 2988-87 高铝砖GB/T 2992-1998 通用耐火砖形状尺寸GB/T 2994-1994 高铝质耐火泥浆GB/T 14982-1994 粘土质耐火泥浆3. 基本要求3.1金属材料不得有显著的锈层、粘砂、土、油、漆等有害附着物和其它夹杂物。
(本厂废铸件可允许有防锈漆)。
3.2 本标准所指块度尺寸均为对角线长度,不能与进货块度要求混淆。
3.3 所有进厂的原材料都应有随货提供质保书或合格证明。
4. 造型材料4.1 原砂4.1.1 铸造用硅砂(参照GB/T9442-1998)(见表1)表1 铸造用硅砂4.1.2 硅砂要求4.1.2.1 硅砂中不得混入煤屑、小石块、碎木片、石灰石等杂物。
BS EN 1563-3-1997 铸造[1][1].球墨铸铁
![BS EN 1563-3-1997 铸造[1][1].球墨铸铁](https://img.taocdn.com/s3/m/79f55785a0116c175f0e483d.png)
英国标准BS EN15361997联合修订第1号铸造球形石墨铸铁欧洲标准EN 15631997联合修订A12002具有英国标准相同的地位除版权法规定外没有征得BSI许可禁止复制国家标准前言本英国标准为英文版 EN 15631997包含了修订版A12002本标准替代废除的标准BS 27891985在修订过程中引入或修改的起始位置与终止位置在正文中用标签记号A1> <A1表示表示CEN正文变化的标记带有CEN修订的数字信息例如有CEN修订版A1进行的修改表示为A1> <A1英国参与该标准的准备方委托了技术委员会ISE/35铸铁部其主要责任为正文内容的理解咨询支持向主管的欧洲委员会提交所有咨询解释或建议修改内容并保持英国的利益明确跟踪相关的国际或欧洲的发展促进其在英国的进步该委员会所代表的组织机构清单请向其秘书处垂询获得标准引用与本文献相关的国际的或欧洲的出版物可以在题为国际标准对应索引中查到或利用搜索Search功能在线搜索BSI电子目录或英国标准在线本标准并不意味着包括了所有的合同相关的规定本标准使用者对其具体应用负责与英国标准的一致性并不能自行免除法律义务编排说明本文献包括一个封面封二EN标题页正文2至23页与封底本文件中显示的BSI版权注解表示了文件的最后签发日期本英国标准的准备得到了工程局的指导并在得到标准管理局的批准后出版于1997年10月15日生效发行后修改记录修改编号日期受影响内容EN 15631997年6月+A12002年5月ICS 77.140.80关键词铸造工程铸铁铸件球形石墨等级质量命名分类机械特性张力强度拉伸硬度采样机械试验英文版铸造球形石墨铸铁(含修订版A12002)本欧洲标准于1997年5月02日由CEN批准修订版A1由CEN于2002-04-11日批准CEN成员必须遵守CEN/CENELEC规定此欧洲标准不可变更地成为国家标准的条件的内部规程与此类国家标准相关的最新清单或目录参考可以通过向中央秘书处或其他任何CEN成员索取本欧洲标准有三个版本英语版法语版及德语版任何在CEN成员指导下的翻译成为其本国语言的版本在通报中央秘书处时具有相同的效力CEN的成员为各国家标准组织它包括了澳大利亚巴拉圭丹麦芬兰法国德国希腊冰岛爱尔兰意大利卢森堡荷兰挪威葡萄牙西班牙瑞典瑞士和英国CEN欧洲标准化委员会中央秘书处rue de stassart 36,B-1050 Brussels序言本欧洲标准由技术委员会CEN/TC 190铸造技术部准备其秘书处位于DIN协会该欧洲标准具有与国家标准相同的地位无论采用相同文字内容的出版形式或者采用批注认可形式到1997年12月与之相抵触的国家标准将作废技术委员会CEN/TC 190在其工作程序内请求了CEN/TC 190/WG 2.30球形石墨与等温淬火柔性铁部门准备了下列标准EN 1563铸造球形石墨铸铁根据CEN/CENELEC内部规定下列国家必须执行该标准澳大利亚巴拉圭丹麦芬兰法国德国希腊冰岛爱尔兰意大利卢森堡荷兰挪威葡萄牙西班牙瑞典瑞士和英国修订版A1前言本文件EN 15631997/A12002由技术委员会CEN/TC 190铸造技术部准备其秘书处位于DIN协会该欧洲标准具有与国家标准相同的地位无论采用相同文字内容的出版形式或者采用批注认可形式到2002年11月与之相抵触的国家标准将作废根据CEN/CENELEC内部规定下列国家必须执行该标准澳大利亚巴拉圭丹麦芬兰法国德国希腊冰岛爱尔兰意大利卢森堡荷兰挪威葡萄牙西班牙瑞典瑞士和英国目录序言 (4)引言 (6)1 适用范围 (6)2 引用标准 (6)3 定义 (7)3.1 球形石墨铸铁 (7)3.2 石墨的球形化处理 (7)4 命名 (7)5 订货资料 (7)6 制造厂商 (8)7 要求 (8)7.1 由独立铸铁样品加工的试验件 (8)7.2 从铸件样品上加工的测试件 (8)7.3 从铸件切削样品的加工的测试件 (10)7.4 依据厚度功能分类 (11)7.5 石墨结构 (11)8 采样 (11)8.1 概述 (11)8.2 独立的铸件样品 (11)8.3 在铸样品 (15)8.4 从铸件上切削的样品 (15)9 试验方法 (16)9.1 应力试验 (16)9.2 冲击试验 (16)9.3 硬度测试 (16)10 重新试验 (17)10.1 重新试验的必要性 (17)10.2 重新试验步骤 (17)附录A (标准) 硬度分类 (24)附录B资料球形石墨铸铁的技术数据 (25)附录C(资料) 参考目录 (29)附录D资料从铸件上切削样品加工的测试样条的0.2%极限应力指导数据 (29)附录E(标准) 试验单位与试验次数的形成 (30)引言本欧洲标准依照材料的机械特性对球形石墨铸铁分类处理球形石墨铸铁的特性依赖于球形石墨铸铁的结构材料的机械特性可以利用采用下列形式准备的加工试验件进行评估独立的铸铁样品铸造过程或运行系统中的铸件样品,以下简称为铸件样品从铸件上切削下来的样品(仅用于制造商与客户之间有约定的情况)材料的等级定义根据对用作独立的铸铁样品的加工检验件的测量定义当顾客对硬度有重要需求时可参照附录A 中的硬度确定方法附录B中给出了更多的球形石墨铸铁的技术数据1 适用范围本欧洲标准定义了球形石墨铸铁的等级及其对应的要求本欧洲标准规定了基于下列形式准备的加工试验件测量的机械性能的分类方法独立的铸铁样品铸件样品从铸件上切削下来的样品本标准同时规定了依据硬度的分类本标准并不包括球形石墨铸铁技术交货条件相关内容参见EN 1559-1及EN1559-3标准本标准不适用于EN 545EN598EN969以及ISO2531标准要求用作管道附件或配件的球形石墨铸铁2 引用标准本欧洲标准融合了过期的或未过期的参考标准以及其他出版物的规定此类参考标准在正文的适当位置加以引用出版物在下面列出对于过期的标准此类出版物的任何修改或修订只有在其融入了本标准后才有效对于未过期的标准可应用最新版EN 10002-1金属材料应力试验第1部分试验方法EN 10003-1金属材料布氏硬度试验第1部分试验方法EN 10045-1金属材料摆锤冲力试验第1部分试验方法EN ISO 9451994铸铁石墨微观结构牌号ISO 9451975注释本标准制订准备过程中所使用以及在正文中适当地方引用的资料参考文献目录如附录C 中所列3 定义为了本标准进行下列定义3.1 球形石墨铸铁基于铁和碳的铸件材料而且碳元素主要以球形石墨颗粒形式存在注释球形石墨铸铁又称为柔性铁3.2 石墨的球形化处理在凝固的过程中将液态的铁与一种物质相接触形成球状石墨的处理4 命名材料的命名可通过符号或数字如表1表2表3及表4所示5 订货资料买方需要提供下列资料a) 本欧洲标准编号EN 1563b) 材料的名称c) 接受订货时必须同意的其他特殊要求6 制造厂商球形石墨铸铁的制造方法化学成分以及热处理过程除非买主有指定外将由制造厂商自己决定制造厂商与买主之间的所有协议合约将在接受定单时制订7 要求7.1 由独立铸铁样品加工的试验件7.1.1 概述球形石墨铸铁的机械性能如表1及表2规定而且在应用时满足7.1.2的要求7.1.2 冲击试验对于室温和低温应用在表2给出的特定冲击阻力数值仅订货时买方指定的情况下确定有效7.2 从铸件样品上加工的测试件7.2.1 概述球形石墨铸铁测试件的机械性能如表3及表4规定而且在应用时满足7.2.2的要求表1由独立铸铁样品加工的试验件球形石墨铸铁的机械性能材料名称符号代码应力强度R m N/mm 2Min0. 2%弹性极限应力R P0.2 N/mm 2min 伸长率A %min EN-GJS-350-22-LT a EN-JS101535022022EN-GJS-350-22-RT b EN-JS101435022022EN-GJS-350-22EN-JS101035022022EN-GJS-400-18- LT a EN-JS102540024018EN-GJS-400-18-RT b EN-JS102440025018EN-GJS-400-18EN-JS102040025018EN-GJS-400-15EN-JS103040025015EN-GJS-450-10EN-JS104045031010EN-GJS-500-7EN-JS10505003207EN-GJS-600-3EN-JS10606003703EN-GJS-700-2EN-JS10707004202EN-GJS-800-2EN-JS10808004802EN-GJS-900-2EN-JS10909006002a LT 指低温b RT 指室温注释 1 此类材料的数据适合于采用热扩散性大的沙制模具铸造铸件可在订货时修改也可用于其他方法获得的铸件注释 2 无论采用何种方法获得铸件其等级均基于对从沙制模具中独立铸件上获得的试验条或从热扩散性大的沙制模具中获得的试验条所测得的机械特性注释3 1/N mm 2 等于1Mpa 注释4 材料名称符合EN1560标准表2独立铸铁样品加工的V形切口试验件最小阻力测量数据最小冲击阻力数据单位J材料名称室温下235-202-402符号数字3次试验均值单次试验均值3次试验均值单次试验均值3次试验均值单次试验均值EN-GJS-350-22-LT a EN-JS1015129EN-GJS-350-22-RT b EN-JS10141714EN-GJS-400-18- LT a EN-JS1025129EN-GJS-400-18-RT b EN-JS10241411a LT 指低温b RT 指室温注释 1 此类材料的数据适合于采用热扩散性大的沙制模具铸造铸件可在订货时修改也可用于其他方法获得的铸件注释 2 无论采用何种方法获得铸件其等级均基于对从沙制模具中独立铸件上获得的试验条或从热扩散性大的沙制模具中获得的试验条所测得的机械特性注释3 材料名称符合EN1560标准7.2.2 冲击试验表4给出了室温和低温环境下特定的冲击阻力数据此表中数据仅在接受订货时买方有指定时确定7.3 从铸件切削样品的加工的测试件使用时制造厂商和买方应在下述内容达成一致铸件样品的采样点待测量的机械性能此类机械性能指标收据注释1由于铸件截面厚度的复杂性与多变性允许铸件性能指标不一致注释2表1表2表3和表4可作为铸件内的可能性指标指南实际性能可能会与表1表2表3表4的数据一致也可能会低于表中数据表1和表2中的数据更多地与小的铸件相关而表3和表4中的数据更多地与大铸件相关在附录D中给出了更多的用于指导的数据7.4 依据厚度功能分类仅在制造厂商与买方有约定时才规定厚度见附录A7.5 石墨结构石墨结构将主要以符合EN ISO 945:1994规定的V型和VI型更准确的定义将在接受定单时确定这种结构或者通过金相显微检查的方法或者通过无损检查的方法若两种检查方法结果不同时以显微检查的方法为准8 采样8.1 概述用提交的样品来表征所生产的铸件样品来源于用于制造铸件的相同金属见附录E8.2 独立的铸件样品8.2.1 试验频率与次数材料样品的采样频率应与制造厂商所接受的过程质量保证程序一致如果缺少过程质量保证程序或者在制造厂商与买方之间有其他约定时则应产生应力测试样品的最小值采用制造厂商与买方之间在订货时约定的频率来确认这种材料当冲击试验在接受订货时具有约定产生样品的频率应按照制造厂商与买方之间的约定执行8.2.2 样品与试验件在铸件形成的时刻在沙制模具中独立地产生样品同时进行典型的球形化处理与孕育处理样品需满足图1图2或图3的要求表3由铸件样品加工的试验件的机械特性材料名称符号代码对应壁厚tmm应力强度RmN/mm2Min0.2%弹性极限应力RP0.2N/mm2min伸长率A%minEN-GJS-350-22U-LT a EN-JS1019t3030<t6060<t200350330320220210200221815EN-GJS-350-22U-RT b EN-JS1029t3030<t6060<t200350330320220210200221815EN-GJS-350-22U EN-JS1032t3030<t6060<t200350330320220210200221815EN-GJS-400-18U-RT a EN-JS1049t3030<t6060<t200400390370240230220181512EN-GJS-400-18U-RT b EN-JS1059t3030<t6060<t200400390370250250240181512EN-GJS-400-18U EN-JS1062t3030<t6060<t200400390370250250240181512EN-GJS-400-15U EN-JS1072t3030<t6060<t200400390370250250240151411 45031010EN-GJS-400-10U EN-JS1132t3030<t6060<t200由制造厂商与买方约定EN-GJS-500-7U EN-JS1082t30500320730<t60 60<t20045042030029075EN-GJS-600-3U EN-JS1092t3030<t6060<t200600600550370360340321EN-GJS-700-2U EN-JS1102t3030<t6060<t200700700660420400380221 8004802EN-GJS-800-2U EN-JS1112t3030<t6060<t200由制造厂商与买方约定9006002EN-GJS-900-2U EN-JS1112t3030<t6060<t200由制造厂商与买方约定a LT 指低温b RT 指室温注释1 由铸件样品加工获得的试验件的特性并不能精确地反映铸件本身的性能但与由独立铸件样品获得的试验件相比更为接近注释2 1/N mm2等于1Mpa注释3 材料名称符合EN1560标准表4独立铸铁样品加工的V形切口试验件最小阻力测量数据最小冲击阻力数据单位J材料名称室温下235-202-402符号数字对应壁厚tmm3次试验均值单次试验均值3次试验均值单次试验均值3次试验均值单次试验均值EN-GJS-350-22-LT a EN-JS109t6060<t200121097EN-GJS-350-22-RT b EN-JS1029t6060<t20017151412EN-GJS-400-18- LT a EN-JS1049t6060<t200121097EN-GJS-400-18-RT b EN-JS1059t6060<t2001412119a LT 指低温b RT 指室温注释1 上表中材料的数据适合于厚度界于30mm与200mm之间质量大于2000kg的铸件或对应壁厚界于30至200mm之间的铸件注释 2 由铸件样品加工获得的试验件的特性并不能精确地反映铸件本身的性能但与由独立铸件样品获得的试验件相比更为接近有关更多数据参考附录D指南注释3 1/N mm2等于1Mpa注释4 材料名称符合EN1560标准当温度高于铸件温度时不允许将样品从模具中移走如果在模具中进行石墨球形化处理时模具法样品可以是与铸件并排的铸模两者为同一联合处理系统或者采用与产生铸件类似方法在样品模具中的类似处理方法形成的独立铸件铸件样品的热处理方法若需要时与它们所代表的铸件要一致图4所示的应力试验样条以及需要时图5所示的冲击试验样条应由图1与图2阴影部分加工获得或者从图3中的样品获得除非另有约定由制造厂商选择决定8.3 在铸样品8.3.1 试验的频率与次数在铸样品代表了它们所关联的铸件也代表了同一试验单元类似壁厚的其他铸件或者按照制造厂商用于过程质量保证程序相同时间间隔采集形成除非在制造厂商与买方之间另有具体约定需要进行一次应力试验来确认材料若接受订货时约定了冲击试验则采样频率按照制造厂商与买方之间的约定执行8.3.2 样品与试验条用于应力和/或冲击试验的试验条用样品来自铸件或来自生产系统当铸件单位质量等于或大于2000kg时或当对应的壁厚在30mm至200mm之间时在铸样品优先于独立的铸件样品当铸件质量超过2000kg时以及壁厚超过200mm时只能使用在铸试验样品此时在铸样品的尺寸由制造厂商与买方在接受订货时商定在铸样品的定位点也由制造厂商与买方在接受订货时商定主要考虑铸件的形状以及生产过程系统以避免对相邻材料的不利影响A1> 在铸样品可用于任意的铸件重量或截面厚度可有制造厂商决定或与买方约定<A1样品形状和尺寸如图6所示A1> 包容洋民厚度的沙制模具应该是A类与B类至少30mm;或C类与D类至少60mm<A1除非另有约定在铸件进行热处理时在整个热处理过程中在铸样品不能与铸件分离试验条应符合图4和图5的要求8.4 从铸件上切削的样品8.4.1 概述除对材料要求外制造厂商与买方可在规定铸件指定位置所要求的性能此类性能的确定通过对铸件指定位置所加工的试验条测定确定此类试验条直径应等于或小于铸件壁厚的1/3同时大于铸件壁厚的1/5对于独立的大铸件可在待规定的铸件的约定位置采用钻孔的方式获得8.4.2 其他情况样品在铸件上的切削位置应位于铸件壁厚与对应的逐渐壁厚相近的区域为了确定待用测试样条的尺寸在接受订货时买方应给制造厂商说明哪些位置是重要部分在买方没有任何要求时制造厂商可选择确定待用的试验条的直径9 试验方法9.1 应力试验应力试验按照EN 10002-1标准进行建议试验样条直径为14mm然而出于技术原因及试验条自铸件加工而成的原因允许使用不同直径的试验条见图4在任何情况下测试条的原始量轨长度都应符合下列公式L 0=5.65S=5d这里L表示为原量轨长度S表示为原试验样条的截面积d 表示为试验样条沿量轨长度方向的直径如果上述L的计算公式不合适则试验样品条尺寸由制造厂商与买方之间共同商定9.2 冲击试验按照EN 10045-1标准利用有效能量与被测试球形石墨铸铁特性兼容的试验设备进行3次摆锤冲击试验9.3 硬度测试当制造厂商与买方有约定时按照EN 10003-1确定布氏硬度其他硬度试验也可以由双方约定在按照制造厂商与买方约定要求准备试验区域完成后对试验样条或在铸件上的一个或多个点进行试验若测量的点不属于双方约定目标可有制造厂商选择附录A中给出了更多硬度的信息10 重新试验10.1 重新试验的必要性当试验无效时需进行重新试验无效试验是指a) 错误地安装了试验样品或试验设备操作不当b) 由于错误的浇注或不正确地加工导致试验件有缺陷c) 量轨长度之外的应力试验样品破裂d) 测试样品中铸件有缺陷破裂后明显在所有情况下都应从相同的样品上取一个新的测试条或在同时备用的样品铸件上取出使用重新试验的结果10.2 重新试验步骤如果试验结果不符合规定的要求而原因又非10.1所述则需要对每种失效的试验重新进行两次试验如果两次重新试验的结果都能够给出如7.1,7.2与7.3所表示的令人满意的结果就可以认为试验所代表的铸件满足规定的要求然而, 如果两次有效的重新试验的结果中有一个不能满足规定的性能要求,认为试验所代表的铸件不能满足规定的要求除非另有规定外如果铸造条件下的铸件性能不符合要求需要进行热处理如果铸件经过了热处理而且试验结果仍然无效应允许制造厂商重新进行热处理选择代表样品在这种情况下样品将接受与铸件相同的热处理次数如果经过重新热处理样品加工的试验样品测试结果是满意的则认为重新热处理后的铸件符合规定的要求或符合本标准重新热处理循环的次数不超过2次尺寸单位毫米型号尺寸I Iia Iib III IVU12.525255075V40559090125X304040或 506065Y a)80100100150165Z b)试验样条长度作用a) 仅为资料参考b) 允许选择z使一个如图4所示试验样条从样品上加工得到样品周围沙制模具的厚度为对I类Iia类Iib类最小值为40mm;对其他类型最小值为80mm注释对于薄壁铸件或金属模具铸件的制造厂商而言制造厂商与买方共同约定的应力性能指标可以从样品厚度u小于12.5mm的样品上采集试验样条确定图1独立铸件样品方案1尺寸单位毫米型号尺寸I II III IVU12.5255075V4055100125X25405065Y a)135140150175Z b)试验样条作用a) 仅为资料参考b) 允许选择z使一个如图4所示试验样条从样品上加工得到样品周围沙制模具的厚度为对I类II类最小值为40mm;对III,IV类型最小值为80mm注释对于薄壁铸件或金属模具铸件的制造厂商而言制造厂商与买方共同约定的应力性能指标可以从样品厚度u小于12.5mm的样品上采集试验样条确定图2独立铸件样品方案2图3 独立铸件样品方案3应力试验样条直径直径单位:mmd L 0L c a)25Min.525307354210506014b)708420100120a) 原则上b) 推荐尺寸这里,L0 为原量轨长度即L 0=5d d 为试验样条沿量轨方向的直径L c 平行长度Lc>L(原则上Lc-L>d)L t 试验样条的总长度取决于Lc及Lt注释试验样条端部的方法以及试验样条的长度lt, 可由制造厂商与买方约定图4 应力试验样条单位mm图5 开凹槽的摆锤冲击试验样条A1>尺寸单位mm型号对应的铸件壁厚a bMax cminh LtA t12.515117.520至30a) B12.5<t30251912.530至40a) C30<t6040302040至65a) D60<t2007052.53565至105a) a) Lt的选择要允许如图4所示尺寸的试验样条自样品加工注释如果双方约定了更小的尺寸可使用下列关系b=0.75a,且c=2a图6 在铸样品<A1附录A (标准) 硬度分类本附录只有适用在制造厂商与买方之间在订货时有此方面要求约定的情况A 1 目的在本欧洲标准的规定中球形石墨铸铁可依据硬度数据进行分类或者依据应力强度分类当除硬度之外对应力特性有要求时制造厂商与买方应在接受订货时对此类要求进行约定A 2 分类不同材料的硬度类别如表A.1所示表中给出的其他性能指标仅用于资料若有必要且在制造厂商与买方之间有约定时在铸件的约定点位可接受更窄范围的硬度数据通常情况下可接受30至40之间的布氏硬度单位A 3 采样每次硬度试验都应在铸件上进行或者在由制造厂商与买方约定位置的试验样条上进行如果在约定中没有规定试验位置则在制造厂商选择的代表位置进行A 4 试验方法硬度试验按照EN 10003-1标准执行如果无法对铸件本身进行硬度试验根据制造厂商与买方之间的约定可以对铸件的铸瘤进行试验如果对铸瘤样块进行试验应保证在所有热处理进行完毕后才移动该铸瘤如果是对来自独立铸件样品的测试样条进行试验该样条首先要进行它所代表的铸件所要求的热处理A 5 硬度试验次数与频度硬度试验次数与频度可成为制造厂商与买方在订货时的主题A 6 微观结构在球形石墨铸铁中硬度最低的是铁素体基体硬度随共析碳化物珠光体增多而加强共析碳化物可增强硬度但共析碳化物通常是不希望的而且也不太可能以大量形式存在表A.1材料名称其他性能指标仅用作资料符号编号布氏硬度范围HBR m N/mm 2R p0.2N/mm 2EN-GJS-HB130EN-JS2010小于160350220EN-GJS-HB150EN-JS2020130至175400250EN-GJS-HB155EN-JS2030135至180400250EN-GJS-HB185EN-JS2040160至210450310EN-GJS-HB200EN-JS2050170至230500320EN-GJS-HB230EN-JS2060190至270600370EN-GJS-HB265EN-JS2070225至305700420EN-GJS-HB300a EN-JS2080a 245至335800480EN-GJS-HB300b EN-JS2090b 270至360900600a EN-GJS-HB300(EN-JS2080)与EN-GJS-HB330EN-JS2090建议不用于厚截面的铸件注释1 N/mm 2等于1Mpa附录B 资料 球形石墨铸铁的技术数据表B.1给出了球形石墨铸铁的典型性能指标图B.1举例说明了球形石墨铸铁布氏硬度与应力强度R m 之间的关系表B.1 典型特性极Wöhler b(旋曲)极Wöhler b抗压强度300比热20线性膨胀系数m/(mK)20密度Kg/dm 37.17.17.17.17.27.27.27.2最大渗透性H/m 2136213621361596866501501501滞后损耗(B=1T)J/m 360060060013452248270027002700电阻率m .m0.500.500.500.510.530.540.540.54主要结构铁氧体铁氧体铁氧体铁氧体-珠光体铁氧体-珠光体珠光体珠光体或回火马氏体回火马氏体a. 有关详细信息请参见附录C 中参考文献[1]b. 寿命极限试验样条c. 无凹槽在退火铁氧体球形石墨铸铁中疲劳极限大约是应力强度370N/mm 2球形石墨铸铁应力强度的0.5倍且该系数随应力强度的增加而减少并直至在珠光体淬火以及回火球形石墨铸铁中疲劳极限达约0.4应力强度为止当应力强度超过740N/mm 2时该系数会进一步减小d. 有凹槽对于带有半径为0.25mm 且含有45 V 形凹槽在凹槽处直径为10.6mm 的试验样条退火球形石墨铸铁的疲劳极限降低至应力强度370N/mm 2未开槽球形石墨铸铁试验样条应力强度的0.63倍该数字随铁氧体球形石墨铸铁应力强度增加而降低在具有中间强度的球形石墨铸铁珠光体球形石墨铸铁以及淬火以及回火球形石墨铸铁中有凹槽试验样条的疲劳极限大约为无凹槽试验样条的0.6倍e. 对于大型铸件也可以为珠光体注释1 有凹槽的试验样条请参见附录C 中参考文献[2][3]注释2 1N/mm 2等于1Mpa附录C(资料) 参考目录在准备本欧洲标准的过程中利用了一系列的参考文献这些参考资料在正文的适当地方得到了引用在此将它们列举如下EN545柔性铁管道配件附件及水管用连接头 要求及试验方法EN598柔性铁管道配件附件及排水设备用连接头 要求及试验方法EN969柔性铁管道配件附件及气体管路连接头 要求及试验方法EN1559铸件交货技术条件第1部分概述EN1559-3铸件交货技术条件第3部分对铸铁的附加要求EN1560铸件铸铁命名系统柔性铁管道及压力管路配件及配件[1] 球状铸铁工程数据SI-Units. BCIRA 1986.[2] Gilbert,G.N.J. BCIRA 研究报告348. 研究与发展杂志1953410458-478.[3] Palmer,K.B,G.N.J. BCIRA 研究报告361.研究与发展杂志1953512-14.[4] Siefer,W.;Orths,K. Giessereiforschung,1971,23(2),S.43-55.附录D 资料 从铸件上切削样品加工的测试样条的0.2%极限应力指导数据表D.1材料名称0.2%弹性极限应力R P0.2 N/mm 2min壁厚符号编号小于等于50mm 大于50mm 小于等于80mm大于80mm 小于等于120mm 大于120mm 小于等于200mm EN-GJS-400-15CEN-JS1073250240230230EN-GJS-500-7CEN-JS1083290280270260EN-GJS-600-3CEN-JS1093360340330320EN-GJS-700-2C EN-JS1103400380370360。
DIN EN 1559-2-2000 铸造.交货技术条件.第2部分:钢铸件附加要求

德国标准标准的地位DIN 1690-2DIN 1690-2DIN V 17006-100 钢材命名系统参考号DIN EN1559-22000-04欧洲标准 EN 1371-12000年2月ICS 77.140.80英文版本铸件交货技术条件第2部分钢铸件附加要求本欧洲标准已于2000年01月03日获得CEN认证所有CEN成员必须遵守CEN/CENELEC的内部章程此章程规定无任何改动地给予该欧洲标准以国家标准的资格涉及此类国家标准的最新目录及著作目录的参考资料可通过向中心秘书处或任何一个CEN成员申请获得本欧洲标准有三种官方版本英语法语德语同时由CENELEC成员负责翻译成的任何本国语言版本在通知中心秘书处后都具有与官方版本相同的资格CEN由以下各国的国家电工学委员会构成奥地利比利时捷克共和国丹麦芬兰法国德国希腊冰岛爱尔兰意大利卢森堡荷兰挪威葡萄牙西班牙瑞典瑞士英国CEN欧洲标准化委员会中央秘书处布鲁塞尔史塔萨特街35号B1050○c2000. CEN国家成员保留在世界范围内的所有形式方式使用权参考号EN 1559:2000E目录前言简介1 适用范围2标准参考文献3术语和定义4购买方提供的信息4.1 必须信息4.2 选择性信息4.3 图纸图样和工具4.4 质量信息4.5 初步样品4.6 原始样品5命名6制造6.1 制造过程6.2 焊接操作63再加工7要求7.1 概述7.2 材料7.3 铸造8试验和材料试验文件8.1 概述8.2 检验与试验8.3 试验单元取样8.4 样品试块8.5 试验方法8.6 试验无效8.7 重新试验8.8 分类与加工9标记10包装与表面保护11投诉附件A 提供资料的强制性和/或选择性信息检查清单书目前言本欧洲标准由ECISS/TC 31钢铸件技术委员会编制其秘书处受AFNOR 控制本欧洲标准应最迟于2000年08月前由各成员国发布等同出版物或签字同意而作为国家标准使用而与此有冲突的其它国家标准则须最迟于2000年08月前作废本标准是CEN受欧洲委员会和欧洲自由贸易协会委托制定本欧洲标准被认为是那些应用规则和产品规则的支持标准而这些规则自生支持了新方法指示的主要安全要求也为本欧洲标准提供了参考按CEN的内部规程下列国家的标准化组织必须采用该欧洲标准奥地利比利时丹麦芬兰法国德国希腊冰岛爱尔兰意大利卢森堡荷兰挪威葡萄牙西班牙瑞典瑞士英国本欧洲标准为铸件交货技术条件系列之一该系列的其他标准如下EN 1559-1铸造-交货技术条件-第1部分总则EN 1559-3铸造-交货技术条件-第3部分铁铸件附加要求EN 1559-4铸造-交货技术条件-第4部分铝铸件附加要求EN 1559-5铸造-交货技术条件-第5部分镁铸件附加要求EN 1559-6铸造-交货技术条件-第6部分锌铸件附加要求简介本欧洲标准在其条款上保留了EN 1559-1铸造-交货技术条件-第1部分总则相同的结构本欧洲标准不能单独用来编制钢铸件定购供应规格书它只作为对EN1559-1的补充完善本标准结构如下前面标有的条款或子条款指对EN 1559-1无附加条件前面标有单点的条款或子条款指在询价与订货时应达成一致的条件前面标有双点条款或子条款指在询价与订货时可以达成一致的条件供选择没有圆点标记的为必须遵循的子目1适用范围EN 1559的该部分规定了钢铸件的附加交货技术条件除非其他条件在询价定购时已经达成一致本标准还适用于镍和钴合金铸件2标准参考文献本欧洲标准参考了其他出版物注明日期的或未注明日期的资料和规定这些标准化参考资料在正文中的合适位置加以引用并随附相对出版刊物名对于注明日期的参考资料其后的增补或修订只有经本标准的采用对该欧洲标准才生效对于未注明日期的参考资料应采用其最新版本EN 444无损试验-金属材料X与伽马射线检验通则EN 462-1无损试验-射线照片图形-第1部分图像品质指示器三线制图像品质值的确定EN 473无损试验NDT人员资格与证明-通则EN 571-1无损试验-渗透试验-第1部分通则EN 583-1无损试验-超声波检验-第1部分通则EN 1369铸造-磁粉探伤EN 1370铸造-表面粗糙度视觉触觉比较仪检验EN1371-1铸造-液体渗透检验-第1部分沙重力模轻压模型铸件EN 1371-2铸造-第2部分熔模铸造EN 1559-11997交货技术条件-第1部分通则EN 10002-1金属材料-张力试验-第1部分试验方法环温下EN 10002-5金属材料-张力试验-第5部分升温时的试验方法EN 10003-1金属材料-布氏硬度试验-第1部分试验方法EN 10027-1钢材命名系统-第1部分钢材名称主要代号EN 10027-2钢材命名系统-第2部分数系EN 10045-1金属材料-夏氏冲击试验-第1部分试验方法EN 12454铸造铸造-表面非连续性目测-钢砂模铸件PrEN 12680-11996铸造-超声波检验-第1部分钢铸件PrEN 126811996铸造-射线探伤EN ISO 3651-1不锈钢粒间腐蚀的确定第1部分奥氏与铁素体奥氏二相合金不锈钢在硝酸中通过质量减少进行腐蚀试验休伊晶间腐蚀试验ISO 365111998EN ISO 3651-2不锈钢粒间腐蚀的确定第2部分铁素奥氏与铁素体奥氏二相合金不锈钢在含硫酸的介质中进行腐蚀试验ISO 365121998PrEN ISO 9934-12000无损试验-磁粉试验-第1部分通则ISO/FDIS9934-12000CR 10260钢材命名系统-附加代号3术语和定义出于本标准之目的采用了下列术语和定义3.1购买方3.2生产商3.3铸件3.4铸造后铸件3.5交货后铸件3.6首样品3.7初步样品3.8相对刻度壁厚注EN 1559-11997中的定义用于钢铸件3.9检验3.10连续性检验3.11检验代表3.12试验单元3.13样品铸件3.14样品3.14.1试块钢铸造工业样品用术语3.15试件3.16按序试验3.17凹陷铸件材料移动产生的孔穴在其后焊接之前注根据深度它可能是主要或次要类断面厚度超过40那么凹陷为主要4购买方提供的信息[见附录A检查清单]4.1 必须信息除了EN 1559-1应在相对刻度壁厚上达成一致4.2 选择性信息除了EN 1559-1根据产品规格对于有些特别的用途有些选择性要求可以成为必须要求4.3 图纸图样和工具4.4 质量信息4.5 初始样品4.6 最终样品5命名铸件钢应根据EN 10027-1EN 10027-2和CR 10260进行命名6制造6.1 制造过程6.1.1 融化钢或合金应通过电融化工艺或者其他设计二次精炼的工艺进行生产6.1.2 热处理6.1.2.1 热处理类型通常由产品规格来定义如果没有这条信息那么热处理应由购买方和生产商达成一致意见6.1.2.2 如果有要求那么应通知购买方热处理条件6.2 焊接操作6.2.1 总则6.2.2 生产焊接6.2.2.16.2.2.26.2.2.36.2.2.46.2.2.56.2.2.6 编图主要生产焊接可以以图纸或者图片形式通过指明它们的区域和范围进行报告6.2.2.7凹陷标准除了3.17规定的标准外也可在其他标准上达成一致6.2.2.8 文件如果购买方和生产商达成了协议那么应箱购买方提供生产焊接相对文件6.3 再加工除非先前同意否则生产商不对任何在铸件交货后由购买方进行的再加工例如焊接热处理…产生的结果负责7 要求7.1总则7.2 材料7.2.1 化学构成除了EN 1559-1外表1列出了试块上规定的铸件分析与复验分析之间的允许偏差注化学分析方法见CR 10261表1-铸钢试块上复验分析与规定的铸件分析之间的允许偏差元素规定的铸件分析[占质量百分数]允许偏差[占质量百分数]碳a 0.030.03a 0.080.08a 0.300.30a 0.600.60a 1.201.20a 2.002.00a 0.0050.010.020.030.050.060.08硅a 2.002.00a0.100.20锰a 0.700.70a 2.002.00a10.0010.00a0.060.100.250.40硫和磷a 0.0400.005钼a 2.002.00a 10.0010.00a15.0015.00a 20.0020.00a0.100.200.300.400.50镍a 1.001.00a 2.002.00a 5.005.00a 10.0010.00a 20.0020.00a 30.0030.00a0.070.100.150.200.250.300.50铌 a 1.001.00a0.050.10钒 a 0.300.30a1.000.030.07铜 a2.002.00a5.000.120.25氮 a 0.300.02钨a 1.001.00a 3.003.00a6.000.050.100.15钴 a 25.0025.00a0.400.707.2.2 机械性能除EN 1559-1外如果产品规格中未规定机械性能那么可以由购买方和生产商达成一致布氏硬度试验有些产品特有按照EN 10003-1进行布氏硬度试验可以取代拉伸强度测量在询价和订货时应对强度公差范围达成一致7.2.3其他属性7.3 铸件7.3.1 化学构成除EN 1559-1外当要求铸件自身进行检验分析时那么购买方和生产商应在铸件位置和化学构成的允许偏差上达成一致7.3.2机械属性7.3.3 无损试验除EN 1559-1外在询价和订货时达成的条件下进行无损试验每披订单应包括下面信息设计的无损方法目测磁粉液体渗透超声波射线…每种方法的苛刻度铸件需要试验的区域位置与范围需要检验铸件的百分比然而同一铸件不同区域可以规定不同的验收准则例如内部外部区域并且对于铸件同一区域可以根据无损方法的选择不同规定不同的验收准则按照相对欧洲标准进行检验见表2表2-检验方法检验方法符号基本原则检验条件目测液体渗透磁粉超声波射线VT PT MT UT RT无EN571-1PrEN ISO 9934-12000EN 583-1EN 444EN 462-1EN 12454EN 1371-1EN 1371-2EN 1369PrEN 1268-11996PrEN 1268119967.3.3.1根据厚度铸件材料位置以及相对部分瑕疵的方向和尺寸选择无损试验方法a方法aa对于表面试验可以用包括凹陷液体渗透和磁粉探伤然而对于磁钢铸件仅可用液体渗透ab对于内部区域有以下选择-对于铁素体和珠光体钢薄铸件1射线照相优先施焊准备厚铸件1超声波优先制品焊接对于奥氏体和奥氏体铁素体钢镍与钴合金仅采用射线照相1薄厚铸件的分界线无法精确规定通常范围是在40mm到80mm之间b验收准则苛刻度ba对于所有无损试验方法验收准则苛刻度应同标记范围和数字的增加而等级不同bb应根据铸件的用途形状和试验方法选择一验收准则或苛刻度bc除非在询价和订货时达成一致当在进行射线和超声波联合试验后不连续性将位于内部区域见prEN 12680-11996本附加区域信息应使铸件可在苛刻度低一等级接收例如是等级3而不是等级2bd对于精磨焊接母料要求有效对于接口焊接在询价和订货时应对特别要求达成一致be对于表面检验苛刻度等级000101和1PT或MT以及对于内部检验苛刻度等级1UT或RT只适合用于特殊应用c无损试验操作员资质在询价和订货时应对检验达成一致意见检验应在有证书的操作员负责下进行并且应按照EN 473或者按照等同的认证程序取得证书7.3.3.27.3.3.37.3.3.4除EN 1559-1规定外表面粗糙度检验应在EN 1370规定的检验条件下进行7.3.4 铸件条件7.3.4.1除EN 1559-1规定外尺寸测量结果不可增至整数7.3.4.27.3.5 铸件重量除EN 1559-1规定外非合金或低合金钢任何元素的含量不大于5制成的铸件其重量应按密度7.80kg/dm3计算对于其他合金钢其重量应采用相应产品规格规定的密度来计算7.3.6 关于铸件条件的附加要求除EN 1559-1规定外可以采用下列一个或者多个附加要求但条件是已在询价和订货中规定这些附加条件的细节应由购买方和生产商在询价和订货时达成协议除非另有说明否则生产商应在铸件交货前进行规定的试验如果材料规范中没有说明那么可以进行下列试验奥氏与奥氏铁素体钢中的铁素体含量升温时进行拉伸试验儒变试验压力或密封性试验批件的均匀性硬度试验粒间腐蚀试验磁属性试验其他达成的试验如果材料标准中没有规定那么在询价和订货时可以要求下列生产条件和交付条件融化过程采用的热处理细节制造程序核准制造试验程序批件构成其他要求8试验与材料试验文件8.1 概述机械与化学试验结果应按下列两种方式之一进行取整按试验方法的标准规定程序按取整通用原则当取得的数值包含了有效数值大于规定数值时的取整原则8.1.18.1.28.1.38.2 检验与试验8.2.1 检验与试验种类8.2.2 非特别检验与试验8.2.3 特别检验8.2.4 连续性检验8.2.5 特别检验与试验场所8.2.6 特别检验与试验提交给检验代表8.2.7 检验代表的权利与义务8.3 试验单元取样8.3.1 试验单元构成除EN 1559-1规定外其他试验单元可由购买方和生产商协议定义8.3.2 试验单元尺寸除EN 1559-1规定外除非产品规格中有说明否则在询价和订货时应对试验单元尺寸达成一致8.3.3 检验频率8.4 样品试块8.4.1 概述8.4.1.1 取样条件除EN 1559-1规定外从试块见8.4.12取得的试件应测量其机械属性试块最大的壁厚为150mm试块壁厚不应超出150mm即使当产品标准规定了壁厚大于150mm试块的特性除非试块连同相对批件如果可适用参见8.4.5已进行热处理否则试件不应有试块切割而成每个试件只有按下述情况从试块取得如果断面厚度小于等于28mm试件轴线应从铸件表面起等距如果断面厚度大于28mm达到56mm试件轴线应在从铸件表面起14mm 处如果断面厚度大于56mm试件轴线应从铸件表面起至少为1/4厚度8.4.1.2 试块除EN 1559-1规定外通过协议试块可以是单独铸件浇铸而成的或整体铸造的在这些情况下试块通过浇铸直接填充并且需要定义它们的填充条件询价和定购时应对试块的几何形状取得一致可以选择如下a)试块t t试块的横截面为t t其中t为相对刻度的壁厚见4.1b试块t t33t当相对壁厚大于56mm时试块尺寸可以为t3t3t其中t为相对XX X注1试件轴线2样品图1t3t3t试块的试件取样条件8.4.28.4.38.4.48.4.58.5 试验方法a室温下拉伸试验5.650S其中试验方法应遵循EN 10002-1最初的计算长度应为LS0为试件的横截面b升温下拉伸试验试验方法应遵循EN 10002-1试验温度应为产品标准规定的温度之一并且需要购买方和生产商取得一致意见c冲击试验试件V槽的形状与尺寸以及试验方法应遵循EN10045-1当该试验已确定吸收的能量值单位焦耳应由带V形槽的三个却贝试件在产品标准规定的温度下确定能量的平均值不应小于产品标准特定等级的规定值如果某一值不小于规定值的70那么允许且只允许该值小于规定值d) 铁素体含量如果产品标准没有规定铁素体含量那么可以用下列方法之一来确定-通过材料的化学构成来计算或者对产品上询价和订货时达成协议的区域进行试验e) 硬度试验布氏硬度试验应按EN10003-1进行试验进行前应采用任何不影响材料属性和结构的方法充分除去一层金属但如果先前的加工已满足了该条件那么没有必要除去金属层f) 试验单元的均匀性硬度试验应该在铸件百分比上并以要达成的硬度范围来检验试验单元的均匀性应在每个试验试件同一位置测量硬度g) 压力或泄漏试验询价和订货时应对压力或泄漏试验铸件表面条件试验压力流体温度和时间条件以及结果解释都达成一致试验前按试验条件准备的铸件不可进行涂层或防护涂层h) 粒间腐蚀试验粒间腐蚀试验应按照EN ISO 3651-1或 EN ISO 3651-2进行询价与订货时购买方与生产商应对试验达成一致i磁性试验规定的特性通常为磁感应在询价与订货时应对试件形状以及决定磁感应需要使用的测量程序达成一致j) 其他属性试验需要达成一致8.6试验无效8.7 重新试验8.7.1概况8.7.2 单独值非序列试验见 8.7.48.7.3 序列试验见8.7.48.7.4 特殊条件8.7.4.1 当机械试验的结果不符合产品标准要求时生产商可以采用下列程序之一除非询价和订货时另有协议a重复在两附加试件上失败的机械试验如果在两个新试件上都不能取得理想的结果那么制造商可以按照c 规定的程序进行b对于冲击试验如果三个试件上取得的平均值达不到规定值火灾其中一个单独值达不到规定的最小值那么制造商可以选择三个另外试件条件时是另外的三个试件必须来自同一试块或者另外一经过同样熔炼热处理试验代表相对铸件的试块制造商就应将这些结果加在原来取得的数值上然后重新算出平均值如果新值符合规定的平均值那么可以认为代表的材料合格如果新值或者这些新的单独值中任何一个不符合规定要求那么制造商应按照c 规定的程序进行c在产品标准极限内将铸件和试块再次进行热处理然后对试块进行产品标准要求的所有机械试验无论如何不允许铸件与试块在不咨询购买方情况下经过多余两次的附加热处理周期回火除外8.7.4.2如果用来验证某一试验单元均匀性的硬度试验失败那么采用如下原则a试验试验单元中所有的铸件目的是除去那些不符合要求的铸件然后对所有不符合要求的铸件在交货验收前再次进行热处理b如果所有试验的铸件没有达到双方同意的硬度那么允许对试验单元的所有铸件进一步进行热处理8.8 分类与再处理9做标记9.1 铸件应清楚地做好标记以次可以根据检验文件试件和铸件进行跟踪9.2 标识标记应印在或者浇铸在询价和定购时达成协议的位置10包装与表面防护11投诉附录A提供资料本附录A给出了订货时应/可以/可能/达成协议的不同点有关的快速信息检验清单表 A.1-检验清单条目协议a子条目题目应该规定的可以规定的注释4 购买方需要提供的信息4.1必须信息铸件数目(a)铸件材料与产品标准b规格c图样d外部内部条件e相对壁厚111112见EN 1559-11997的4.3.1EN 1559-11997的4.3.1和4.3.2EN 1559-11997的7.3.3和EN1559-24.2选择性信息1和2见正文自身4.3图纸图样及其他工具尖锥度待加工的表面加工余量 4.3.1配备的图样 4.3.2标准外的加工余量 4.3.31114.4重量信息14.5初步样品14.6原始样品15 命名6 制造6.1制造工艺 热处理类型 6.1.2.1 热处理条件6.1.2.21226.2焊接操作 生产焊接 6.2.2.1 焊接程序6.2.2.2允许焊接的区域 6.2.2.2特殊应力6.2.2.3焊接区域文件 6.2.2.4焊接后热处理 6.2.2.5作图6.2.2.6凹陷标准 6.2.2.7文件6.2.2.81111112227 要求7.2.1化学构成见正文自身7.2.27.2.3机械属性 硬度试验7.2.2其他属性1和221由产品标准规定表 A.1 配套协议a 条目子条目题目应该规定的可以规定的注释7.3铸件 化学构成7.3.1机械属性7.3.2 无损试验要求方法范围与 准则7.3.3b1与2212无损试验的选择方法准则与操作者资质7.3.3.1最小表面瑕疵7.3.3.2 抛光方法7.3.3.3 表面条件7.3.3.4 铸件条件7.3.4.1 尺寸公差7.3.4.1 用初批样品制造7.3.4.1 修整与抛光7.3.4.2 铸件重量7.3.5 附加条件7.3.6111111与2见EN 1559-1的正文EN 1559-1的正文见EN 1559-1和2的正文也见EN 1559-2也见EN 1559-28 试验与材料试验文件8.18.2概述质量检验等级8.1.2 检验者资质/证明8.1.2检验与试验类型8.2.1非特殊检验8.2.2 特殊检验8.2.3 连续性检验8.2.4 特殊检验位置8.2.5 特殊检验提交8.2.6检验代表的权利与义务8.2.71111111见EN 1559-1正文见EN 1559-1正文8.3试验单元取样 试验单元构造8.3.1 试验单元尺寸8.3.2检验频率8.3.31和21和218.4样品 类型8.4.1 试块8.4.1.2 位置8.4.2数量与尺寸8.4.3识别8.4.521见1559-1正文见1559-1正文见1559-1正文8.5试验方法温升时的拉伸试验b铁素体含量d硬度试验e试验单元的均匀性f 压力或泄漏试验g 粒间腐蚀试验h 磁性试验i其他属性试验j22222222待续表 A.1 配套协议a 条目子条目题目应该规定的可以规定的注释8.6试验无效见1559-1正文8.7再试验见1559-1和2正文8.8分类与再处理见1559-1正文9 做标记见1559-1正文9.1跟踪合金命名其他标记1见1559-2正文9.2标识符号条件210 包装及表面防护见1559-1正文11 投诉见1559-1正文a 1表示按照EN 1559-12表示按照EN 1559-2b 如果不适用购买方应通知制造商不要求无损试验书目CR 10261ECISS 资料通报 11铁与钢化学分析可行方法评述ISO 8062铸件尺寸公差与加工余量系统。
DIN EN_10139 版本(中)1997.12 用以冷加工软钢制无镀层窄带材 供货技术条件

德国标准 1997年12月用以冷加工软钢制无镀层窄带材供货技术条件德文版EN 10139:1997 DINEN 10139ICS 77.140.50 对DIN1624:1987-06的补令用以冷加工软钢制窄带材无镀层供货技术条件德文版EN 10139:1997德国版EN10139具有德国标准的法律地位。
标准前言欧洲标准EN10139是由欧洲钢铁标准委员会钢制连轧平扁平产品冷加工第13技术委员会制订的。
(秘书处:比利时)。
德国标准主管委员会是DIN标准钢铁标准委员会的下属委员会01/1,主管“钢制扁平产品;由软非合金钢制冷轧带材,轧制宽度至650毫米;供货技术条件”中。
欲想知道钢种划分和处理状态的性能(见表格1),请阅DIN EN10130。
下面介绍一下在第2款中引用的欧洲标准和CEN报告的相应德国标准:欧洲标准5 见DIN 50133欧洲标准49 见SEP 1940*)CR10260 (EC1SS-1C10),见DIN V 17006-100修改对DIN 16124:1987-06标准作了下述的改动:a)钢钟划分符合DIN EN 10130的匹配b)修改了钢钟命名c)限制了轧制宽度在600毫米以下的带材使用范围。
d)删除了深冲要求;e)采纳了垂直各向异性(r值)和硬化指数n值(见表格1以及附件A和B)。
旧版本DIN 1624:1954-08,1977-07,1987-06.国家标准附件NA(供了解信息):索引提示:DIN V 17006-100钢命名体系-缩写的各补充符号;德文版ECISS-IC10:1993。
DIN 50133试验金属材质-维氏硬度试验-范围HV0.2至HV100。
DIN EN 10130用以冷加工的软钢制冷轧平扁平产品-供货技术条件,德文版EN10130:1991。
SEP 1940*)使用随机粗糙度结构来测量钢制冷轧扁平产品的算术中等粗糙度值Ra和最大值RPc。
*) 新址:钢铁出版社股份有限公司,信箱105164迪塞多夫40042。
欧盟EN标准和主要内容

附录给出了应用的例子。
11
EN 1370 1997
铸件-目视比较表面粗糙度的检测
本标准描述了目视比较器评价铸件表面粗糙度的方法。给出SCRATA和BNIF二组比较器并给出粗糙度的级别。图例给出二组比较器的比较、粗糙度水平。
试验报告应包括的具体内容:参考标准、试验件编号、材料特性、试验件的类型和尺寸,试验件取样地点和方法、规定的试验件温度和指示出的温度、测量的特性和结果。
附录给出许多试验件的具体尺寸和规定。
欧盟EN标准和主要内容
序号
标准号
名称
主要内容
8
EN 10045-1-1991
金属材料的夏比冲击试验
第一部分:试验方法
铸件—液体渗透推测
第二部分精密铸造
本标准规定了为一般目的对精密铸造件的液体渗透的应用(航天器不能用此标准)。
本标准给出液体渗透检查的条件。检测方法根据EN 571-1来进行。可接受性判据,以字母(L、W、A、P、SP、CP、AP、LP)来表示不同类型的缺陷,并对字母代表的意义进行了定义。渗透检查的严格性级别在表1∽3给出。检查时铸件的表面粗糙度要求在表4给出,同时给出结果的解释、订货时双方的约定、重新试验、检测后的清理程序等。
附录给出:本标准条款与97/23 EC基本要求的对应关系。
5
EN 10283-1999
耐腐蚀钢铸件
本标准的定义和术语同EN1559-1、2。
对耐腐蚀性给出点蚀指标的计算公式,并以此公式的计算来选择级别。给出耐腐蚀钢的牌号和化学成分、机械性能表(内容同EN10213)、还给出了焊接条件表以及物理性能表。
EN1563球墨铸铁
4.02.02
参考号 DIN EN 1563:1997-08 英文价格组 13,销售号 1113 1998 年 2 月
未经 DIN Deutsches Institut fur Normung e.V.Berlin 事先准许,本标准任何部分不可以被复制。 Beuth Vorlag GmbH,Berlin,拥有德国标准销售 (DIN -NORMEN)的执行权。
第2页
DIN EN 1563:1997-08 本标准中所使用的球墨铸铁等级与以前在 DIN1693-1 和 DIN 1693-2 中所使用的球墨铸铁等级相互关联的清单。 在 DIN EN 1563 中的指定 符 号 材 料 号 材 0.7033 ----0.7043 ----0.7040 --0.7050 0.7060 0.7070 0.7080 --------0.7043 ----0.7040 --0.7050 0.7060 0.7070 ------------------料 号
, DIN 1693-1: 1973-10 ,DIN 1693-2:1977-10 . 下一页继续。 EN 由 24 页构成。
假设这份打印件中的更改不被考虑。 此外这是一份复印件, 只用作 SMS Schloernann-Slemag AG.内部用途。 (依照 DIN 标 准纸样 3) 。 Bearbeltel : NORMUNG
附录 E (标准化的)测试单元的形成 和测试的次数。 。 。 。 。 。 。 。 。 。 。 。24
前言
这个欧洲标准由技术委员会 CEN/TC 190 “铸造技术”制定,其秘书处由 DIN 控制。 这个欧洲标准应该被赋予国家标准的地位,最迟在 1997 年 12 月,或者通过一个
相同文件的发表的方式或者通过认证的方式获得, 并且最迟到 1997 年 12 月相冲 突的国家标准应该被撤消。 在这个工作程序中,技术委员会 CEN/TC 190 要求 CEN /TC 190/WG 2.30“球状 石墨和奥氏体回火可锻铁”去制定下列标准: EN 1563 铸造—球墨铸铁 根据 CEN/CENELEC 国际规定,下列国家的国家标准组织必须实施这个欧洲标 准: 澳大利亚,比利时,捷克斯洛伐克共和国,丹麦,芬兰,法国,德国,希腊,冰 岛,爱尔兰,意大利,卢森堡公国,荷兰,挪威,葡萄牙,西班牙,瑞典,瑞士 和英国。 绪论 这个欧洲标准涉及的是根据材质的机械特性对球墨铸铁进行的分类。 球墨铸铁的特性取决于它的结构。 材质的机械特性可以通过从下面途径获得的机械加工出来的测试件上进行估计: ---个别的铸件样品, ---铸件上的或者运转系统上的样品铸件。自此以后称作浇铸(cast-on)样品。 ---从铸件上切割下来的样品 (只有在制造商和购买商达成协议的情况下才可以) 。 材质的机械性能是通过对从个别的铸件样品中机械加工出来的测试件所测量出 来的机械性能来确定的。 如果硬度是购买商的一个要求,对其应用很重要,则附录 A 提供了它们的确定 方法。 球状石墨铸铁的更进一步技术数据在附录 B 中给出。 1. 范围。 这个欧洲标准定义了球状石墨铸铁的等级和相对应的要求。 这个欧洲标准基于对从下面所列的样品中机械加工出来的测试件进行机械性能 的测量指定了一个分类。 ---个别的铸件样品, ---浇铸(cast-on)样品。 ---从铸件上切割下来的样品。 这个标准也由于硬度的作用而指定了一个分类。 这个标准不包括球状石墨铁铸件的技术交付条件, 参见 EN 1559-1 和 EN 1559-3. 这个标准不适用于球状石墨铸铁被用作管道,配件,和附件的情况,球状石墨铸 铁被用作管道,配件,和附件的这些情况是 EN 545,EN598,EN969 和 ISO 2531 要研究的主题。
DINEN1559-3:1997铸件附加供货条件
欧盟标准 EN 1559-3:1997具有德国标准的同等效力国家版前言本标准由欧盟标准委员会(CEN)“铸造”技术工作组190(秘书处:德国)制订。
负责的标准化工作组是德国标准化协会铸造技术标准委员会(GINA)“一般供货技术条件”工作组GINA-AA5。
德国标准化协会-铸造标准委员会(GINA)欧盟标准 EN 1559-31997年6月关键词:铸造技术,铸铁,铸件,概念,中间用户和生产厂的关系,标注,生产制造,要求,检验,管理,包装,标记德语版铸造供货技术条件第三部分:对铸件的附加技术要求本欧盟标准于1997年5月2日通过了欧盟标准化委员会(CEN)的审批。
欧盟标准化委员会(CEN)成员国承诺,遵守欧洲标准化委员会和欧洲电工标准化委员会(CEN/CENELEC)工作条例中规定的一切条件,对本欧盟标准不进行任何修改的作为国家版标准予以采用。
这些国家标准最新状态的清单及其目录可以从中央秘书处或每个CEN成员那里索取。
本欧盟标准有三种官方版本(德文版、英文版、法文版)。
由欧盟成员国自行负责将欧盟标准翻译成本国语言并通知欧盟标准化委员会中心秘书处,这些版本的标准与欧盟官方公布的标准具有同等的效力。
欧盟标准化委员会成员国是指以下国家的国家标准化委员会:比利时、丹麦、德国、芬兰、法国、希腊、爱尔兰、冰岛、意大利、卢森堡、荷兰、挪威、奥地利、葡萄牙、瑞典、瑞士、西班牙、捷克和英国。
CEN欧盟标准化委员会前言 3 引言 4 1 适用范围 42 标准的引用说明 43 概念4 4由用户提供的信息 44.1 有约束力的信息 4 4.2 自由选择的信息 4 4.3 图纸、模型和模具 4 4.4 有关质量(重量)的信息 4 4.5预制的样件 4 4.6首批样件 4 5标记 4 6制造 5 6.1制造方式 5 6.2焊接 5 7 要求 57.1 概述 5 7.2 材料 5 7.3 铸件 5 8材料检验特征的确定及证书 5 8.1概述 5 8.2检验 5 8.3检测批次的取样 5 8.4试件 5 8.5检验方法 5 8.6无效检验 5 8.7复验 5 8.8分类和返修 5 9标记 5 10包装和表面防护处理 5 11质量投诉 5附录A(参考性) 参考文献 5前言本标准由欧盟标准委员会“铸造”技术协会(CEN/TC190)制订,秘书处是德国。
欧盟EN标准和主要内容

EN 10002-1-2001
金属材料拉力试验
第一部分:室温下的试验方法
实验的环境温度在10℃~30℃之间,受控时应在23+5℃。
术语和定义:给出试棒在拉伸前后的尺寸变化定义、断面收缩、拉力、拉伸应力、屈服强度的上下限;抗拉强度等的定义;并列表给出符号和定义;对试样的类型对应产品类型列了表;对原始横截面积、标距长度、仪器精度做了规定;对实验条件、实验速率、断裂后的伸长百分率、抗拉强度等都给出了定义。并用图形表示出各种机械性能变化时在图中的哪一位置出现拐点。
金属产品检验文件的类型
本标准规定根据订单要求,提供给用户各种不同的检验文件。
2.1类:由制造厂宣布所提供的产品符合订单要求,不要包含试验结果的文件。
2.2类:由制造厂宣布所提供的产品符合订单要求,并提供以非特定检验为基础的试验结果的文件。
3.1类:由制造厂发行,宣称产品符合订单要求,并附有试验结果文件(特定检验的文件)。文件由制造厂授权的检验代表签字。
附录给出了校验机器几何性能的方法等。
10
EN3651-2-1998
不锈钢晶间腐蚀的测定第二部分:素体、奥氏体及铁素-奥氏体双相不锈钢在含硫酸介质中的腐蚀试验
本标准适用了16%,35%,40%硫酸-硫酸铜溶液中的腐蚀性试验。给出了敏化处理的条件、试验原理、试块标准、焊接试块的尺寸和要求;对试块准备,预处理给出方法;给出了试验仪器以及试验方法的程序,评价试验的方法。
3.2类:宣布产品符合订单要求,并附有特定检验的文件,文件由制造厂检验代表、用户授权代表或第三方代表共同签字。
非特定检验:由制造厂在过程中检验,评估生产产品是否符合订单要求。
特定检验:交付前按照产品技术条件在提供的产品上或其试验单元上进行的检验(指约定部分的特定检验)。
bs en 1559 3铸造 交货的技术条件
铸造-交货的技术条件第3部分.铸铁件的其它要求欧洲标准EN 1559-3:1997具备英国国家标准的资格。
除非版权法有规定,否则未经BSI允许,本文件不得复制欧洲标准委员会版权所有2004 年10 月4 日星期一16:01:17、八、、》刖言这一英国标准是英语版本的EN 1559-3:1997标准。
英国在参与本标准的编写时,受托编写技术委员会ISE/35标准的铸铁部分,其责任是:-帮助咨询者理解本标准的文本内容;-向负责此标准的欧洲委员会提供任何有关标准解释的咨询或修改建议,并传达英国关注的方面;-注视相关国际和欧洲标准的编写并在英国进行宣传。
向该委员会的秘书申请可取得一份在该委员会派驻了代表的组织的清单。
交叉引用正如本文件所述,实行在国际或欧洲出版发行的各英国标准可以在题为国际标准通信索引”章节下的BSI标准目录中或通过使用BSI标准电子目录的查找”功能查找到。
符合英国标准并不意味可以自动免除相关的法律责任。
分页情况汇总本文件由封面、内封面、EN标题页、第2至第6页、内封底和封底组成在工程行业委员会的自出版以来发布的修订本1997年6月ICS 77.140.80关键词:铸造工程、铸铁、铸件、定义、用户与供应商的关系、代号、制造、技术要求、试验、检验、包装、标记英语版本铸件-交货的技术条件 -第3部分:铸铁件的附加要求本欧洲标准1997 年5 月2 日由CEN 批准。
CEN 的成员一定要遵守CEN/CENELEC 的内部规定,这些规定确定了本欧洲标准在无需任何修改的情况下便具备国家标准资格的所有条款。
向中心秘书处或任何CEN 成员申请,可以取得有关此类国家标准的最新目录和编目参考资料。
本欧洲标准具有三种官方版本(英语、法语和德语)。
由CEN 成员负责翻译成自己国家语言并通知了中心秘书处的任何其它语言的版本与上述三种官方版本具有同等效力。
CEN 成员是奥地利、比利时、捷克共和国、丹麦、芬兰、法国、德国、希腊、冰岛、爱尔兰、意大利、卢森堡、荷兰、挪威、葡萄牙、西班牙、瑞典、瑞士和英国的国家标准组织。
DIN EN1559-1-97铸件-技术交付状态

前言此标准由技术委员会CEN/TC 190“铸造技术”制定,其秘书处由DIN管理。
此欧洲标准通过发布完全相同的文本或者通过背书应当最迟于1997年12月给予国家标准地位,发生冲突的国家标准应当最迟于1997年12月取消。
在其工作计划之内,技术委员会CEN/TC 190要求CEN/TC 190/WG1.10“技术交付状态”制定下列标准:EN 1559-1 铸件-技术交付状态-第1部分:概述此标准是用于铸件技术交付状态的欧洲标准系列中的一个。
此系列中的其它标准是:PrEN 1559-2 铸件-技术交付状态-第2部分:铸钢件的附加要求EN 1559-3 铸件-技术交付状态-第3部分:铸铁件的附加要求PrEN 1559-4 铸件-技术交付状态-第4部分:铝合金铸件的附加要求EN 1559-5 铸件-技术交付状态-第5部分:鎂合金铸件的附加要求PrEN 1559-6 铸件-技术交付状态-第6部分:锌合金铸件的附加要求根据CEN/CENELEC内部规定,下列国家的国家标准组织需强制实施此欧洲标准:奥地利、比利时、捷克共和国、丹麦、芬兰、法国、德国、希腊、冰岛、爱尔兰、意大利、卢森堡、荷兰、挪威、葡萄牙、西班牙、瑞典、瑞士和英国。
简介此欧洲标准采用具有下列结构的交付状态标识体系:-标有单个点(·)的子类表示,状态应当在咨询和订货时商定;-标有两个点(··)的子类表示,状态可以在咨询和订货时商定(选项);-没有点标的子类是强制性的。
买方规定铸件要求,以实现预定用途。
制造商按照规定的要求生产铸件。
建议制造商和买方之间进行充分的磋商。
1 范围EN1559 的这一部分规定由金属铸造材料(铜合金铸件除外)制造的铸件的一般技术交付状态。
特定材料具体的附加技术交付状态要求在此标准系列的下列部分规定:PrEN 1559-2用于铸钢件;//EN 1559-3用于铸铁件;//PrEN 1559用于铸铝;//EN 1559-5用于铸鎂;//PrEN 1559-6用于铸锌。
中文版 铸造BS EN 1563-1997---球墨铸铁

BS EN 1563:1997 参见附录 C。
3. 定义 基于编制本标准的目的,采用以下定义: 3.1 球墨铸铁 为铁和碳基的铸造材料、碳基元素在材料中主要以球形石墨颗粒的形式存在。 3.2 石墨球化处理 将液态铁引入一种物质中与之接触使之在固化过程中产生球形石墨的处理过程。 4. 标识 材料应以表 1、表 2、表 3 和表 4 给定的分子式或材料型号标识。 5. 订单信息 买方应在询价函和订单中说明如下信息: a) 本欧标准的编号(EN 1563); b) 材料标识牌号; c) 经买卖双方商定的在接受订单时提出的任何特别要求。
www.bzfxw.com 8 抽样
8.1 一般原则 8.2 分铸样品 8.3 熔补样品 8.4 从铸件上切取的样品 9 测试方法 9.1 拉力试验 9.2 冲击试验 9.3 硬度试验 10 重复测试 10.1 重复测试的必要条件 10.2 重复试验的步骤 附录 A (规范性引用文件)根据硬度进行的分类 附录 B (参考性资料) 球墨铸铁的技术资料 附录 C (参考性资料) 参考书目 附录 D (参考性资料) 对于从切割于铸件的样品上制取的试样而进行的 0.2%试验应力的指导意义 附录 E (参考性资料) 测试单元的组成和测试数量 图 1 分铸样品(选择 1) 图 2 分铸样品(选择 2) 图 3 分铸样品(选择 3)
1997 年 6 月 +A1 2002 年 5 月
关键词:铸造工程,、铸铁、铸造物、等级、质量、标识、分类、机械性能、抗拉强度、延伸度、硬度、机械测试、取 样
英语版
铸造---球墨铸铁
(包括修正文件 A1:2002)
本欧洲标准于 1997 年 5 月 2 日经 CEN 批准通过,修正文件也于 2002 年 4 月 11 日由 CEN 批准通过。 CEN 成员必须遵守 CEN/CENELEC 国际法规,保证完整且无变更地给予本欧洲标准相当于国家标准
DINEN10139版本(中)1997.12用以冷加工软钢制无镀层窄带材供货技术条件

修改 对 DIN 16124:1987-06 标准作了下述的改动:
a) 钢钟划分符合 DIN EN 10130 的匹配 b) 修改了钢钟命名 c) 限制了轧制宽度在 600 毫米以下的带材使用范围。 d) 删除了深冲要求; e) 采纳了垂直各向异性(r 值)和硬化指数 n 值(见表格 1 以及附件 A 和 B)。
德国标准
1997 年 12 月
用以冷加工软钢制无镀层窄带材 供货技术条件
德文版 EN 10139:1997
DIN EN 10139
ICS 77.140.50 用以冷加工软钢制窄带材无镀层 供货技术条件 德文版 EN 10139:1997
对 DIN1624:1987-06 的补令
德国版 EN10139 具有德国标准的法律地位。
1 适用范围
1.1 本欧洲标准适用于成卷窄带材,其轧制宽度< 600 毫米,也适用于由带材经纵剪生产的窄条材, 其厚度至 10 毫米,由软钢、非合金钢和合金钢制 成,用于冷加工,见表格 1。
1.2 本欧洲标准不适用于冷加工和表面处理,但不 适用于淬火硬度和调质。
- 冷轧非颗粒结构定向电工板材和带材 (EN10106);
异性(r 值) ···························8 附件 B(标准性)测量硬化
指数(n 值)··························· 10 附件 C(信息性)所引用的欧洲标准
相对的国家标准对应表 ············ 11
灰铁铸件欧洲标准

欧洲标准EN 1561 简介灰铁铸件是以铁和碳为基础的铸造合金,后者主要以薄片状石墨微粒的形式呈现。
灰铁的性能取决于石墨的形式和分布状态,及矩阵结构。
本标准按不同的机械性能,或者抗拉,或者硬度,对灰铁进行了分类。
灰铁的其它技术参数在附录A到C中列出。
附录A “除表1和2的其它机械和物理性能信息”附录B “硬度与抗拉强度的关系”附录C”灰铁抗拉强度,硬度及截面厚度间的关系”注:该标准不含灰铁件技术交付条件。
交付条件参考EN 1559-1和EN 1559-3。
1.范围本标准描述了砂铸或相当热扩散率铸件非合金或低合金灰铁的性能。
本标准灰铁性能描述如下:a)单独铸造的试棒,或在定单接受时生产商和采购方一致同意,即时试棒或从铸件上切取的试棒(看图表1)的抗拉强度。
b)定单接受时生产商和采购方一致同意,在铸件(看图表1),或即时试棒上进行的材料硬度检测。
本标准对prEN 877-1下的灰铁管或接头零件不适用。
本标准按抗拉强度与布氏硬度分别描述了6种灰铁(见表1,表2)。
2 参考标准本标准由其它过期及未过期的参考文件组成。
这些参考文件在本文的适当地方作了标注,包括出版情况。
对过时的文件,本标准通过修改或修订,将其纳入本规范.对未过时的文件,其最新版本适用.EN 1559-1铸造-技术交付条件-第1部分:总则EN 1559-3铸造-技术交付条件-第3部分:铸铁件的其它要求EN 10002-1金属材料-抗拉测试-第1部分:测试方法(环境温度)EN 10003-1金属材料-布氏硬度测试-第1部分:测试方法注:拟定本标准用到的参考文件,在文章适当的位置作了标注,在参考目录,附录D也有标注。
3.定义本标准采用下述定义:3.1 灰铁活性碳以石墨,主要是以薄片状(薄碳)形式出现的铁-碳铸造材料。
注:石墨结构与分布按EN ISO 945的规定。
3.2 相关硬度根据经验,测量硬度与从抗拉强度计算出来的硬度的比率(也称为RH)。
铸铁件通用检验标准
1目的:规范公司对铸铁件的检查验收。
2适用范围: 适用于铸铁件。
※本标准是铸件的通用标准,铸件有特殊要求时,参见相关铸件分类验收标准。
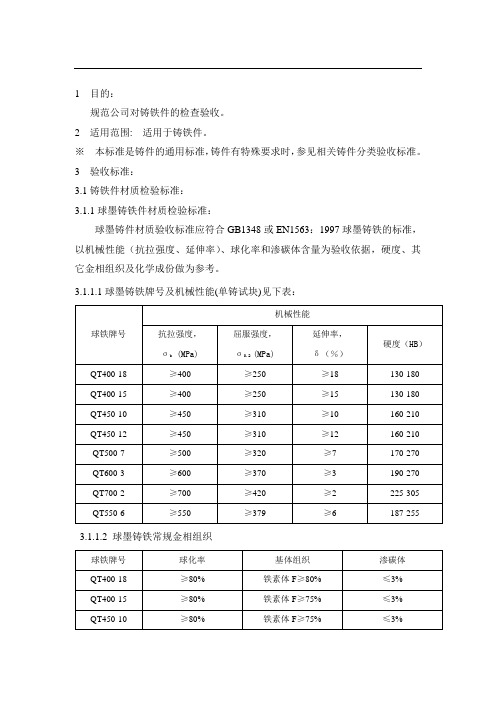
3 验收标准:3.1铸铁件材质检验标准:3.1.1球墨铸铁件材质检验标准:球墨铸件材质验收标准应符合GB1348或EN1563:1997球墨铸铁的标准,以机械性能(抗拉强度、延伸率)、球化率和渗碳体含量为验收依据,硬度、其它金相组织及化学成份做为参考。
3.1.1.1球墨铸铁牌号及机械性能(单铸试块)见下表:3.1.1.2 球墨铸铁常规金相组织3.1.1.3球墨铸铁化学成份3.1.2灰铸铁件材质检验标准:灰铸件材质验收标准应符合GB9439或EN 1561:1997灰铸铁件的标准,以机械性能(抗拉强度)和硬度为验收依据,金相组织及化学成份做为参考。
3.1.2.1灰铸铁牌号及机械性能(单铸试块)见下表:HT250 250-350 190-2403. 1.2.2 灰铸铁常规金相组织3.1.2.3灰铸铁化学成份3.1.3 材质检验取样规范3.1.3.1机械性能检查:机械性能测试的试棒,每班次每种牌号至少浇一组,有新产品时增加一组,每组浇三根,若铸件进行退火处理,必须连同试棒(试块)一同进行热处理(若是渗碳体超标需热处理的件,按热处理后铸件本体的金相组织来验收)。
机械性能试验:二根用于生产厂测试性能(第一根合格则该批次合格,余下试棒留存(留有生产日期、包次标识),在工厂存放,存放期三年;若第一根试棒不合格,测试剩余二根,若第二根不合格则该批次产品全部报废;若第二根合格,应加试第三根,合格则判定该炉产品合格,若第三根不合格则该批次产品全部报废)。
材质检测报告存根(原始记录)保留11年。
常规灰铸铁试棒见下图:常规球墨铸铁试棒见下图:其余其余ASTM536标准(美标)试棒见下图3.1.3.2金相组织检查:球铁铸件从每包铁水的最后一型附铸金相试块或铸件本体进行检验,依次往前直到合格(或本包铁水所浇铸件检验完)为止。
(完整版)BSEN1559-1铸造-交货技术条件

英国标准BS EN 1559-1: 1997铸造——交货技术条件第1部分:一般条件欧洲标准EN1559-1: 1997已被采用为英国标准。
ICS77.140; 77150除非版权法许可,否则无BSI(英国标准协会)的批准,不得复制本文。
引言本英国标准是欧洲标准1559-1: 1997的英文版本。
英国参与标准起草的事宜委托给技术委员会ISE/NFE/9——铸造技术,该委员会有如下责任:——帮助询问者理解标准的正本内容;——向欧洲委员会呈交关于标准解释的咨询或修改意见,并及时告知英国相关部门;——监控国际和欧洲的相关发展情况,并在英国公布。
从秘书处可以获得一份该委员会的组织成员名单。
相互参照本文中提到的执行国际或欧洲标准的英国标准可以在BSI(英国标准协会)的标准目录中标有“国际标准对应索引”的部分查到,也可以通过BSI标准电子目录中的“Find”工具查找。
遵守英国标准并不意味着可以免除法定义务。
页数概要此文件由封面、封面内页、欧洲标准的标题页、2到14页、封底内页和封底组成。
该英国标准是在工程师学会的指导下编写的,在标准学会授权下出版并于1997年11月15日生效。
欧洲标准EN 1559-11997年6月ICS77.180描述词:铸造工程、合金、定义、供求关系、命名、制造、规格、测试、检验、包装、唛头、一般条件。
英文版本铸造——交货技术条件——第1部分:一般条件本标准于1997年5月2日被欧洲标准化委员会(CEN)批准通过。
CEN成员必须严格遵守CEN/CENELEC(欧洲电工标准化委员会)的内部条例,该条例规定了欧洲标准原封不动的成为国家标准的条件。
通过向秘书处或任何CEN成员申请,可获得最新的关于国家标准的列表和参考书目。
欧洲标准有3个官方版本(英语、法语、德语)。
经CEN成员翻译成其所在国语言并通告秘书处的版本和官方版本具有同等的法律效力。
CEN成员包括澳大利亚、比利时、捷克共和国、丹麦、芬兰、法国、德国、希腊、冰岛、爱尔兰、意大利、卢森堡、荷兰、挪威、葡萄牙、西班牙、瑞典、瑞士和英国。
DIN1693-2-1977非合金与低合金级别的球墨铸铁主体浇铸试件的性能.docx

UDC 669.131.7: 669.15.196: 539.4: 620.1 德国标准1977 年10 月1范围与应用本标准适用于表1规定的球墨铸铁主体浇铸试件的试样的特性,主要应用于铸造质啟大于2000kg和/或截面厚度在50mm与200mm范围内的铸件(紧密型铸件)。
如果将该标准应用到质慣较小的铸件和截面厚度较小和 /或截面厚度大于200mm的情况下,需要在签订采购合约时对铸铁的试样需要保证的特性达成协议。
对应于单铸试件,主体浇铸试件可以提供关于铸件特性的比下列范围更多的信息。
DIN 1693第1部分包含有关丁•获取单铸试样的特性的内容。
2铸铁试件的性能表1给定了主体浇铸试件需要达到的性能的标准。
任何其它要求,例如铸件特定部位的机械性能,在签订采购合约就要达成协议。
针对这样的要求,如在铸件的特定区域需具备特定的机械特性和/或技术或物理性能,需要由采购方明确的予以标示(例如在图样±)o后续页码为2至3页。
释义内容在3至4页表1铸铁试件的性能unlegiert und niedriglegiert (AD参数表W3-2铸铁等级;球墨铸铁;非合金与低合金)1968年3月可以从下列处所获得:Beuth GmbH and Carl Heymanns Verlag KG ,柏林及科恩两地。
3 [铸件]收缩因为收缩引起的尺寸改变Ift不得超过1.2%。
4取样将DIN 1605第1部分“材料测试;金属的机械测试;总则与验收”作为总的原则应用到球墨铸铁紧密型铸件的取样和测试中是合适的。
为了测试出表1规定的4)可以参见AD-Merkblatt W3-2 Gusseisenwerkstoffe; Gusseisen mit Kugelgraphit,主体浇铸试件的性能,需要按照图1规定的形状和表2规定的尺寸获得主体浇铸试件。
其它形状的试件需要协商决定。
铸件图1主体浇铸试件表2主体浇铸试件的尺寸与铸件的设计和浇铸及(铁水)补料系统相关的一些因素限制了提供主体浇铸试件的可行性。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
欧盟标准 EN 1559-3:1997具有德国标准的同等效力国家版前言本标准由欧盟标准委员会(CEN)“铸造”技术工作组190(秘书处:德国)制订。
负责的标准化工作组是德国标准化协会铸造技术标准委员会(GINA)“一般供货技术条件”工作组GINA-AA5。
德国标准化协会-铸造标准委员会(GINA)欧盟标准 EN 1559-31997年6月关键词:铸造技术,铸铁,铸件,概念,中间用户和生产厂的关系,标注,生产制造,要求,检验,管理,包装,标记德语版铸造供货技术条件第三部分:对铸件的附加技术要求本欧盟标准于1997年5月2日通过了欧盟标准化委员会(CEN)的审批。
欧盟标准化委员会(CEN)成员国承诺,遵守欧洲标准化委员会和欧洲电工标准化委员会(CEN/CENELEC)工作条例中规定的一切条件,对本欧盟标准不进行任何修改的作为国家版标准予以采用。
这些国家标准最新状态的清单及其目录可以从中央秘书处或每个CEN成员那里索取。
本欧盟标准有三种官方版本(德文版、英文版、法文版)。
由欧盟成员国自行负责将欧盟标准翻译成本国语言并通知欧盟标准化委员会中心秘书处,这些版本的标准与欧盟官方公布的标准具有同等的效力。
欧盟标准化委员会成员国是指以下国家的国家标准化委员会:比利时、丹麦、德国、芬兰、法国、希腊、爱尔兰、冰岛、意大利、卢森堡、荷兰、挪威、奥地利、葡萄牙、瑞典、瑞士、西班牙、捷克和英国。
CEN欧盟标准化委员会前言 3 引言 4 1 适用范围 42 标准的引用说明 43 概念4 4由用户提供的信息 44.1 有约束力的信息 4 4.2 自由选择的信息 4 4.3 图纸、模型和模具 4 4.4 有关质量(重量)的信息 4 4.5预制的样件 4 4.6首批样件 4 5标记 4 6制造 5 6.1制造方式 5 6.2焊接 5 7 要求 57.1 概述 5 7.2 材料 5 7.3 铸件 5 8材料检验特征的确定及证书 5 8.1概述 5 8.2检验 5 8.3检测批次的取样 5 8.4试件 5 8.5检验方法 5 8.6无效检验 5 8.7复验 5 8.8分类和返修 5 9标记 5 10包装和表面防护处理 5 11质量投诉 5附录A(参考性) 参考文献 5前言本标准由欧盟标准委员会“铸造”技术协会(CEN/TC190)制订,秘书处是德国。
根据标准委员会工作安排,“铸造”技术协会(CEN/TC190)与“铸造标记和特殊供货技术条件”工作组(CEN/TC190/WG1.11)一起完成了下列标准的制定:EN 1559-3: 铸造 :供货技术条件,第三部分:对铸件的附加要求;该标准是是欧盟铸件供货技术条件系列标准中的一个。
该系列还包括以下其个标准: EN1559-1: 铸造——供货技术条件, 第一部分:概述;prEN 1559-2 : 铸造 ——供货技术条件, 第二部分:对铸铁件的附加技术要求; prEN 1559-4 : 铸造——供货技术条件, 第四部分:对铝合金铸件的附加技术要求; EN 1559-5: 铸造——供货技术条件,第五部分:对镁合金铸件的附加技术要求; prEN 1559-6: 铸造 ——供货技术条件, 第六部分:对锌合金铸件的附加技术要求;本欧盟标准和国家标准具有同等的效力。
可通过颁布一个相同的标准文本,也可通过在1997年12月前对本欧盟标准宣布认可,并在1997年12月前撤销与之相抵触的国家标准。
根据欧洲标准化委员会和欧洲电工标准化委员会(CEN/CENELEC)的工作条例,下国家的国家标准委员可采纳本标准。
这些国家分别是:比利时、丹麦、德国、芬兰、法国、希腊、爱尔兰、冰岛、意大利、卢森堡、荷兰、挪威、奥地利、葡萄牙、瑞典、瑞士、西班牙、捷克和英国。
引言欧盟标准委员会“铸造”技术协会(CEN/TC190)制订了一系列有关铸造材料的标准,如:片状石墨铸铁、可锻铸铁、贝氏体铸铁等。
为了帮助供需双方正确签约,不产生误解,欧盟标准委员会同意制订铸造系列标准的供货技术条件,并将其分为单独标准予以制定。
本标准规定了铸造材料的附加供货技术条件,如选择性信息,制造方法、可焊性、对铸件表面的特殊要求、检验方法等。
本标准不能单独作为铸铁件的供货技术规范使用,只能作为对EN 1559标准的补充说明。
本标准中标有(●)的章节表示必须满足EN1559-1章节规定的要求。
1适用范围本标准适应于用砂型、金属型或按离心铸造、连续铸造、精密铸造方法生产的所有铸造材料的铸件。
本标准规定了所有铸造材料铸件的附加供货技术条件。
本标准不适应于由单独的欧盟标准制造的铁制品,如:EN 545、EN598、prEN877-1、prEN877-2、和EN969 标准中规定的管道用管子、配件及附件。
2引用性标准本标准引用了各种注明了出版日期和未注明出版日期标准性引用文件。
对于注明版本日期的引用,如果以后进行了更改或修订,只有在这些更改或修订被补入本标准的情况下,它们才属于本欧洲标准。
对于未标注日期的引用资料,则以相关出版物的最新版本为准。
EN545: 给水管道用球墨铸铁钢管、配件、附件及其接头——技术要求及试验方法;DN 598: 排水管道用球墨铸铁钢管、配件、附件及其接头——技术要求及试验方法;prEN877-1:建筑物排水系统用铸铁管、配件、接头及附件——第1部分:技术要求;prEN877-2:建筑物排水系统用铸铁管、配件、接头及附件——第2部分:检验及质量控制;EN969: 煤气管道用球墨铸铁钢管、配件、附件及其接头——技术要求及试验方法;EN1559-1:铸造供货技术条件——第1部分:概述;EN1560:铸造标记体系——材料牌号和材料代号;备注:在编制本标准时引用的并在相应位置用文字予以说明的参考性引用文件,参见附件A。
3 ● 定义除EN 1559-1规定的定义外,还需参见相关材料标准。
4由用户提供的信息4.1●有约束力的信息4.2可选择信息如果需要,在询价及订货时还应包括以下提到的信息:a) 铸件毛坯的状态:备注:可锻铸铁或贝氏体铸铁的热处理与铸件的材料有关,应由制造厂选择,以达到预期的机械性能。
b)特殊或附加的热处理,如果需要(附带热处理条件);c) 无应力退火,需由供需双方在订货时达成协议;d) 铸件涂漆、热镀锌还是电镀;e) 生产过程中的机械加工和最终热处理的顺序(适应于贝氏体材料的铸件);f) 检验批次的构成(如果材料标准中没有对此做出规定,可按8.3.1节执行).4.3 ●图纸、模型和模具4.4 ●有关质量(重量)的信息4.5 ●非批量方式生产的样件4.6 ● 首批样件5铸铁材料的标记铸铁材料的标记应符合EN 1560的规定。
备注: EN1561、EN1562、EN1563、EN1564分别对铸铁材料的标记做了规定。
6 生产制造6.1 ● 制造工艺6.2焊接6.2.1 ●概述6.2.2 ●加工性焊接只有在供需双方签订正式协议后方可进行加工性焊接。
根据供需双方的协议,制造厂可以实施一般的或某一规模的加工性焊接而无须征得买方的同意,或在特殊情况下买方向用户要求的加工性焊接。
只有在供需双方签订正式协议后方可进行连接性焊接。
备注:EN1562指出了可焊接的种类: EN-GJMW-360-12(EN-JM1020)。
7 要求7.1 ●一般要求7.2 对材料的要求7.2.1●化学成分7.2.2●机械性能7.2.3●其它性能7.3对铸件的要求7.3.1●化学成分7.3.2 ●机械性能7.3.3 ●无损探伤检验如果合同中未做出其它规定,那么,无损探伤检验执行EN1559-1标准。
备注:因为铸件的无损探伤检验更优于其它检验方法,因此,从技术和经济观点考虑,供需双方应在协议前达成协议。
7.3.4●铸件的特征7.3.5 ● 铸件的质量(重量)7.3.6 ●对铸件特征的其它要求最迟应在订单下达前对微观组织的检验、结果的测定及其它要求的确定达协议。
8有关检验特征及材质检验证书的确定8.1 ●概述8.2●检验也可按相关材料标准规定的要求进行检验。
8.3 检验单元8.3.1 ● 检验单元的构成8.3.2 ● 检验单元的大小也可按相关材料标准的规定。
8.3.3 ● 检验频次也可按相关材料标准的规定。
8.4 ●样件也可按相关材料标准的规定。
8.5 ●检验方法也可按相关材料标准的规定。
8.6● 检验的无效性8.7 ●复查8.8 ●分选和返修9 ● 标记10 ●包装和表面防护11 ●拒收附录A(非强制性信息)参考文献在编制本标准时引用了以下参考性文献,这些参考性引用文献被引文在相应位置并用文字加以说明,这些文献是:EN 1561:铸造——片状石墨铸铁;EN1562:铸造——可锻铸铁;EN1563:铸造——球状石墨铸铁;EN1564:铸造——贝氏体铸铁;文件名: DINEN1559-3:1997铸件附加供货条件.doc 目录: F:\上传百度模板: C:\Documents and Settings\wangjp\Application Data\Microsoft\Templates\标准译文格式(外委).dot标题: 潍坊柴油机厂技术文件主题:作者: wangjp关键词:备注:创建日期: 2015-4-6 9:25:00修订号: 3上次保存日期: 2015-4-6 9:25:00上次保存者: YYS编辑时间总计: 0 分钟上次打印时间: 2015-4-7 7:33:00打印最终结果页数: 6字数: 737 (约)字符数: 4,204 (约)。