设备故障维修典型案例(一)
TK6916J重型数控镗铣床故障维修案例
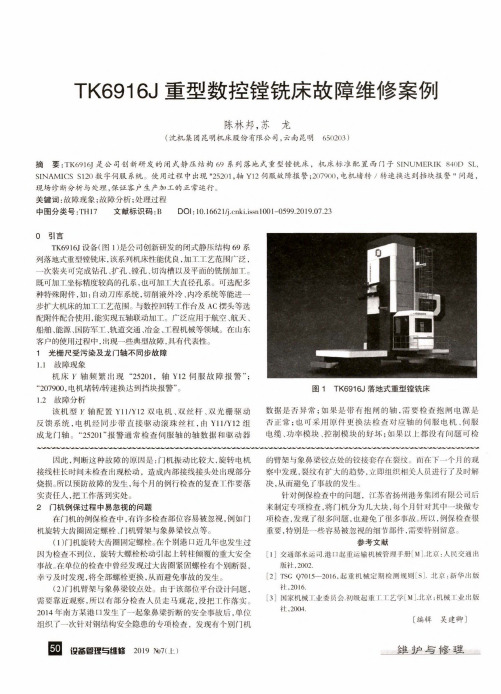
TK6916J重型数控镇铳床故障维修案例陈林邦,苏龙(沈机集团昆明机床股份有限公司,云南昆明650203)摘要:TK6916J是公司创新研发的闭式静压结构69系列落地式重型钱铳床,机床标准配置西门子SINUMERIK840D SL, SINAMICS S120数字伺服系统。
使用过程中出现"25201,轴Y12伺服故障报警;207900,电机堵转/转速换达到档块报警"问题,现场诊断分析与处理,保证客户生产加工的正常运行。
关键词:故障现象;故障分析;处理过程中图分类号:TH17文献标识码:B DO I:10.16621/ki.issn1001-0599.2019.07.230引言TK6916J设备(图1)是公司创新研发的闭式静压结构69系列落地式重型锥铳床,该系列机床性能优良.加工工艺范围广泛,一次装夹可完成钻孔、扩孔、镇孔、切沟槽以及平面的铳削加工。
既可加工坐标精度较高的孔系,也可加工大直径孔系。
可选配多种特殊附件.如:自动刀库系统,切削液外冷、内冷系统等能进一步扩大机床的加工工艺范围。
与数控回转工作台及AC摆头等选配附件配合使用,能实现五轴联动加工。
广泛应用于航空、航天、船舶、能源、国防军工、轨道交通、冶金、工程机械等领域。
在山东客户的使用过程中.出现一些典型故障,具有代表性。
1光栅尺受污染及龙门轴不同步故障1.1故障现象机床丫轴频繁出现“25201,轴Y12伺服故障报警”;“207900,电机堵转/转速换达到挡块报警”。
1.2故障分析该机型『轴配置Y11/Y12双电机、双丝杆、双光栅驱动反馈系统,电机经同步带直接驱动滚珠丝杠,由Y11/Y12组成龙门轴。
“25201”报警通常检查伺服轴的轴数据和驱动器因此,判断这种故障的原因是:门机振动比较大.旋转电机接线柱长时间未检查出现松动,造成内部接线接头处出现部分烧损。
所以预防故障的发生,每个月的例行检查的复查T.作要落实责任人,把工作落到实处。
设备维修经典案例分析

唐山分公司一厂设备部设备管理典型案例一、案例正文和案例分析1.一线篦冷机液压管路改造:原篦冷机液压管路使用已到寿命,经常发生液压主管路焊口裂缝漏油现象,2013年累计漏油3.5吨以上,停窑次数达到5次以上,增加较多油耗损失并严重影响窑运转率利用2013年底大修期间,进行一线篦冷机整体管路改造,将主管路改到风室外部,出现问题不用停机条件下可在外面操作修复,同时可避免二次污染;液压缸各支管路增加阀门,可快速有效排查工作异常液压缸;液压管路整体布局重新敷设,减少弯头数量,降低压力损失;泵站出口管路改为高压软管,较少液压冲击引起的振动。
为了进一步避免一二线篦冷机液压油管坏后造成油箱大量跑油。
将一二线篦冷机油箱液位控制改为模拟量带数显液位计,中控室上位画面添加液位显示,液位曲线与液位报警报警。
原来为液位继电器控制,低位报警与低位停车相差100mm,高位报警与停车值相差450mm。
改完后油位显示809mm。
将高位报警设为815mm,低位报警设为790mm ,低位停车设为780mm,延时5秒停篦床改造后液位控制更加精确,液压油管漏油后跑油量由原来的10cm,变为2cm,每次减少跑油量300公斤。
改造后运转良好,未出现漏油现象,管路整体振动较原先有明显好转。
2.二线水泥A磨1#选粉机变频器改造:电机型号TIM-FCKTW-FW-6 380V 90KW该电机型号老,水电阻调速落后,不节能启动有冲击,且滑环碳刷维护量大价格高。
测速机故障较频繁,调速范围小,调速精度差调速不平滑。
调节范围有限选粉细度对水泥质量有影响,更换变频器型号AB-ACS800。
改造后效果:1、电耗大幅度下降,原电机额定电流为180A,现改造后电机实际运行电流平均为50A左右,电能利用率大幅提高。
2、设备运行状况大为改善,调速精度提高,平滑调速运转,设备启动冲击减小。
3、水泥细度调节更加有效,更大范围内调节细度,有利于水泥生产质量。
该风机原每小时耗电量为90KW\H,项目建成后每小时可节电约30 KW\H,按年运转率为73%计算可节电:平均电价为0.5元计, 每年可节省9万元。
设备故障案例

设备故障案例在工业生产中,设备故障是一个常见的问题,它不仅会导致生产线停滞,还会给企业带来严重的经济损失。
因此,及时解决设备故障是非常重要的。
下面,我将以一起设备故障案例为例,详细介绍故障原因和解决方法。
这起案例发生在某家汽车零部件制造厂。
他们的冲压设备在生产过程中突然出现了故障,导致生产线停止运转。
经过排查,发现故障原因是设备的液压系统出现了异常。
首先,我们来分析一下故障原因。
经过维修人员的检查发现,液压系统中的油温异常升高,导致液压泵工作不正常。
经过进一步检查,发现是液压系统中的冷却器故障导致的油温升高。
冷却器长时间工作导致散热不良,最终导致液压系统故障。
为了解决这一问题,维修人员首先对冷却器进行了彻底清洗,并更换了冷却水。
同时,他们还对液压系统进行了全面检查,确保没有其他故障隐患。
经过这些措施,设备最终恢复正常运转,生产线也得以重新启动。
通过这起案例,我们可以得出以下几点启示:首先,设备故障往往并非突如其来,而是有一定的前兆。
因此,企业在日常生产中应该加强设备的监测和维护工作,及时发现潜在故障隐患,并进行预防性维护。
其次,对于设备故障,需要进行系统性的分析和排查,不能只看到表面现象,而忽视了潜在的根本问题。
只有找到问题的根源,才能采取有效的措施进行修复。
最后,设备故障的解决需要维修人员具备丰富的经验和专业知识。
因此,企业需要加强对维修人员的培训和技能提升,确保他们能够及时、准确地解决设备故障。
总之,设备故障是生产中不可避免的问题,但只要企业能够加强设备维护和管理,加强人员培训,及时发现并解决设备故障,就能够最大限度地减少故障对生产带来的影响,保证生产线的稳定运行。
希望这个案例能够对大家有所启发,谢谢!。
第三节 FAS系统设备典型故障处理案例

第三节 FAS系统设备典型故障处理案例(一)探测器报火警及故障故障现象、情况描述处理建议特别说明(需要注意事项等)情况一:工作站弹出探测器火警信息情况二:工作站弹出探测器故障信息1)对FAS主机进行复位操作2)对探测器进行更换探测器正常情况下在工作站当中显示为绿色,发生故障时显示黄色,发生火警时显示红色。
处理流程如下:1)按下下图红色框内的按键,对FAS主机进行复位操作。
旧线FAS主机新线FAS主机2)逆时针旋转拧开探测器,对探测器进行更换。
探测器(二)防火卷帘误下降。
故障现象、情况描述处理建议特别说明(需要注意事项等)情况一:自带探测器的防火卷帘误下降情况二:非自带探测器的防火卷帘误下降情况一:1)拆卸探测器2)手动上升防火卷帘3)对探测器进行更换情况二:1)对FAS主机进行复位操作2)手动上升防火卷帘自带探测器是指该防火卷帘旁边的探测器直接接入卷帘控制箱,没有接入地铁FAS系统回路中。
处理流程如下:情况一:自带探测器的防火卷帘1)确认FAS工作站报警信息报警信息图页2)现场人员需借助人字梯手动逆时针旋转拆开探测器(期间注意客控)。
探测器3)撕开防火卷帘旁边控制盒封条,用钥匙打开手动控制盒,按住上升按钮使卷帘上升防火卷帘手动控制盒手动控制盒“上升”按钮4) 顺时针旋转更换新探测器(期间注意客控)。
探测器情况二:非自带探测器的防火卷帘1)确认FAS工作站报警信息。
报警信息图页2)按下下图红色框内的按键,对FAS主机进行复位操作。
旧线FAS主机新线FAS主机3)现场人员撕开封条,用钥匙打开手动控制盒,用钥匙打开手动控制盒,按住上升按钮使卷帘上升。
防火卷帘手动控制盒卷帘控制盒“上升”按钮4)如探测器继续报警,则对该探测器进行更换探测器。
机械行业典型事故案例分析 (1)综述

机械行业典型事故案例分析尽管国家和企业对安全工作非常重视,但每年还是有成百上千的机械事故不断发生。
原因虽然是多方面的,但一些操作人员的安全意识薄弱却是事故发生的根本原因。
要想降低机械事故的发生率,提高大家的安全意识是非常重要的,下面我们引用了一些事故案例,希望大家看后,对事故发生的原因能有一个更深的认识;能吸取这些事故案例的经验教训;得到一些有用的启示,真正把安全放在我们一切工作的首位。
一、装置失效酿苦果,违章作业是祸根。
违章作业是安全生产的大敌,十起事故,九起违章。
在实际操作中,有的人为图一时方便,擅自拆除了自以为有碍作业的安全装置;更有一些职工,工作起来,就把“安全”二字忘得干干净净。
下面这两个案例就是违章作业造成安全装置失效而引发的事故。
(案例一)2001年5月18日,四川广元某木器厂木工李某用平板刨床加工木板,木板尺寸为300X25X3800毫米,李某进行推送,另有一人接拉木板。
在快刨到木板端头时,遇到节疤,木板抖动,李某疏忽,因这台刨床的刨刀没有安全防护装置,右手脱离木板而直接按到了刨刀上,瞬间李某的四个手指被刨掉。
在一年前,就为了解决无安全防护装置这一隐患,专门购置了一套防护装置,但装上用了一段时间后,操作人员嫌麻烦,就给拆除了,结果不久就发生了事故。
(案例二)2000年10月13日,某纺织厂职工朱某与同事一起操作滚筒烘干机进行烘干作业。
5时40分朱某在向烘干机放料时,被旋转的联轴节挂住裤脚口摔倒在地。
待旁边的同事听到呼救声后,马上关闭电源,使设备停转,才使朱某脱险。
但朱某腿部已严重擦伤。
引起该事故的主要原因就是烘干机马达和传动装置的防护罩在上一班检修作业后没有及时罩上而引起的。
以上两个事故都是由人的不安全行为违章作业,机械的不安全状态失去了应有的安全防护装置和安全管理不到位等因素共同作用造成的。
安全意识低是造成伤害事故的思想根源,我们一定要牢记:所有的安全装置都是为了保护操作者生命安全和健康而设置的。
典型的几例高精端数控设备故障解析
典型的几例高精端数控设备故障解析摘要:随着中国工业的迅速崛起,大量的各种各样的数控设备四面八方涌入,多种国内外的数控系统,比如日本的FANUC系统,德国的SIEMENS和HEIDENHAIN系统以及英国的FAGOR系统等等,还有国产数控系统比如华中数控、广州数控以及最近几年比较火的大连科德系统,设备的类型也有很多,数控磨床,数控铣床,数控加工中心、数控车铣复合,数控激光切割机以及特种工艺加工设备越来越多样化。
关键词:数控;系统;加工中心引言:近年来,公司的高精端设备越来越多,特别是一些进口设备,安全性好,精度高,目前公司拥有数控设备581台,包括机加设备,特种工艺加工设备、真空设备等等,种类繁多,1000万以上设备16台; 500-1000万44台; 300-500万33台; 100-300万167台,其中数控高速拉、WFL车铣复合加工中心、DMG160、SIP数控镗等等,系统主要以SIEMENS、FANUC、HEIDANHAIN 530 、640为主,特别是高精端设备,虽然稳定性好,但一旦出现故障,牵扯到的故障因素点将会比较多,处理起来相对比较复杂。
正文本文中所讲述的都是设备运用当中的几个典型的案例,不管是什么因素导致的报警,对设备来说都是致命的,设备的安全性比较高,在报警的情况下是不允许有任何动作的,只有在完全排除故障以后才能投入生产,在判断故障时应当勤思考,多分析,抓着一个主线,顺着思路排下去,特别是报警故障多的时候,看似复杂,但大多时候,通常只会有一个故障点,越复杂的设备越是这样,抓住一个线索走到底就可以,不必想得太复杂。
案例一:WFL车铣复合加工中心M40撞刀技术攻关1.设备描述:M40数控设备是奥地利进口的一台车铣复合加工中心,全球领先的WFL公司机床生产商,WFL公司作为车铣技术的发明者,全世界最大也是唯一的只生产车铣机床的专业生产厂家,在加工精度高,形状复杂的工件方面尤为凸显,是世界上型号最全,覆盖面最大的多功能车铣复合加工中心,该设备价值1399.16万。
检修事故案例
检修事故案例
在工业生产中,设备的正常运转是保障生产效率和安全的重要保障。
然而,由于设备长时间运转或者人为操作不当等原因,设备出现故障的情况时有发生。
今天我们就来讨论一起检修事故案例,以及对应的处理方法和预防措施。
某工厂的生产线上,一台重要设备突然发生了故障,导致生产线停工,给生产计划带来了严重影响。
经过检查,发现故障是由于设备的零部件损坏所致。
这是一个典型的检修事故案例,下面我们来分析一下这次事故的原因和处理方法。
首先,造成设备零部件损坏的原因主要有两点,一是设备长时间运转,导致零部件磨损严重;二是设备操作人员在日常操作中没有及时发现零部件的异常情况,导致问题得不到及时处理。
针对这两点原因,我们可以采取以下预防措施,一是定期对设备进行全面检修,及时更换磨损严重的零部件;二是加强设备操作人员的培训,提高他们对设备异常情况的识别能力,及时发现并处理问题。
其次,针对这次检修事故,我们需要采取以下处理方法,一是立即停止设备运转,确保安全生产;二是通知专业维修人员进行检修维护,排除故障;三是对设备进行全面检查,找出其他潜在的故障隐患,进行及时处理。
通过这次检修事故案例的分析,我们可以得出以下结论,一是设备的定期检修维护至关重要,可以有效预防类似事故的发生;二是设备操作人员的培训和管理同样重要,他们的责任是及时发现并处理设备异常情况,保障生产安全和效率。
综上所述,检修事故虽然不可避免,但是我们可以通过加强设备维护和操作人员培训,来有效预防和处理此类事故。
只有保持设备的良好状态和操作人员的高度警惕,才能确保生产的顺利进行,为企业创造更大的价值。
希望大家能引以为戒,共同努力,为工业生产的安全和稳定做出贡献。
变电设备典型事故案例

案例1:安全措施不到位盲目作业烧设备——造成设备故障、人身事故苗子一、故障概况X年X月X日,某变电所值班员在2#交流盘清扫设备,当用毛刷清扫2#交流盘11#备用空气开关的电源侧时,毛刷的金属部分与空气开关的电源接线端子相碰,造成设备短路,导致2#交流盘11#空气开关烧坏,盘面烧坏,直流盘交流失压,所用变停电4小时28分。
二、原因及教训1、值班员安全意识差,作业中使用的工具未采取绝缘措施。
2、值班员违反安全工作规程,在二次回路清扫灰尘时,无安全监护人,单独作业。
案例2:错停馈线、误挂封线——造成人身事故苗子一、故障概况X年X月X日某变电所值班员接电调倒闸作业命令对212开关进行停电倒闸作业,在倒闸过程中值班员与助理值班员错停馈线,误将4号馈线214开关断开,但在外出挂接地封线时仍将封线挂到212开关馈出线上,造成212开关距离Ⅰ、Ⅱ段动作,严重危及人身安全。
二、原因及教训1、值班员与助理值班人员对倒闸作业命令不清楚,倒作业时,确认停电回路,将2#馈线错停为4#馈线。
2、验电接地程序错误,未验电而直接将地线挂接在带电侧。
案例3:盲目接取电源、造成开关误动——造成事故苗子一、故障概况X年X月X日,检修车间在某变电所进行春检作业,因误解2YH端子箱开关在分位,在测试避雷器取电源时,造成2YH二次侧失压,引起2#进线失压保护动作,致使102、202A、202B、1021开关动作断开,造成全所失压三分钟。
二、原因及教训未仔细确认设备状况,盲目接取电源,人为造成开关误动。
案例4:放电操作不当误碰带电设备短路产生电弧烧伤操作人员――造成人身事故苗子一、故障概况X年X月X日某变电所在进行201A、201B断路器小车小修作业时,将201A、201B拉至实验位后,对201B流互进行放电时,因地线绝缘杆碰到带电的静触头上而产生电弧将助理值班员的脸部烧伤,同时造成201A、201B跳闸。
二、原因及教训1、小修作业时未将201B断路器小车拉至检修位,也未放置绝缘挡板而直接对流互进行放电。
设备维保的故障排除与维修

故障预测
02
根据监测数据和历史维修记录,运用数据分析技术,预测设备
可能发生的故障。
主动维修
03
在故障发生前,主动进行维修和更换部件,避免设备停机和维
护延误。
04
设备维修人员要求
技能要求
专业知识
具备电子、机械、液压等相关基础知识,熟悉设备工作原理和常 见故障类型。
实操能力
具备丰富的实际操作经验,能够熟练运用各种维修工具和检测设备 。
应急维修制度
建立快速响应机制,对突发故障进行及时处理,确保 设备尽快恢复正常运行。
维修人员培训制度
定期对维修人员进行技术培训和安全培训,提高维修 技能和安全意识。
维修资源管理
1 2
备件库存管理
合理储备常用备件,确保备件充足且不浪费。
维修工具管理
确保维修工具齐全且完好,方便维修人员快速进 行故障排除。
维修措施
加强电梯悬挂系统的日常检查和维护,确保安全可靠。
案例三:空调系统故障排除与维修
故障描述
空调系统无法制冷,出 风口温度高。
故障排除
检查制冷剂压力、冷凝 器散热和压缩机等部件 ,发现制冷剂泄漏,修 复后恢复正常。
维修措施
定期对空调系统进行维 护保养,检查制冷剂、 冷凝器、压缩机等关键 部件,确保正常运行。
3
维修资料管理
整理、归类设备维修相关资料,便于维修人员查 阅和学习。
维修效果评估
维修效率评估
统计维修人员的工作效率,评估维修过程是 否存在改进空间。
故障率评估
分析设备故障率,评估维修制度的实施效果 。
设备性能评估
定期检查设备性能,确保设备运行稳定且达 到预期效果。
06
典型设备故障及事故案例
典型设备故障及事故案例机电保全部二〇一四年十月前言为帮助装备人员进一步了解设备特性,掌握设备运行规律,及时发现并解决设备隐患,减少设备故障及事故的发生。
机电保全部对近几年发生的设备故障和事故进行了分类汇总,力求通过典型故障和事故案例,使管理人员直观的了解故障现象,发生原因,防范措施,从而掌握对同类型故障的预防和处理能力。
也希望通过这些案例起到警示作用,强化各级管理人员的工作责任心,提高履职能力。
目录1、皮带机胶带撕(断)裂1.1 兴业海螺1004皮带机胶带撕裂 6 1.2 重庆海螺1#石灰石皮带接头断裂8 1.3 荻港海螺三期石灰石长皮带撕裂11 1.4 石门海螺1005长皮带撕裂13 1.5弋阳海螺2202矿山皮带撕裂151.6 益阳海螺矿山1#长皮带撕裂172、胶带斗提胶带断裂2.1 芜湖海螺3428胶带斗提胶带断裂192.2 枞阳海螺3428胶带斗提胶带断裂203、回转窑轮带开裂3.1荻港海螺3#窑二档轮带开裂223.2枞阳海螺4#窑二档轮带开裂234、回转窑托轮瓦高温4.1白马山水泥厂2#窑8#托轮瓦高温24 4.2英德海螺B线窑3-3托轮瓦高温26 4.3 武冈云峰3-2托轮高温284.4 贵定海螺2#窑2-3托轮瓦高温305、回转窑筒体开裂5.1分宜海螺1#窑筒体30.4米开裂326、回转窑液压挡轮损坏6.1双峰海螺2516液压挡轮损坏34 6.2中国厂2#窑液压挡轮损坏35 6.3英德海螺A线窑液压挡轮损坏367、大型风机轴承损坏7.1平凉海螺1327风机轴承损坏387.2宏熙公司原料磨循环风机轴承损坏408、中、大型减速机损坏8.1 兴安海螺2428入窑斗提减速机损坏42 8.2 安龙公司一线原料磨减速机损坏44 8.3 凌云公司一线原料磨减速机损坏468.4 分宜公司一线原料磨减速机损坏489、熟料拉链机脱轨9.1 英德海螺熟料拉链机脱轨49 9.2 贵阳海螺熟料拉链机脱轨519.3 江华海螺熟料拉链机脱轨5210、余热发电汽轮机组10.1英德海螺余热发电2#汽轮机组飞车5410.2分宜海螺余热发电机组设备6011、总降类11.1池州海螺总降联络隔离柜故障63 11.2枞阳海螺110kV总降变电站GIS故障66 11.3枞阳海螺FSR高速开关柜爆炸71 11.4广元海螺总降GIS断路器故障跳闸77 11.5龙陵海螺总降进线柜短路79 11.6双峰海螺总降FSR柜故障82 11.7芜湖型材公司总降母排螺栓松动8711.8荻港海螺总降电容柜拉弧9012、高压开关柜类12.1荻港海螺高压开关柜操作中发生拉弧9412.2宁国厂高压开关柜损坏98 12.3建德海螺35kV主变开关柜损坏102 12.4宁国水泥厂带电拉闸104 12.5石门海螺52G高压柜小车触头烧毁107 12.6铜陵海螺高压柜拉弧110 12.7铜陵海螺总降AB水泥磨6kV电源柜短路113 12.8小动物导致发电52S开关柜短路118 12.9英德余热发电出口52G柜烧毁120 12.10荻港海螺高压柜拉弧12412.11枞阳海螺余热发电并网柜拉弧着火12713、高压电缆类13.1怀宁海螺余热发电主电缆短路130 13.2建德海螺余热发电6KV高压母联电缆短路13413.3芜湖海螺总降至窑头进线电缆短路13614、高压电机类14.1池州海螺高压电机接线松动140 14.2荻港海螺频繁启动导致高压电机烧毁142 14.3宁国水泥厂违反操作规程导致电机轴瓦损伤144 14.4弋阳海螺高压电机轴瓦损坏1461.1 兴业海螺1004皮带机胶带撕裂一、事情经过2010年7月10日22:16分,矿山分厂1004皮带机出现速度开关报警跳停。
设备维保的优秀实践和典型案例

VS
详细描述
机械制造企业的设备种类多、技术复杂, 其设备维保需要专业的技术支持。通过建 立专业的维保团队,对各类加工设备、生 产线设备等进行定期维护和保养,确保设 备的精度和稳定性。同时,建立快速响应 机制,对突发故障进行及时处理,减少设 备停机时间,提高生产效率。
案例五:食品加工企业的设备维保
远程维保
总结词
远程维保是指利用互联网和远程通信技术,实现设备远程监测、诊断和修复,无 需现场维护。
详细描述
远程维保通过远程通信技术,将设备的运行数据传输到远程服务中心,由专业人 员进行监测、诊断和修复。这种维保方式可以减少现场维护的时间和成本,提高 设备维护的灵活性和响应速度。
05
结论
设备维保对企业的重要性
详细描述
电力企业的设备运行涉及到电网的安全稳定,其设备维保的首要原则是安全第一。通过 制定完善的维保计划,对发电、输电、变电等各类设备进行定期检查、维修和保养,确 保设备的可靠性和稳定性。同时,加强设备的预防性维护,及时发现并处理潜在故障,
防止设备损坏导致电网事故。
案例四:机械制造企业的设备维保
总结词
01
02
03
提高设备运行效率
定期的设备维保可以确保 设备正常运行,减少故障 停机时间,提高整体运行 效率。
延长设备使用寿命
通过合理的维保措施,可 以有效延长设备使用寿命 ,降低企业更换设备的成 本。
保障生产安全
设备故障可能导致生产事 故,有效的维保可以降低 事故风险,保障员工和企 业的安全。
实施有效的设备维保策略
设备维保的优秀实践和典型案例
contents
目录
• 设备维保的重要性 • 设备维保的优秀实践 • 设备维保的典型案例 • 设备维保的未来趋势 • 结论
设备维修 案例分析

唐山分公司一厂设备部设备管理典型案例一、案例正文和案例分析1.一线篦冷机液压管路改造:原篦冷机液压管路使用已到寿命,经常发生液压主管路焊口裂缝漏油现象,2013年累计漏油吨以上,停窑次数达到5次以上,增加较多油耗损失并严重影响窑运转率利用2013年底大修期间,进行一线篦冷机整体管路改造,将主管路改到风室外部,出现问题不用停机条件下可在外面操作修复,同时可避免二次污染;液压缸各支管路增加阀门,可快速有效排查工作异常液压缸;液压管路整体布局重新敷设,减少弯头数量,降低压力损失;泵站出口管路改为高压软管,较少液压冲击引起的振动。
为了进一步避免一二线篦冷机液压油管坏后造成油箱大量跑油。
将一二线篦冷机油箱液位控制改为模拟量带数显液位计,中控室上位画面添加液位显示,液位曲线与液位报警报警。
原来为液位继电器控制,低位报警与低位停车相差100mm,高位报警与停车值相差450mm。
改完后油位显示809mm。
将高位报警设为815mm,低位报警设为790mm ,低位停车设为780mm,延时5秒停篦床改造后液位控制更加精确,液压油管漏油后跑油量由原来的10cm,变为2cm,每次减少跑油量300公斤。
改造后运转良好,未出现漏油现象,管路整体振动较原先有明显好转。
2.二线水泥A磨1#选粉机变频器改造:电机型号TIM-FCKTW-FW-6 380V 90KW该电机型号老,水电阻调速落后,不节能启动有冲击,且滑环碳刷维护量大价格高。
测速机故障较频繁,调速范围小,调速精度差调速不平滑。
调节范围有限选粉细度对水泥质量有影响,更换变频器型号AB-ACS800。
改造后效果:1、电耗大幅度下降,原电机额定电流为180A,现改造后电机实际运行电流平均为50A左右,电能利用率大幅提高。
2、设备运行状况大为改善,调速精度提高,平滑调速运转,设备启动冲击减小。
3、水泥细度调节更加有效,更大范围内调节细度,有利于水泥生产质量。
该风机原每小时耗电量为90KW\H,项目建成后每小时可节电约 30 KW\H,按年运转率为73%计算可节电:平均电价为元计, 每年可节省9万元。
BMW实际维修典型案例(5篇模版)
BMW实际维修典型案例(5篇模版)第一篇:BMW实际维修典型案例BMW实际维修典型案例车型:宝马Z4公里数:36841故障元件:空调暖水箱车架号:E374690发动机: N54故障现象描述:1:空调有异味,气味像烧线.2:出风口冒白烟。
3:先关了空调,着车几分钟,然后突然开大风空调,出风口就会冒白烟一会,同时带有好浓烧焦味。
诊断过程:一:测试,无相关故障码.1:换冷气风格或拆除冷气风格试一样。
故障未排除 2:用宝马专用除空调异味药水除异味结果一样:3:初步以为是鼓风机线圈局部烧坏.拆出空调鼓风机检查未发现异常。
4:没办法只好抬出仪表检查也没有发现有烧线。
见图:5:最后解体蒸发箱才发现热交换器漏水,蓝色的冷冻液沾在热交换器表面。
可闻到整个蒸发箱都有好好浓烧焦味。
如下图:二:解决方案:抬出蒸发箱更换热交换器。
三:案例分析:由于热交换器漏水,冷冻液沾在热交换器表面,并由热交换器发热蒸发冷冻液,生成水蒸气从而冒白烟,冷冻液烧出来的异味就像烧焦味。
四:故障解决:把热交换器更换后,安装好进行试车,发现故障消失。
第二篇:典型维修案例分析典型维修案例分析——滚动轴承失效滚动轴承是机械设备中最常见的零部件,其性能与工况的好坏直接影响到与之相联的转轴以及安装在转轴上的齿轮乃至整个机器设备的性能。
据统计,在使用轴承的旋转机械中,大约有30%的故障都是由于轴承引起的。
因此,研究滚动轴承的失效机理,提出相应的预防和维护措施,对于降低设备的维修费用,延长设备维修周期,提高经济效益,保证设备的长期安全稳定运行,均有现实的意义。
一、滚动轴承的失效形式1.疲劳失效滚动轴承在接触应力的作用下,通过多次应力循环后,在套圈或滚动体工作表面的局部区域产生小片或小块金属剥落,形成麻点或凹坑,从而引起振动,噪声增大,磨损加剧,导致不能正常工作的现象称为接触疲劳失效,是滚动轴承失效的主要形式。
由于材质、工作条件、润滑环境等不同,接触疲劳失效分为麻点剥落、浅层剥落、硬化层剥落。
维修专业案例

维修专业案例案例背景:某工厂的生产线出现了故障,导致生产效率大幅下降。
经过初步排查,发现是机械设备出现了故障,需要进行维修。
这是一个典型的维修案例,需要我们通过分析和解决问题,恢复设备正常运转。
问题分析:在进行维修之前,首先需要对故障进行准确定位。
通过仔细观察和排查,我们发现故障主要集中在设备的传动系统上。
传动系统出现了松动和磨损,导致设备无法正常运转。
这是一个比较常见的故障,但需要我们仔细分析和处理。
解决方案:针对传动系统的松动和磨损问题,我们制定了以下解决方案:1. 更换受损部件,首先,我们对受损的传动部件进行了更换,确保设备能够正常运转。
这需要我们具备丰富的维修经验和技能,以确保更换部件的准确性和安全性。
2. 加强设备维护,在维修完成后,我们建议工厂加强设备的定期维护和保养工作,以减少类似故障的发生。
这也是预防性维修的重要性所在,能够提前发现问题并加以解决。
效果评估:经过我们的维修和改进措施,设备恢复了正常运转,生产效率得到了提升。
工厂的生产秩序得到了恢复,生产线的故障对生产造成的影响得到了最小化。
这充分证明了我们的维修方案的有效性和可行性。
总结:通过这个案例,我们深刻认识到了维修专业的重要性和必要性。
在日常工作中,我们需要时刻保持对设备的关注和维护,及时发现并解决问题,确保设备的正常运转。
只有这样,我们才能保证生产的顺利进行,为企业创造更大的价值。
结语:维修专业是一个需要细心和耐心的工作,需要我们具备丰富的经验和技能。
通过不断学习和实践,我们能够不断提高自己的维修水平,为企业的发展贡献力量。
希望这个案例能够对大家有所启发,也希望大家能够在维修工作中不断进步,做出更大的成绩。
典型电气事故案例大全
典型电气事故案例大全目录一、电力设备与线路事故 (2)1.1 电力设备故障引起的事故 (3)1.1.1 变压器事故 (4)1.1.2 输电线路事故 (5)1.1.3 开关设备事故 (6)1.2 电力线路接地故障引起的事故 (7)1.2.1 接地短路事故 (8)1.2.2 反击接地事故 (9)1.2.3 间歇性接地事故 (10)二、电力系统事故 (11)2.1 电力系统失去稳定引起的事故 (12)2.1.1 系统短路故障 (13)2.1.2 电力系统失去负荷 (14)2.2 电力系统调度事故 (16)2.2.1 调度指令失误 (17)2.2.2 调度操作不当 (18)三、电气设备安装与运行事故 (19)3.1 设备选型不当引起的事故 (21)3.1.1 设备额定参数不匹配 (21)3.1.2 设备绝缘损坏 (23)3.2 设备安装不规范引起的事故 (24)3.2.1 安装过程中误操作 (25)3.2.2 设备支架不稳固 (26)四、电气线路维护与管理事故 (27)4.1 线路维护不当引起的事故 (28)4.1.1 导线断裂 (29)4.1.2 杆塔倾斜 (30)4.2 线路管理不善引起的事故 (31)4.2.1 电缆头制作不合格 (32)4.2.2 线路标志不清晰 (33)五、电气安全与防护事故 (34)5.1 电气设备过载引起的事故 (35)5.1.1 过电压导致设备损坏 (36)5.1.2 设备长时间过载运行 (37)5.2 电气设备接触不良引起的事故 (38)5.2.1 接线端子松动 (39)5.2.2 电缆绝缘破损 (41)一、电力设备与线路事故案例:2005年,某地一家大型工厂的一台变压器突然发生爆炸,造成大面积停电。
经过调查发现,该变压器的电缆出现短路故障,导致电流过大,最终引发爆炸。
原因分析:电缆质量差,使用年限过长,导致绝缘性能下降;操作人员未按照规定进行定期检查和维护,未能及时发现并处理隐患。
蚌埠分公司装维故障案例

蚌埠分公司装维故障案例蚌埠分公司装维故障案例中国电信装维故障库中国电信装维及接入网维护技能竞赛工作组1一、带宽业务类故障【案例1】ADSL用户无法浏览网页的解决方法(一)故障现象描述一位ADSL用户近期申告电脑突然出现无法浏览网页的故障,由于是重要客户,所以我方维护人员特意赶到用户家中进行处理。
(二)故障原因分析到达用户家后发现ADSLMODEM灯正常,可以成功登陆,但无法浏览网页。
针对这种情况估计有以下几种可能原因:1.PINGISP的DNS服务器地址(或PING其它网站地址的IP也一样),看看能否PING通。
若是连通的,则多数是软件问题居多。
2.若PING不通的话,则原因可能如下:3.用户电脑装有第三方代理服务器软件、防火墙设置问题。
4.检查是否在IE中选取了“自动检测设置”5.检查TCP/IP协议的属性设置,特别是DNS服务器设置是否正确。
6.是否为ADSL拨号软件问题。
7.TCP/IP协议问题。
(三)故障处理方法我们用自带的笔记本电脑接上用户家MODEM后,发现上网一切正常。
此时可以排除网络问题,故障可以定位在用户家电脑故障上面。
把用户家电脑拨号软件、以及TCP/IP协议都重装后,发现仍然不可以浏览网页,此时打开宽带连接属性发现用户使用了代理服务器,将代理服务器取消后,测试上网恢复正常。
总结:一般情况下,ADSL用户是不会使用代理服务器上网的,估计是电脑中毒所致,给用户下载安装了杀毒软件并查杀电脑病毒时发现系统有很多未知病毒,和用户沟通后建议其重装系统后并安装杀毒软件已保障电脑安全运行。
二、其他【案例2】:宝龙FTTH无法实现自动工单配置故障分析(一)故障现象描述宝龙数码港FTTH进行自动工单配置发现无法实现,提示错误ONUID配置失败。
(二)故障原因分析1.无主光路信息2.PON口未绑定相关VLAN信息3.主光路录入不完整(三)故障处理方法1.进入资源查询胜利路OLT设备所承载电路信息确认有主光路信息.2.进入端口查看端口是否绑定对应VLAN,证实却已绑定并正确。
某公司典型设备故障及事故案例

某公司典型设备故障及事故案例1. 引言在现代工业化生产中,各种设备的故障和事故是无法完全避免的。
本文将介绍某公司发生的典型设备故障及事故案例,以提供经验教训和借鉴。
2. 设备故障1:生产线机械故障某公司的生产线上设备出现了一次严重的机械故障。
该故障是由设备长期运行而未进行及时维护导致的。
造成该故障的原因主要有以下几点: - 缺乏定期维护计划,导致设备长期未得到维护。
- 部分设备零部件老化严重,未及时更换。
- 操作人员在使用设备时没有按照操作规程进行操作。
该故障造成了生产线停工5天,造成了巨大的经济损失。
公司在此事故后意识到维护保养的重要性,并对设备维护工作进行了调整和改进。
3. 设备故障2:电力系统故障某公司的电力系统发生了一次重大故障,导致整个工厂停电,造成了生产中断和数据丢失。
故障的原因主要包括:- 电力设备老化,未及时更换和升级。
- 电力系统过载,负载能力不足。
- 雷击等天气原因导致的电力系统故障。
该故障造成了公司连续三天无法正常生产,产生了巨大的经济损失。
公司在事故后对电力系统进行了全面检修和升级,并对设备的负载能力进行了合理规划。
4. 设备事故1:化学反应釜爆炸事故某公司的化学反应釜发生了一次严重的爆炸事故,导致多名工作人员受伤。
该事故的原因主要有以下几点: - 操作人员没有按照操作规程进行操作,导致操作失误。
- 化学反应釜的安全阀未能及时发挥作用。
- 反应釜内部压力异常增加,导致釜体破裂。
事故发生后,公司对化学反应釜的安全操作流程进行了修订,并对操作人员进行了培训和提醒。
5. 设备事故2:高空作业事故某公司的高空作业发生了一起事故,一名工人从高处摔下,造成重伤。
事故的原因主要有以下几点: - 在高空作业过程中,工人没有佩戴安全带。
-高处没有设置安全护栏。
- 高空作业区域没有进行充分的安全警示和培训。
公司在事故后对高空作业区域进行了改进,增加了安全护栏和安全网,同时对高空作业的员工进行了安全培训。
设备故障案例

设备故障案例
近期,公司设备出现了一些故障情况,给生产和工作带来了一定的影响。
为了
及时解决这些问题,我们对设备故障进行了详细的分析和总结,希望能够找到解决方案,确保设备正常运转。
首先,我们遇到的一个常见问题是设备的电源故障。
在生产过程中,设备突然
断电或者出现电源不稳定的情况,导致生产中断,影响了生产效率。
经过检查发现,这些问题主要是由于电源线路老化、接触不良或者电压不稳定引起的。
针对这些问题,我们已经采取了一些措施,比如定期检查电源线路的连接情况,更换老化严重的电源线,增加稳压器等,以确保设备的稳定供电。
其次,设备的机械故障也是我们经常遇到的问题之一。
例如,设备传动部分出
现松动、磨损严重或者轴承损坏等情况,都会导致设备运转不畅,甚至完全停止工作。
为了解决这些问题,我们加强了设备的日常保养和维护工作,定期检查设备的传动部分,及时更换磨损严重的零部件,确保设备的正常运转。
另外,设备的控制系统故障也是我们需要重点关注的问题。
控制系统出现故障
会导致设备无法正常工作,严重影响生产进度。
我们针对这一问题,加强了对设备控制系统的维护和保养,定期检查控制系统的各个部分,确保设备的控制系统稳定可靠。
总的来说,设备故障是我们在生产中经常遇到的问题,但是我们通过对这些故
障进行分析和总结,采取了一系列的措施来解决这些问题。
通过这些措施的实施,我们已经取得了一定的成效,设备的故障率明显下降,生产效率得到了提高。
我们相信,在不断改进和完善的过程中,我们能够更好地解决设备故障问题,确保设备的正常运转,为公司的生产和工作创造更大的价值。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
设备故障维修典型案例(一)
一、AC线全自动机故障
(一)设备运行过程中突然断电停止。
1.维修过程
(1)控制主电源输入的空气开关没有跳闸,用万用表交流电压档量输入电压,显示电压输入220V,正常。
(2)观察电路板,发现开关电源的指示灯闪烁,用万用表交流电压档量开关电源的输入电压,显示220V,正常。
用万用表直流电压档量开关电源的输出电压,显示0V,不正常。
(3)断电,把开关电源的输出端子的线断开,不接外围线路,然后通电,开关电源正常输出24V。
由此判断,外围某处需要24V供电的线路短路。
(4)利用排除法,逐条接入外围线路,当接入线路后发现开关电源指示灯闪烁,就可确定此线路为故障线路,顺藤摸瓜就可找到故障元器件。
经检查,发现是接近开关的线路没固定好,被气缸压破线皮导致短路。
2.解决措施
更换接近开关,重新走线并固定,确保气缸动作不会压到电线。
3.知识点
开关电源在正常情况下,指示灯是常亮的(如图1.1所示)。
在输出短路等故障下,开关电源的指示灯会闪烁,这是因为里面的芯片启动后工作几百毫秒然后停止工作几秒,然后再启动工作几百毫秒,不断循环保护,像是在打嗝,所以称之为打嗝式保护。
指示灯
图1.1 开关电源指示灯
(二)铆压机频繁死机
1.维修过程
(1)铆压电机是用变频器控制的,当发生故障时,第一时间应该看电控柜里的变频器是否报警。
此案例变频器报警GFF。
(2)根据变频器的型号品牌,查找资料,搞清报警代码的含义。
此案例的报警代码是指对地短路故障(如图1.2所示)。
图1.2 报警代码GFF
(3)根据说明书指示,排除故障。
由简到繁,此案例更换电机线是最简单的,所以先更换一条新的电机线。
更换好后,此报警不再发生,故障解决。
如果还会报警,就根据说明书指示再进行下一步。
2.知识点
设备维修过程中,特别是伺服和变频的维修,要学会查找资料,使用手册,根据手册中的指示解决故障。
二、电源插头线综合测试仪故障
(一)外压高压报警海绵夹线后烧黑电线
1.原因分析
外压不良的电源线插入测试仪,正常情况下测试仪会高压报警,同时切断测试电压并让导电海绵夹住电线。
如果会烧黑电线,就表示报警还有电流经过,使导电海绵发热起火,灰烬粘到电线上,导致发黑甚至烧掉。
也就是报警触发海绵夹住电线时测试的电压没断开或断开不及时,而控制测试电压的通断是由高压板的双向可控硅BCR8PM控制的(如图2.1所示)。
图2.1 高压板上的可控硅
2.解决措施
更换高压板的双向可控硅BCR8PM,或者重新换块高压板。
3.知识点
可控硅,也叫晶闸管,可作为大功率设备的驱动器件,实现用小功率控件控制大功率设备,也就是“以小控大”。
BCR8PM是双向可控硅具有双向导通功能,适合做交流无触点开关。
在此案例中,高压板的测试电压就是由双向可控硅控制开和关(如图2.2所示)。
图2.2 可控硅控制高压板通断
(二)合格线频繁报警外压高压不良
1.排查与维修过程
(1)更换新的好的治具,验证是否是治具问题,如果是,问题就解决了。
如果不是治具问题就进行下一步。
(2)把头部和尾部的导电海绵拿掉,然后进行测试,如果不会再报警外压高压不良,那就是海绵那部分的问题,可能是里面有异物或者海绵安装位置不对,夹住的时候误碰到其他器件。
如果还会报警,就进行下一步。
(3)切换成单头模式进行测试,如果不会再报警外压高压不良,那就是测试仪内部最里面的控制双头接触器有问题,进行更换即可(如图2.3所示)。
如果还
会报警,那就是测试仪最外面的控制高压接触器有问题,需进行更换,并观察旁边的接触器在工作时是否有火花或者触点发黑(如图2.4所示),如果有,也一起换掉。
触点发黑
图2.3 控制双头接触器图2.4 触点碰火发黑
2.知识点
(1)维修排查故障的基本思路:当不确定什么原因导致故障需要排查时,运用排除法,由表及里,由简入繁,一步一步确认排查故障。
(2)交流接触器是有机械寿命和电寿命的(如图2.5所示),故测试仪有故障发生时,如果查不出其他原因,可以观察接触器,看看能否找到故障点。
图2.5 接触器的机械寿命和电气寿命
(三)单头测试正常,双头有时测不到L线,报警极性
1.排查与维修过程
(1)按照排查的基本思路,单头正常而双头不正常的话,第一时间就考虑测试仪最里面的控制双头接触器是否坏了。
本案例经过排查,确定控制双头接触器是正常的,需进行下一步。
(2)检查控制双头接触器的线路是否正常,有无断线,触点螺丝是否有拧紧。
经排查,接触器端的线路没有问题。
需进行下一步。
(3)检查PLC输出端的线路是否正常(如图2.6所示),用手扯一下输出线,发现Y0输出点的线脱落。
重新接上去拧紧,再进行测试,无故障发生,故判断是由于PLC输出点Y0端子松动导致双头测L线时,时有时无,频繁报警。
图2.6 PLC输出点
2.知识点
接触器动作是靠线圈通电吸合和断电断开来控制触点通断的,测试仪的接触器有6个,如果设备没固定好和里面螺丝没锁紧的话,那多个接触器频繁动作震动,里面其他元器件也跟着震动,时间一久,容易出现松线的现象。